Спосіб сортування виробів і пристрій для вимірювання якості виробів у зазначеному способі

Формула / Реферат
1. Спосіб сортування виробів по класах типу «придатний» - «брак», який полягає в тому, що попередньо перевіряють засоби вимірювання параметрів, параметри виробу почергово вимірюють, виміряні значення параметрів і їх норми перетворюють до безрозмірного виду і сортують вироби по класах за результатами порівняння перетворених значень параметрів з перетвореними нормами, який відрізняється тим, що при перевірці засобів вимірювань параметрів визначають функцію густини похибок вимірювань параметрів при роботі з виробом або його еквівалентом, перетворення (нормалізацію) виконують шляхом знаходження умовних ризиків параметрів Gi за залежністю
![]() та/або
та/або ![]() ,
,
де: i - номер параметра виробу, що змінюється від 1 до n, n - кількість параметрів виробу;
![]() - відрізок, що визначає поле допуску (норму) i-го параметра;
- відрізок, що визначає поле допуску (норму) i-го параметра;
![]() - стандартне відхилення похибок вимірювань i-го параметра;
- стандартне відхилення похибок вимірювань i-го параметра;
![]() - виміряне значення і-го параметра виробу;
- виміряне значення і-го параметра виробу;
![]() - інтегральна або емпірична функція густини похибок вимірювань i-го параметра,
- інтегральна або емпірична функція густини похибок вимірювань i-го параметра,
вироби зі значенням хоча б одного умовного ризику 1 відносять до класу «брак», а зі значеннями всіх умовних ризиків 0 - до класу «придатний», вимірюють прямі втрати кожного з решти виробів при умовному віднесенні його до класу «придатний» ПП за залежністю
![]()
де ![]() - значення функції втрат i-го параметра для втрат типу пропуску браку з врахуванням, при необхідності, правил додавання (іноді з обмеженням) втрат ( шкала поточних втрат в умовних або реальних грошових одиницях), вимірюють інверсні втрати того ж виробу при умовному віднесенні його до класу "брак" ПІ за залежністю
- значення функції втрат i-го параметра для втрат типу пропуску браку з врахуванням, при необхідності, правил додавання (іноді з обмеженням) втрат ( шкала поточних втрат в умовних або реальних грошових одиницях), вимірюють інверсні втрати того ж виробу при умовному віднесенні його до класу "брак" ПІ за залежністю
де ![]() - значення функції втрат і-го параметра для втрат типу помилкової тривоги,
- значення функції втрат і-го параметра для втрат типу помилкової тривоги,
якщо прямі втрати виробу менші від деякого значення, переважно менші від його інверсних втрат, виріб відносять до класу "придатний", якщо більші - до класу "брак", повторюють, при необхідності, сортування виробів при інших, наприклад прогнозних значеннях параметрів та/або норм, та/або похибок вимірювань параметрів до закінчення сортування виробів.
2. Спосіб по п.1, який відрізняється тим, що функцію густини похибок вимірювання і-го параметра вимірюють при перевірці на межах поля допуску ![]() та/або
та/або ![]() .
.
3. Спосіб по п. 1, який відрізняється тим, що частину параметрів з решти виробів повторно вимірюють, усереднюють і знову нормалізують при нових усереднених значеннях для визначення їх умовних ризиків.
4. Пристрій для вимірювання якості виробів в способі по п.1, який включає вихідну шкалу і n функціонально однотипних ланцюгів, за кількістю параметрів виробу, на входи кожного з яких подано сигнал виміряних значень параметра і сигнал норм параметра, який відрізняється тим, що кожен ланцюг з'єднаний зі спільним суматором-обмежувачем і містить перетворювач з функцією перетворення
![]() та/або
та/або ![]() ,
,
де: i - номер параметра виробу, що змінюється від 1 до n, n - кількість параметрів виробу;
![]() - відрізок, який визначає поле допуску (норму) i-го параметра;
- відрізок, який визначає поле допуску (норму) i-го параметра;
![]() - стандартне відхилення похибок вимірювань i-го параметра;
- стандартне відхилення похибок вимірювань i-го параметра;
![]() - виміряне значення i-го параметра виробу;
- виміряне значення i-го параметра виробу;
![]() - інтегральна або емпірична функція густини похибок вимірювань i-го параметра,
- інтегральна або емпірична функція густини похибок вимірювань i-го параметра,
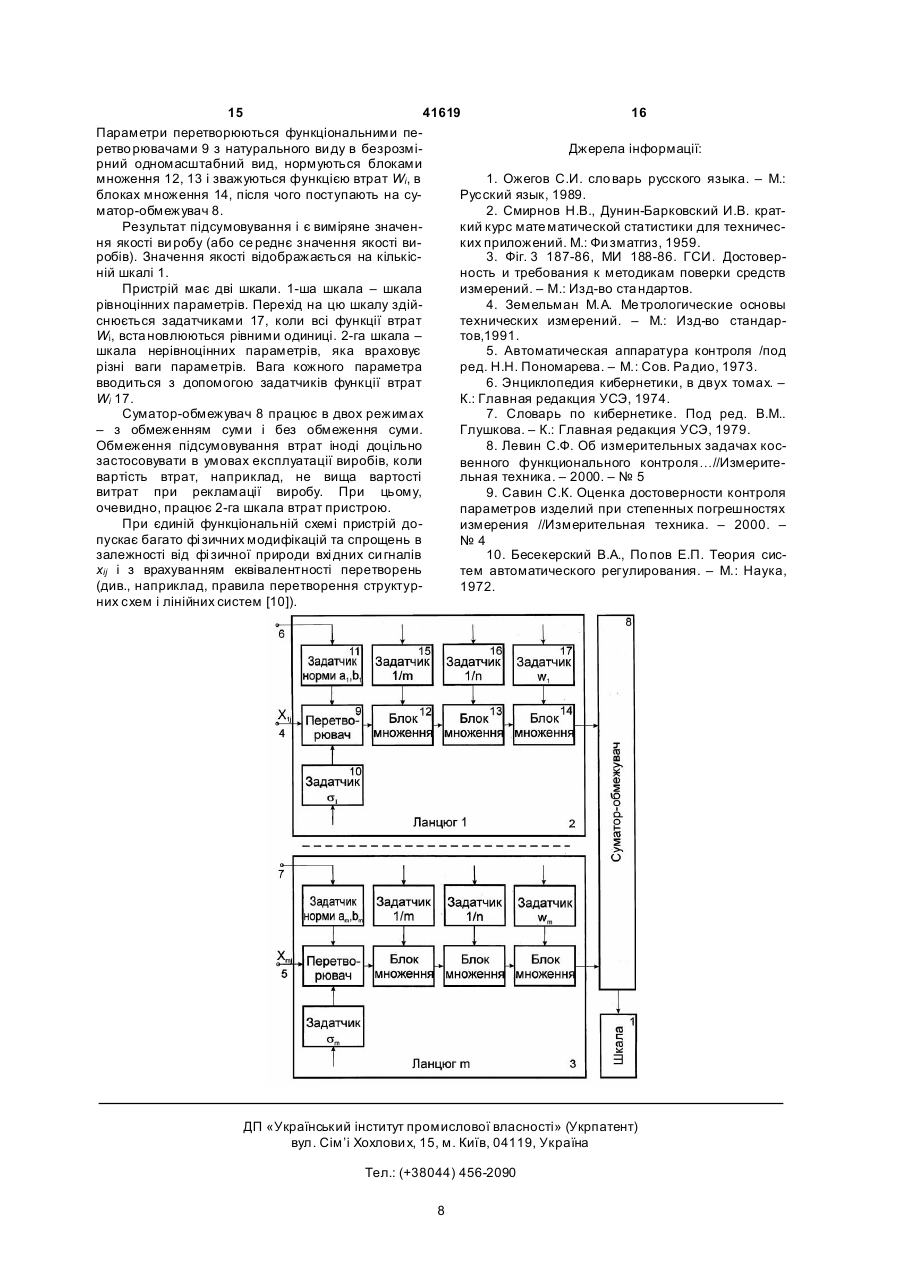
на один вхід i-го перетворювача подано сигнал виміряних значень i-го параметра, на два інших - сигнали з задатчика параметрів функції густини похибок вимірювань i-го параметра і з задатчика норм i-го параметра, на вхід якого подано сигнал норм i-го параметра, а вихід перетворювача через два послідовно включені двовходові блоки множення з'єднаний з спільним суматором-обмежувачем, причому на другі входи блоків множення подані, відповідно, сигнали задатчиків кількості параметрів виробу 1/n і функції втрат i-го параметра Wi, а вихідна шкала з'єднана з виходом суматора-обмежувача і виконана кількісною.
Текст
1. Спосіб сортування виробів по класах ти пу «придатний» – «брак», який полягає в тому, що попередньо перевіряють засоби вимірювання параметрів, параметри виробу почергово вимірюють, виміряні значення параметрів і їх но рми перетворюють до безрозмірного виду і сортують вироби по класах за результата ми порівняння перетво рених значень параметрів з перетво реними нормами, який відрізняється тим, що при перевірці засобів вимірювань параметрів визначають функцію густини методичних похи бок вимірювань параметрів при роботі разом з виробом або його еквівалентом для поточних або прогнозних значень параметрів і/або значень параметрів при кліматичних впливах на виріб, перетворення (нормалізацію) виконують шляхом знаходження умовних рисків параметрів Gij по залежності де: і – номер параметра виробу, і змінюється від 1 до m, m – кількість параметрів виробу; j – номер виробу, j змінюється від 1 до n, n – кількість виробів в партії, що підлягає сортуванню; [ai, bi] – відрізок, що визначає поле допуску (норму) і-го параметра; si – стандартне відхилення методичних похибок вимірювань i-го параметра; xij – виміряне значення i-го параметра j-го виробу; Gi – інтегральна або емпірична функція густини методичних похибок вимірювань i-го параметра, вироби зі значеннями хоча би одного умовного риску 1 відносять до класу «брак», а зі значеннями всіх умовних рисків 0 – до класу «придатний», вимірюють прямі втрати кожного з решти виробів при віднесенні його до класу «придатний» Пj або шляхом нормалізації суми умовних рисків усі х його 1 A (13) 41619 ] і\або (11) ] де Дj – втрати j-го виробу, вимірюють інверсні втрати тих же залишків виробів і параметрів зі значеннями умовних рисків більше 0 при віднесенні виробу до класу «брак» Пjб (Діб ) шляхом заміни класу «придатний» на «брак», а Wіb на Wia при простій функції втрат і помилковому сортуванні придатного виробу, якщо прямі втрати виробу менші деякого значення, переважно менші його інверсних втрат, виріб відносять до класу «придатний», якщо більше –до класу «брак», повторяють, за необхідності, сортування виробів при інших значеннях параметрів і/або норм, і/або методичних похибок вимірювання параметрів до закінчення сортування виробів. 2. Спосіб по п.1, який відрізняється тим, що функцію густини методичних похибок вимірювання і-го параметра вимірюють при перевірці на межах поля допуску a і і/або b і. 3. Спосіб по п.1, який відрізняється тим, що частину параметрів з решти виробів повторно вимірюють, усереднюють і знову нормалізують при нових усереднених значеннях для визначення їх умовних рисків. 4. Спосіб по пп.1 і 2, який відрізняється тим, що сортування повторюють при прогнозних значеннях параметрів після декількох поточних сортувань виробів. 5. Пристрій для вимірювання якості виробів у способі по п.1, який включає вихідну шкалу і m фу UA [ Gij = G i (x ij - bi )/ s i або шляхом множення кожного доданка попередньої суми на значення параметричної функції втрат Wi з врахуванням, при необхідності, правил складання (обмеження) втрат (2-га шкала втрат в умовних або реальних грошових одиницях), наприклад, множення на Wib при простій функції втрат і помилковому сортуванні бракованого виробу, (19) [ Gij = G i (a i - xij )/ s i параметрів (1-ша шкала рівноцінних параметрів) 3 41619 4 нкціонально одноти пних ла нцюгів по кількості паGi – інтегральна або емпірична функція раметрів виробу, входи кожного з яких з'єднані з густини методичних похибок вимірювань і-го сигналом виміряних значень параметра і з сигнапараметра, лом норм параметра, який відрізняється тим, що один вхід i-го перетворювача з'єднаний з кожен ланцюг з'єднаний зі спільним суматором-обсигналом виміряних значень і-го параметра, два межувачем і містить перетво рювач з функцією пеінших – з задатчиком параметрів функції густини ретво рення методичних похибок вимірювань i-го параметра і з задатчиком норм i-го параметра, вхід якого з'єднаний з сигналом норм i-го параметра, а вихід перетворювача, через три послідовно включені де: і – номер параметра виробу, і змінюється двовходові блоки множення, зі спільним від 1 до m, m – кількість параметрів виробу; суматором-обмежувачем, причому на другі входи j – номер виробу, j змінюється від 1 до n, n – блоків множення подані, відповідно, сигнали кількість виробів в партії, що підлягає сортуванню; задатчиків кількості параметрів виробу 1/m, [аi, bі] – відрізок, що визначає поле допуску кількості виробів в партії, що підлягає сортуванню, (норму) і-го параметра; 1/n і функції втрат i-го параметра Wi, а вихідна si – стандартне відхилення методичних шкала з'єднана з виходом суматора-обмежувача і похибок вимірювань і-го параметра; виконана кількісною. хij - виміряне значення i-го параметра j-го . виробу; Запропонований винахід відноситься до вимірювань, зокрема до вимірювань якості виробів. Він матиме засто сування при виробничому і експлуатаційному сортуванні виробів, в розпізнаванні образів, те хнічній і медичній діагностиці, ви значенні надійності, в управлінні виробництвом і запасами, при перевірці засобів вимірювань (ЗВ) та в інших галузях науки і техніки. Сьогодні це різні галузі техніки зі своїми об'єктами і методами їх вивчення. Однак ці галузі відрізняються між собою чисто термінологічно. Чи ділять шарики на групи за діаметром чи сигнали космічного зонда по класах, розпізнають образи чи складають список замовлень на товари для універсаму, перевіряють ЗВ чи контролюють ракети, виявляють цілі локатором чи сортують вугілля з ша хти – у всі х цих випадках займаються одним і тим самим – сортують вироби. Метою наукових вимірювань і торгівлі вроздріб є знаходження значення фізичної величини. В техніці значення параметрів задані нормами (полями допусків). Всі те хнічні вимірювання виконують тільки для сортування виробів. Сортування передбачає два вимірювання, одне за одним: вимірювання значення фізичної ве личини (параметра) і вимірювання якості параметра або сукупності параметрів виробу. Перший етап виконується відомими ЗВ і закінчується виміряними значеннями параметрів, вираженими відомими одиницями вимірювання. Відомі способи сортування обхо дяться без вимірювань другого етапу і розплачуються за це гігантськими похи бками. Вимірювання, згідно з метрологією, передбачає вимірювану ве личину, одиниці вимірювання, шкалу, відлік і похибку. Замість ЗВ використовуються логічні пристрої порівнювання параметру з його полем допуску. Результат вимірювання не кількісний, а якісний («більше» – «менше»), шкала – двопозиційна, індикаторна («придатний» – «брак»). Двопозиційна параметрична шкала допускає тільки таку ж, індикаторну, шкалу для виробу в цілому. Вона працює безпомилково тільки тоді, коли значення параметрів достатньо далекі від границь полів допусків. Близько границь можливі помилки вимірювання, бо значення параметрів завжди спотворені похибками ЗВ. Без кількісної шкали і одиниць вимірювання неможлива апостеріорна оцінка похибок вимірювання якості. Вона замінюється прогнозними (а не апостеріорними) оцінками результатів сортування партії виробів, так званими помилками 1-го і 2-го роду. Помилки оперують розподіленням параметрів, а не виміряним значенням параметра. Для складних виробів навіть такі оцінки невідомі. Хоча це і не очевидно, новий параметр виробу названий якістю, тому що він задовольняє всі вимоги метрології і не суперечить визначенням. Сортувати – «розподіляти по якості» [1]. У технічних термінах це означає: «Розподіляти на основі вимірювання якості». Виміряти якість виробу – означає знайти сукупну властивість його параметрів, яка відрізняє предмет «от других и придающих ему определенность» [1]. Тоді може йти мова про точність сортування. Сучасна техніка не вимірює якість, а тільки декларує її. Декларативні оцінки типу «висока якість», «Знак якості» і т.п. носять чисто словесний характер. Вони придатні хіба що для реклами. Відсутні ознаки вимірювання – одиниця вимірювання, шкала, відлік, похибка. Якість параметра цілком визначається його виміряним значенням і нормою, але непридатна для сортування виробів в цілому. Як результат вимірювання, якість є параметром виробу. Якість як параметр притаманна виробу на всіх етапах його виготовлення і експлуатації. Практично зручно вимірювати якість через втрати. Втрати є арифметичним доповненням якості. 2 5 41619 6 Відомий спосіб сортування однопараметричxi – виміряне значення параметра; них виробів по класах «придатний» – «брак». Споінтервал від аi до b i – поле допуску (норма) сіб застосовують при контролі якості продукції парпараметра; тії обсягом N виробів [2]. Спосіб полягає в тому, а0і – точка в полі допуску, наприклад, середня що попередньо перевіряють засоби вимірювання точка, параметрів, параметри виробів почергово вимірюпараметри хi з перетвореними відліками зі ють, виміряне значення параметра порівнюють з значенням нормою, умовно відносять виріб до класу «придатxni ñ (a i - a 0i ) / (b i - a i ) і / або xni á (bi - a 0i ) /(bi - a i ), ний», якщо виміряне значення параметра відповівідносять до класу «придатний», решту – дає нормі, інакше - «брак», підрахо вують кількість «брак», виріб, у якого всі параметри «придатні», виробів групи «брак», якщо во на не більша привідносять до класу «придатний», інакше – «брак». ймального чи сла партії, партію відносять до групи Але і цей спосіб має низьку точність «придатний», інакше – продовжують сортування сортування виробів. іншим способом. Перевірка засобів вимірювання параметрів Недоліком способу є низька точність сортуванвиконується тільки завдяки традиційним вимогам ня. Не врахо вуються похи бки вимірювання параметрології. Результати перевірки ніяк не метра. Передбачено зарахування «браку» в «привраховують при сортуванні виробів. Тому датний». Спосіб непрацездатний при сортуванні сортування здійснюють тільки за виміряними багатопараметричних ви робів. значеннями параметрів. Виміряні значення Відомий також спосіб однократного однопаравідрізняються від істинних на величину похибок метрового сортування виробів по класах «придатвимірювань. Ця різниця і приводить до виникнення ний» – «брак» [3]. Спосіб полягає в тому, що попепомилок 1-го і 2-го роду, тобто до низької точності редньо перевіряють засоби вимірювання параметсортування. рів, параметр виробу почергово вимірюють, виміПеретворення параметрів і їх норм вирішує ряне значення параметра і його норму перетво рютільки задачу зручності індикації. Перетворені ють до безрозмірного виду за залежністю значення виводять, наприклад, на перфокарту і в G = x1 / a + D, єдиному масштабі поля допуску параметра де: G – перетворене значення параметра; демонструють його відхилення від номіналу. Хоча x1 – виміряне значення параметра; якось і можна всередині класу «придатний» а – норма параметра; інтуїтивно відрізнити «хороший» виріб від êx ç – абсолютне значення; «поганого», індивідуальна якість кожного виробу D – неоднозначно визначений параметр, не вимірюється. Похибки вимірювання параметра не визначають і тому не враховують. Значення D змінюється від 0 до 1, довільний зсув норми, результату перетворення параметра неможливо (0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sorting of articles and device for evaluation of quality of articles in said method
Назва патенту російськоюСпособ сортировки изделий и устройство для измерения качества изделий в указанном способе
МПК / Мітки
МПК: G01D 21/00, B07C 5/00
Мітки: спосіб, якості, пристрій, виробів, способи, вимірювання, зазначеному, сортування
Код посилання
<a href="https://ua.patents.su/8-41619-sposib-sortuvannya-virobiv-i-pristrijj-dlya-vimiryuvannya-yakosti-virobiv-u-zaznachenomu-sposobi.html" target="_blank" rel="follow" title="База патентів України">Спосіб сортування виробів і пристрій для вимірювання якості виробів у зазначеному способі</a>
Спосіб контролю гарантованої якості виробів радіоелектронної техніки
Номер патенту: 29358
Опубліковано: 16.10.2000
Автори: Лучко Ігор Миколайович, Жердєв Микола Костянтинович
МПК: G01R 35/00
Мітки: контролю, гарантованої, радіоелектронної, виробів, техніки, спосіб, якості
Формула / Реферат:
Спосіб контролю гарантованої якості виробів радіоелектронної техніки, що включає вимірювання параметрів вузлів та блоків і порівняння вимірених параметрів з допустимими, який відрізняється тим, що з числа N елементів виробу випадковим образом формують вибірку в обсязі з n елементів , причому n << Ν, вимірюють значення параметрів у визначені проміжки часу та отримують апріорну інформацію для поділу елементів на класи, після чого...
Спосіб визначення ергономічних показників якості конструкції плечових швейних виробів на фігурі людини і пристрій для його здійснення
Номер патенту: 46966
Опубліковано: 17.06.2002
Автори: Троян Олександр Михайлович, Краснюк Лариса Володимирівна, Баннова Ірина Мусіївна
МПК: A41H 1/00
Мітки: ергономічних, конструкції, плечових, показників, виробів, швейних, фігури, визначення, пристрій, здійснення, спосіб, людини, якості
Формула / Реферат:
1. Спосіб визначення ергономічних показників якості конструкції плечових швейних виробів, який полягає у визначенні кута відведення рук людини і величини переміщення певних конструктивних ліній (лінії грудей, талії, стегон, низу виробу та рукава), який відрізняється тим, що визначають максимальний кут відведення рук при зафіксованих ділянках низу виробу та рукавів виробу і незафіксованих з наступним визначенням співвідношення відповідних...
Пристрій для оцінки якості посадки плечових виробів
Номер патенту: 24866
Опубліковано: 06.10.1998
Автори: Водзінська Оксана Іванівна, Кардаш Ольга Олегівна, Руденко Наталя Григорівна, Задерій Наталя Петрівна, Ящук Вадим Романович, Кардаш Олег Васильович
МПК: A41H 43/00, A41H 5/00
Мітки: посадки, пристрій, якості, оцінки, виробів, плечових
Формула / Реферат:
1. Пристрій для оцінки якості посадки плечових виробів, який містить основу, опору для розміщення плечового виробу, рамку, що з'єднана з опорою і має проградуйовану вимірювальну шкалу, який відрізняється тим, що рамка змонтована на основі з можливістю повороту в вертикальній площині і додатково обладнана кронштейном шаблона, кронштейном накладки та вимірювальною планкою, жорстко закріпленими на ній та розміщеними один над одним, відповідно,...
Спосіб та пристрій автоматичного сортування виробів, що висять на гачках, та пристрій для розділення гачків
Номер патенту: 25859
Опубліковано: 26.02.1999
Автор: Йозефус Ян УВЕЙАН
МПК: B65G 35/00, B65G 17/20
Мітки: пристрій, гачках, автоматичного, висять, спосіб, розділення, гачків, сортування, виробів
Формула / Реферат:
1. Способ автоматической сортировки висящих на крючках изделий, снабженных кодом и перемещаемых в ряду, в частности, висящих на вешалках предметов одежды в сортировочном устройстве с подвесными транспортерами, включающий запрограммированное на основе кодирования отделение определенного крючка из общего ряда в одном из нескольких расположенных на участке выдачи пропускных пунктов, отличающийся тем, что перед транспортировкой на участок выдачи...
Пристрій для сортування виробів
Номер патенту: 953
Опубліковано: 15.12.1993
Автори: Копак Надія Петрівна, Копак Мирослав Петрович
МПК: B07C 5/04
Мітки: сортування, виробів, пристрій
Формула / Реферат:
Формула изобретения Устройство для сортировки изделий, содержащее узел загрузки изделий, кинематически связанный с измерительным блоком, блок формирования управляющих воздействий, связанный с выводами электромагнита исполнительного механизма, отличающееся, тем, что, с целью расширения технологических возможностей, оно снабжено источниками тока и сжатого воздуха, блок формирования управляющих воздействий содержит пропорциональный...
Попередній патент: Похідні b-карболіну, способи їх одержання та лікарський засіб на їх основі
Наступний патент: Спосіб отримання напівпровідникових кристалів на основі халькогенідів ртуті
Випадковий патент: Запобіжний кульковий патрон