Спосіб просочення і сушіння обмоток якорів електродвигунів
Номер патенту: 73285
Опубліковано: 25.09.2012
Автори: Величко Ганна Іванівна, Тирюто Владислав Ігоревич, Іоффе Роман Борисович


Формула / Реферат
Спосіб просочення і сушіння обмоток якорів електродвигунів, що включає попередній підігрів обмотки якоря до необхідної температури пропусканням електричного струму через неї, подачу дози компонентів компаунда в мішалку, перемішування дози компонентів компаунда в мішалці, багаторазове видавлювання дози компаунда на лобові частини якоря, покрокове переміщення конвеєра і установку якоря безпосередньо під соплами подачі компаунда, обертання якоря навколо власної осі під час просочення, сушіння нанесеного на якір компаунда протягом однієї години, при цьому модуль дозування компаунда складається з баків з компонентами компаунда, насосів подачі компонентів компаунда, калорифера, модуль просочення і сушіння складається з вузла попереднього нагрівання обмоток якоря, мішалки, кількох постів просочення, камери сушіння, конвеєра і вузла обертання якорів, який відрізняється тим, що:
- компоненти компаунда мають підігрів;
- контролюють температуру попереднього нагрівання якоря;
- здування компаунда із зони колектора виконують струменем теплого повітря;
- контроль і регулювання температури підігріву компонентів компаунда, температури в зоні транспортування дози компонентів компаунда, температури в зонах сушильного шафи здійснюють автоматично;
- пристрій має регулювання обсягу дози кожного компонента компаунда;
- пристрій містить програмований логічний контролер з дисплеєм, на якому висвічуються цикли і режими роботи установки, повідомлення про можливі відмови роботи окремих вузлів.
Текст
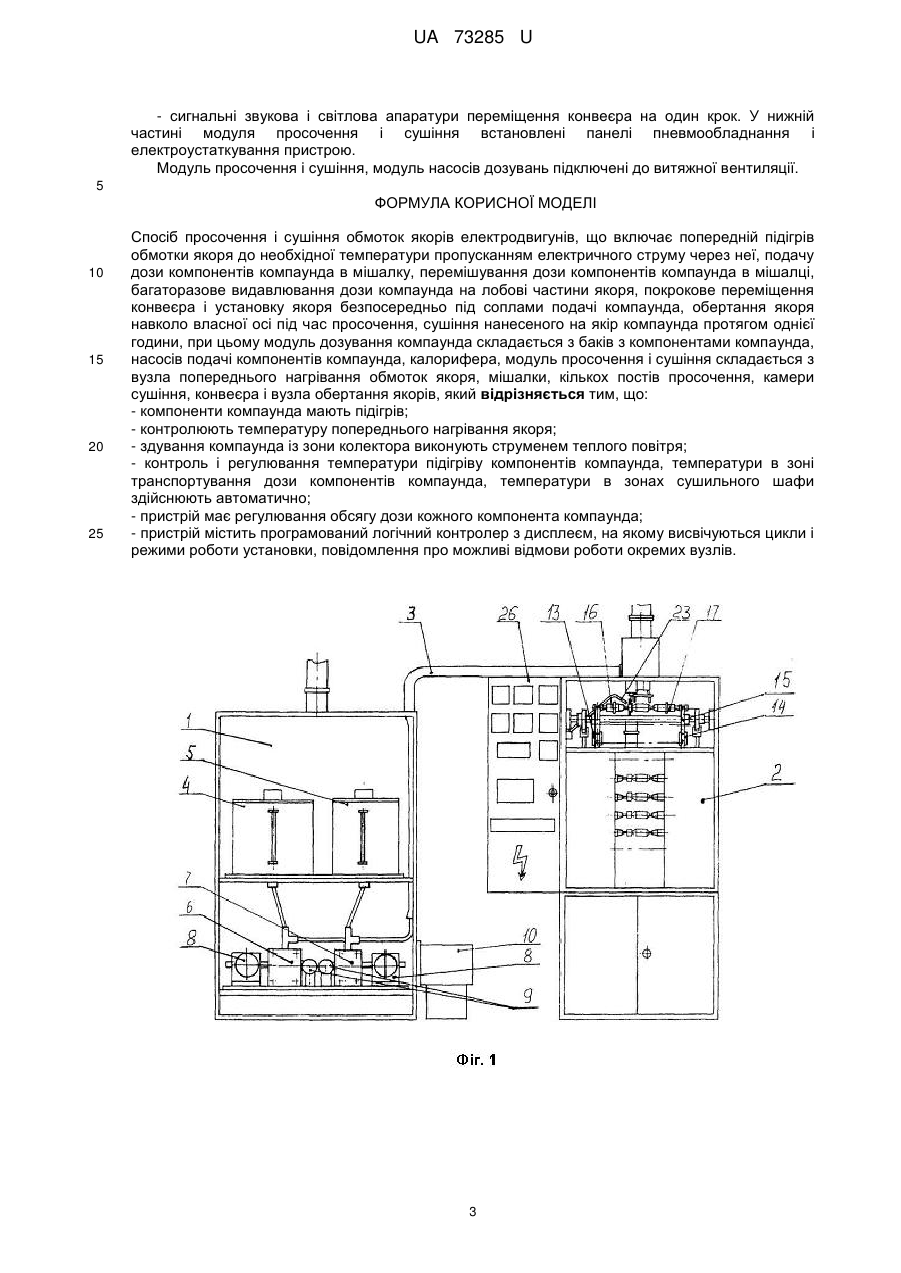
Реферат: UA 73285 U UA 73285 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротехніки, зокрема до способів просочення і сушіння обмоток якоря, пристроїв для просочення методом поливу просочувальними компаундами обмоток якорів електричних двигунів і подальшого їх сушіння. Відомі спосіб і пристрій для просочення і сушіння обмоток електричних машин (див. Бромберг В.А. и др. "Механизация производства электроизоляционных материалов, изоляционно-обмоточых и сушильно-пропиточных работ" М-Л.: Госэнергоиздат, 1961, с. 100. Пристрій містить камеру попереднього сушіння у вигляді каналу, сушильну камеру з повітропроводами, вузол просочення, з'єднаний з виходом каналу камери попереднього сушіння і з входом сушильної камери, і систему повітропроводів з двома каналами. Проте зазначений спосіб не забезпечує достатнього просочення обмотки просочувальним складом, що погіршує якість виробу, а установка відрізняється досить складною конструкцією. Крім того, пристрій не є універсальним, так як на ньому досить утруднене просочування обмотки багатокомпонентними компаундами. Відомі спосіб і пристрій для просочення і сушіння обмоток електричних машин (див. а. с. СРСР 640400, 30.12.1978, кл. МПК Н02К 15/12), що передбачають попереднє прогрівання та сушіння обмоток пропусканням електричного струму через них. До недоліків зазначених способу і пристрою належить застосування складних струмопідвідних елементів, що ускладнює конструкцію і знижує надійність пристрою. Відомо пристрій для просочення і сушіння обмоток електричних машин (див. патент РФ № 31883, 13.03.2003, кл. МПК Н02К 15/12), що містить камеру попереднього нагрівання обмоток і камеру сушіння, всередині яких безперервно рухається ланцюговий конвеєр з обертовими підвісками для виробів, попередній нагрів і сушіння яких здійснюється нагрітим повітрям. Недоліком пристрою є те, що обмотки прогріваються тільки зовні, що погіршує їх просочування. Крім того, при безперервно рухомому конвеєрі відбувається велика витрата просочувального складу. Відомі спосіб і пристрій для просочення і сушіння обмоток електричних машин, що зазначені в комплекті документів 11НТ 2.51.00.00.00.00 виробничого об'єднання "Електроінструмент" м. Ростов-на-Дону, взяті за найближчий аналог, за яким здійснюють підготовку дози просочувального складу - компаунду для одного просочення обмоток якоря, попереднє нагрівання якоря, його просочення компаундом і подальше сушіння. При цьому установка містить вузол підготовки компаунда, вузол попереднього нагрівання, вузол просочення і сушильну камеру. Найближчий аналог відрізняється наступними недоліками: - на стадії підготовки дози компаунда відсутній попередній нагрів компонентів компаунда, що погіршує якість просочування; - немає об'єктивного контролю температури попереднього нагрівання якоря; - складність регулювання дози компонентів компаунда; - на стадії сушіння просоченого якоря, через різні температури в різних зонах камери, а також через відсутність контролю температури повітря погіршується підбір оптимального режиму сушіння; - відсутній захист колектора якоря від попадання на нього компаунда. Задача корисної моделі - підвищення якості просочення обмоток якорів електродвигунів. При здійсненні корисної моделі досягається такий технічний результат, як можливість створення високопродуктивного, високоякісного, безперебійного технологічного процесу та обладнання для просочення і сушіння обмоток якорів електродвигунів, що забезпечує контроль і автоматичне регулювання температури підігріву компонентів компаунда, температури сушіння, контроль попереднього підігріву обмоток якоря, легкість регулювання дози компонентів компаунда, захист колектора від попадання на нього компаунда. Поставлена задача досягається тим спосіб просочення і сушіння обмоток електричних машин, в автоматичному режимі виконуються наступні операції: - попередній підігрів обмоток якоря до необхідної температури пропусканням електричного струму через них; - подача дози компонентів в мішалку; - перемішування компонентів компаунда в мішалці; - видавлювання дози компаунда на лобові частини якорів; - багаторазове просочування обмоток якоря дозою компаунда; - здування компаунда із зони колектора струменем теплого повітря; - покрокове переміщення конвеєра і установка якорів безпосередньо під соплами подачі компаунда; - обертання якорів навколо власної осі під час просочування; - сушіння (полімеризація) нанесеного на якір компаунда протягом однієї години; 1 UA 73285 U 5 10 15 20 25 30 35 40 45 50 55 60 - контроль температури підігріву якоря за допомогою пірометра; - контроль і автоматичне регулювання температури підігріву компонентів компаунда (смоли та отверджувача), і температури в зонах сушильного шафи; - управління пристроєм за допомогою логічного контролера. Як приклад, пропонується пристрій просочення обмоток якорів електричних машин компаундом на основі епоксидної смоли з отверджувачем. Пристрій просочення обмоток якорів складається з двох, що поруч стоять, модулів: модуля дозування компаунда 1 і модуля просочення і сушіння 2 (див. фіг. 1). Модуль дозування компаунда з'єднаний з модулем просочення і сушіння жолобом 3, по якому проходять трубки для подачі компонентів компаунда. У верхній частині модуля дозування компаунда знаходяться два баки компонентів: бак для смоли 4 і бак для отверджувача 5. Обидва баки мають подвійний корпус, простір між корпусами заповнено маслом, що підігрівається електричним нагрівачем, для підтримки необхідної температури компонентів. У нижній частині модуля розташовані: насос подачі смоли 6 і насос подачі отверджувача 7, з'єднані з баками компонентів компаунда. Кожен насос через важіль з'єднаний з пневмоприводом 8. Регулюючи положення важелів регулювальними гвинтами 9, можна виставити необхідні дози смоли й отверджувача, які залишаються незмінними до наступного регулювання. У нижній частині модуля дозування компаунда встановлений калорифер 10, який автоматично підтримує температуру компонентів компаунда під час переміщення відміряних доз компонентів в модуль просочення і сушіння. Модуль просочення і сушіння (див. фіг. 2) складається з камери просочення і камери сушіння. Виставлені дози компонентів компаунда по трубках подаються в мішалку 11 модулів просочення і сушіння. В мішалці відбувається змішування компонентів компаунда, і подача компаунда на лобові частини якорів. Через камери просочення і сушіння проходить конвеєр переміщення якорів 12. Завантаження якорів в посадочні місця конвеєра і з'їм якорів після просочення і сушіння здійснюються вручну. Конвеєр переміщення якорів складається з двох паралельно розташованих ланцюгів 13 і 14, одягнених на зірочки 15, які закріплені на двох валах камери просочення і п'яти валах камери сушіння. У камері просочення розташовані три гілки конвеєра: дві горизонтальні та одна вертикальна, розташована на місці завантаження і знімання якорів. У місцях з'єднання ланок ланцюга встановлені призми із зірочками 16 і 17. Призми 17 правого ланцюга конвеєра підпружинені. Просочений якоря встановлюються між двома призмами із зірочками на конвеєр. Пересування конвеєра покрокове і здійснюється за допомогою пневмопривода 18. Такт пересування конвеєра регульований за часом (35-40 сек.). При переміщенні якоря на верхню горизонтальну гілку відбувається попередній підігрів обмотки якоря контактним способом за допомогою пристрою підігріву 19. Контроль над температурою підігріву здійснюється за допомогою пірометра 20. Застосування пірометра дозволяє контролювати реальну температуру обмотки якоря. Підігрітий якір переміщується на перший з чотирьох постів просочення. На посту просочення зірочки посадочних місць якорів входять у зачеплення з приводом обертання якорів 21. Покрокове переміщення якоря дозволяє з більшою точністю виставити лобові частини якорів безпосередньо під соплом 22 мішалки. Протягом такту (35-40 сек.) Відбувається подача і перемішування компонентів компаунда в мішалці і витискування його на лобові частини якорів. У зоні колектора якорів встановлені трубки подачі теплого повітря 23, для запобігання попадання компаунда в пази колектора. Просочування обмоток якоря проводиться на кожному з чотирьох постів просочення. Для збору надлишків компаунда в камері просочення встановлений піддон 27. Після просочення якоря направляються в камеру сушіння. У камері сушіння розташовані 6 гілок конвеєра. При проходженні якорів по верхній гілки, триває їх обертання навколо своєї осі. Після переходу на наступні гілки обертання припиняється. Камера сушіння має два калорифера: верхній 24 (попереднього нагрівання камери) і нижній 25, що підтримує температуру в камері сушіння в процесі роботи установки. У чотирьох зонах камери сушіння встановлені датчики температури, що дозволяють регулювати і підтримувати постійну температуру в процесі роботи установки. Поруч з місцем завантаження і знімання якорів розташований пульт управління пристрою 26. На пульті розташовані: - програмований логічний контролер з дисплеєм, на якому висвічуються цикли і режими роботи пристрою, повідомлення про можливі відмови роботи окремих вузлів; - регулюючі та показуючі прилади температурних режимів; - тумблери перемикання режимів роботи ("Автомат", "Налагодження"), тумблери включення в налагоджувальних режимі кожної операції окремо; 2 UA 73285 U - сигнальні звукова і світлова апаратури переміщення конвеєра на один крок. У нижній частині модуля просочення і сушіння встановлені панелі пневмообладнання і електроустаткування пристрою. Модуль просочення і сушіння, модуль насосів дозувань підключені до витяжної вентиляції. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 Спосіб просочення і сушіння обмоток якорів електродвигунів, що включає попередній підігрів обмотки якоря до необхідної температури пропусканням електричного струму через неї, подачу дози компонентів компаунда в мішалку, перемішування дози компонентів компаунда в мішалці, багаторазове видавлювання дози компаунда на лобові частини якоря, покрокове переміщення конвеєра і установку якоря безпосередньо під соплами подачі компаунда, обертання якоря навколо власної осі під час просочення, сушіння нанесеного на якір компаунда протягом однієї години, при цьому модуль дозування компаунда складається з баків з компонентами компаунда, насосів подачі компонентів компаунда, калорифера, модуль просочення і сушіння складається з вузла попереднього нагрівання обмоток якоря, мішалки, кількох постів просочення, камери сушіння, конвеєра і вузла обертання якорів, який відрізняється тим, що: - компоненти компаунда мають підігрів; - контролюють температуру попереднього нагрівання якоря; - здування компаунда із зони колектора виконують струменем теплого повітря; - контроль і регулювання температури підігріву компонентів компаунда, температури в зоні транспортування дози компонентів компаунда, температури в зонах сушильного шафи здійснюють автоматично; - пристрій має регулювання обсягу дози кожного компонента компаунда; - пристрій містить програмований логічний контролер з дисплеєм, на якому висвічуються цикли і режими роботи установки, повідомлення про можливі відмови роботи окремих вузлів. 3 UA 73285 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for impregnation and drying electric motor armature
Автори англійськоюVelychko Hanna Ivanivna, Ioffe Roman Borysovych, Tyriuto Vladyslav Ihorevych
Назва патенту російськоюМетод пропитки и сушки обмоток якорей электиродвигателей
Автори російськоюВеличко Анна Ивановна, Иоффе Роман Борисович, Тирюто Владислав Игоревич
МПК / Мітки
МПК: H02K 15/12
Мітки: обмоток, якорів, спосіб, сушіння, електродвигунів, просочення
Код посилання
<a href="https://ua.patents.su/6-73285-sposib-prosochennya-i-sushinnya-obmotok-yakoriv-elektrodviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення і сушіння обмоток якорів електродвигунів</a>
Мехатронний гідроагрегат верстата для намотування обмоток електродвигунів
Номер патенту: 51719
Опубліковано: 26.07.2010
Автори: Стеценко Юрій Миколайович, Білокінь Ігор Іванович, Андренко Павло Миколайович, Гречка Ірина Павлівна
МПК: F15B 9/00
Мітки: верстата, гідроагрегат, мехатронний, намотування, електродвигунів, обмоток
Формула / Реферат:
Мехатронний гідроагрегат верстата для намотування обмоток електродвигунів, який містить бак, насос, з'єднаний через муфту з електродвигуном, в напірній магістралі якого встановлені запобіжний клапан з манометром, золотник вмикання-вимикання гідроагрегату, гідромотор, з'єднаний трубопроводами через золотниковий пристрій з золотником вмикання-вимикання гідроагрегату та баком, який відрізняється тим, що золотниковий розподільчий пристрій...
Електроємкісний спосіб контролю якості просочення обмоток електромашин
Номер патенту: 12410
Опубліковано: 28.02.1997
Автор: Шкілько Григорій Яковлевич
МПК: G01R 31/06
Мітки: обмоток, якості, електроємкісний, просочення, контролю, електромашин, спосіб
Формула / Реферат:
Электроемкое гной способ контроля качества пропитки обмоток электромашин, при котором сосредотачивают в объекте контроля электрическую емкость с электродами в виде проводников обмотки и магнитопровода статора, разделенных диэлектриком, и измеряют значение диэлектрической проницаемости, по которой оценивают степень насыщенности пористостей в системе изоляции обмотки пропиточным составом, отличающийся тем, что проводят выборочный...
Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів
Номер патенту: 21968
Опубліковано: 30.04.1998
Автори: Костріця Вячеслав Григорович, Діренко Віталій Григорович, Гіндес Леонид Петрович, Чувашев Виктор Анатольович, Фіщенко Сергій Павлович, Шірнін Іван Григорович
МПК: B22D 19/00
Мітки: роторів, литих, електродвигунів, виготовлення, спосіб, обмоток, короткозамкнутих
Формула / Реферат:
1. Способ изготовления литых короткозамкнутых обмоток роторов электродвигателей, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, отличающийся тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910 -960°С, а расплав меди заливают при 1240-1300°С. 2. Способ по п. 1,...
Гідроагрегат верстата для намотування обмоток електродвигунів
Номер патенту: 45554
Опубліковано: 10.11.2009
Автори: Білокінь Ігор Іванович, Гречка Ірина Павлівна, Стеценко Юрій Миколайович, Андренко Павло Миколайович
МПК: F15B 9/00
Мітки: гідроагрегат, верстата, обмоток, електродвигунів, намотування
Формула / Реферат:
Гідроагрегат верстата для намотування обмоток електродвигунів, який містить бак, насос, з'єднаний через муфту з електродвигуном, в напірній магістралі якого встановлені запобіжний клапан з манометром і золотник включення-виключення гідроагрегату, гідромотор, канал живлення якого з'єднаний трубопроводом через золотниковий розподільчий пристрій з гідравлічним керуванням, з золотником включення-виключення гідроагрегату, який відрізняється тим,...
Спосіб сушіння твердої ізоляції обмоток трансформатора в герметичній ємності за допомогою охолоджувального пристрою
Номер патенту: 54260
Опубліковано: 10.11.2010
Автори: Барун Віктор Васильович, Півненко Валерій Іванович, Кіт Ярослав Олегович
МПК: H02K 15/12
Мітки: допомогою, твердої, трансформатора, охолоджувального, пристрою, сушіння, ємності, ізоляції, обмоток, герметичний, спосіб
Формула / Реферат:
1. Спосіб сушіння твердої ізоляції обмоток трансформатора в герметичній ємності за допомогою охолоджувального пристрою, що включає декілька циклів омивання твердої ізоляції нагрітим маслом при його розприскуванні, з одночасним його вакуумуванням, до досягнення встановленої температури твердою ізоляцією, та зниження температури твердої ізоляції після закінчування омивання твердої ізоляції, а також примусову циркуляцію пароповітряної суміші в...
Попередній патент: Спосіб оцінки фази захворювання легень та перебігу бронхолегеневого процесу у дітей
Наступний патент: Присадибна когенераційна вітроенергоустановка
Випадковий патент: Генератор пневматичних імпульсів