Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів
Номер патенту: 21968
Опубліковано: 30.04.1998
Автори: Костріця Вячеслав Григорович, Гіндес Леонид Петрович, Фіщенко Сергій Павлович, Діренко Віталій Григорович, Чувашев Виктор Анатольович, Шірнін Іван Григорович
Формула / Реферат
1. Способ изготовления литых короткозамкнутых обмоток роторов электродвигателей, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, отличающийся тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910 -960°С, а расплав меди заливают при 1240-1300°С.
2. Способ по п. 1, отличающийся тем, что на наружную поверхность сердечника наносят последовательно слой асбеста и листовой стали.
Текст
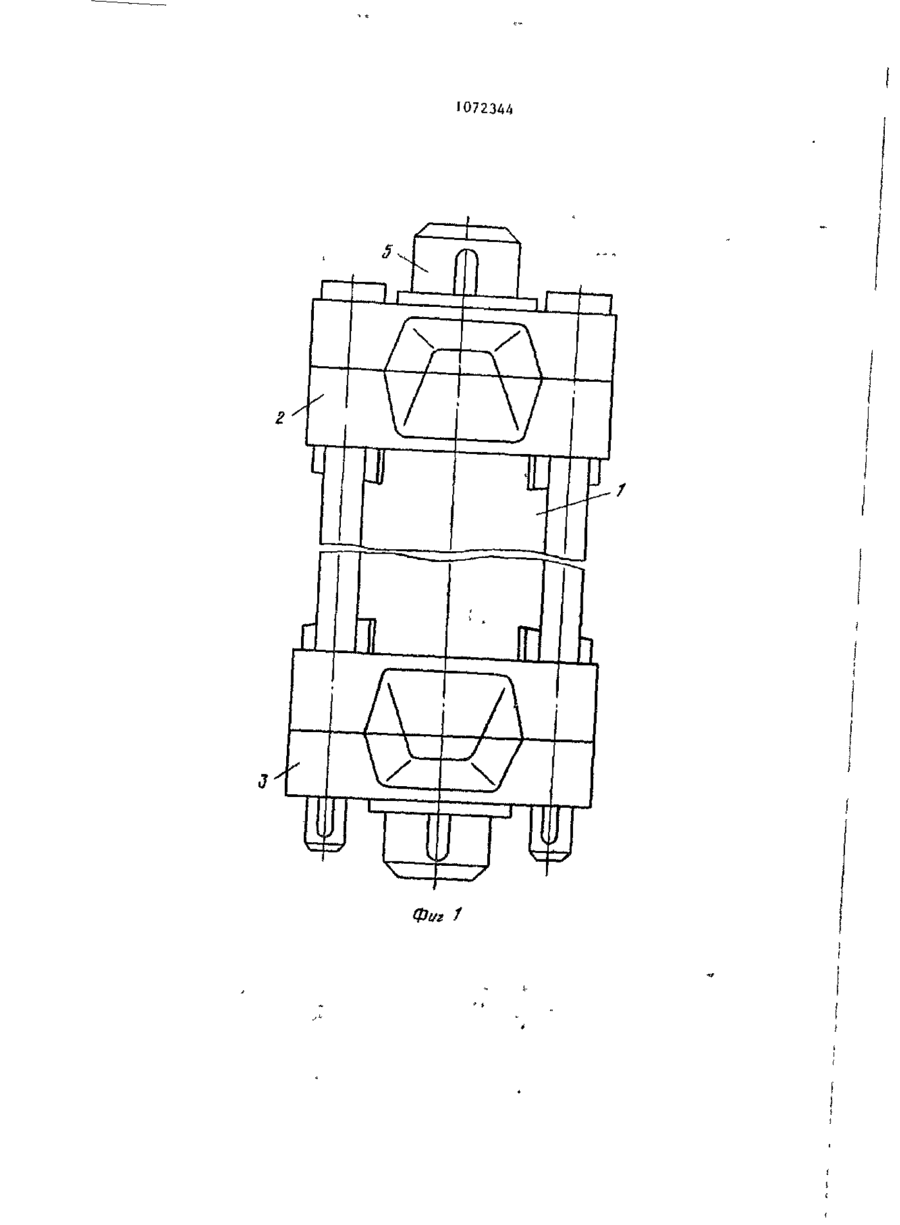
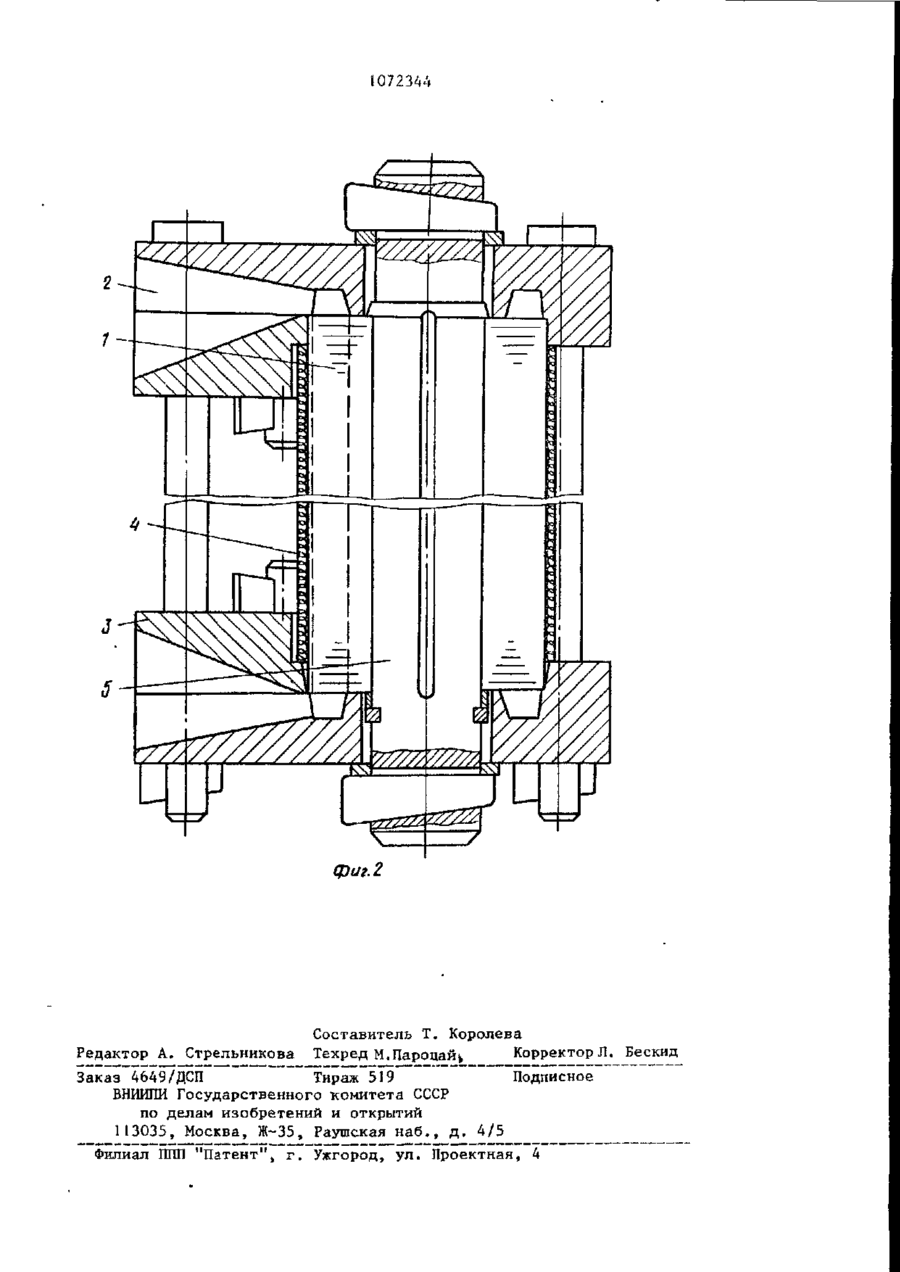
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КОРОТКОЗАМКНУТЫХ ОБМОТОК РОТО; РОВ ЭЛЕКТРОДВИГАТЕЛЕЙ, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, о т л и ч а ю щ и й с я тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910-960 С, а расплав меди заливают при 12401300°С. 2. Способ по п. 1, о т л и ч а ю щ и й с я там, что на наружную поверхность сердечника наносят последовательно слой асбеста и листовой стали. 1 Изобретение относится к изготов- ' лению роторов электродвигателей заливкой металла на сердечник и может быть использовано в производстве специальных асинхронных электродвига- 5 телей больших габаритов с литой короткозамкнутой обмоткой, например, для привода угольных комбайнов и стру говых установок. Известен способ изготовления литых!О короткозамкнутых медных обмоток роторов асинхронных электродвигателей малых габаритов с длиной ротора менее 100 мм и массой его обмотки примерно 2 кг [і] . 15 Согласно этому способу сердечнике, имеющий температуру окружающей среды, вставляют в пресс-форму на машине для литья под давлением, заливают в камеру прессования расплав меди и 20 под давлением пресс-плунжера запрессовывают его в пресс-форму. Однако обмотки больших роторов (диаметром 60 мм и длиной 400 мм) для специальных (погружных) электродви25 гателей изготовить этим способом, как показали опыты, не удается из-за неудовлетворительной заполняемости форм расплавом меди. Это вызвано тем, что чистая медь обладает плозо хими литейными свойствами по причине быстрой потери жидкотекучести вследствие интенсивного охлаждения, вызванного в первую очередь высокой ее теплопроводностью. Отмеченные трудности литья усили 35 ваются указанными ниже особенностями конструкции роторов электродвигателей для привода угольных комбайнов и струговых установок. , _ Известен также способ изготовления литых из алюминия короткоэамкнутых обмоток роторов специальных асинхронных электродвигателей [2J, Способ включает подогрев сердеч- 45 ника, сборку литейной формы и заливку в нее расплава алюминия под действием гравитационных и вибрационных сил (литье в кокиль с вибрацией). Причем для улучшения заполянемости 50 формы сердечник подогревают до установления в нем градиента температуры от 750 со стороны заливки до 550 С с противоположной стороны. Температура заливаемого алюминия сое55 тавляет 77О-79О°С. Однако качество обмоток, изготовленных указанным способом, не обес почивает надежный работы электродвигателей, в частности, для привода угольных комбайнов и струговых установок. Роторы таких электродвигателей имеют длину от 400 до 700 мм почти в 2 раза большую диаметра, а приведенную литейную толщину стержней в 2,2-2,3 раза меньшую приведенной литейкой толщины стержней таких же по диаметру роторов электродвигателей общего применения . Обмотки роторов электродвигателей для привода угольных комбайнов и струговых установок, как правило, двойные, имеют массу от і5 до 20 кг. Все это затрудняет получение указанных обмоток без литейных дефектов . В настоящее время в Донбассе угольные кочбайны и струговые установки ведут добычу угля во многих лавах ия тонких пластов (0,45-0,8 м ) . В таких условиях часты случаи, когда режущие органы комбайна и струговых установок попадают на твердые породы, что вызывает перегрев ротора двигателя. Кроме случаев аварийных режимов работы электродвигателей (затяжные пуски под нагрузкой, частые пуски и реверсы), возможно выплавление алюминиевой клетки ротора и в нормальном режиме работы из-за наличия в стержнях дефектов, что подтверждено опытом эксплуатации указанных электродвигателей на шахтах Минуглепрома УССР. Почти у каждого третьего такого двигателя в течение года перегрев обмотки ротора бывает настолько большим, что алюминиевый стержень выплавляется из паза. Это выводит электродвигатель из строя. Причиненные такими н авариями убытки примерно в 100 и более раз превышают стоимость самого электродвигателя. Устранить аварии можно лишь заменой материала обмотки ротора - алюминия значительно более тугоплавкой медью (температура плавления алюминия 660, меди 1084°С). Наиболее близким техническим решением является способ изготовления литых медных коллекторов электричегких машин, заключающийся в том, что металлический сердечник нагревают до температуры плавления меди [з] . На этот сердечник наносят плазменным способом слой электро 072344 изоляционноі о покрі ітия. При плазменном нанесении покрытия частицы опектроияоляционного металла наслаиваются, врезаясь в поверхность сердечника. Слой электроизоляции 5 необходим для того, чтобы при нарезании пазов в меди и получении готового коннектора он мог надежно работать, не перекрывая электрических пластин между собой. Затем сер10 дечник с покрытием, нагретый до температуры 1200°С, помещают в форму с расплавленной медью. Форму вращаютs вследствие чего медь под действием центробежных сил заполняет 15 пазы и заяоры между основой и формой при постоянно поддерживаемой температуре. По окончании заливки создают направленный режим охлаждения при вращающейся форме ро полной кристал20 лизации залитого металла. Окончательно охлажденную медь разрезают на коллекторные пластины. Указанный способ заливки неприемлем для получения обмоток роторов электрических машин, так как изготовить литую короткозамкнутую медную обмотку ротора асинхронного электродвигателя этим способом невозможно нагрев сердечника с центральным отверстием, чередующимися зубцами и пазами короткозамкнутой обмотки до температуры плавления меди приводит к прожиганию мостика (толщиной 1-2 мм) тонких листов электротехнической стали. Увеличить толщину мостика до 5-10 мм И более недопустимо из-за возрастания потерь в стали, значительного уменьшения моментов, КПД и мощности электродвигателя. Целью изобретения является повышение качества и надежности асинхронных электродвигателей с длиной ротора более 100 мм путем получения литой медной обмотки. 25 30 ^с 40 45 Поставленная цель достигается тем, что в способе изготовления литых короткозамкнутых обмоток роторов 50 электродвигателей, включающем coopку Литейной формы с сердечником, их подогрев и запивку расплава меди, на Наружную поверхность сердечника наносят слой из теплоизоляционного 55 материала, нагрев сердечника ведут дп 9Ю-960 С, а расплав меди заливают при 1240-1300°С. | 4 Теплоизоляцию сердечника можно производить последовательным нанесе ниєм слоев асбеста и листовой стали На фиг. 1 показан вид сверху литейной формы для изготовления литых короткозамкнутых обмоток роторов электродвигателей предложенным способом; на фиг. 2 - т
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing cast quadrature winding of rotors of electric motors
Автори англійськоюKostritsia Viacheslav Hryhorovych, Chuvashev Vyktor Anatoliiovych, Shyrnin Ivan Hryhorovych, Fischenko Serhii Pavlovych, Direnko Vytalii Hryhorovych, Hindes Leonyd Petrovych
Назва патенту російськоюСпособ изготовления литых короткозамкнутых обмоток роторов электродвигателей
Автори російськоюКострица Вячеслав Григорьевич, Чувашев Виктор Анатольевич, Ширнин Иван Григорьевич, Фищенко Сергей Павлович, Диренко Виталий Григорьевич, Гиндес Леонид Петрович
МПК / Мітки
МПК: B22D 19/00
Мітки: електродвигунів, виготовлення, роторів, обмоток, спосіб, литих, короткозамкнутих
Код посилання
<a href="https://ua.patents.su/6-21968-sposib-vigotovlennya-litikh-korotkozamknutikh-obmotok-rotoriv-elektrodviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів</a>
Спосіб виготовлення роторів газових турбін

Номер патенту: 8162
Опубліковано: 26.12.1995
Автори: Ющенко Костянтин Андрійович, Рязанцев Микола Карпович, Котов Володимир Федорович, Мілентьєв Юрій Григорович, Даниляк Олександр Григорович, Махньова Галина Олександрівна, Шварц Володимир Ісаакович, Пінчук Ніна Іванівна, Наконечний Олександр Олександрович, Чемерис Анатолій Васильович, Слютенко Віктор Іванович, Ровенський Ізидор Леонтевич, Кулік Едуард Степанович, Марєсєв Михайло Іванович
МПК: B23K 9/16
Мітки: роторів, газових, спосіб, турбін, виготовлення
Формула / Реферат:
Способ изготовления роторов газовых турбин, прикотором соединение лопатоксдиском осуществляют дуговой сваркой, отличающийся тем, что, с целью повышения прочности и работоспособности роторов с лопатками из трудносвариваемых никелевых жаропрочных сплавов, содержащих от 4,1 до б мас.% алюминия, а также повышения точности геометрических размеров роторов и эффективных параметров турбин, лопатки предварительно перед сваркой жестко соединяют в...
Спосіб виготовлення ізоляції обмоток електричних машин
Номер патенту: 11963
Опубліковано: 25.12.1996
Автори: Ейстрах Леонід Аронович, Резніков Віктор Данилович, Клінгенберг Андрій Павлович
МПК: H02K 15/00
Мітки: електричних, виготовлення, обмоток, ізоляції, спосіб, машин
Формула / Реферат:
Способ изготовления изоляции обмоток электрических машин, включающий поочередное наложение на обмотку слоев пленки из фторполимера и нагревостойкой пористой ленты, например, из стеклоткани, опрессовку и выдержку под давлением при температуре выше температуры плавления фторполимера, отличающийся тем, что, с целью повышения монолитности изоляции путем уменьшения вероятности образования складок в слоях материала и упрощения изготовления путем...
Спосіб виготовлення алюмомідного обмоточного проводу для обмоток електричних машин
Номер патенту: 22053
Опубліковано: 30.04.1998
Автори: Михайловська Тетяна Іванівна, Тетянич Іван Костянтинович
МПК: H01B 13/00
Мітки: обмоточного, виготовлення, спосіб, алюмомідного, електричних, машин, проводу, обмоток
Формула / Реферат:
1. Спосіб виготовлення алюмомідного обмоточного проводу для обмоток електричних машин, який включає скалькування поверхні алюмінієвого прутка, очищення мідної стрічки, огинання нею алюмінієвого прутка і формування в калібруючій волоці циліндра, послідуючого зварювання і пластичну деформацію волочінням, який відрізняється тим, що алюмомідний провід волочать до діаметрів 0,3-10 мм, і одержання товщини мідної оболонки 2-15% від об'єму всієї...
Пристрій для демонтажу обмоток електричних машин
Номер патенту: 5740
Опубліковано: 29.12.1994
Автори: Юхимчук Володимир Данилович, Мірошниченко Анатолій Георгійович, Янтовський Леонід Ісаакович, Берзін Євген Карлович
МПК: H02K 15/00
Мітки: обмоток, демонтажу, електричних, машин, пристрій
Формула / Реферат:
(57) Устройство для демонтажа обмоток электрических машин, содержащее механизм центрирования сердечника, включающий корпус, установленный на основании, и механизм вытяжения обмотки, связанный с гидроцилиндром и включающий комплект захватов, стержень закрепленный в центре корпуса на основании, и вкладыш с кольцевым фланцем и центральным отверстием, отличающееся тем, что механизм вытяжения обмотки снабжен фиксатором, размещенным в центральном...
Пристрій для почергового пуску m електродвигунів
Номер патенту: 12735
Опубліковано: 28.02.1997
Автори: Калюжний Володимир Владиславович, Кантіус Лев Йосифович, Сердюков Юрій Павлович
МПК: H02P 1/16
Мітки: пристрій, почергового, електродвигунів, пуску
Текст:
...ключены к выходам соответствующих реле ЗДС роторов двигателей, кроме гп-го, чю позволяет обеспечить равноускоренный пуск электродвигателей и упростить систему управления электроприводами переменно- 15 го тока. На фиг.1 показан четырехдвигательный групповой электропривод, содержащий асинхронные электродвигатели 1-4 с фазными роторами, параметрический источник 20 тока 5, знергопоглощающее сопротивление 6, неуправляемые вентильные комплекты 7-11...
Попередній патент: Підбирач стрічки льоносоломи і трести
Наступний патент: Спосіб обробки рідини та пристрій для його здійснення
Випадковий патент: Спосіб усунення клаповухості