Ножиці для різання листового прокату
Номер патенту: 74890
Опубліковано: 12.11.2012
Автори: Кисельов Олександр Григорович, Суков Генадій Сергійович, Царьов Андрій Володимирович, Калашников Андрій Анатолійович, Резников Віктор Іванович, Кирпичніков Сергій Петрович, Тунік Олександр Олексійович, Вольвач Олександр Євгенійович
Формула / Реферат
Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу й шарнірно з'єднану зі станиною за допомогою коромисла, які відрізняються тим, що профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі:
у=а5 x 5+а4 x4+а3 x 3+а2 x 2+а1x+а0,
де х та у координати точок кривої у декартовій системі координат, мм;
аi - поліноміальні коефіцієнти в межах
а5=-9,08·10-17 ¸ -9,09·10-17;
а4=9,7·10-13¸9,8·10-13;
а3=-3,4·10-9 ¸-3,5·10-9;
а2=-7,6·10-6¸-7,7·10-6;
а1=0,030¸0,035;
а0=-5,9¸-6,1.
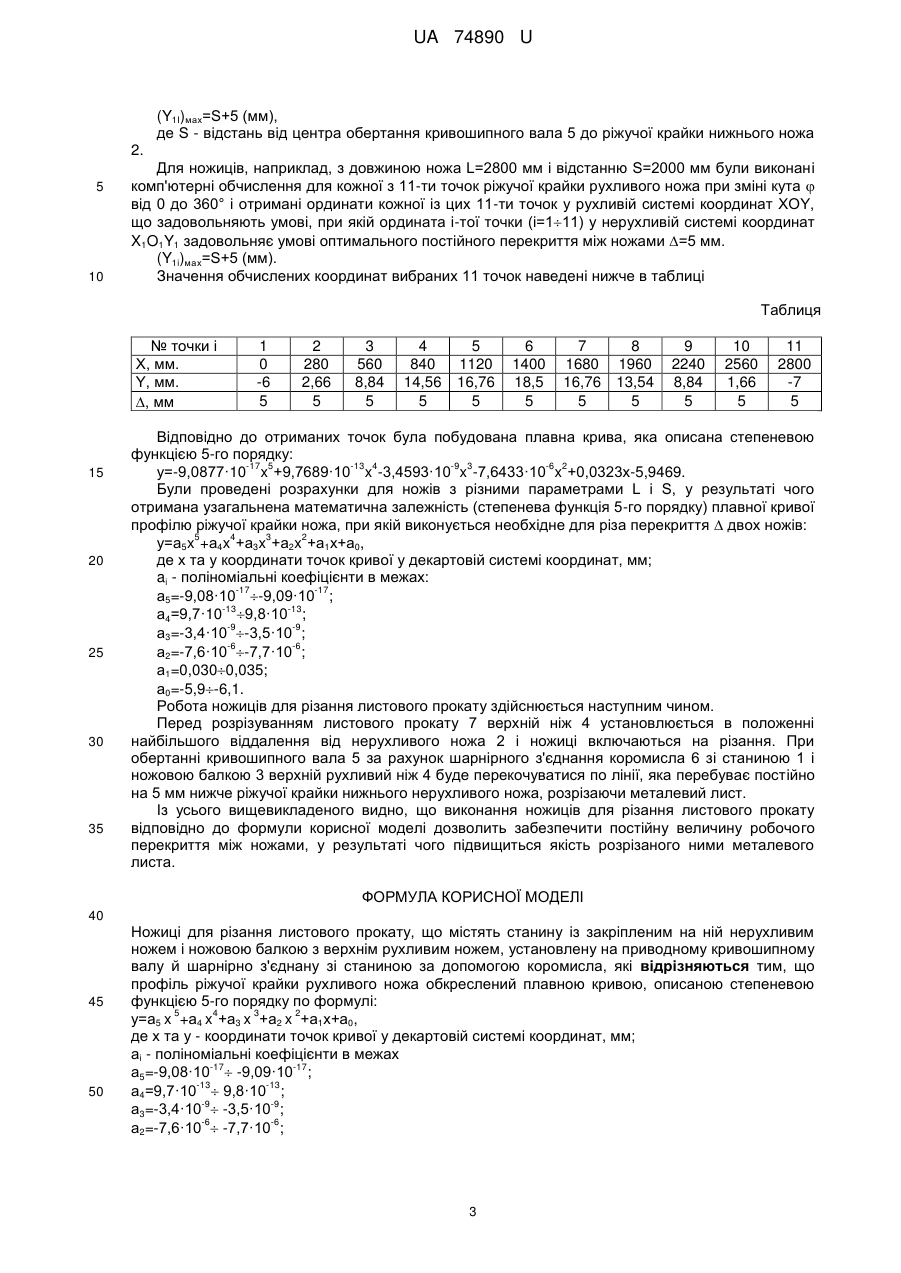
Текст
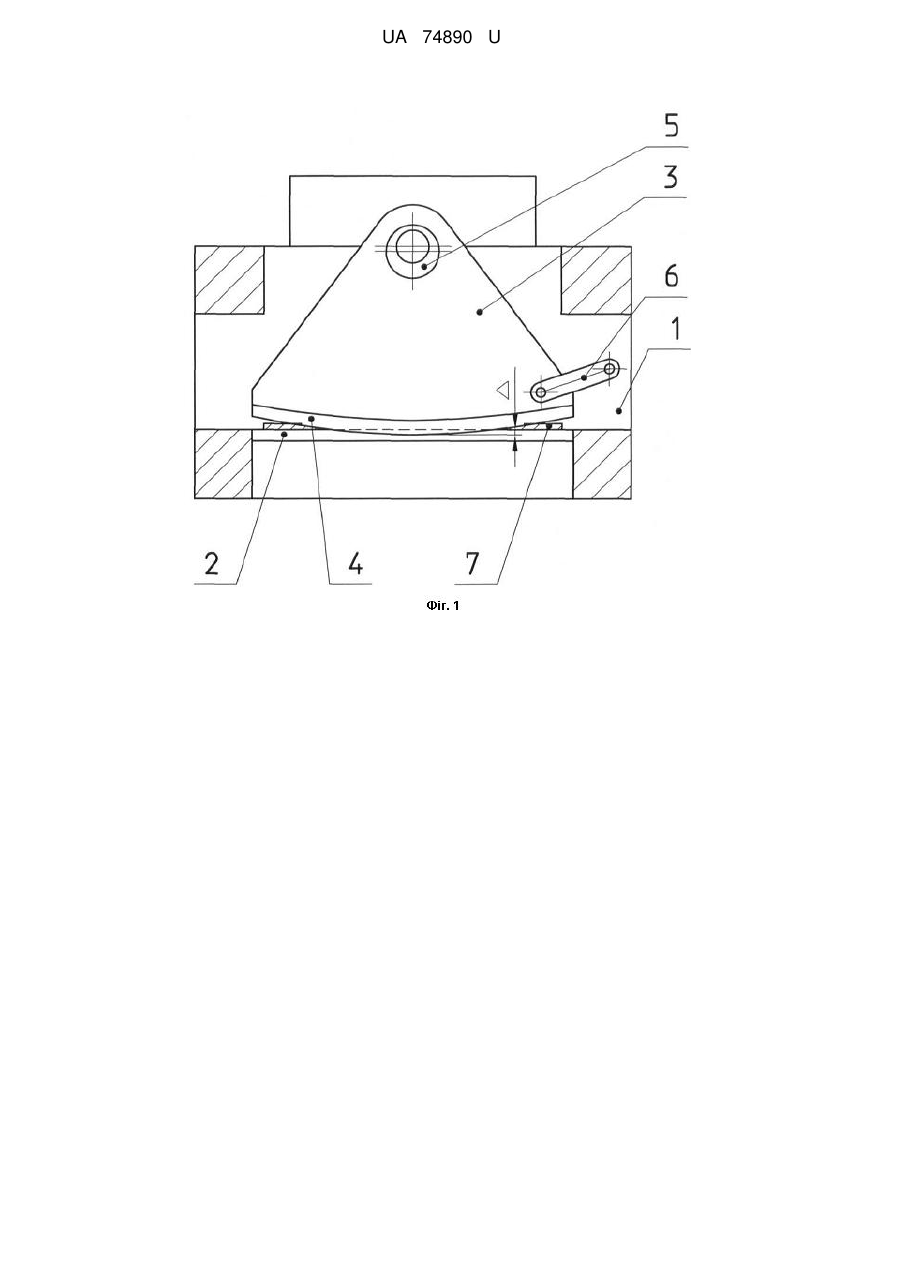
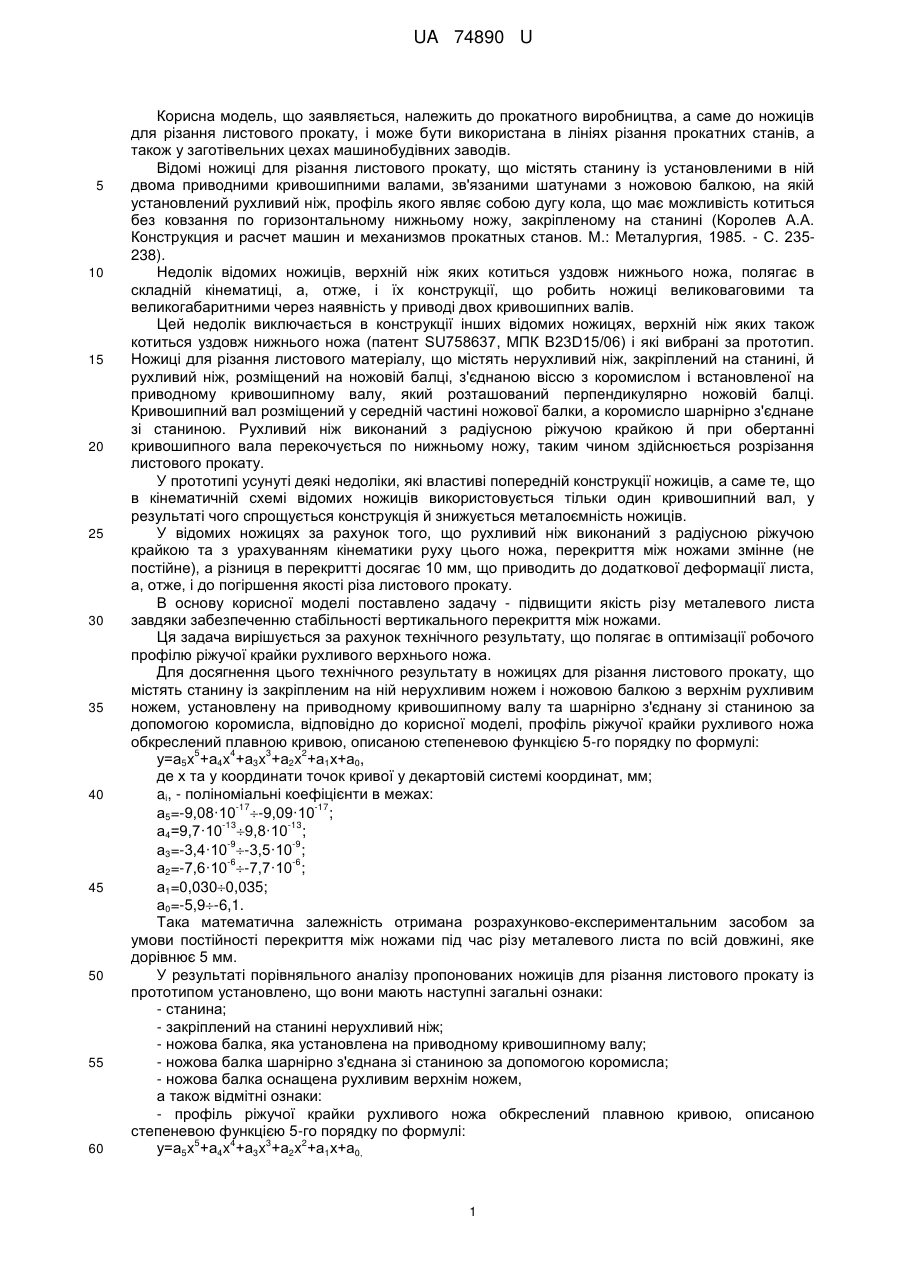
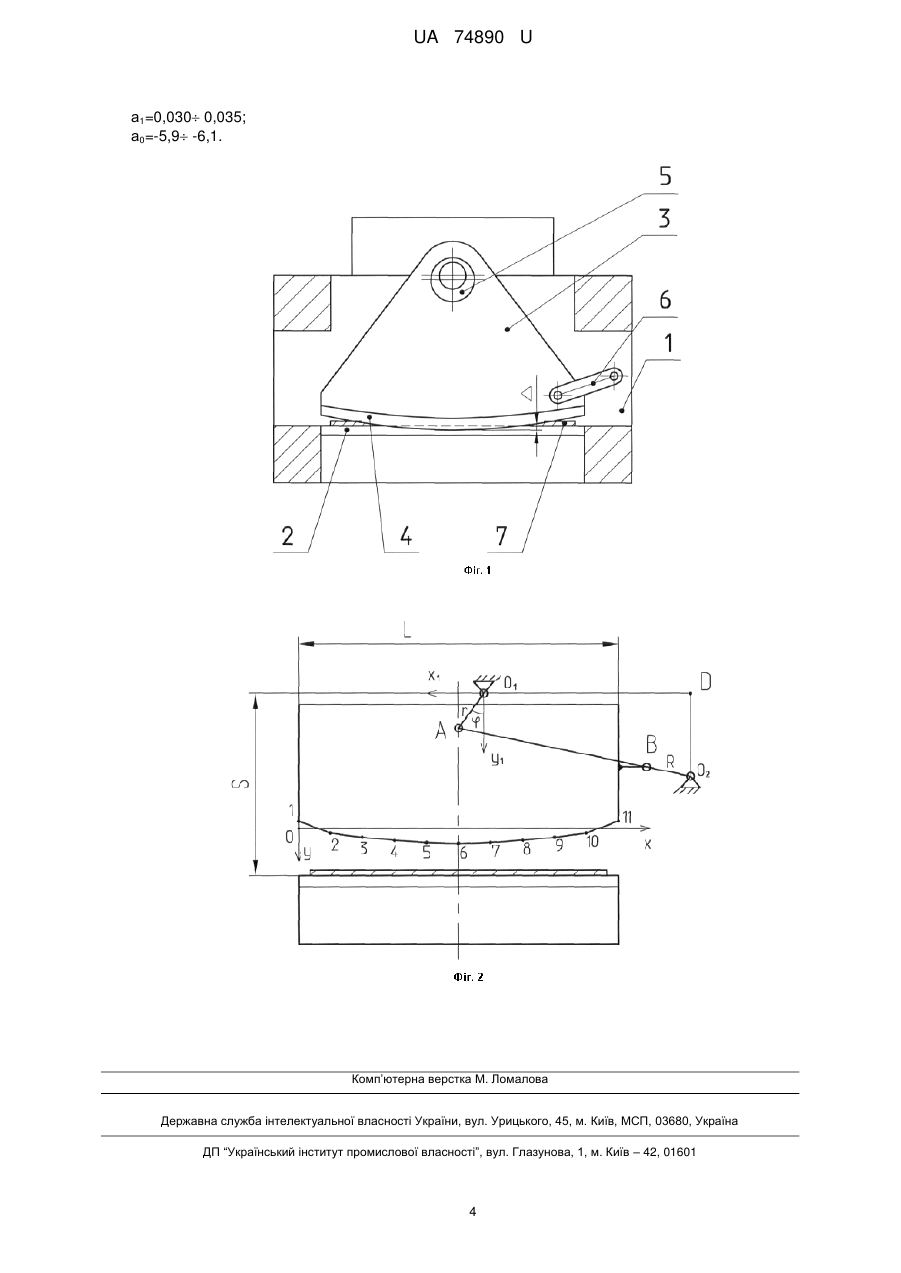
Реферат: Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу й шарнірно з'єднану зі станиною за допомогою коромисла, причому профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку. UA 74890 U (12) UA 74890 U UA 74890 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що заявляється, належить до прокатного виробництва, а саме до ножиців для різання листового прокату, і може бути використана в лініях різання прокатних станів, а також у заготівельних цехах машинобудівних заводів. Відомі ножиці для різання листового прокату, що містять станину із установленими в ній двома приводними кривошипними валами, зв'язаними шатунами з ножовою балкою, на якій установлений рухливий ніж, профіль якого являє собою дугу кола, що має можливість котиться без ковзання по горизонтальному нижньому ножу, закріпленому на станині (Королев А.А. Конструкция и расчет машин и механизмов прокатных станов. М.: Металургия, 1985. - С. 235238). Недолік відомих ножиців, верхній ніж яких котиться уздовж нижнього ножа, полягає в складній кінематиці, а, отже, і їх конструкції, що робить ножиці великоваговими та великогабаритними через наявність у приводі двох кривошипних валів. Цей недолік виключається в конструкції інших відомих ножицях, верхній ніж яких також котиться уздовж нижнього ножа (патент SU758637, МПК B23D15/06) і які вибрані за прототип. Ножиці для різання листового матеріалу, що містять нерухливий ніж, закріплений на станині, й рухливий ніж, розміщений на ножовій балці, з'єднаною віссю з коромислом і встановленої на приводному кривошипному валу, який розташований перпендикулярно ножовій балці. Кривошипний вал розміщений у середній частині ножової балки, а коромисло шарнірно з'єднане зі станиною. Рухливий ніж виконаний з радіусною ріжучою крайкою й при обертанні кривошипного вала перекочується по нижньому ножу, таким чином здійснюється розрізання листового прокату. У прототипі усунуті деякі недоліки, які властиві попередній конструкції ножиців, а саме те, що в кінематичній схемі відомих ножиців використовується тільки один кривошипний вал, у результаті чого спрощується конструкція й знижується металоємність ножиців. У відомих ножицях за рахунок того, що рухливий ніж виконаний з радіусною ріжучою крайкою та з урахуванням кінематики руху цього ножа, перекриття між ножами змінне (не постійне), а різниця в перекритті досягає 10 мм, що приводить до додаткової деформації листа, а, отже, і до погіршення якості різа листового прокату. В основу корисної моделі поставлено задачу - підвищити якість різу металевого листа завдяки забезпеченню стабільності вертикального перекриття між ножами. Ця задача вирішується за рахунок технічного результату, що полягає в оптимізації робочого профілю ріжучої крайки рухливого верхнього ножа. Для досягнення цього технічного результату в ножицях для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу та шарнірно з'єднану зі станиною за допомогою коромисла, відповідно до корисної моделі, профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі: 5 4 3 2 у=а5x +а4x +а3x +а2x +а1х+а0, де x та у координати точок кривої у декартовій системі координат, мм; ai, - поліноміальні коефіцієнти в межах: -17 -17 а5=-9,08·10 -9,09·10 ; -13 -13 а4=9,7·10 9,8·10 ; -9 -9 а3=-3,4·10 -3,5·10 ; -6 -6 а2=-7,6·10 -7,7·10 ; а1=0,0300,035; а0=-5,9-6,1. Така математична залежність отримана розрахунково-експериментальним засобом за умови постійності перекриття між ножами під час різу металевого листа по всій довжині, яке дорівнює 5 мм. У результаті порівняльного аналізу пропонованих ножиців для різання листового прокату із прототипом установлено, що вони мають наступні загальні ознаки: - станина; - закріплений на станині нерухливий ніж; - ножова балка, яка установлена на приводному кривошипному валу; - ножова балка шарнірно з'єднана зі станиною за допомогою коромисла; - ножова балка оснащена рухливим верхнім ножем, а також відмітні ознаки: - профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі: 5 4 3 2 у=а5x +а4x +а3x +а2x +а1х+а0, 1 UA 74890 U 5 10 15 20 25 30 35 40 45 50 55 де х та у координати точок кривої у декартовій системі координат, мм; аi - поліноміальні коефіцієнти в межах: -17 -17 а5=-9,08·10 -9,09·10 ; -3 -13 а4=9,7·10 9,8·10 ; -9 -9 а3=-3,4·10 -3,5·10 ; -6 -6 а2=-7,6·10 -7,7·10 ; а1=0,0300,035; а0=-5,9-6,1. Таким чином, запропоновані ножиці для різання листового прокату мають нове конструктивне виконання вузлів і деталей. Між відмітними ознаками корисної моделі й технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі: 5 4 3 2 у=а5x +а4x +а3x +а2x +a1x+a0, стало можливим забезпечити оптимальний робочий профіль рухливого верхнього ножа, при якому величина робочого перекриття () між ножами залишається постійною в процесі різання. Виключення з вищевказаної сукупності відмітних ознак хоча б одної з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, невідомо з рівня техніки й тому воно є новим. Технічне рішення, що заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів в умовах ПАТ НКМЗ. По цьому технічному рішенню виконаний робочий проект ножиців поперечного різання для Ашинського металургійного заводу (Росія). Таким чином, технічному рішенню може надаватися правова охорона, тому що воно є новим і промислово застосованим, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображене наступне: фіг. 1 - ножиці для різання листового прокату (загальний вид); фіг. 2 - кінематична схема ножиців із криволінійним профілем верхнього рухливого ножа. До складу ножиців для різання листового прокату входять станина 1 (фіг. 1) із установленим у ній нерухливим ножем 2 і ножова балка 3 з рухливим ножем 4, яка установлена на приводному кривошипному валу 5, при цьому балка 3 шарнірно з'єднана коромислом 6 зі станиною 1. Ріжуча частина рухливого верхнього ножа 4 має криволінійний профіль (фіг. 2), який обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі: 5 4 3 2 у=а5x +а4x +а3x +а2x +а1х+а0. При цьому забезпечується оптимальний робочий профіль рухливого ножа 4, при якому величина робочого перекриття () між ножами 2 і 4 залишається постійною в процесі різання листового прокату 7. Математична залежність, яка описує профіль ріжучої крайки рухливого верхнього ножа, одержана за представленою схемою розрахунку. На фіг. 2 представлена кінематична схема ножиців, на якій розглянутий рух точки А (яка належить кривошипному валу 5 і ножовій балці 3) і точки В (яка належить ножовій балці 3 і коромислу 6) та ріжучої крайки верхнього ножа 4. У системі координат X1O1Y1 координати точки А зв'язані рівняннями: X1A=rsin ; (1), Y1A=rсоs де r - радіус кривошипного вала 5, мм; - кут повороту кривошипного вала 5, град. Координати точки В також можна описати відомим рівнянням кола 2 2 2 (Х1В-О1Д) +(Y1B-О2Д) =R (2), де R - довжина коромисла 6, мм. Крім того, відстань АВ є величиною постійною, тому що точки А і В належать одному твердому тілу (ножовій балці 3) 2 2 2 (X1B-Х1A) +(Y1B-Y1A) =АВ (3). Система рівнянь (2) і (3) при відомих з (1) значеннях Х 1A та Y1A дозволяє знайти Х1В та Y1B. Знаючи координати Х1В та Y1B, знаходять координати точки О початку рухливої системи координат (XOY) у нерухливій системі координат (X1O1Y1)-Х1О та Y1O за умови, що точки А, В і О належать одному твердому тілу, яке здійснює пласке переміщення. Змінюючи ординату точки О в рухливій системі координат (XOY), знаходимо ординату точки 1, яка у системі координат X1O1Y1 задовольняє умові оптимального постійного перекриття між ножами =5 мм: 2 UA 74890 U (Y1I)мax=S+5 (мм), де S - відстань від центра обертання кривошипного вала 5 до ріжучої крайки нижнього ножа 2. 5 10 Для ножиців, наприклад, з довжиною ножа L=2800 мм і відстанню S=2000 мм були виконані комп'ютерні обчислення для кожної з 11-ти точок ріжучої крайки рухливого ножа при зміні кута від 0 до 360° і отримані ординати кожної із цих 11-ти точок у рухливій системі координат XOY, що задовольняють умові, при якій ордината i-тої точки (i=111) у нерухливій системі координат X1O1Y1 задовольняє умові оптимального постійного перекриття між ножами =5 мм. (Y1i)мax=S+5 (мм). Значення обчислених координат вибраних 11 точок наведені нижче в таблиці Таблиця № точки і X, мм. Y, мм. , мм 15 20 25 30 35 1 0 -6 5 2 280 2,66 5 3 560 8,84 5 4 840 14,56 5 5 1120 16,76 5 6 1400 18,5 5 7 1680 16,76 5 8 1960 13,54 5 9 2240 8,84 5 10 2560 1,66 5 11 2800 -7 5 Відповідно до отриманих точок була побудована плавна крива, яка описана степеневою функцією 5-го порядку: -17 5 -13 4 -9 3 -6 2 у=-9,0877·10 x +9,7689·10 x -3,4593·10 x -7,6433·10 x +0,0323х-5,9469. Були проведені розрахунки для ножів з різними параметрами L і S, у результаті чого отримана узагальнена математична залежність (степенева функція 5-го порядку) плавної кривої профілю ріжучої крайки ножа, при якій виконується необхідне для різа перекриття двох ножів: 5 4 3 2 у=а5x +а4x +а3x +а2x +а1х+а0, де х та у координати точок кривої у декартовій системі координат, мм; ai - поліноміальні коефіцієнти в межах: -17 -17 а5=-9,08·10 -9,09·10 ; -13 -13 а4=9,7·10 9,8·10 ; -9 -9 а3=-3,4·10 -3,5·10 ; -6 -6 а2=-7,6·10 -7,7·10 ; а1=0,0300,035; а0=-5,9-6,1. Робота ножиців для різання листового прокату здійснюється наступним чином. Перед розрізуванням листового прокату 7 верхній ніж 4 установлюється в положенні найбільшого віддалення від нерухливого ножа 2 і ножиці включаються на різання. При обертанні кривошипного вала 5 за рахунок шарнірного з'єднання коромисла 6 зі станиною 1 і ножовою балкою 3 верхній рухливий ніж 4 буде перекочуватися по лінії, яка перебуває постійно на 5 мм нижче ріжучої крайки нижнього нерухливого ножа, розрізаючи металевий лист. Із усього вищевикладеного видно, що виконання ножиців для різання листового прокату відповідно до формули корисної моделі дозволить забезпечити постійну величину робочого перекриття між ножами, у результаті чого підвищиться якість розрізаного ними металевого листа. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу й шарнірно з'єднану зі станиною за допомогою коромисла, які відрізняються тим, що профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі: 5 4 3 2 у=а5 x +а4 x +а3 x +а2 x +а1x+а0, де х та у - координати точок кривої у декартовій системі координат, мм; аi - поліноміальні коефіцієнти в межах -17 -17 а5=-9,08·10 -9,09·10 ; -13 -13 а4=9,7·10 9,8·10 ; -9 -9 а3=-3,4·10 -3,5·10 ; -6 -6 а2=-7,6·10 -7,7·10 ; 3 UA 74890 U а1=0,030 0,035; а0=-5,9 -6,1. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюShears for cutting sheet metal
Автори англійськоюSukov Henadii Serhiiovych, Volvach Oleksandr Yevheniiovych, Tsariov Andrii Volodymyrovych, Reznykov Viktor Ivanovych, Tunik Oleksandr Oleksiiovych, Kalashnykov Andrii Anatoliovych, Kyseliov Oleksandr Hryhorovych, Kyrpychnikov Serhii Petrovych
Назва патенту російськоюНожницы для резки листового проката
Автори російськоюСуков Геннадий Сергеевич, Вольвач Александр Евгеньевич, Царев Андрей Владимирович, Резников Виктор Иванович, Туник Александр Алексеевич, Калашников Андрей Анатольевич, Киселев Александр Григорьевич, Кирпичников Сергей Петрович
МПК / Мітки
МПК: B23D 15/00
Мітки: ножиці, прокату, листового, різання
Код посилання
<a href="https://ua.patents.su/6-74890-nozhici-dlya-rizannya-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Ножиці для різання листового прокату</a>
Ножиці з нижнім різом для різання листового прокату
Номер патенту: 69465
Опубліковано: 25.04.2012
Автори: Бортник Валерій Вікторович, Семенюк Олександр Вікторович, Царьов Андрій Володимирович, Калашников Андрій Анатолійович, Барабаш Андрій Володимирович
МПК: B23D 33/00, B23D 15/00
Мітки: нижнім, прокату, різання, різом, листового, ножиці
Формула / Реферат:
Ножиці з нижнім різом для різання листового прокату, що містять станину з верхнім нерухомим ножем, рухливий супорт із нижнім ножем, привод переміщення супорта, а також притискач, розташований перед верхнім ножем з боку подачі прокату та пружно зв'язаний зі станиною за допомогою пружини, які відрізняються тим, що вони оснащені напрямною вхідною проводкою, стаціонарна частина якої виконана у вигляді жорстко закріпленої до станини зрізаної...
Ножиці для різання листового матеріалу
Номер патенту: 63430
Опубліковано: 15.01.2004
Автори: Бахтін Дмитро Євгенович, Білобров Юрій Миколайович, Кузнєцов Михайло Михайлович, Вольвач Олександр Євгенійович, Тунік Олександр Олексійович, Шмуліч Владислав Леонідович
МПК: B23D 15/00
Мітки: різання, ножиці, матеріалу, листового
Формула / Реферат:
Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановленими на цій станині нерухомим ножем із прямолінійною різальною крайкою і рухомим ножем з дугоподібною різальною крайкою, що взаємодіє з механізмом його котіння, які відрізняються тим, що механізм котіння рухомого ножа виконаний у вигляді вільно встановлених на верхній поверхні цього ножа трьох котків різного діаметра, які оснащені з обох боків співвісними...
Ножиці для різання листового матеріалу
Номер патенту: 6748
Опубліковано: 16.05.2005
Автори: Білобров Юрій Миколайович, Кузнєцов Михайло Михайлович, Вольвач Олександр Євгенійович, Калашников Андрій Анатолійович, Тунік Олександр Олексійович, Бахтін Дмитро Євгенович
МПК: B23D 15/00
Мітки: листового, різання, матеріалу, ножиці
Формула / Реферат:
1. Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановлені на цій станині нерухомий ніж з прямолінійною різальною крайкою і рухомий ніж з дугоподібною різальною крайкою, що взаємодіє з вільно встановленим на верхній поверхні цього ножа котком, які відрізняються тим, що вони оснащені розташованим на опорній балці мотор-редуктором з привідними зубчастими колесами і каретками, зв'язаними з котком, причому...
Ножиці гідравлічні для різання штабового прокату
Номер патенту: 37358
Опубліковано: 25.11.2008
Автори: Кирпичніков Сергій Петрович, Козлов Павло Миколайович, Чижик Володимир Васильович, Багнов Валентин Петрович, Калашников Андрій Анатолійович
МПК: B23D 15/00
Мітки: різання, штабового, прокату, ножиці, гідравлічні
Формула / Реферат:
Ножиці гідравлічні для різання штабового прокату, що містять станину у вигляді скріплених за допомогою нижньої і верхньої траверс стояків з пазами, у яких розміщені напрямні, які контактують з повзуном, оснащеним ножем і взаємодіючим з гідроприводом його вертикального зворотно-поступального переміщення, що включає робочі і допоміжні гідроциліндри, які відрізняються тим, що вони оснащені двома парами додаткових гідроциліндрів, розміщених на...
Спосіб плазмового різання листового прокату
Номер патенту: 32588
Опубліковано: 26.05.2008
Автори: Кушко Володимир Володимирович, Рокало Юлія Олександрівна, Ставров Володимир Михайлович
МПК: B23K 10/00
Мітки: спосіб, різання, листового, плазмового, прокату
Формула / Реферат:
1. Спосіб плазмового різання листового прокату, що включає нагрівання металу, що розрізається електричною дугою, стабілізованою потоком газу, і який утворює плазму, що проходить через сопло плазмотрона круглого перерізу, який відрізняється тим, що встановлюють телевізійний датчик (телекамеру і монітор) і контролюють вихідний факел плазмового потоку і крайки листа, що розрізається, одержують і фіксують параметри якісного різання.2....
Попередній патент: Спосіб діагностики цитомегаловірусної інфекції у вагітних
Наступний патент: Стенд для монтажу подушок з підшипниками рідинного тертя на прокатні валки та демонтажу їх
Випадковий патент: Бічна стінка кузова вагона для гарячих окатишів