Спосіб оптимізації технології виробництва прокату
Номер патенту: 74980
Опубліковано: 15.02.2006
Автори: Анікєєв Сєргєй Ніколаєвіч, Сєнічєв Гєннадій Сєргєєвіч, Морозов Андрєй Андрєєвіч, Рашніков Віктор Філіпповіч, Хабібулін Дім Маратовіч, Урцев Владімір Ніколаєвіч, Муріков Сєргєй Анатольєвіч, Тахаутдінов Рафкат Спартаковіч, Капцан Фєлікс Вілєновіч, Капцан Анатолій Вілєновіч, Платов Сєргєй Іосіфовіч

Формула / Реферат
1. Спосіб оптимізації технології виробництва прокату шляхом задавання встановлювальних значень прокатного стана, який включає розміщення на прокатному стані датчиків і/або вимірювальних приладів для визначення параметрів прокатуваної штаби у процесі її переміщення, відбір та автоматизовану обробку їх показань, і виробляння керуючих впливів на процес прокатки, в якому передбачено задавання параметрів процесу прокатки, контроль за якими необхідний за умовами виробництва даної партії прокату, систематичне вимірювання величин заданих та інших вимірювальних параметрів у процесі переміщення прокатуваної штаби по прокатному стану, який відрізняється тим, що він містить наступні операції:
- задавання кількості і/або довжини ділянок прокатуваної штаби, для кожної з яких значення величин параметрів прокатки, що вимірюються, повинні бути одержані індивідуально,
- усереднення виміряних величин, що відносяться до заданої ділянки прокатуваної штаби,
- порівняння усереднених величин виміряних параметрів з величинами, визначеними умовами виробництва даної партії прокату,
- коректування з урахуванням конкретної фізичної ділянки штаби встановлювальних значень прокатного стана для прокату наступної штаби при незбіжності усереднених величин виміряних параметрів з величинами, визначеними умовами виробництва даної партії прокату, і збереження цих значень для прокату наступної штаби при збігу вказаних величин.
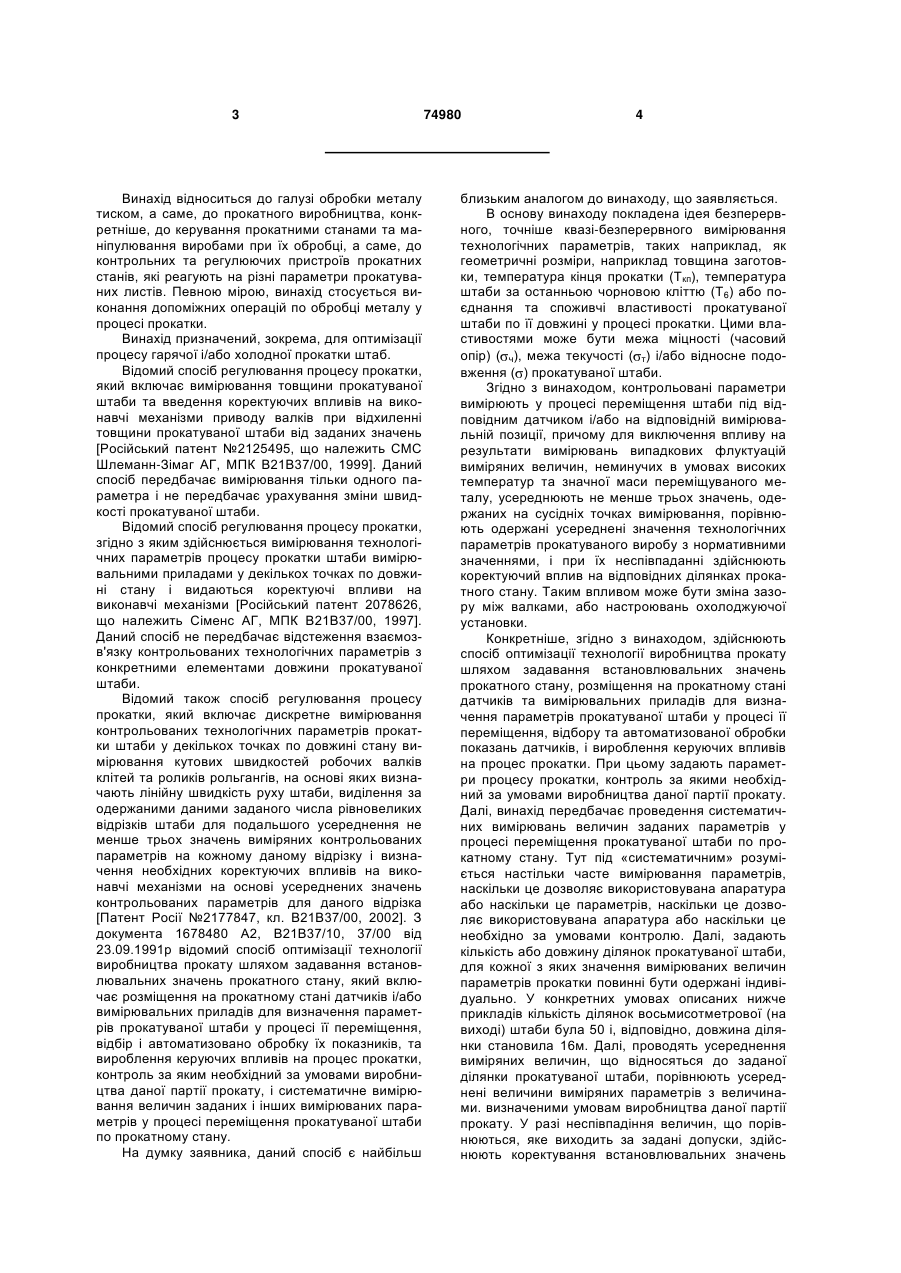
2. Спосіб за пунктом 1, який відрізняється тим, що контрольованими параметрами є геометричні розміри, наприклад товщина заготовки, температура кінця прокатки (Ткп), температура змотування (Тзм), температура штаби за останньою чорновою кліттю (Т6) або їх поєднання.
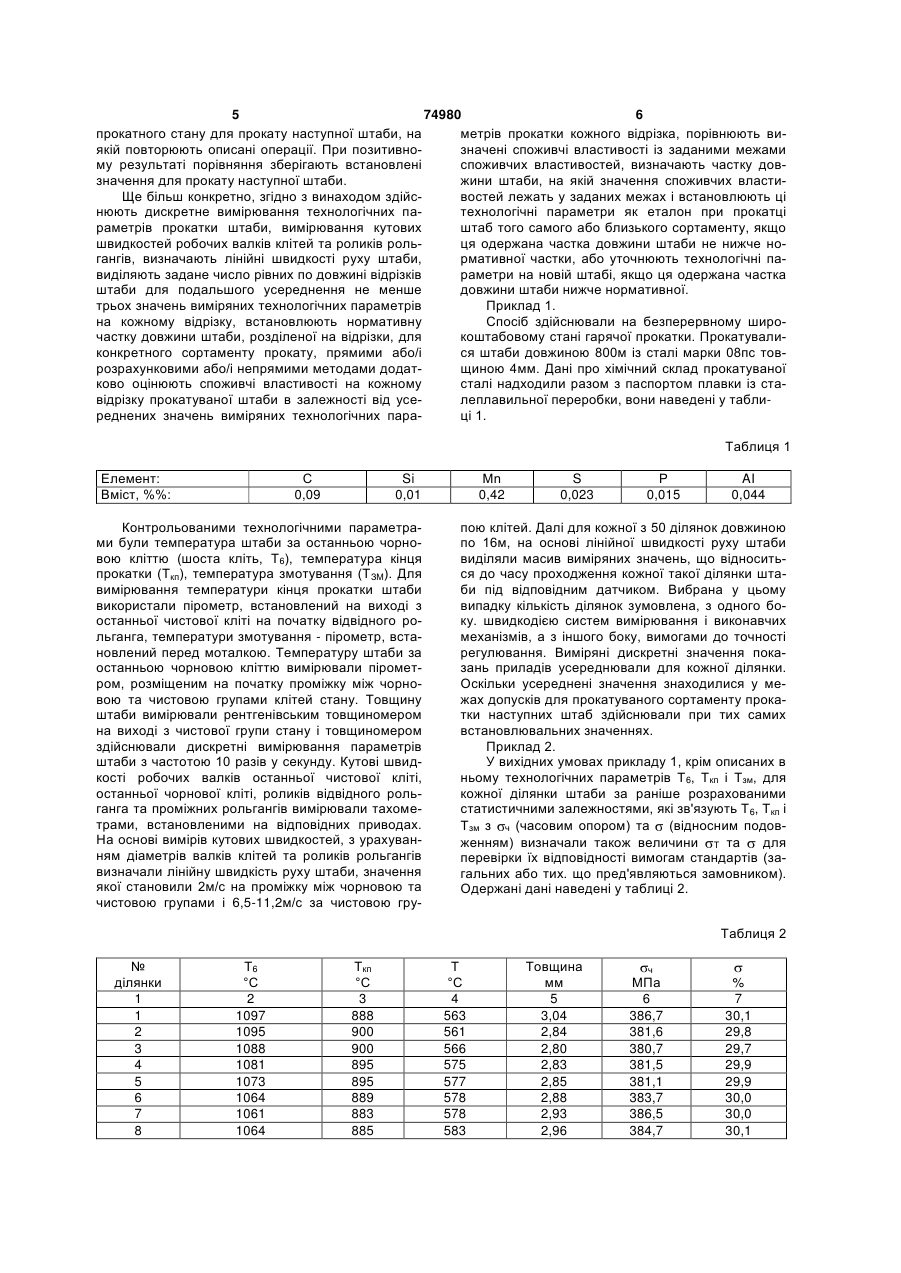
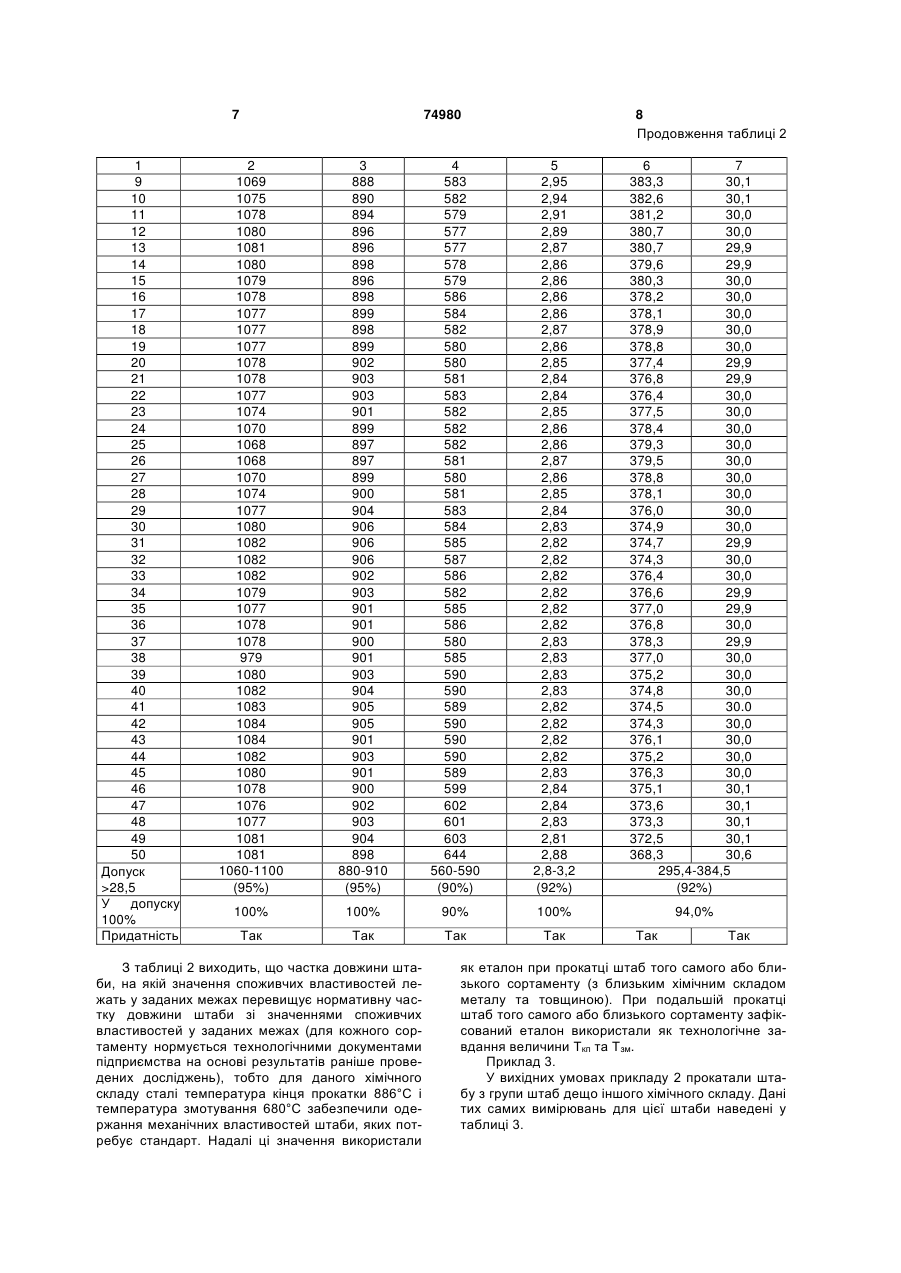
3. Спосіб за пунктом 1 або 2, який відрізняється тим, що він включає дискретне вимірювання технологічних параметрів прокатки штаби, вимірювання кутових швидкостей робочих валків клітей та роликів рольгангів, визначення лінійної швидкості руху штаби і виділення заданого числа рівних по довжині відрізків штаби для подальшого усереднення не менше трьох значень виміряних технологічних параметрів на кожному відрізку, причому встановлюють нормативну частку довжини штаби, розділеної на відрізки, для конкретного сортаменту прокату, прямими або/і розрахунковими, або/і непрямими методами додатково визначають споживчі властивості на кожному відрізку прокатуваної штаби залежно від усереднених значень виміряних технологічних параметрів прокатки кожного відрізка, порівнюють визначені споживчі властивості із заданими межами споживчих властивостей, визначають частку довжини штаби, на якій значення споживчих властивостей лежать у заданих межах, і встановлюють ці технологічні параметри як еталон при прокатці штаб того самого або близького сортаменту, якщо ця одержана частка довжини штаби не нижча нормативної частки, або уточнюють технологічні параметри на новій штабі, якщо ця одержана частка довжини штаби нижче нормативної.
Текст
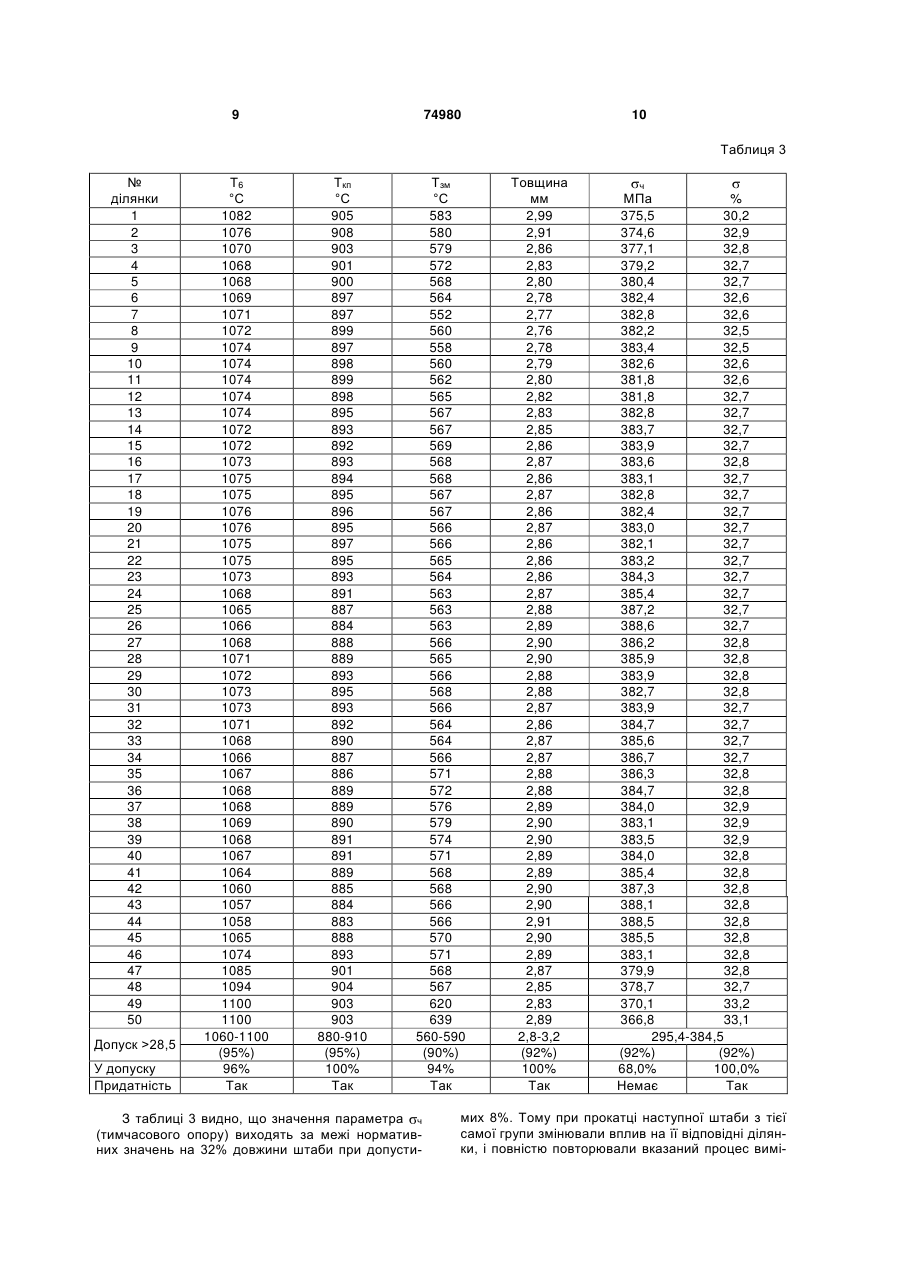
1. Спосіб оптимізації технології виробництва прокату шляхом задавання встановлювальних значень прокатного стана, який включає розміщення на прокатному стані датчиків і/або вимірювальних приладів для визначення параметрів прокатуваної штаби у процесі її переміщення, відбір та автоматизовану обробку їх показань, і виробляння керуючих впливів на процес прокатки, в якому передбачено задавання параметрів процесу прокатки, контроль за якими необхідний за умовами виробництва даної партії прокату, систематичне вимірювання величин заданих та інших вимірювальних параметрів у процесі переміщення прокатуваної штаби по прокатному стану, який відрізняється тим, що він містить наступні операції: - задавання кількості і/або довжини ділянок прокатуваної штаби, для кожної з яких значення величин параметрів прокатки, що вимірюються, повинні бути одержані індивідуально, 2 (19) 1 3 Винахід відноситься до галузі обробки металу тиском, а саме, до прокатного виробництва, конкретніше, до керування прокатними станами та маніпулювання виробами при їх обробці, а саме, до контрольних та регулюючих пристроїв прокатних станів, які реагують на різні параметри прокатуваних листів. Певною мірою, винахід стосується виконання допоміжних операцій по обробці металу у процесі прокатки. Винахід призначений, зокрема, для оптимізації процесу гарячої і/або холодної прокатки штаб. Відомий спосіб регулювання процесу прокатки, який включає вимірювання товщини прокатуваної штаби та введення коректуючих впливів на виконавчі механізми приводу валків при відхиленні товщини прокатуваної штаби від заданих значень [Російський патент №2125495, що належить CMC Шлеманн-Зімаг АГ, МПК В21В37/00, 1999]. Даний спосіб передбачає вимірювання тільки одного параметра і не передбачає урахування зміни швидкості прокатуваної штаби. Відомий спосіб регулювання процесу прокатки, згідно з яким здійснюється вимірювання технологічних параметрів процесу прокатки штаби вимірювальними приладами у декількох точках по довжині стану і видаються коректуючі впливи на виконавчі механізми [Російський патент 2078626, що належить Сіменс АГ, МПК В21В37/00, 1997]. Даний спосіб не передбачає відстеження взаємозв'язку контрольованих технологічних параметрів з конкретними елементами довжини прокатуваної штаби. Відомий також спосіб регулювання процесу прокатки, який включає дискретне вимірювання контрольованих технологічних параметрів прокатки штаби у декількох точках по довжині стану вимірювання кутових швидкостей робочих валків клітей та роликів рольгангів, на основі яких визначають лінійну швидкість руху штаби, виділення за одержаними даними заданого числа рівновеликих відрізків штаби для подальшого усереднення не менше трьох значень виміряних контрольованих параметрів на кожному даному відрізку і визначення необхідних коректуючих впливів на виконавчі механізми на основі усереднених значень контрольованих параметрів для даного відрізка [Патент Росії №2177847, кл. В21В37/00, 2002]. З документа 1678480 А2, В21В37/10, 37/00 від 23.09.1991р відомий спосіб оптимізації технології виробництва прокату шляхом задавання встановлювальних значень прокатного стану, який включає розміщення на прокатному стані датчиків і/або вимірювальних приладів для визначення параметрів прокатуваної штаби у процесі її переміщення, відбір і автоматизовано обробку їх показників, та вироблення керуючих впливів на процес прокатки, контроль за яким необхідний за умовами виробництва даної партії прокату, і систематичне вимірювання величин заданих і інших вимірюваних параметрів у процесі переміщення прокатуваної штаби по прокатному стану. На думку заявника, даний спосіб є найбільш 74980 4 близьким аналогом до винаходу, що заявляється. В основу винаходу покладена ідея безперервного, точніше квазі-безперервного вимірювання технологічних параметрів, таких наприклад, як геометричні розміри, наприклад товщина заготовки, температура кінця прокатки (Ткп), температура штаби за останньою чорновою кліттю (Т6) або поєднання та споживчі властивості прокатуваної штаби по її довжині у процесі прокатки. Цими властивостями може бути межа міцності (часовий опір) ( ч), межа текучості ( т) і/або відносне подовження ( ) прокатуваної штаби. Згідно з винаходом, контрольовані параметри вимірюють у процесі переміщення штаби під відповідним датчиком і/або на відповідній вимірювальній позиції, причому для виключення впливу на результати вимірювань випадкових флуктуацій виміряних величин, неминучих в умовах високих температур та значної маси переміщуваного металу, усереднюють не менше трьох значень, одержаних на сусідніх точках вимірювання, порівнюють одержані усереднені значення технологічних параметрів прокатуваного виробу з нормативними значеннями, і при їх неспівпаданні здійснюють коректуючий вплив на відповідних ділянках прокатного стану. Таким впливом може бути зміна зазору між валками, або настроювань охолоджуючої установки. Конкретніше, згідно з винаходом, здійснюють спосіб оптимізації технології виробництва прокату шляхом задавання встановлювальних значень прокатного стану, розміщення на прокатному стані датчиків та вимірювальних приладів для визначення параметрів прокатуваної штаби у процесі її переміщення, відбору та автоматизованої обробки показань датчиків, і вироблення керуючих впливів на процес прокатки. При цьому задають параметри процесу прокатки, контроль за якими необхідний за умовами виробництва даної партії прокату. Далі, винахід передбачає проведення систематичних вимірювань величин заданих параметрів у процесі переміщення прокатуваної штаби по прокатному стану. Тут під «систематичним» розуміється настільки часте вимірювання параметрів, наскільки це дозволяє використовувана апаратура або наскільки це параметрів, наскільки це дозволяє використовувана апаратура або наскільки це необхідно за умовами контролю. Далі, задають кількість або довжину ділянок прокатуваної штаби, для кожної з яких значення вимірюваних величин параметрів прокатки повинні бути одержані індивідуально. У конкретних умовах описаних нижче прикладів кількість ділянок восьмисотметрової (на виході) штаби була 50 і, відповідно, довжина ділянки становила 16м. Далі, проводять усереднення виміряних величин, що відносяться до заданої ділянки прокатуваної штаби, порівнюють усереднені величини виміряних параметрів з величинами. визначеними умовам виробництва даної партії прокату. У разі неспівпадіння величин, що порівнюються, яке виходить за задані допуски, здійснюють коректування встановлювальних значень 5 74980 6 прокатного стану для прокату наступної штаби, на метрів прокатки кожного відрізка, порівнюють виякій повторюють описані операції. При позитивнозначені споживчі властивості із заданими межами му результаті порівняння зберігають встановлені споживчих властивостей, визначають частку довзначення для прокату наступної штаби. жини штаби, на якій значення споживчих властиЩе більш конкретно, згідно з винаходом здійсвостей лежать у заданих межах і встановлюють ці нюють дискретне вимірювання технологічних патехнологічні параметри як еталон при прокатці раметрів прокатки штаби, вимірювання кутових штаб того самого або близького сортаменту, якщо швидкостей робочих валків клітей та роликів рольця одержана частка довжини штаби не нижче ногангів, визначають лінійні швидкості руху штаби, рмативної частки, або уточнюють технологічні павиділяють задане число рівних по довжині відрізків раметри на новій штабі, якщо ця одержана частка штаби для подальшого усереднення не менше довжини штаби нижче нормативної. трьох значень виміряних технологічних параметрів Приклад 1. на кожному відрізку, встановлюють нормативну Спосіб здійснювали на безперервному широчастку довжини штаби, розділеної на відрізки, для коштабовому стані гарячої прокатки. Прокатуваликонкретного сортаменту прокату, прямими або/і ся штаби довжиною 800м із сталі марки 08пс товрозрахунковими або/і непрямими методами додатщиною 4мм. Дані про хімічний склад прокатуваної ково оцінюють споживчі властивості на кожному сталі надходили разом з паспортом плавки із ставідрізку прокатуваної штаби в залежності від уселеплавильної переробки, вони наведені у таблиреднених значень виміряних технологічних параці 1. Таблиця 1 Елемент: Вміст, %%: С 0,09 Μn 0,42 Si 0,01 Контрольованими технологічними параметрами були температура штаби за останньою чорновою кліттю (шоста кліть, Т6), температура кінця прокатки (Ткп), температура змотування (ТЗМ). Для вимірювання температури кінця прокатки штаби використали пірометр, встановлений на виході з останньої чистової кліті на початку відвідного рольганга, температури змотування - пірометр, встановлений перед моталкою. Температуру штаби за останньою чорновою кліттю вимірювали пірометром, розміщеним на початку проміжку між чорновою та чистовою групами клітей стану. Товщину штаби вимірювали рентгенівським товщиномером на виході з чистової групи стану і товщиномером здійснювали дискретні вимірювання параметрів штаби з частотою 10 разів у секунду. Кутові швидкості робочих валків останньої чистової кліті, останньої чорнової кліті, роликів відвідного рольганга та проміжних рольгангів вимірювали тахометрами, встановленими на відповідних приводах. На основі вимірів кутових швидкостей, з урахуванням діаметрів валків клітей та роликів рольгангів визначали лінійну швидкість руху штаби, значення якої становили 2м/с на проміжку між чорновою та чистовою групами і 6,5-11,2м/с за чистовою гру S 0,023 Ρ 0,015 AI 0,044 пою клітей. Далі для кожної з 50 ділянок довжиною по 16м, на основі лінійної швидкості руху штаби виділяли масив виміряних значень, що відноситься до часу проходження кожної такої ділянки штаби під відповідним датчиком. Вибрана у цьому випадку кількість ділянок зумовлена, з одного боку. швидкодією систем вимірювання і виконавчих механізмів, а з іншого боку, вимогами до точності регулювання. Виміряні дискретні значення показань приладів усереднювали для кожної ділянки. Оскільки усереднені значення знаходилися у межах допусків для прокатуваного сортаменту прокатки наступних штаб здійснювали при тих самих встановлювальних значеннях. Приклад 2. У вихідних умовах прикладу 1, крім описаних в ньому технологічних параметрів Т6, Ткп і Тзм, для кожної ділянки штаби за раніше розрахованими статистичними залежностями, які зв'язують Т6, Ткп і Тзм з ч (часовим опором) та (відносним подовженням) визначали також величини Т та для перевірки їх відповідності вимогам стандартів (загальних або тих. що пред'являються замовником). Одержані дані наведені у таблиці 2. Таблиця 2 № ділянки 1 1 2 3 4 5 6 7 8 Т6 °С 2 1097 1095 1088 1081 1073 1064 1061 1064 Τкп °С 3 888 900 900 895 895 889 883 885 Τ °С 4 563 561 566 575 577 578 578 583 Товщина мм 5 3,04 2,84 2,80 2,83 2,85 2,88 2,93 2,96 ч МПа 6 386,7 381,6 380,7 381,5 381,1 383,7 386,5 384,7 % 7 30,1 29,8 29,7 29,9 29,9 30,0 30,0 30,1 7 1 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 Допуск >28,5 У допуску 100% Придатність 74980 8 Продовження таблиці 2 2 1069 1075 1078 1080 1081 1080 1079 1078 1077 1077 1077 1078 1078 1077 1074 1070 1068 1068 1070 1074 1077 1080 1082 1082 1082 1079 1077 1078 1078 979 1080 1082 1083 1084 1084 1082 1080 1078 1076 1077 1081 1081 1060-1100 (95%) 3 888 890 894 896 896 898 896 898 899 898 899 902 903 903 901 899 897 897 899 900 904 906 906 906 902 903 901 901 900 901 903 904 905 905 901 903 901 900 902 903 904 898 880-910 (95%) 4 583 582 579 577 577 578 579 586 584 582 580 580 581 583 582 582 582 581 580 581 583 584 585 587 586 582 585 586 580 585 590 590 589 590 590 590 589 599 602 601 603 644 560-590 (90%) 5 2,95 2,94 2,91 2,89 2,87 2,86 2,86 2,86 2,86 2,87 2,86 2,85 2,84 2,84 2,85 2,86 2,86 2,87 2,86 2,85 2,84 2,83 2,82 2,82 2,82 2,82 2,82 2,82 2,83 2,83 2,83 2,83 2,82 2,82 2,82 2,82 2,83 2,84 2,84 2,83 2,81 2,88 2,8-3,2 (92%) 6 7 383,3 30,1 382,6 30,1 381,2 30,0 380,7 30,0 380,7 29,9 379,6 29,9 380,3 30,0 378,2 30,0 378,1 30,0 378,9 30,0 378,8 30,0 377,4 29,9 376,8 29,9 376,4 30,0 377,5 30,0 378,4 30,0 379,3 30,0 379,5 30,0 378,8 30,0 378,1 30,0 376,0 30,0 374,9 30,0 374,7 29,9 374,3 30,0 376,4 30,0 376,6 29,9 377,0 29,9 376,8 30,0 378,3 29,9 377,0 30,0 375,2 30,0 374,8 30,0 374,5 30.0 374,3 30,0 376,1 30,0 375,2 30,0 376,3 30,0 375,1 30,1 373,6 30,1 373,3 30,1 372,5 30,1 368,3 30,6 295,4-384,5 (92%) 100% 100% 90% 100% 94,0% Так Так Так Так З таблиці 2 виходить, що частка довжини штаби, на якій значення споживчих властивостей лежать у заданих межах перевищує нормативну частку довжини штаби зі значеннями споживчих властивостей у заданих межах (для кожного сортаменту нормується технологічними документами підприємства на основі результатів раніше проведених досліджень), тобто для даного хімічного складу сталі температура кінця прокатки 886°С і температура змотування 680°С забезпечили одержання механічних властивостей штаби, яких потребує стандарт. Надалі ці значення використали Так Так як еталон при прокатці штаб того самого або близького сортаменту (з близьким хімічним складом металу та товщиною). При подальшій прокатці штаб того самого або близького сортаменту зафіксований еталон використали як технологічне завдання величини Ткп та Тзм. Приклад 3. У вихідних умовах прикладу 2 прокатали штабу з групи штаб дещо іншого хімічного складу. Дані тих самих вимірювань для цієї штаби наведені у таблиці 3. 9 74980 10 Таблиця 3 № ділянки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 Допуск >28,5 У допуску Придатність Т6 °С 1082 1076 1070 1068 1068 1069 1071 1072 1074 1074 1074 1074 1074 1072 1072 1073 1075 1075 1076 1076 1075 1075 1073 1068 1065 1066 1068 1071 1072 1073 1073 1071 1068 1066 1067 1068 1068 1069 1068 1067 1064 1060 1057 1058 1065 1074 1085 1094 1100 1100 1060-1100 (95%) 96% Так Ткп °С 905 908 903 901 900 897 897 899 897 898 899 898 895 893 892 893 894 895 896 895 897 895 893 891 887 884 888 889 893 895 893 892 890 887 886 889 889 890 891 891 889 885 884 883 888 893 901 904 903 903 880-910 (95%) 100% Так Тзм °С 583 580 579 572 568 564 552 560 558 560 562 565 567 567 569 568 568 567 567 566 566 565 564 563 563 563 566 565 566 568 566 564 564 566 571 572 576 579 574 571 568 568 566 566 570 571 568 567 620 639 560-590 (90%) 94% Так З таблиці 3 видно, що значення параметра ч (тимчасового опору) виходять за межі нормативних значень на 32% довжини штаби при допусти Товщина мм 2,99 2,91 2,86 2,83 2,80 2,78 2,77 2,76 2,78 2,79 2,80 2,82 2,83 2,85 2,86 2,87 2,86 2,87 2,86 2,87 2,86 2,86 2,86 2,87 2,88 2,89 2,90 2,90 2,88 2,88 2,87 2,86 2,87 2,87 2,88 2,88 2,89 2,90 2,90 2,89 2,89 2,90 2,90 2,91 2,90 2,89 2,87 2,85 2,83 2,89 2,8-3,2 (92%) 100% Так ч МПа % 375,5 30,2 374,6 32,9 377,1 32,8 379,2 32,7 380,4 32,7 382,4 32,6 382,8 32,6 382,2 32,5 383,4 32,5 382,6 32,6 381,8 32,6 381,8 32,7 382,8 32,7 383,7 32,7 383,9 32,7 383,6 32,8 383,1 32,7 382,8 32,7 382,4 32,7 383,0 32,7 382,1 32,7 383,2 32,7 384,3 32,7 385,4 32,7 387,2 32,7 388,6 32,7 386,2 32,8 385,9 32,8 383,9 32,8 382,7 32,8 383,9 32,7 384,7 32,7 385,6 32,7 386,7 32,7 386,3 32,8 384,7 32,8 384,0 32,9 383,1 32,9 383,5 32,9 384,0 32,8 385,4 32,8 387,3 32,8 388,1 32,8 388,5 32,8 385,5 32,8 383,1 32,8 379,9 32,8 378,7 32,7 370,1 33,2 366,8 33,1 295,4-384,5 (92%) (92%) 68,0% 100,0% Немає Так мих 8%. Тому при прокатці наступної штаби з тієї самої групи змінювали вплив на її відповідні ділянки, і повністю повторювали вказаний процес вимі 11 74980 12 рювань аж до досягнення придатності нормативної груп однорідних заготовок, однак він може бути частки штаби, після чого підтримували знайдений використаний і при прокатці одиночних заготовок, режим при прокатці іншої групи однорідних заготоособливо у випадках, коли передбачається подавок. льше використання окремих частин прокатуваного Промислова застосовність листа для різних цілей або різної подальшої переВинахід застосовний передусім при прокатці робки. Комп’ютерна верстка О.Воробєй Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюOptimizing a mill process
Автори англійськоюMorozov Andriei Andrieievich, Takhautdinov Rafkat Spartakovich, Kaptsan Fieliks Vilienovich, Khabibulin Dim Maratovich, Platov Sierhiei Iosifovich, Anikieiev Sierhiei Nikolaievich
Назва патенту російськоюСпособ оптимизации технологии производства проката
Автори російськоюМорозов Андрей Андреевич, Тахаутдинов Рафкат Спартакович, Сеничев Геннадий Сергеевич, Урцев Владимир Николаевич, Капцан Феликс Виленович, Капцан Анатолий Виленович, Муриков Сергей Анатольевич, Хабибулин Дим Маратович, Платов Сергей Иосифович, Аникеев Сергей Николаевич
МПК / Мітки
МПК: B21B 37/00
Мітки: спосіб, прокату, оптимізації, технології, виробництва
Код посилання
<a href="https://ua.patents.su/6-74980-sposib-optimizaci-tekhnologi-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оптимізації технології виробництва прокату</a>
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович, Пушков Валерій Васильйович, Самохвалов Володимир Михайлович, Мурашкін Олександр Вікторович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович
МПК: B21B 1/26
Мітки: товстолистового, виробництва, прокату, спосіб
Формула / Реферат:
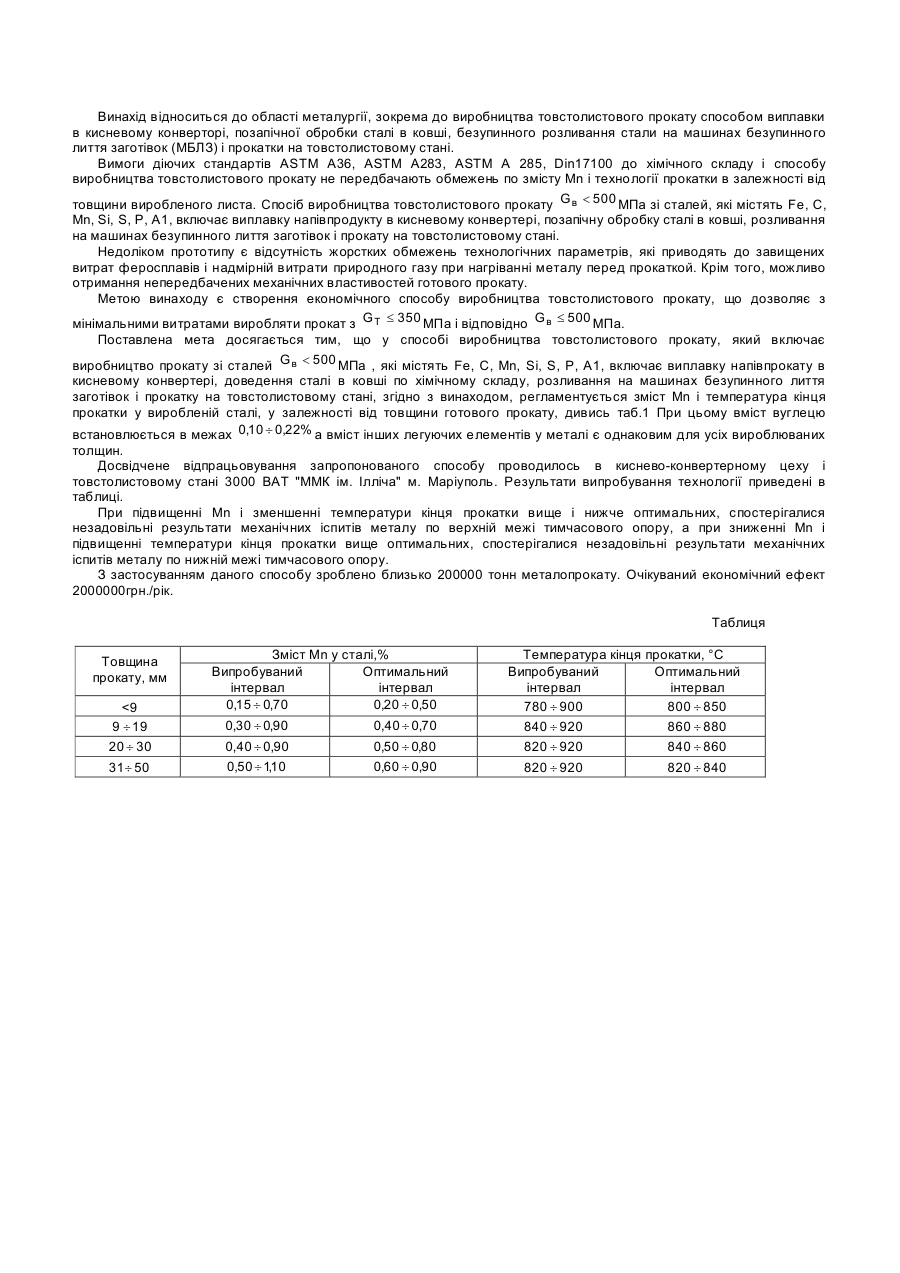
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, прокату, виробництва, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб виробництва сталевого прокату
Номер патенту: 65376
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, виробництва, сталевого, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення границі текучості,...
Спосіб виробництва сталевого прокату
Номер патенту: 65379
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, спосіб, виробництва, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення тимчасового опору,...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: прокату, сталевого, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Попередній патент: Спосіб керування хвильовим електродвигуном
Наступний патент: Пристрій для очищення рідини
Випадковий патент: Екстрактор гвіздків