Спосіб керування металургійною плавкою
Номер патенту: 75337
Опубліковано: 17.04.2006
Автори: Пономаренко Олександр Георгійович, Пономарєнко Дмітрій Алєксандровіч

Формула / Реферат
Спосіб керування металургійною плавкою, що включає попереднє завдання хімічного складу і температури системи метал - шлак - газ металургійної плавки, подавання вихідних матеріалів і енергоносіїв, розплавлювання вихідних матеріалів, визначення поточних значень температури, хімічного складу металу, шлаку і газу, здійснення і використання керуючих впливів на виконавчі механізми для ведення плавки відповідно до заданих параметрів, який відрізняється тим, що попереднє завдання, поточний хімічний склад і температуру системи метал - шлак - газ визначають з періодичністю 5-90 секунд протягом усієї плавки, причому хімічний склад визначають за параметром стану системи, при обчисленні якого незалежними одиницями теплового руху металу і шлаку вважають атоми й електрони і враховують енергетичну нееквівалентність перестановок цих одиниць при розрахунку конфігураційної його частини, а температуру в системі метал - шлак - газ визначають з балансу енергії, що надійшла, і різниці ентальпій вихідних матеріалів і продуктів плавки, при цьому ентальпію шлаку обчислюють за формулою:
![]() ,
,
де: Н - ентальпія шлаку, Дж/моль;
![]() - енергетичний параметр елемента і у шлаку, Дж/моль;
- енергетичний параметр елемента і у шлаку, Дж/моль;
хі - мольна частка елемента і у фазі;
а керуючі впливи здійснюють з тією ж періодичністю на основі оптимізації, принаймні одного з параметрів плавки.
Текст
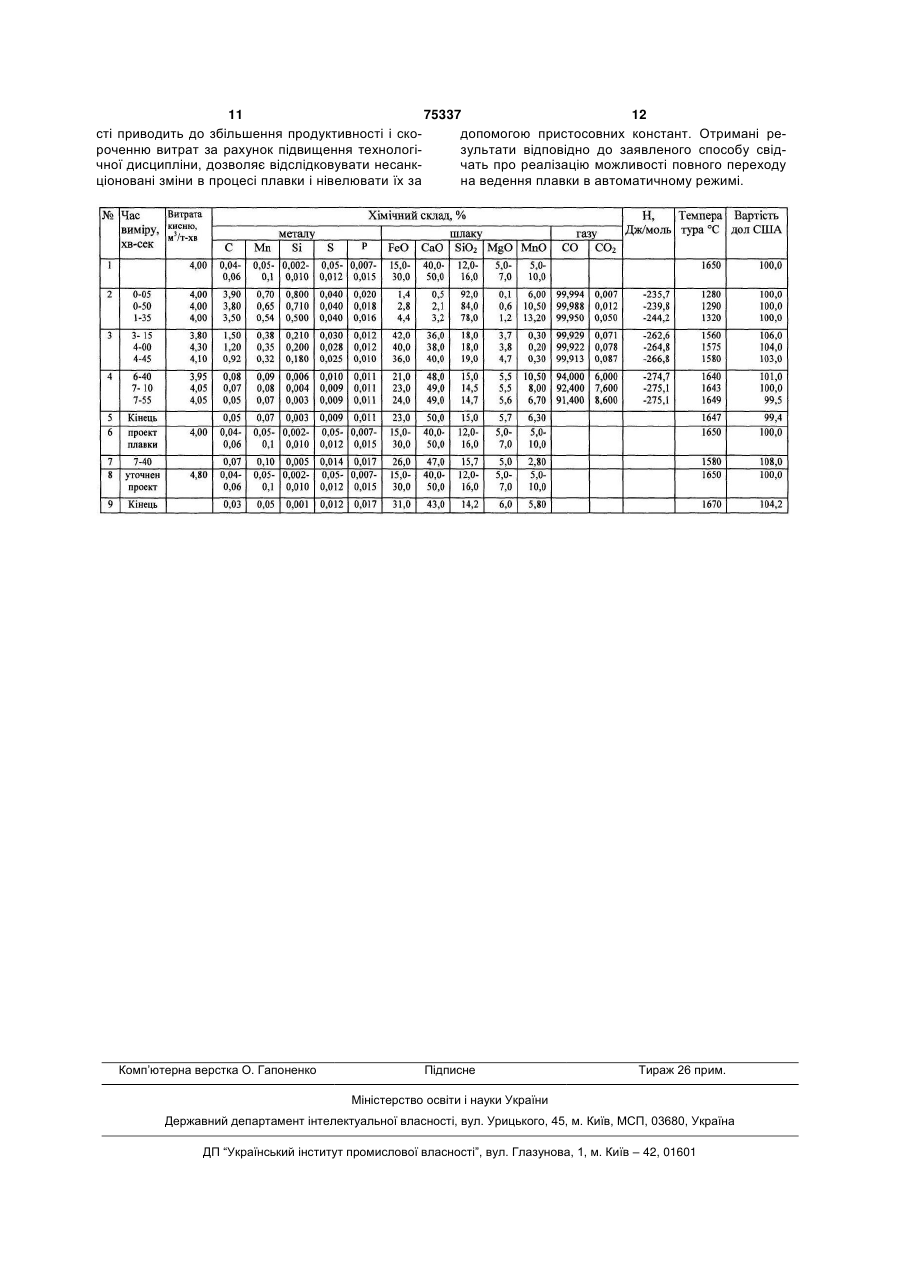
Спосіб керування металургійною плавкою, що включає попереднє завдання хімічного складу і температури системи метал - шлак - газ металургійної плавки, подавання вихідних матеріалів і енергоносіїв, розплавлювання вихідних матеріалів, визначення поточних значень температури, хімічного складу металу, шлаку і газу, здійснення і використання керуючих впливів на виконавчі механізми для ведення плавки відповідно до заданих 2 T 1 як середньоарифметичне між Тl і Тll , k k де RСТ - газова постійна сталі, кДж/кг·К, (19) 1 3 75337 4 ператури системи метал - шлак - газ металургійної Т - температура плавлення сталі, К, плавки. Тl - температура реакції вторинної реакційної 2. Подавання вихідних матеріалів і енергоносіk їв. зони в нижній крапці жиклер - критичного перетину 3. Розплавлювання вихідних матеріалів. умовного ежектора, К, 4. Визначення поточних значень температури, ll - температура реакції первинної реакційної Т хімічного складу металу, шлаку і газу. k 5. Вироблення і використання керуючих вплизони у верхній крапці жиклер - критичного перетивів на керуючі механізми для ведення плавки відну умовного ежектора, К, повідно до заданих параметрів. RO2 - газова постійна кисню, кДж/кг·К, Відомий спосіб не забезпечує необхідного теТЖ-Кр - температура кисню в жиклер - критичхнічного результату по наступним причинам: ному перетині умовного ежектора в рідкій металеПопереднє завдання хімічного складу і темпевій ванні, К, ратури на плавку проводять тільки на основі відоPS - тиск струменя кисню в основі коаксіальномих статистичних моделей без обліку параметрів, го закручення в нижнього зрізу дифузора ежектощо оптимізують процес, розрахованих з викорисра, Па, танням фундаментальних законів, що приводить PЖ-Кр - тиск струменя кисню в жиклер- критичдо зниження точності розрахунку попереднього ному перетині умовного ежектора в рідкій металезавдання. вій ванні, Па, Коригувальний розрахунок завдання на плавку PC - тиск струменя кисню за зрізом дифузора з обліком фактично поданих у конвертер матеріапродувного пристрою, Па, лів також не є точним, тому що він спрямований на TC - температура кисню за зрізом дифузора те, щоб наблизити отримані в результаті розрахупродувного пристрою, К, нку до раніше складеного попереднього завдання n - показник політропи, [UA №24954 С21С5/30, плавки, у якому вже закладена неточність. 25.12.1998р.]. При продувці металу в конвертері з витратою Відомий спосіб не забезпечує високої точності приблизно 85% від загального на всю плавку кискерування тому, що відсутній динамічний вплив на ню, керування процесом фактично відсутнє, тобто систему метал - шлак - газ, а обчислена витрата у випадку виникнення яких-небудь відхилень в ході вуглецю, що вводиться, необхідна для досягнення процесу від попереднього завдання: зміна витрати оптимальної температури процесу в період продукисню, положення фурми, витрати шлакоутворювки рідкої металевої ванни киснем, не залежить ючих і т.д., внести корективи в процес по відомому від фактичного стану системи метал - шлак - газ у способі не представляється можливим, тому що сталеплавильному агрегаті під час добавки розрапри першій продувці конвертерної ванни киснем хункової кількості вуглецю. 85% від загальної витрати вироблення керуючих Найближчим аналогом до способу, що заявлявпливів у динамічному режимі на виконавчі мехається, є спосіб керування металургійною плавкою, нізми не відбувається, а плавку ведуть за технолозокрема, киснево-конвертерним процесом, що гією відповідної раніше створеному попередньому включає попереднє завдання хімічного складу і завданню, при цьому не забезпечують оптимізацію температури системи метал - шлак - газ металурпроцесу, що приводить до зниження його точності. гійної плавки, заснованого на розрахунку по статиВідбір проби допоміжною фурмою після вистичних моделях балансів і енергії вихідних матетрати кисню до рівня 85% від заданого хоча і поріалів плавки, подачу вихідних матеріалів, дає визначену інформацію про хімічний склад мепроведення першого коригувального статистичноталу і його температуру, але не є коректним у силу го розрахунку на підставі фактично поданих вихідтого, що метал не усереднений по глибині ванни в них матеріалів, розплавлювання вихідних матеріпроцесі продувки. Крім того, введення у ванну доалів, вдмухування в конвертер приблизно 85% від поміжної фурми перериває процес продувки, позагальної витрати кисню, знайденого першим кодовжуючи тим самим термін плавки, що приводить ригувальним розрахунком вихідних матеріалів, до зниження точності даних про процес плавки. вимір допоміжною фурмою змісту вуглецю в метаЗадачею винаходу є удосконалення способу лі і його температури, проведення другого коригукерування металургійною плавкою. вального розрахунку на підставі отриманих даних Очікуваний технічний результат - підвищення про зміст вуглецю і температури металу, виробточності керування при досягненні оптимальності лення і використання керуючих впливів на викообраних технологічних параметрів, що забезпечунавчі механізми для ведення плавки відповідно до ють процес. заданих параметрів (докладніше [Д. Янке, Г. НойТехнічний результат досягається тим, що у відрот, Х. Гутте, Т. Шульц. Управление кислороднодомому способі керування металургійною плавконвертерным процессом // Известия ВУЗ. Чѐрная кою, що включає попереднє завдання хімічного металлургия - 1999, №12, - С.12-20.]). складу і температури системи метал - шлак - газ, Вироблення керуючих впливів на виконавчі подавання вихідних матеріалів і енергоносіїв, розмеханізми у відомому способі здійснюють двічі - до плавлювання вихідних матеріалів, визначення початку продувки і перед подачею в конвертер поточних значень температури, хімічного складу останніх 15 % кисню від розрахункового. металу, шлаку і газу, вироблення і використання Ознаки найближчого аналога, що збігаються з керуючих впливів на виконавчі механізми для весуттєвими ознаками винаходу, що заявляється: дення плавки відповідно до заданих параметрів, 1. Попереднє завдання хімічного складу і темза винаходом попереднє завдання, поточні хіміч 5 75337 6 ний склад і температуру системи метал - шлак При автоматичному керуванні процес ухвагаз визначають з періодичністю 5-90 секунд протялення рішення і корекція завдання цілком формагом усієї плавки за параметром стану, при обчислізовані, тобто складаються з ряду конкретних ленні якого незалежними одиницями теплового обчислювальних операцій і дій, циклічне виконанруху металу і шлаку вважають атоми й електрони і ня яких дозволяє виробити керуючі впливи і перевраховують енергетичну нееквівалентність пересдати їх виконавчим механізмам. Сучасна обчистановок цих одиниць при розрахунку конфігураційлювальна техніка забезпечує при правильній ної його частини, а температуру в системі метал організації цих операцій підвищення якості прийншлак - газ визначають з балансу енергії, що наятих рішень, ефективність керування, що дозволяє дійшла, і різниці ентальпій вихідних матеріалів і підвищити точність керування металургійною плапродуктів плавки, при цьому ентальпію шлаку обвкою. числюють по формулі: Точність автоматичного керування, що досягається, визначається моделлю, призначення якої складається в пророкуванні реакції системи на xi H ixi i можливі керуючі впливи. Модель металургійної плавки, зокрема сталеплавильного процесу, має вид диференціального рівняння: де: H - ентальпія шлаку, Дж/моль; х f t, x t , u t (1) i - енергетичний параметр елемента i у шлаку, Дж/моль; де: x=(х1,..., хn) - вектор станів об'єкта; хi - мольна частка елемента i у фазі; u=(u1,..., un) - вектор керувань (впливів); а керуючі впливи виробляють з тією ж періоt - час; дичністю на підставі оптимізації, принаймні одного n - число параметрів, що визначають стан сисз параметрів плавки. теми. Винахід заснований на тім, що перед початком З рівняння (1) випливає, що стан керованого плавки формують попереднє завдання, яке одероб'єкта в будь-якій крапці траєкторії процесу цілжують шляхом статистичної обробки масиву плаком визначається трьома параметрами: часом (t), вок, уточнене й оптимізоване на основі фізикокеруючими впливами (u) і мимовільним прагненхімічних закономірностей процесу металургійної ням системи до стану рівноваги (х). Тому поточний плавки воно включає тимчасові графіки роботи стан керованої системи повинний визначатися усіх виконавчих механізмів - подачі вапняку, коксу, двома тенденціями (u і х), а їхня кінетична траєкуведення кисню, енергоносіїв протягом усієї плавторія процесу може бути отримана прямим чисеки. льним інтегруванням рівняння (1). З початком плавки, після закінчення часового Кінетичні константи для кожного процесу і наінтервалу 5-90 секунд і виконання перших операвіть агрегату індивідуальні і можуть бути знайдені цій по її веденню, наприклад завалки, подачі кислише статистично. ню й ін., фіксують конкретну інформацію про знаКлючовим елементом системи керування є чення видів і мас матеріалів, що фактично термодинамічний розрахунок хімічного складу надійшли в металургійний агрегат. Це дозволяє продуктів плавки по даним про вихідні матеріали і уточнити загальну витрату кисню, маси і види неенергоносії, що надійшли в піч. обхідних на частину плавки, що залишилася, маРозрахунок хімічного складу продуктів плавки теріалів, добавок і ін. Оцінка системи метал - шлак полягає в наступному: - газ, вироблення керуючих впливів на виконавчі 1. Записують безліч можливих реакцій у виді механізми частіше, ніж через кожні 5 секунд, нерастехіометричних рівнянь mA+nB=pС+qD. ціональна через те, що можливі зміни в металур2. На підставі закону діючих мас, для кожної гійній плавці, що відбуваються в інтервалі 5 секунд реакції записують вираження константи рівноваги. настільки незначні, що вони не впливають на сам 3. Спільним рішенням рівнянь для констант ріхід процесу. Проведення оцінки стану системи вноваги визначають склад фаз, що утворилися. метал - шлак - газ, вироблення керуючих впливів Однак, розрахунок, заснований на стехіометна виконавчі механізми в інтервалі більш 90 серичних рівняннях реакцій і законі діючих мас, для кунд також нераціональна, тому, що можливі зміни систем, що включають конденсовані фази, строгов металургійній плавці можуть бути істотними і їх го рішення не має, тому що вид і сам факт існупізня корекція може привести до зниження точносвання молекул чи іонів інших стехіометричних ті процесу керування металургійною плавкою. В утворень у конденсованих фазах, таких як метал ході плавки, на кожному наступному її часовому чи шлак, дотепер є дискусійним. Тому той самий інтервалі, можуть відбуватися ті чи інші відхиленпроцес можна описати безліччю різних реакцій І ня, що вимагають нової корекції завдання. Процеодержати безліч істотно різних рішень. У цьому дура оперативної корекції попереднього завдання складається головна причина низької точності пропродовжується протягом усієї плавки і включає: гнозу складу продуктів плавки у відомих моделях. - розрахунок матеріального балансу, Формули, використовувані в пропонованому - розрахунок теплового балансу для визначенспособі, включають наступні особливості, що доня поточної температури процесу, зволяють досягти необхідну для керування точ- термодинамічний розрахунок поточного ність: складу фаз метал - шлак -газ, 1. Компонентами усіх фаз вважають елементи - пошук оптимальних значень керуючих вплиПеріодичної системи й електрони. вів з корекцією завдання на частину плавки, що 2. Незалежними одиницями теплового руху залишилася. при статистичному розрахунку ентропії конденсо 7 75337 8 ваних фаз вважають атоми хімічних елементів і де: I, j - енергетичні параметри елементів ί електрони. тау, відповідно, у фазі, Дж/моль. Відповідно до законів термодинаміки система Облік енергетичної нееквівалентності пересметал - шлак - газ у стані рівноваги характеризутановок при обчисленні термодинамічної імовірноється завданням k+2 змінних -температури, тиску і сті, що входить у формулу обчислення ентропії, мас утворюючих її компонентів: підвищує точність розрахунку рівноважного складу G=G(T,P,m1,m2,…mk) (2) конденсованих фаз (металу і шлаку). де: G - вільна енергія Гіббса, Температуру визначають з балансу енергії, що m1,m2,…mk - маси хімічних елементів, що надійшла, і різниці ентальпій вихідних матеріалів і утворять систему (обчислюють по подаваних вихіпродуктів плавки. Звичайно теплоту, що виникає дних матеріалах і енергоносіях), при введенні того чи іншого матеріалу в систему Τ - температура (обчислюють з енергетичного обчислюють за тепловими ефектами хімічних реабалансу), кцій. Ці ефекти сильно залежать від хімічного Ρ - загальний тиск у системі (для дугової стаскладу металу і шлаку, у які вводяться ці добавки. леплавильної печі, кисневого конвертера i печі Вплив складу фаз на теплові ефекти враховано у ковша, Р 101кПа). формулі: Після розплавлювання вихідних матеріалів сиxi (11) H ixi i стема розпадеться на три фази - метал, шлак і газ, при цьому маса кожного елемента m1 розділиться де: H - ентальпія шлаку, Дж/моль; на три частини: i - енергетичний параметр елемента i у шлаmi=m[i]+m(i)+m{i} (3) ку, Дж/моль; де: m[i], m(i), m{i} - маса і-го компонента в метахi - мольна частка елемента i у фазі. лі, шлаку і газі відповідно. Температура, тиск і маси, що входять у (5)-(7), Задача визначення хімічного складу фаз звоутворюють вектор станів у моделі металургійної диться до знаходження значень цих 3k мас, для плавки (1): чого необхідно мати стільки ж рівнянь. З огляду на x=(x1,...,xn)=(T,P,m[1]…[k],m(1)…(k),m{1}…{k}) (12) те, що вільна енергія системи є сумою вільних n=3k+2 (13) енергій фаз: Вектором керувань у моделі (1) є повний пеG=Gмет+Gшл+Gгаз (4) релік використовуваних у плавці матеріалів і енерде: Gмет, Gшл, Gгаз - енергія Гіббса металу, гоносіїв, а також гази, що віддаляються з печі, скашлаку і газу, відповідно, чуваний шлак, викиди й ін. Gмет=Gмет(T,P,m[1],m[2],…m[k]) (5) Прийнятий у пропонованому способі розрахуGшл=Gшл(T,P,m[1],m[2],…m[k]) (6) нок температури з різниці ентальпій матеріалів, Gгаз=Gгаз(T,P,m[1],m[2],…m[k]) (7) що вводяться, і продуктів плавки, що утворюютьі записавши 2k умов рівноваги в інтенсивних ся, дозволяє значно підвищити точність розрахунзмінних: ку температури. (8) Кінетичні константи в процесі металургійної [i]= (i)= {i} плавки визначають у де: [i], (i), {i} - хімічний потенціал і-го компотакий спосіб: нента, відповідно в металі, шлаку і газі, одержуємо систему 3k рівнянь, що дозволя1. На кожному і-ому часовому інтервалі (d i) ють обчислити всі 3k невідомих маси, визначивши, продувки в об'єм металу вводять порцію кисню таким чином, маси продуктів плавки, що утворилиdm0 (по витратомірі). ся, і їхній хімічний склад. 2. Відбувається спалювання еквівалентній цій 3. Ентропію обчислюють статистично за формасі маси металу dmMe, з утворенням певної кільмулою Больцмана, якщо прийняти за незалежні кості шлаку (масою dmШл) і газу (масою dmГаз), що одиниці теплового руху металу і шлаку (у металі і відповідають поточному середньому складу меташлаку) атоми й електрони. лу. Експериментально встановлено, що теплоєм3. Отримана маса газу dmГаз віддаляється в ність пропорційна числу атомів і «теплових» елекатмосферу, а маса шлаку dmШл що утворилася, тронів, що утворюють фазу. змішується з основною масою шлаку. 4. Конфігураційну ентропію - і-го компонента у 4. Частина шлаку масою dm1, яку визначають фазі обчислюють по формулі: по формулі dm1=mШл·Kk (14) xi Si R ln де dm1 - маса частини шлаку, кг; k j,i (9) mШл - маса всього шлаку, кг; x j exp RT Kk - статистично обумовлений, кінетичний коj 1 ефіцієнт; де: Si - конфігураційна ентропія і-го компонені приводять до рівноваги з металом, у результа у фазі, Дж/моль; таті одержують метал, шлак і газ з відмінними від хi - мольна частка і-го компонента у фазі; первісних масами і хімічними складами. Цей шлак k - кількість компонентів у фазі; змішують з основною масою шлаку, а газ видаляj.i - енергія перестановки атомів у та ί, ють в атмосферу. Дж/моль, що обчислюється по формулі: Отримані таким чином дані про хімічні склади і 2 1 1 маси металу, шлаку і газу надходять у блок керу2 2 (10) j,i i j вання як поточні значення на момент закінчення iго циклу ітерацій. 9 75337 10 З матеріального й енергетичного балансів у чином параметри процесу надходили до блоку кожнім циклі обчислюють зміну температури метакерування, у якому на підставі оптимізації вартості лу, шлаку і газу. залізовуглецевого напівпродукту, виробляли кеКерування плавкою починають з моменту вверуючі впливи на виконавчі механізми - у даному дення енергоносіїв (кисню), з інтервалом у 5-90 прикладі - це положення фурми і витрата кисню. секунд фіксують фактичні зведення про кількість Продувку припинили після закінчення 8 хвилин, уведених за цей період плавки матеріалів і енергії. після чого відібрали з конвертера проби на хімічОбчислюють сумарну кількість рідкої ванни - мений аналіз металу, шлаку і замірили температуру. талу і шлаку за відомими формулами швидкості У таблиці приведені дані про керування конвеплавлення, розчинення й ін. ртерною плавкою по заявленому способі (п.1-5 Одночасно роблять порівняння поточних патабл.) і найближчому аналогу (п.6-9 табл.). раметрів плавки з попереднім завданням, виробЗ даних, приведених у таблиці, видно, що на ляють оптимальні керуючі впливи і передають їх 4-й хвилині продувки відбулося зменшення інтенна виконавчі механізми. сивності подачі кисню, що привело до підвищення Оскільки система в будь-який момент часу довартості залізовуглецевого напівпродукту. Після зволяє прогнозувати кінцеві результати плавки, оптимізації процесу керування - видачі виконавчим обумовлені тим чи іншим набором керуючих вплимеханізмам коригувальних (уточнених) значень вів, з'являється можливість на всьому протязі плаінтенсивності подачі кисню з результатів прогнозів, вки відшукання такого набору впливів, що привовидаваних блоком керування протягом 90 секунд дить до найкращих результатів. Наприклад, якщо (п.3 табл.) прогноз вартості залізовуглецевого напредставити матеріальні потоки у вартісному випівпродукту змінився убік заданого. раженні, можна визначити синтез керуючих вплиФактичні значення хімічного складу металу, вів, що відповідають мінімуму витрат. шлаку і температури з високою точністю збіглися з Таким чином, у результаті знайдених технолопрогнозованими (п.5 табл.). гічних параметрів, а також уточнених термодинаВиплавку залізовуглецевого напівпродукту вімічних і кінетичних розрахунків підвищена точність дповідно до найближчого аналога проводили в 60 керування металургійною плавкою за рахунок опкілограмовому кисневому конвертері з верхньою тимізації плавки в динамічному режимі. продувкою. Перед початком плавки виробили поПриклад. Виплавку залізовуглецевого напівппереднє завдання на плавку, відповідно до якого родукту проводили в 60 кілограмовому кисневому було потрібно одержати після продувки залізовугконвертері з верхньою продувкою. Відповідно до лецевий напівпродукт хімічного складу, %: С=0,04пропонованого способу перед початком плавки 0,06; Мn=0,05-0,10; Si=0,002-0,010; S=0,005-0,012; виробили попереднє завдання на плавку, відповіP=0,007-0,015, при температурі 1650°С з орієнтодно до якого було потрібно одержати після продуваною вартістю 100 доларів США за тонну. вки залізовуглецевий продукт хімічного складу, %: Ванну продували киснем з інтенсивністю С=0,04-0,06; Мn=0,05-0,10; Si=0,002-0,010; 4м3/т·мін (зміст кисню 99,2%) через верхню фурму S=0,005-0,012; P=0,007-0,015, при температурі із соплом діаметром 2мм, розташовану на відстані 1650°С. 60 мм над рівнем спокійного металу. Орієнтована вартість залізовуглецевого напівПісля продувки металу киснем у кількості 85% продукту, визначена на підставі матеріального від заданого, відібрали пробу металу, шлаку і забалансу, складає 100 доларів США за тонну. мірили температуру (п.7 табл.). На дно конвертера завантажували 2,5кг вапна За даними про температуру і хімічний аналіз і заливали 50кг чавуна з температурою 1280°С металу і шлаку відкоригували завдання на другий наступного хімічного складу, %: С=3,9; Мn=0,72; період плавки (п.8 табл.), і знову продули метал Si=0,80; S=0,040; P=0,020. киснем у кількості, що відповідає відкоректованому Ванну продували киснем з інтенсивністю завданню. 4м3/т·мін (зміст кисню 99,2%) через верхню фурму Після закінчення продувки відібрали проби меіз соплом діаметром 2мм, розташовану на відстані талу і шлаку на хімічний аналіз і замірили темпе60мм над рівнем спокійного металу. Одночасно з ратуру (п.9 табл.). початком продувки ванни киснем і до закінчення Загальний час продувки склав 8,4хв., затримка процесу визначали масу, хімічний склад металу, на добір проби, вимір температури й одержання шлаку, газу і їхню температуру на 5, 50, 90 секунданих про хімічний аналіз - 1,5хв. дах, потім на 3хв.15сек., 4хв.45сек. і перед закінЗгідно з даними, приведеними у таблиці, у ченням плавки на 6хв.40сек., 7хв.10сек. і прикладі конкретної плавки, проведеної за заявле7хв.55сек. ним способом, зміни параметрів процесу плавки в Хімічний склад металу, шлаку і газу визначали перші 90 секунд не відбувалося, тому не здійснюна підставі вхідних і поточних даних про процес вали вироблення керуючих впливів на виконавчі продувки - витрати шихтових матеріалів, кисню, механізми. Надалі, в міру протікання процесу меположення фурми й ін. шляхом оцінки матеріальталургійної плавки, особливо перед її закінченням ного балансу і термодинамічного розрахунку потоінтервал вироблення керуючих впливів на викочного складу фаз метал - шлак - газ відповідно до навчі механізми зменшувався й в остаточний періпропонованого обчислення параметра стану. Темод плавки складав 5 секунд. пературу металу шлаку і газу визначали відповідЯк випливає з даних, приведених у таблиці, у но до пропонованого обчислення з балансу енерприкладі конкретної плавки, проведеної відповідно гії, що надійшла, і різниці ентальпій вихідних до заявленого способу, підвищена точність керуматеріалів і продуктів плавки. Визначені таким вання металургійною плавкою. Підвищення точно 11 75337 12 сті приводить до збільшення продуктивності і скодопомогою пристосовних констант. Отримані рероченню витрат за рахунок підвищення технологізультати відповідно до заявленого способу свідчної дисципліни, дозволяє відслідковувати несанкчать про реалізацію можливості повного переходу ціоновані зміни в процесі плавки і нівелювати їх за на ведення плавки в автоматичному режимі. Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for controlling metallurgical melting
Автори англійськоюPonomarenko Oleksandr Heorhiiovych
Назва патенту російськоюСпособ управления металлургической плавкой
Автори російськоюПономаренко Александр Георгиевич
МПК / Мітки
МПК: C21C 5/00
Мітки: спосіб, керування, плавкою, металургійною
Код посилання
<a href="https://ua.patents.su/6-75337-sposib-keruvannya-metalurgijjnoyu-plavkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування металургійною плавкою</a>
Спосіб управління доменною плавкою (варіанти)
Номер патенту: 32635
Опубліковано: 15.02.2001
Автори: Іванов Сергій Анатолійович, Макієнко Євген Володимирович, СКЛАДАНОВСЬКИЙ ЄВГЕН НИКИФОРОВИЧ
Мітки: управління, доменною, варіанти, спосіб, плавкою
Текст:
...СНІ (2) досягати повного окиснення вуглецю вуглеводнів і збільшення коефіцієнту заміни коксу природним газом. В способі управляння доменною плавкою, за яким завантажують у піч ши хтові матеріали і кокс, вдувають збагачене киснем дуття і газову суміш, що містить вуглеводні (природний гзз) І окислювальні компоненти, змінюють кількісний склад газової1 суміші, при цьому зміну кількісного складу газової" суміші, що складається із природного газу...
Спосіб керування процесом плавки в електричній печі
Номер патенту: 75336
Опубліковано: 17.04.2006
Автори: Іноземцева Ніна Василівна, Пономаренко Олександр Георгійович, Синяков Руслан Валерійович, Старосоцкій Андрєй Васільєвіч, Храпко Сергій Олександрович, Пономарєнко Дмітрій Алєксандровіч
МПК: C21C 5/00
Мітки: спосіб, плавки, печі, керування, процесом, електричний
Формула / Реферат:
Спосіб керування процесом плавки в електричній печі, що включає дозування компонентів шихти, їх завантаження в піч, регулювання теплового й електричного режимів плавки шляхом підтримування робочої потужності печі переміщенням електродів і/або переключенням ступенів напруги пічного трансформатора, визначення контрольованих параметрів плавки, вироблення керуючих впливів, одержання заданих температури і хімічного складу продуктів плавки шляхом...
Спосіб управління киснево-конвертерною плавкою
Номер патенту: 28441
Опубліковано: 16.10.2000
Автори: Альперович Яків Львович, Пищіда Валерій Іванович, Зражевський Олександр Данилович, Охотський Віктор Борисович, Шибко Олександр Васильович
МПК: C21C 5/30
Мітки: киснево-конвертерною, плавкою, спосіб, управління
Текст:
...кремния и марганца и ошлакования кремнезема известью, фурму устанавливали более высоко, чем в остальное время продувки. В противном случае из за всплесков металла, образующихся в результате взаимодействия кислородных струй с ванной, происходило заметалливание фурмы, горловины конвертера и кессона газоотводящего тракта, имели место прогары наконечника. В то же время чрезмерно высокое положение фурмы вызывало переокисление шлака, что...
Спосіб керування доменною піччю
Номер патенту: 70524
Опубліковано: 15.10.2004
Автори: Михайлюк Геннадій Дмитрович, Сидоренко Сергій Анатолійович, Літвінов Леонід Федорович, Кузнецов Олександр Михайлович, Новохатський Олександр Михайлович, Димченко Євген Миколайович, Падалка Володимир Павлович
МПК: C21B 5/00
Мітки: доменною, піччю, керування, спосіб
Формула / Реферат:
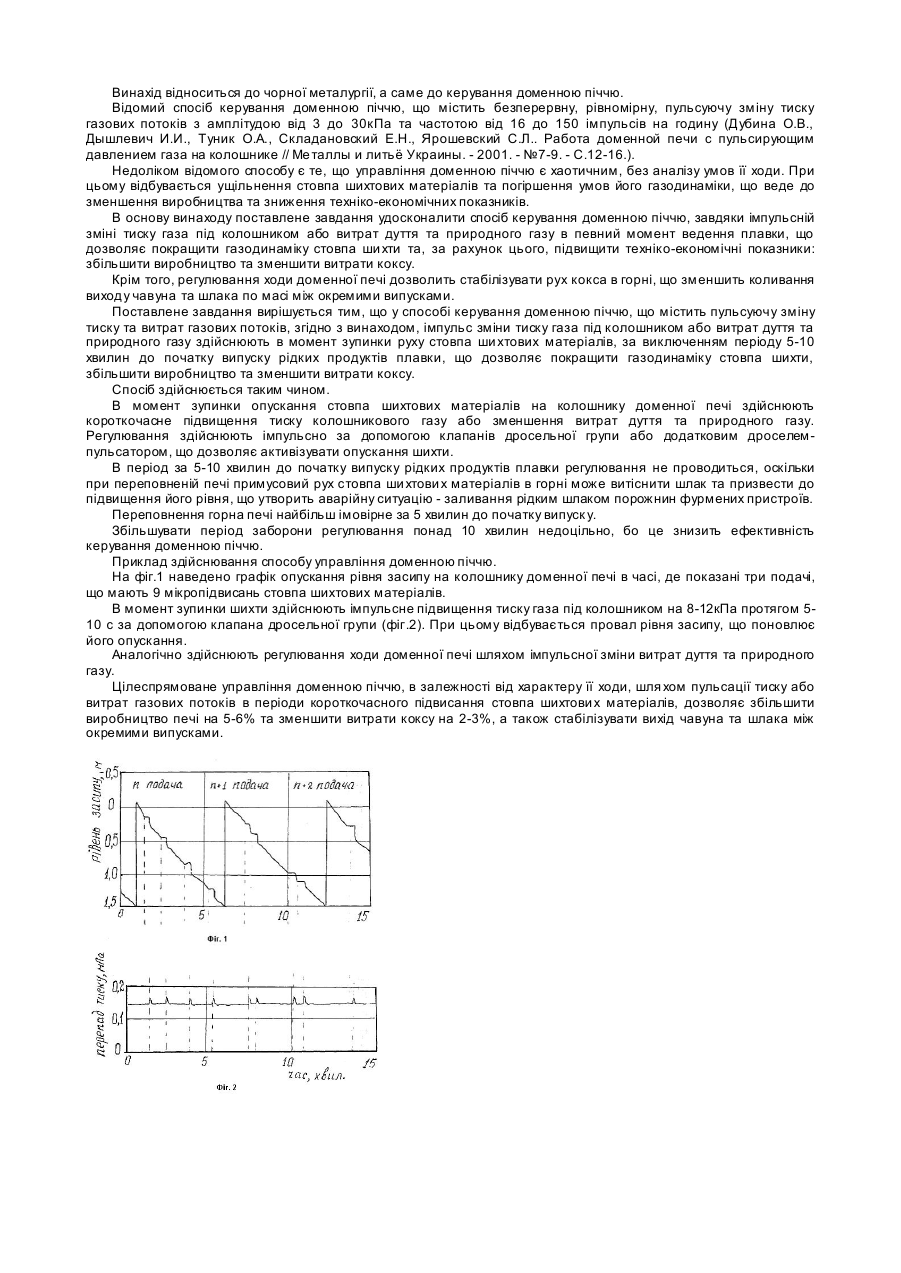
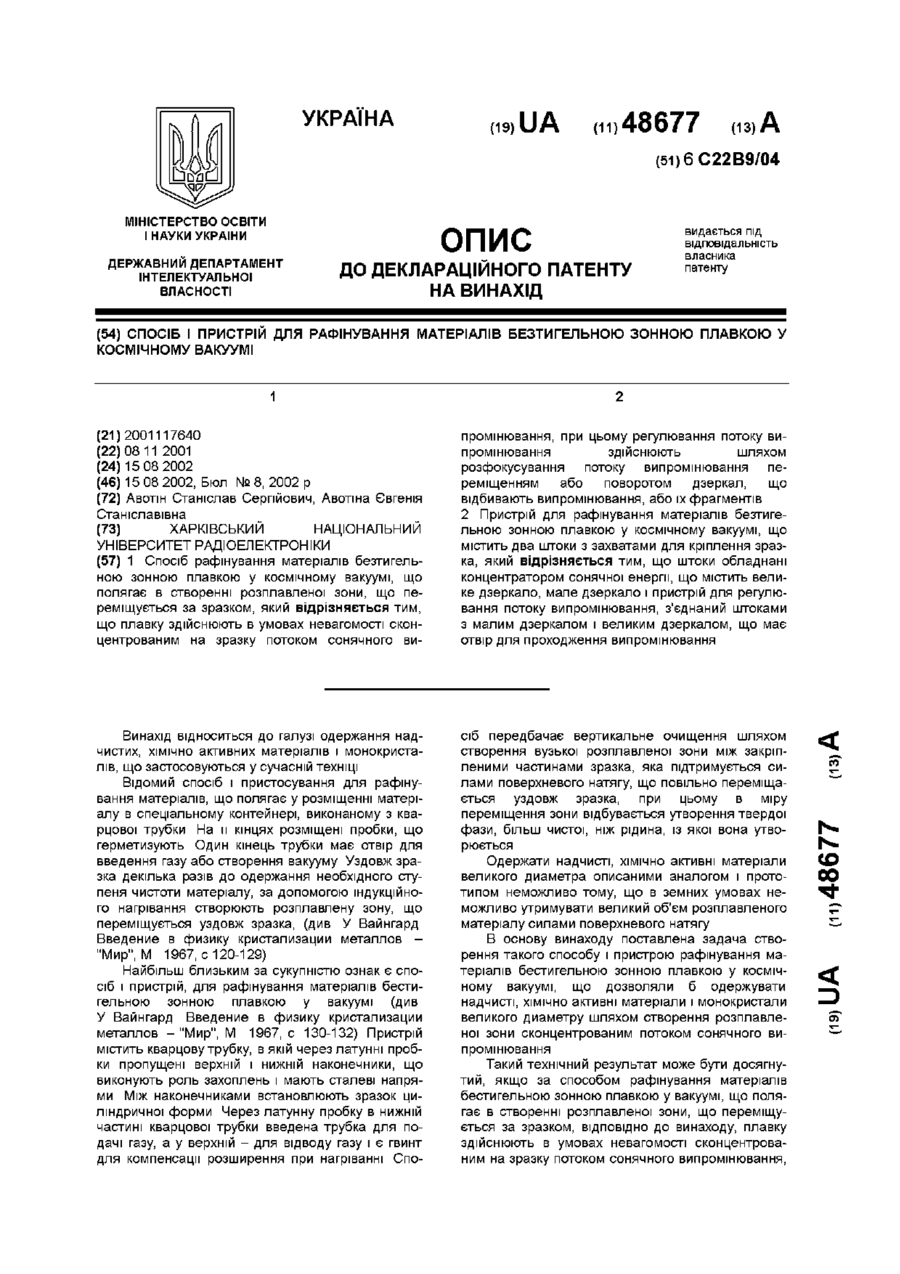
Спосіб керування доменною піччю, що включає пульсуючу зміну тиску та витрати газових потоків, який відрізняється тим, що імпульс зміни тиску газу під колошником або імпульс витрати дуття та природного газу здійснюють в момент зупинки руху стовпа шихтових матеріалів, за виключенням періоду 5-10 хвилин до початку випуску рідких продуктів плавки.
Спосіб і пристрій для рафінування матеріалів безтигельною зонною плавкою у космічному вакуумі
Номер патенту: 48677
Опубліковано: 15.08.2002
Автори: Авотін Станіслав Сергійович, Авотіна Євгенія Станіславівна
МПК: C22B 9/04
Мітки: пристрій, безтигельною, космічному, вакуумі, плавкою, рафінування, зонною, матеріалів, спосіб
Формула / Реферат:
1. Спосіб рафінування матеріалів безтигельною зонною плавкою у космічному вакуумі, що полягає в створенні розплавленої зони, що переміщується за зразком, який відрізняється тим, що плавку здійснюють в умовах невагомості сконцентрованим на зразку потоком сонячного випромінювання, при цьому регулювання потоку випромінювання здійснюють шляхом розфокусування потоку випромінювання переміщенням або поворотом дзеркал, що відбивають випромінювання,...
Попередній патент: Спосіб керування процесом плавки в електричній печі
Наступний патент: Спосіб виробництва сиров’яленої ковбаси “кіровоградська”
Випадковий патент: Спосіб встановлення ризику розвитку розладів, пов`язаних з розрегулюванням g-білка для суб`єкта