Спосіб керування процесом плавки в електричній печі
Номер патенту: 75336
Опубліковано: 17.04.2006
Автори: Іноземцева Ніна Василівна, Пономаренко Олександр Георгійович, Храпко Сергій Олександрович, Старосоцкій Андрєй Васільєвіч, Пономарєнко Дмітрій Алєксандровіч, Синяков Руслан Валерійович
Формула / Реферат
Спосіб керування процесом плавки в електричній печі, що включає дозування компонентів шихти, їх завантаження в піч, регулювання теплового й електричного режимів плавки шляхом підтримування робочої потужності печі переміщенням електродів і/або переключенням ступенів напруги пічного трансформатора, визначення контрольованих параметрів плавки, вироблення керуючих впливів, одержання заданих температури і хімічного складу продуктів плавки шляхом використання керуючих впливів, випуск продуктів плавки з печі, який відрізняється тим, що як вихідні параметри для вироблення керуючих впливів використовують уведення шлакоутворювачів, відновлювачів, енергоносіїв і газів, а як контрольовані параметри використовують масу і хімічний склад компонентів металу і шлаку, що утворюються, і їхню температуру, які визначають у ході всього процесу плавки з періодичністю 5-12 секунд, при цьому масу і хімічний склад визначають за параметром стану системи, при обчисленні якого незалежними одиницями теплового руху металу і шлаку вважають атоми й електрони, при розрахунку конфігураційної його частини враховують енергетичну нееквівалентність перестановок цих одиниць, а значення робочої потужності печі, вид, кількість і порядок уведення присадок в ході плавки визначають постійно шляхом розрахунку матеріального і теплового балансів при мінімізації вартості плавки, причому додатково контролюють тривалість плавки з урахуванням часу простоїв і/або витрати газів, а температуру визначають з балансу енергії, що надійшла, і різниці ентальпій присадок і продуктів плавки, причому ентальпію шлаку обчислюють за формулою:
![]() ,
,
де:
Н - ентальпія шлаку, Дж/моль;
![]() - енергетичний параметр і-го компонента, Дж/моль;
- енергетичний параметр і-го компонента, Дж/моль;
хі - мольна частка і-го компонента в шлаку.
Текст
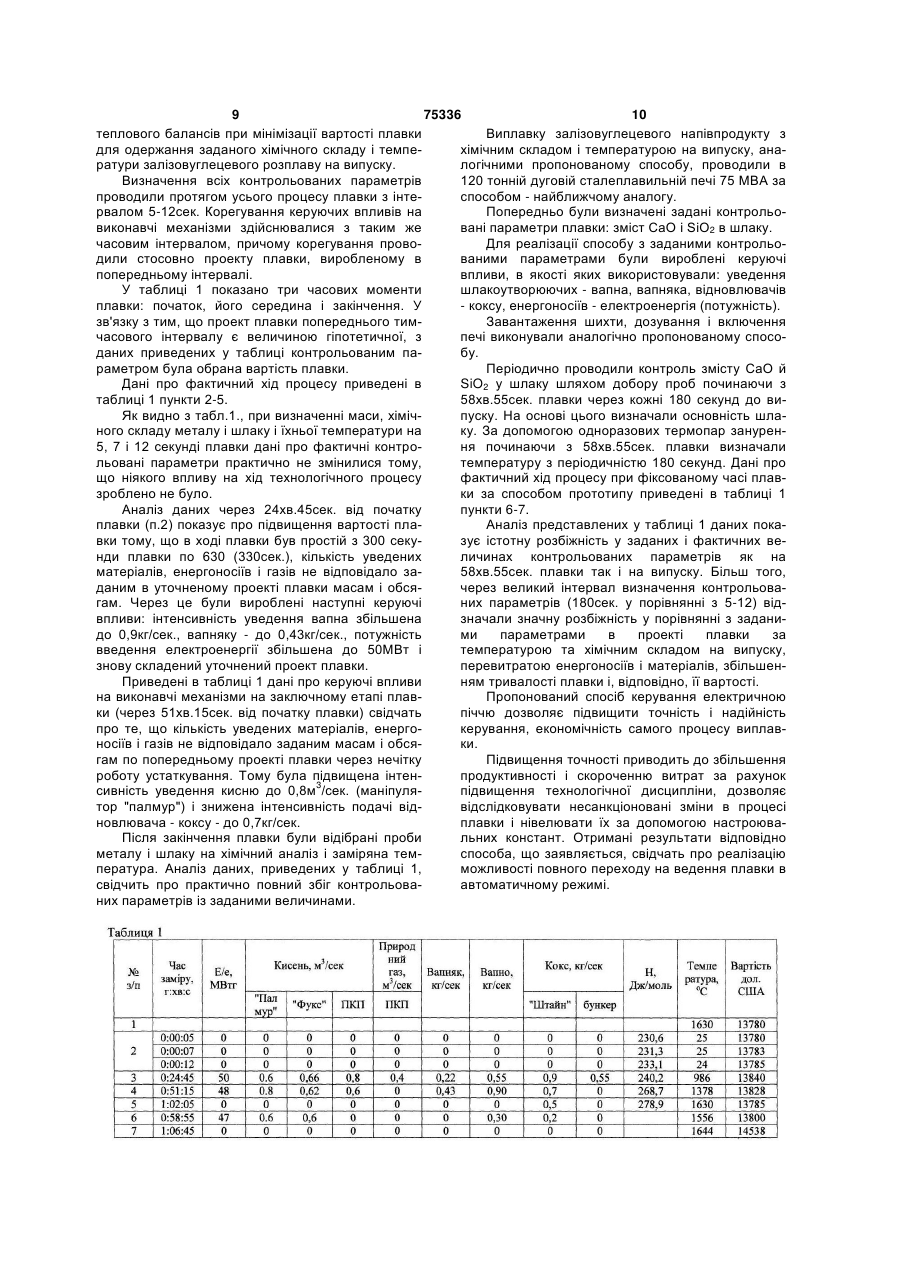
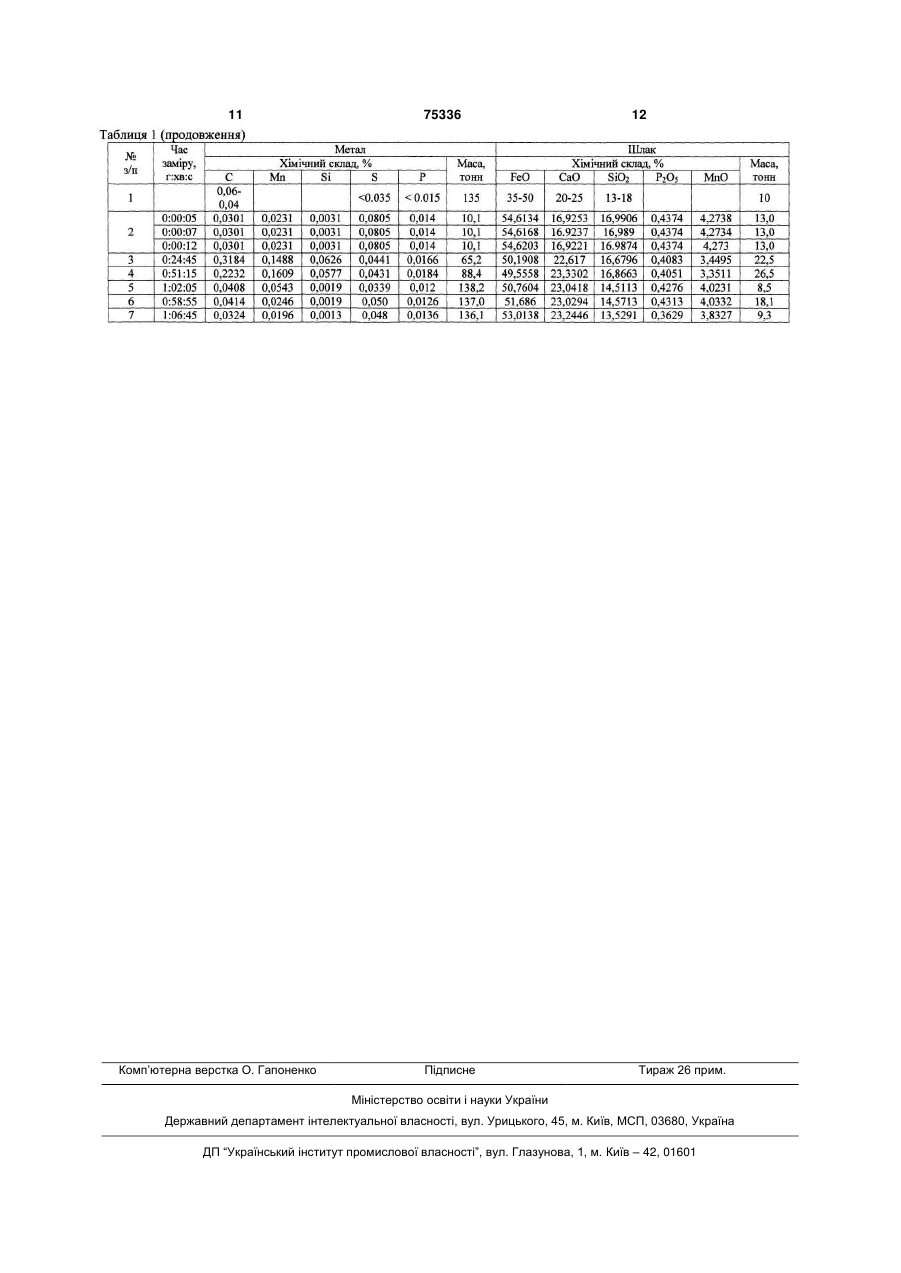
Спосіб керування процесом плавки в електричній печі, що включає дозування компонентів шихти, їх завантаження в піч, регулювання теплового й електричного режимів плавки шляхом підтримування робочої потужності печі переміщенням електродів і/або переключенням ступенів напруги пічного трансформатора, визначення контрольованих параметрів плавки, вироблення керуючих впливів, одержання заданих температури і хімічного складу продуктів плавки шляхом використання керуючих впливів, випуск продуктів плавки з печі, який від різняється тим, що як вихідні параметри для вироблення керуючих впливів використовують уведення шлакоутворювачів, відновлювачів, енергоносіїв і газів, а як контрольовані параметри використовують масу і хімічний склад компонентів металу і шлаку, що утворюються, і їхню температуру, які визначають у ході всього процесу плавки з періодичністю 5-12 секунд, при цьому масу і хімічний склад визначають за параметром стану системи, при обчисленні якого незалежними одиницями теплового руху металу і шлаку вважають атоми й електрони, при розрахунку конфігураційної його частини враховують енергетичну нееквівалентність перестановок цих одиниць, а значення робочої потужності печі, вид, кількість і порядок уведення присадок в ході плавки визначають постійно шляхом розрахунку матеріального і теплового балансів при мінімізації вартості плавки, причому додатково контролюють тривалість плавки з урахуванням часу простоїв і/або витрати газів, а температуру визначають з балансу енергії, що надійшла, і різниці ентальпій присадок і продуктів плавки, причому ентальпію шлаку обчислюють за формулою: Винахід відноситься до галузі металургії, зокрема до виплавки стали в електричних дугових печах і може бути використаний для керування процесом плавки в електричній печі. Відомий спосіб керування плавкою в дуговій печі на базі математичної моделі, що включає використання інформації про переміщення електродів і температуру стін, яка надходить від спеціальних датчиків, використання математичної моделі в окисний період плавки, у яку закладені рівняння, що зв'язують зневуглецювання металу і підвищен ня температури ванни в період продувки киснем, а також розрахунок температури сталі на базі рівнянь теплового і матеріального балансів, причому, для періоду рафінування складені рівняння, що дозволяють розрахувати кількість присаджуваних феросплавів і необхідну витрату електроенергії в залежності від кількості кисню, витраченого на продувку [Тецу то хагане, 1988. - 74, №11, С.2122-2129]. Відомий спосіб не забезпечує високої точності керування процесом плавки тому, що контрольо (11) , де: Н - ентальпія шлаку, Дж/моль; i - енергетичний параметр і-го компонента, Дж/моль; хі - мольна частка і-го компонента в шлаку. 75336 i xi UA xi i (19) H C2 2 (13) 1 3 75336 4 ваними параметрами є тільки зневуглецювання у шлаку, шляхом зміни електричного режиму плавметалу і зміна температури ванни в період продуки і витрат фосфориту та відновлювача, наближавки киснем, які не враховують хімічний склад меючи їхнього значення до заданого в проекті плавталу, шлаку, газу, що приводить до некоректності ки. При цьому неминуче знижується точність керування процесом плавки. При цьому дані про керування процесом плавки і підвищується ціна зміну температури за витратою кисню є непрямиготової продукції тому, що будь-які зміни в процесі ми і залежними тільки від одного параметра, що плавки підвищують вартість готової продукції, а також знижує точність керування процесом плавки. виправлення режиму, що відбуваються надалі, не Найбільш близьким до винаходу за технічною сприяють зниженню вартості. сутністю і результатом, що досягається, є спосіб 2. Обчислений у відомому способі один з оскерування процесом одержання фосфору в електновних критеріїв - контрольований параметр - опротермічній печі, відповідно до якого аналіз і дозутимальний вміст Р2О5 у шлаку є величина фіксовання компонентів шихти, регулювання електричвана для конкретної плавки, тобто, не залежить ного режиму плавки шляхом підтримки заданого від фактичних змін, що відбуваються в печі під час струму електрода і робочої потужності печі переплавки; це приводить до зниження точності керуміщенням електродів і/чи переключенням ступенів вання процесом плавки і підвищення вартості гонапруги пічного трансформатора, визначення змітової продукції. сту оксида фосфору (V) в шлаку, усереднення 3. Фіксоване значення запізнювання впливу фактичної активної потужності печі і вмісту оксида складу шихти на склад шлаку є грубим наближенфосфору (V) в шлаку за заданий проміжок часу і ням до фактичних значень, що приводить до знипорівняння отриманих результатів з заданими, а ження точності керування процесом плавки і підза відхиленням значення вмісту оксида фосфору вищення вартості готової продукції. (V) в шлаку від заданого значення коректують кіль4. Дані про хімічний склад реального шлаку по кість відновлювача в шлаку, при цьому задане вмісту в ньому Р2О5 не можуть бути коректними значення струму електрода визначають з урахутому, що на момент відбирання проб шлак гетерованням оптимального змісту оксида фосфору (V) в генний, що також приводить до зниження точності шлаку і заданій потужності печі, усереднення знапроцесу керування плавкою і підвищення вартості чень оксида фосфору (V) в шлаку здійснюють з готової продукції. урахуванням запізнювання впливу складу шихти До основи винаходу поставлено задачу удона склад шлаку, контролюють положення електросконалення способу керування процесом плавки в да в вуглецевій зоні, а кількість відновлювача в електричній печі, у якому за рахунок визначених шихті коректують по формулі: технологічних параметрів і підвищення оперативності вироблення керуючих впливів на виконавчі (1) К= КЗ+ К+ доб механізми забезпечується оптимізація процесу, де: К - кількість коксу, необхідна для відновщо дозволяє підвищити точність керування і знилення оксида фосфору (V) в шихті на 100кг фосзити вартість готової продукції. фориту, кг; Технічний результат досягається тим, що кеКЗ - первісне дозування коксу в шихті на 100кг рування процесом плавки в електричній печі, яке фосфориту, кг; передбачає дозування компонентів шихти, їхнє К - зміна дозування коксу по відхиленню завантаження в піч, регулювання теплового й елевмісту оксида фосфору (V) в шлаку від заданого, ктричного режимів плавки шляхом підтримки рокг; бочої потужності печі переміщенням електродів - добова величина зміни дозування коксу доб і/чи переключенням ступіней напруги пічного транза результатами аналізу сировини, кг; сформатора, визначення контрольованих параме[Патент Росії RU №2081818, кл. С01В25/00, трів плавки, вироблення керуючих впливів, одеропубл. 1997.06.20]. жання заданої температури і хімічного склада Ознаки найближчого аналога, що збігаються з продуктів плавки шляхом використання керуючих суттєвими ознаками винаходу, що заявляється: впливів, випуск продуктів плавки з печі, за винахо1) дозування компонентів шихти та їхнє завандом як вихідні параметри для вироблення керуютаження в піч; чих впливів використовують уведення шлакоутво2) регулювання теплового й електричного рерювачів, відновлювачів, енергоносіїв і газів, а як жимів плавки шляхом підтримки робочої потужносконтрольовані параметри використовують масу і ті печі переміщенням електродів і/чи переключенхімічний склад компонентів металу і шлаку, що ням ступіней напруги пічного трансформатора; утворюються, і їхню температуру, які визначають у 3) визначення контрольованих параметрів плині всього процесу плавки з періодичністю 5-12 плавки; секунд, при цьому масу і хімічний склад визнача4) вироблення керуючих впливів; ють по параметрі стану системи, при обчисленні 5) одержання заданих температури і хімічного якого незалежними одиницями теплового руху складу продуктів плавки шляхом використання металу і шлаку вважають атоми й електрони і вракеруючих впливів. ховують енергетичну нееквівалентність перестаВідомий спосіб не забезпечує необхідної точновок цих одиниць, при розрахунку конфігураційності керування за наступними причинами: ної його частини, а значення активної потужності 1. Плавку згідно з найближчим аналогом вепечі, вид, кількість і порядок уведення присадок, в дуть у відповідності до заздалегідь створеного ході плавки періодично визначають постійно шляпроекту плавки. Усі коректування процесу плавки хом розрахунку матеріального і теплового баланздійснюють шляхом усереднення отриманих даних сів при мінімізації вартості плавки, причому додатпро хімічний аналіз шлаку, фактичні значення Р2О5 5 75336 6 ково контролюють тривалість плавки з урахуванкінетичну траєкторію одержували прямим чисельням часу простоїв і/чи витрати газів, а температуру ним інтегруванням рівняння (3). визначають з балансу енергії, що надійшла, і різПоточні значення мас і хімічного складу комниці ентальпій присадок і продуктів плавки, причопонентів системи метал - шлак - газ по винаходу му ентальпію шлаку обчислюють за формулою: рахували з розрахунку параметра, що визначає термодинамічний стан системи з обліком фактичxi (2) H ixi i них даних, що надходять у блок керування про компоненти шихти, що вводяться в піч, електричде: H - ентальпія шлаку, Дж/моль; ному режимі і відхиленнях від заданого проекту i - енергетичний параметр і-го компонента в плавки. Таким параметром є конфігураційна ентшлаку, Дж/моль; ропія - імовірнісна функція, зв'язана з тепловими хi - мольна частка і-го компонента у фазі. характеристиками системи, зміна яких у свою черВинахід заснований на тому, що перед початгу відображає всі зміни параметрів, що виникають ком кожної поточної плавки формують її проект на в ході плавки, тобто параметр, що враховує всі підставі статистичної обробки масиву плавок, а зміни, що виникають у матеріальному об'єкті в також фізико-хімічних закономірностей процесу результаті впливів, направлених на об'єкт за доплавки в електричній печі. Проект плавки являє помогою матеріальних засобів. Параметр має собою технологічне завдання на плавку і містить у властивості адитивності і може приймати екстресобі часові графіки роботи усіх виконавчих механімальні значення у стані рівноваги системи. Якщо змів: подачу шлакоутворюючих, витрата газів, представити систему метал - шлак - газ у стані енергоносіїв з обліком металлошихти, що заванрівноваги, як тажується в піч. G=G(T,P,m1,m2,…mk) (4) З початком плавки включають систему автоде: G - вільна енергія Гіббса, матичного керування, яка з інтервалом 5-12 секунд m1,m2,…mk - маси хімічних елементів, що виробляє керуючі впливи на виконавчі механізми утворять систему (обчислюють по подаваних вихіна підставі інформації, яка постійно надходить, дних матеріалах і енергоносіях), про значення мас і видів матеріалів, що фактично Τ - температура (обчислюють з енергетичного уводяться в електричну піч, а також даних про балансу), електричний режим плавки. Ρ - загальний тиск у системі (для дугової стаВироблення керуючих впливів на виконавчі леплавильної печі, кисневого конвертера i печі механізми частіше, ніж через кожні 5 секунд проковша, Р 101кПа). водити недоцільно, тому що зміни, що відбуваютьі виходячи з того, що після розплавлювання ся в системі метал - шлак - газ у цей період менше шихти система розпадеться на три фази: метал, помилок існуючих методів аналізу. шлак і газ, у яких маса кожного компонента ю, ісЗбільшення інтервалу більш 12 секунд, особнує в кожній фазі: ливо при реалізації способу в сучасних надпотужmi=m[i]+m(i)+m{i} (5) них електродугових печах, пов'язано зі зниженням де: m[i], m(i), m{i} - маса і-го компонента в метаточності прогнозів, що приводить до зниження толі, шлаку і газі відповідно. чності керування процесом плавки в електричній Визначення хімічного складу в кожній фазі печі. зводиться до знаходження значень цих мас. Необхідність коректування керуючих впливів З огляду на те, що вільна енергія системи є на виконавчі механізми в плині всього процесу сумою вільних енергій фаз: плавки викликана відхиленнями, що відбуваються G=Gмет+Gшл+Gгаз (6) в реальному процесі, від заданого проекту. де: Gмет, Gшл, Gгаз - енергія Гіббса металу, При виробленні керуючих впливів на виконавчі шлаку і газу, відповідно, механізми враховують матеріальний і тепловий Gмет=Gмет(T,P,m[1],m[2],…m[k]) (7) баланси, проводять термодинамічний розрахунок Gшл=Gшл(T,P,m[1],m[2],…m[k]) (8) поточного складу системи метал - шлак - газ, і їхGгаз=Gгаз(T,P,m[1],m[2],…m[k]) (9) ньої температури, що протягом усієї плавки викоі записавши 2k умов рівноваги в інтенсивних ристовують як контрольовані параметри. У резмінних: зультаті проводять пошук оптимальних значень керуючих впливів з коректуванням проекту на всю (10) [i]= (i)= {i} частину плавки, що залишилася, при цьому як виде: [i], (i), {i} - хімічний потенціал і-го компохідні параметри для вироблення керуючих впливів нента, відповідно в металі, шлаку і газі, використовують дані про введення шлакоутворюодержуємо систему 3k рівнянь, що дозволявачів, відновлювачів, енергоносіїв і газів. ють обчислити всі 3k невідомих маси, визначивши, Модель плавки в електричній печі має вид таким чином, маси продуктів плавки, що утворилидиференціального рівняння: ся, і їхній хімічний склад. При статистичному обчислюванні ентропії за (3) х f t, x t , u t формулою Больцмана у якості незалежних одиде: x=(х1,..., хn) - вектор станів об'єкта; ниць теплового руху металу і шлаку відповідно до u=(u1,..., un) - вектор керувань (впливів); винаходу приймали атоми й електрони елементів t - час; системи метал - шлак - газ. Експериментально n - число параметрів, що визначають стан сисвстановлено, що теплоємність пропорційна числу теми. атомів і "теплових" електронів, що утворять фазу. Поточний стан системи визначали двома паКонфігураційну складову ентропії і-го компораметрами: керуючими впливами (u) і самочинним нента у фазі обчислювали за формулою: прагненням системи до стану рівноваги (x), а їхню 7 75336 8 керуючі впливи на виконавчі механізми - значення xi Si R ln робочої потужності, вид, кількість і порядок увеk j,i (11) дення присадок в ході плавки, при цьому постійно x j exp RT здійснюють контроль тривалості плавки з урахуj 1 ванням часу простоїв і/чи несанкціонованої зміни де: Si - конфігураційна ентропія і-го компоненмаси присадок і/чи газів, дані про які також безута у фазі, Дж/моль; пинно надходять у блок керування. хi - мольна частка і-го компонента у фазі; Таким чином, у результаті знайдених технолоk - кількість компонентів у фазі; гічних прийомів забезпечується оперативність конj.i - енергія перестановки атомів у та ί, тролю за параметрами плавки, уточнені термодиДж/моль, що обчислюється по формулі: намічний і кінетичний розрахунки, а також 2 1 1 визначення температури з урахуванням впливу 2 2 (12) j,i i j складу фаз на теплові ефекти привели до підвищення точності керування процесом плавки в еледе: I, j - енергетичні параметри елементів ί ктричній печі за рахунок оптимізації вироблення тау, відповідно, у фазі, Дж/моль. керуючих впливів на виконавчі механізми. При цьому встановлено, що облік енергетичПриклад. Виплавку залізовуглецевого напівпної нееквівалентності перестановок при обчисленродукту з наступним хімічним складом на випуску ні термодинамічної ймовірності, що входить у фоС 0,06-0,04%, S не більш 0,035%, Ρ не більш рмулу обчислення ентропії, підвищує точність 0,015%, О не більш 0,30%, Ni не більш 0,30%, Сu розрахунку рівноважного складу конденсованих 0,30% і температурі 1630°С, проводили в 120 тонфаз (металу і шлаку), що приводить до підвищенній дуговій сталеплавильній печі 75 MBА. ня точності керування процесом в електричній Попередньо були визначені задані контрольопечі. вані параметри плавки: маси, хімічний склад меТемпературу визначали з балансу енергії, що талу і шлаку і їхня температура. надійшла, і різниці ентальпій вихідних матеріалів і Для реалізації способу з визначеними контропродуктів плавки з урахуванням впливу складу льованими параметрами був вироблений проект фаз на теплові ефекти по формулі: плавкі - керуючі впливи в якості яких використовуxi (13) H вали: ixi i - уведення шлакоутворюючих матеріалів - ваде: H - ентальпія шлаку, Дж/моль; пна (СaО - 94%, SiO2 - 1%, MgO - 1%), вапняку i - енергетичний параметр і-го компонента в (СaО - 53,6%, SiO2 - 1%, MgO - 3,6%), шлаку, Дж/моль; - уведення відновлювачів - коксу (С - 85%, S хi - мольна частка і-го компонента у фазі. 1,6%), Прийнятий у пропонованому винаході розра- подачу газів - природного (СH4 - 99%); кисню хунок температури дозволяє підвищити точність (O2 - 99%); керування процесом плавки в електричній печі. - уведення енергоносіїв - електроенергії (поКінетичні константи визначали таким чином. тужність). При введенні в електричну піч на кожному і-му На 5 секунді в піч завантажили кошик металочасовому інтервалі (d i) (у пропонованому способі брухту вагою 43500кг: 33300кг брухту габаритного інтервал складає 5-12 секунд), фіксованої кількості (С - 0,35%, Мn - 0,5%, Si- 0,21%, Р - 0,050%, S енергоносіїв, газів, окислювачів відбувається пла0,075%), 8300кг сталевої стружки (С - 0,8%, Mn влення металу і шлакоутворюючих. При цьому 0,5%, Si - 0,21%, Р - 0,050%, S - 0,150%), 1900кг утвориться певна кількість шлаку масою dmШл, і окалини (FeO - 100%) і 800 коксу (С - 85%). На 300 газу масою dmГаз відповідні поточному середньому секунді включили подачу газів - кисню 0,6м3/сек. і складу металу. природного з витратою 0,3м3/сек. (паливно-кисневі Отримана маса газу dmГаз віддаляється в атпальники). На 330 секунді включили трансформамосферу, а маса шлаку, що утворилася, dmШл, тор на ступіні напруги потужністю 44МВт. Після змішується з основною масою шлаку, при цьому чого включили подачу газу - кисню з інтенсивністю частина шлаку масою dm1 визначали по формулі: 0,6м3/сек. (маніпулятор "палмур") і 0,66м3/сек. (маdm1=mШл·Kk (1) ніпулятор "фукс"). На 750 секунді плавки почали де dm1 - маса частини шлаку, кг; вводити шлакоутворюючі - вапно з інтенсивністю mШл - маса всього шлаку, кг; 0,5кг/сек, вапняк з інтенсивністю 0,55кг/сек, і відKk - статистично обумовлений, кінетичний коновлювачі - кокс - 0,5кг/сек. ефіцієнт; Протягом усього періоду процесу плавки з пеі надавали рівноваги з металом, у результаті ріодичністю 5-12 секунд визначали масу, хімічний чого одержували метал, шлак і газ з відмінними від склад металу, шлаку, газу і їхню температуру. Мапервісних масами і хімічними складами, після чого су і хімічний склад металу і шлаку визначали відшлак змішували з основною масою шлаку, а газ повідно до пропонованого обчислення ентропії. видаляли в атмосферу. Температуру металу, шлаку і газу визначали з Отримані таким чином дані про маси і хімічні балансу енергії, що надійшла, і різниці ентальпій склади металу, шлаку і газу і їхньої температури матеріалів, що надійшли, і продуктів плавки. Контнадходили в блок керування як поточні значення ролювали тривалість плавки з урахуванням часу на момент закінчення i-го циклу ітерацій. простоїв. Активну потужність печі, вид, кількість і На підставі отриманих даних про матеріальний порядок уведення присадок по ходу плавки визнаі тепловий баланси при мінімізації вартості плавки чали постійно шляхом розрахунку матеріального і блок керування постійно виробляє оптимізованні 9 75336 10 теплового балансів при мінімізації вартості плавки Виплавку залізовуглецевого напівпродукту з для одержання заданого хімічного складу і темпехімічним складом і температурою на випуску, анаратури залізовуглецевого розплаву на випуску. логічними пропонованому способу, проводили в Визначення всіх контрольованих параметрів 120 тонній дуговій сталеплавильній печі 75 МВА за проводили протягом усього процесу плавки з інтеспособом - найближчому аналогу. рвалом 5-12сек. Корегування керуючих впливів на Попередньо були визначені задані контрольовиконавчі механізми здійснювалися з таким же вані параметри плавки: зміст СаО і SiO2 в шлаку. часовим інтервалом, причому корегування провоДля реалізації способу з заданими контрольодили стосовно проекту плавки, виробленому в ваними параметрами були вироблені керуючі попередньому інтервалі. впливи, в якості яких використовували: уведення У таблиці 1 показано три часових моменти шлакоутворюючих - вапна, вапняка, відновлювачів плавки: початок, його середина і закінчення. У - коксу, енергоносіїв - електроенергія (потужність). зв'язку з тим, що проект плавки попереднього тимЗавантаження шихти, дозування і включення часового інтервалу є величиною гіпотетичної, з печі виконували аналогічно пропонованому спосоданих приведених у таблиці контрольованим пабу. раметром була обрана вартість плавки. Періодично проводили контроль змісту СaО й Дані про фактичний хід процесу приведені в SiO2 у шлаку шляхом добору проб починаючи з таблиці 1 пункти 2-5. 58хв.55сек. плавки через кожні 180 секунд до виЯк видно з табл.1., при визначенні маси, хімічпуску. На основі цього визначали основність шланого складу металу і шлаку і їхньої температури на ку. За допомогою одноразових термопар занурен5, 7 і 12 секунді плавки дані про фактичні контроня починаючи з 58хв.55сек. плавки визначали льовані параметри практично не змінилися тому, температуру з періодичністю 180 секунд. Дані про що ніякого впливу на хід технологічного процесу фактичний хід процесу при фіксованому часі плавзроблено не було. ки за способом прототипу приведені в таблиці 1 Аналіз даних через 24хв.45сек. від початку пункти 6-7. плавки (п.2) показує про підвищення вартості плаАналіз представлених у таблиці 1 даних покавки тому, що в ході плавки був простій з 300 секузує істотну розбіжність у заданих і фактичних венди плавки по 630 (330сек.), кількість уведених личинах контрольованих параметрів як на матеріалів, енергоносіїв і газів не відповідало за58хв.55сек. плавки так і на випуску. Більш того, даним в уточненому проекті плавки масам і обсячерез великий інтервал визначення контрольовагам. Через це були вироблені наступні керуючі них параметрів (180сек. у порівнянні з 5-12) відвпливи: інтенсивність уведення вапна збільшена значали значну розбіжність у порівнянні з заданидо 0,9кг/сек., вапняку - до 0,43кг/сек., потужність ми параметрами в проекті плавки за введення електроенергії збільшена до 50МВт і температурою та хімічним складом на випуску, знову складений уточнений проект плавки. перевитратою енергоносіїв і матеріалів, збільшенПриведені в таблиці 1 дані про керуючі впливи ням тривалості плавки і, відповідно, її вартості. на виконавчі механізми на заключному етапі плавПропонований спосіб керування електричною ки (через 51хв.15сек. від початку плавки) свідчать піччю дозволяє підвищити точність і надійність про те, що кількість уведених матеріалів, енергокерування, економічність самого процесу виплавносіїв і газів не відповідало заданим масам і обсяки. гам по попередньому проекті плавки через нечітку Підвищення точності приводить до збільшення роботу устаткування. Тому була підвищена інтенпродуктивності і скороченню витрат за рахунок сивність уведення кисню до 0,8м3/сек. (маніпуляпідвищення технологічної дисципліни, дозволяє тор "палмур") і знижена інтенсивність подачі відвідслідковувати несанкціоновані зміни в процесі новлювача - коксу - до 0,7кг/сек. плавки і нівелювати їх за допомогою настроюваПісля закінчення плавки були відібрані проби льних констант. Отримані результати відповідно металу і шлаку на хімічний аналіз і заміряна темспособа, що заявляється, свідчать про реалізацію пература. Аналіз даних, приведених у таблиці 1, можливості повного переходу на ведення плавки в свідчить про практично повний збіг контрольоваавтоматичному режимі. них параметрів із заданими величинами. 11 Комп’ютерна верстка О. Гапоненко 75336 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for control of melting process in the electrical furnace
Автори англійськоюPonomarenko Oleksandr Heorhiiovych
Назва патенту російськоюСпособ управления процессом плавки в электрической печи
Автори російськоюПономаренко Александр Георгиевич
МПК / Мітки
МПК: C21C 5/00
Мітки: керування, процесом, електричний, плавки, спосіб, печі
Код посилання
<a href="https://ua.patents.su/6-75336-sposib-keruvannya-procesom-plavki-v-elektrichnijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом плавки в електричній печі</a>
Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі

Номер патенту: 9052
Опубліковано: 15.09.2005
Автори: Рибінов Володимир Артемович, Кияшко Микола Антонович, Давиденко Микола Григорович, Лук'янов Олександр Вікторович, Бабкін Валерій Маркович, Школяр Марк Семенович, Сазонов Сергій Іванович
МПК: B01D 51/00
Мітки: продуктів, сталеплавильної, автоматичного, спосіб, очищенням, газоподібних, печі, плавки, керування
Формула / Реферат:
Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі, що включає транспортування по димовому тракту запилених газів, утворених при використанні окислювача для інтенсифікації плавки, подачу їх на очищення у високонатискні труби Вентурі газоочисника, наступний перегрів вище за точку роси за рахунок спалювання у підтопці газоподібного палива, викид за допомогою ексгаустера через димову трубу в атмосферу,...
Спосіб плавки металів у дуговій печі постійного струму
Номер патенту: 30615
Опубліковано: 15.12.2000
Автори: Кравченко Наталія Олександрівна, Іванов Валентин Георгійович
Мітки: металів, печі, плавки, спосіб, постійного, дуговій, струму
Формула / Реферат:
Спосіб плавки металів у дуговій печі постійного струму шляхом загрузки шихтових матеріалів, опускання графітованого електроду до шихтових матеріалів, подачі напруження, пропускання струму через масу шихти і її розплавлення, який відрізняється тим, що плавильний процес ведуть при безперервному охолоджуванні порожнин основ металевих стержнів подового електроду, при цьому після зливу металу, піч витримують до утворення на поверхні подини, у зоні...
Спосіб пуску печі для плавки матеріалів у рідкій ванні
Номер патенту: 38158
Опубліковано: 15.05.2001
Автори: Коренєв Сергій Григорич, Харченко Анатолій Васильович, Кулацький Микола Степанович, Кравченко Борис Васильович
МПК: F27B 1/00
Мітки: плавки, ванни, пуску, рідкий, печі, спосіб, матеріалів
Текст:
...4 і подають їх через завантажувальний пристрій 8 у піч 1. В сифоні 4 залишається для підтримання температури розплаву в роботі фурмапальник 5. Тверде паливо і вапняк подається через завантажувальний отвір 8. Через фурми 7 подається окислювач. Розплав, що отримується, перетікає і накопичується в шлаковому сифоні і через випускний пристрій 10 видаляється. Таким чином, використання способу пуску печі за винаходом забезпечує: збільшення робочої...
Спосіб випуску продуктів плавки з доменної печі
Номер патенту: 41020
Опубліковано: 15.09.2004
Автори: Климов Володимир Генадійович, Алимов Генадій Іванович, Крівченко Юрій Сергійович, Жаріков Альберт Миколайович, Сахно Валерій Олександрович, Крикунов Борис Петрович, Банніков Юрій Григорович, Литвяк Василь Григорович, Сацький Віталій Антонович, Набока Володимир Іванович, Риженков Олександр Миколайович, Мілан Філіп Буйначек, Замуруєв Валерій Михайлович, Биков Леонід Всеволодович
Мітки: доменної, плавки, спосіб, печі, продуктів, випуску
Формула / Реферат:
Спосіб випуску продуктів плавки з доменної печі, який включає подачу розплаву на ділянки відводу головних жолобів, відділення шлаку від чавуну, подання продуктів плавки транспортними жолобами до хитних жолобів та злив їх у ківш, який відрізняється тим, що розплав, який надходить до головних жолобів, на ділянках відводу шлаку та чавуну подають по траєкторії, викривленій у горизонтальній площині відносно осей чавунних льоток доменної печі, а...
Спосіб економічної плавки реакційних металів в електронно-променевій печі
Номер патенту: 36276
Опубліковано: 16.04.2001
Автори: Смітюх Григорій Євдокимович, Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович, Чайка Микола Васильович
Мітки: економічно, реакційних, печі, плавки, електронно-променевий, металів, спосіб
Формула / Реферат:
Спосіб економічної плавки реакційних металів в електронно-променевій печі, який включає горизонтальну, з двох сторін назустріч, подачу в лотоках некомпактної шихти, нарізне плавлення кожної електронними променями в проміжну ємність і періодичний злив розплаву металу в кристалізатор, який відрізняється тим, що здійснюють одночасне плавлення шихти в єдину проміжну ємність, а передній фронт плавлення по ширині лотока формують під кутом a = 10±...
Попередній патент: Спосіб виробництва купажу міцного рожевого виноградного вина “архадересе”
Наступний патент: Спосіб керування металургійною плавкою
Випадковий патент: Пристрій для миття коренеклубнеплодів