Пристрій для підготовки пластмаси до повторної переробки
Формула / Реферат
1. Пристрій для підготовки пластмаси до повторної переробки, що містить бункер (1), який має зверху завантажувальний отвір (10) для оброблюваного матеріалу, причому в бункері встановлений принаймні один рухомий змішувальний та/або подрібнювальний інструмент (14), а від цього інструмента (14) оброблюваний матеріал надходить до розвантажувального отвору (17) в нижній частині бункера (1), з яким по ходу матеріалу зв'язаний вхідний отвір (18) кожуха пристрою (20) зі шнеком (21), який відрізняється тим, що пристрій (20), приєднаний до розвантажувального отвору (17), містить принаймні два шнеки (21, 22), які спільно живляться матеріалом, що надходить з бункера (1), а діаметр (D) бункера (1) зв'язаний з діаметром (d) кожного шнека (21, 22) наступним співвідношенням:
![]()
де: ![]() - внутрішній діаметр циліндричного бункера у мм або розрахункового еквівалентного віртуального циліндричного бункера такої самої ефективної висоти,
- внутрішній діаметр циліндричного бункера у мм або розрахункового еквівалентного віртуального циліндричного бункера такої самої ефективної висоти,
![]() - діаметр шнека у мм,
- діаметр шнека у мм,
![]() - стала, яка дорівнює або більше 50.
- стала, яка дорівнює або більше 50.
2. Пристрій за п.1, який відрізняється тим, що К більше 100.
3. Пристрій за п. 1 або 2, який відрізняється тим, що пристрій (20), який містить кожух шнеків (21, 22), безпосередньо примикає до розвантажувального отвору (17) бункера (1) так, що вхідний отвір (18) кожуха (19) зазначеного пристрою (20) знаходиться у безпосередньому сусідстві з розвантажувальним отвором (17) бункера (1) або збігається з ним.
4. Пристрій за п. 3, який відрізняється тим, що кожух (19) обох шнеків (21, 22) тангенціально примикає до периферії бункера (1).
5. Пристрій за п. 4, який відрізняється тим, що перерізи шнеків (21, 22) у кожусі (19) поблизу вхідного отвору (18) проходять вертикально або похило один над одним.
6. Пристрій за пп. 1-5, який відрізняється тим, що пристрій (20), що містить шнеки (21, 22), являє собою пластифікаційний або агломераційний пристрій.
7. Пристрій за п. 5 або 6, який відрізняється тим, що у кожусі (19) шнеків (21, 22) поблизу вхідного отвору (18) виконані охолоджувальні канали (34).
8. Пристрій за пп. 1-7, який відрізняється тим, що черв'яки (30) шнеків (21, 22), принаймні поблизу вхідного отвору (18), зачіпляються між собою.
9. Пристрій за пп. 1-8, який відрізняється тим, що навколо вертикальної осі (2) бункера обертається змішувальний та/або подрібнювальний інструмент (14).
10. Пристрій за пп. 4-9, який відрізняється тим, що кожна бокова стінка (28) вхідного отвору (18), навколо якої проходять інструменти (14), створює розширення (36) вхідного отвору (18), яке плавно простягається у бік поздовжньої осі (29) кожуха (19) шнеків (21, 22), а у напрямку до зазначеної поздовжньої осі простягається принаймні до периферії черв'яка (30) сусіднього шнека (21 або 22) таким чином, що це розширення (36) утворює суцільну різальну кромку (39), яка взаємодіє із зазначеним черв'яком (30).
11. Пристрій за п. 10, який відрізняється тим, що розширення (36) простягається до зони осі шнека.
12. Пристрій за п. 10 або 11, який відрізняється тим, що бокова стінка (28) вхідного отвору (18), яка створює розширення (36), утворює з подовжньою віссю (29) кожуха (19) шнеків кут від 20 до 80°, краще - 30-55°.
13. Пристрій за пп. 1-12, який відрізняється тим, що параметри вхідного отвору (18) кожуха (19) шнеків (21, 22) визначаються за формулами:
![]() та
та ![]() ,
,
де: ![]() - ефективна висота вхідного отвору у напрямку осі бункера у мм,
- ефективна висота вхідного отвору у напрямку осі бункера у мм,
![]() - ефективна довжина вхідного отвору у напрямку периферії бункера у мм,
- ефективна довжина вхідного отвору у напрямку периферії бункера у мм,
![]() - зовнішній діаметр черв'яка у мм,
- зовнішній діаметр черв'яка у мм,
![]() - кількість шнеків, яка переважно становить 2.
- кількість шнеків, яка переважно становить 2.
14. Пристрій за пп. 1-13, який відрізняється тим, що днище (33) вхідного отвору (18) знижується у напрямку від шнеків (21, 22) бункера (1).
Текст
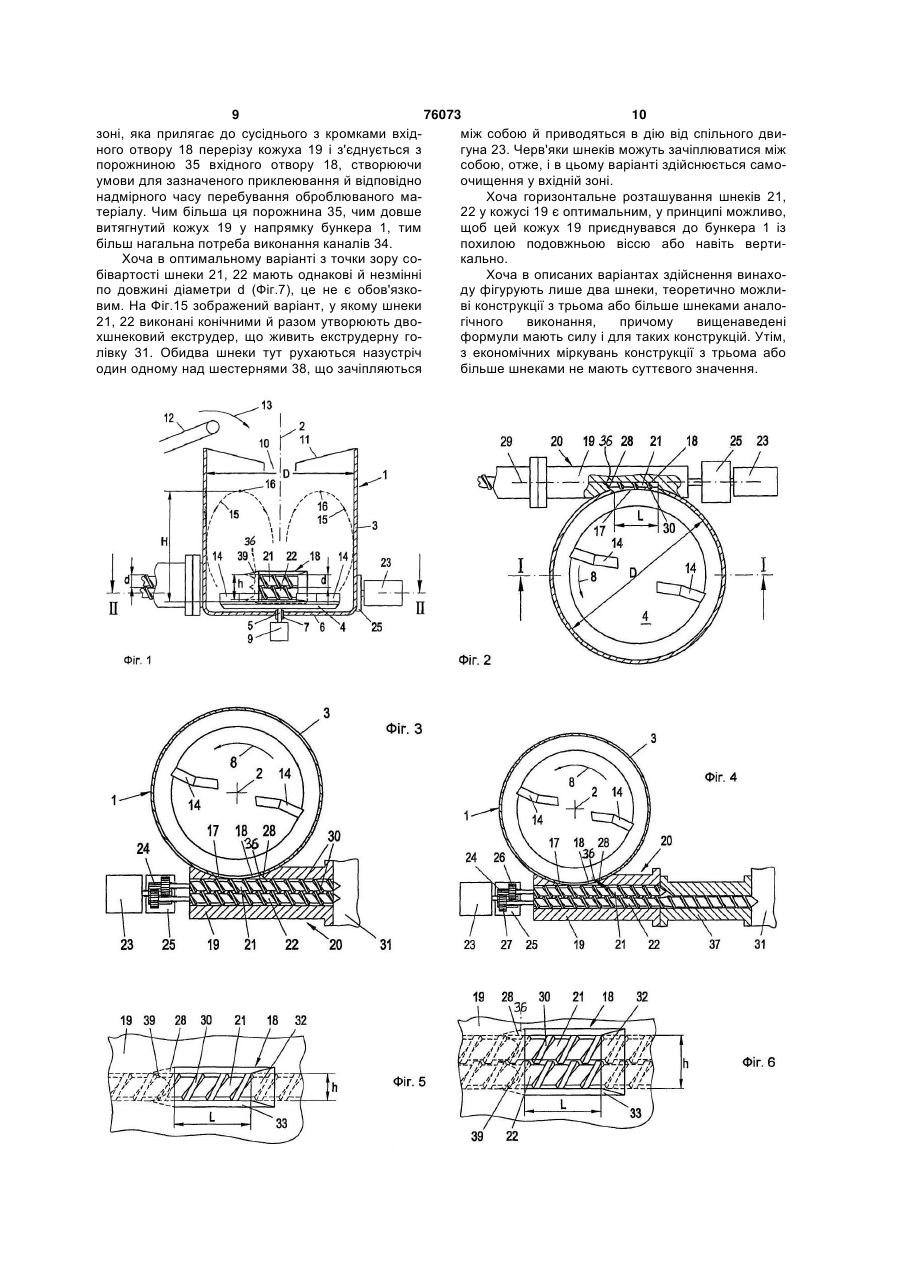
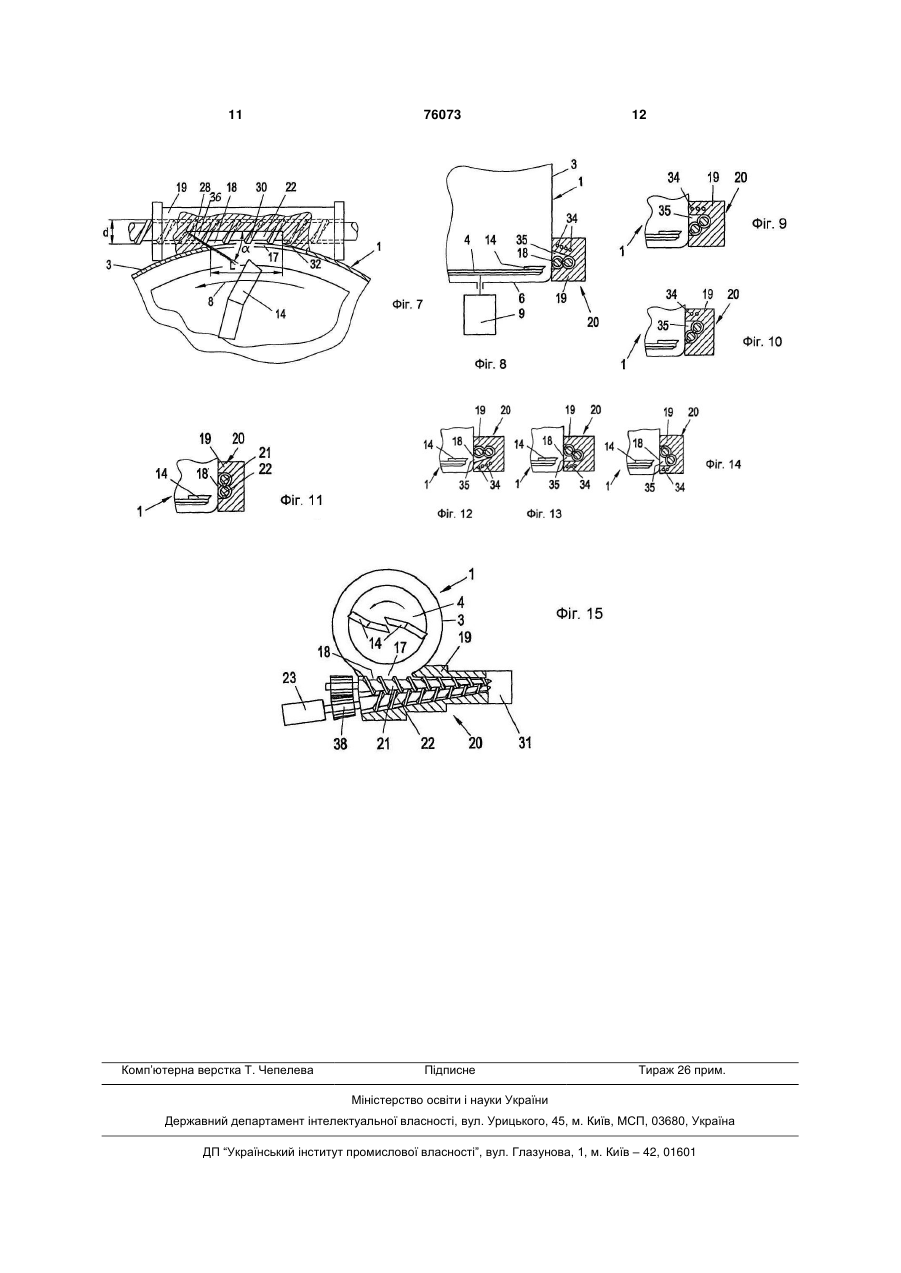
1. Пристрій для підготовки пластмаси до повторної переробки, що містить бункер (1), який має зверху завантажувальний отвір (10) для оброблюваного матеріалу, причому в бункері встановлений принаймні один рухомий змішувальний та/або подрібнювальний інструмент (14), а від цього інструмента (14) оброблюваний матеріал надходить до розвантажувального отвору (17) в нижній частині бункера (1), з яким по ходу матеріалу зв'язаний вхідний отвір (18) кожуха пристрою (20) зі шнеком (21), який відрізняється тим, що пристрій (20), приєднаний до розвантажувального отвору (17), містить принаймні два шнеки (21, 22), які спільно живляться матеріалом, що надходить з бункера (1), а діаметр (D) бункера (1) зв'язаний з діаметром (d) кожного шнека (21, 22) наступним співвідношенням: 2 (19) 1 3 76073 4 13. Пристрій за пп. 1-12, який відрізняється тим, L - ефективна довжина вхідного отвору у напрямщо параметри вхідного отвору (18) кожуха (19) ку периферії бункера у мм, шнеків (21, 22) визначаються за формулами: d - зовнішній діаметр черв'яка у мм, h k 0,6 d та L k 0,6 d , k - кількість шнеків, яка переважно становить 2. 14. Пристрій за пп. 1-13, який відрізняється тим, де: h - ефективна висота вхідного отвору у нащо днище (33) вхідного отвору (18) знижується у прямку осі бункера у мм, напрямку від шнеків (21, 22) бункера (1). Винахід стосується пристрою для підготовки пластмаси, зокрема, термопластичних матеріалів до повторної переробки, який містить бункер, що має зверху отвір для завантаження оброблюваного матеріалу, та принаймні один розташований у бункері змішувальний та/або подрібнювальний інструмент, причому матеріал, оброблений цим інструментом, надходить до вивантажувального отвору внизу бункера, із яким по ходу матеріалу пов'язаний приєднаний до бункера, краще тангенціально, вхідний отвір кожуха принаймні одного шнека, k та бокова стінка вхідного отвору кожуха, біля якого проходить інструмент, якщо розглядати у перерізі, створює суцільне розширення вхідного отвору, яке простягається у бік осі кожуха шнека. Такі пристрої відомі, [наприклад, з ЕР 1173315 або WO-A-01/39948], де пластифікаційний або агломераційний пристрій містить принаймні один екструдерний шнек, який скеровує матеріал, що надходить, прямо на подальшу обробку, здебільшого на грануляційний пристрій. Однак шнек може також виконувати чисто транспортну функцію, подаючи матеріал на наступні операції обробки, наприклад, на повторну обробку обертовими інструментами, де вперше на цій стадії матеріал потрапляє до пластифікаційного або агломераційного пристрою. Відомі пристрої працюють у принципі задовільно, але часто в них виникають труднощі з живленням пристрою, приєднаного до вивантажувального отвору, особливо коли цей пристрій пов'язаний з пластифікаційним або агломераційним пристроєм. Бажано, щоб подання матеріалу на шнеки було якомога більш рівномірним, а відтак, треба забезпечити рівномірне розвантаження цього пристрою, що вкрай важливо, коли екструдер з'єднаний з формувальним пристроєм, до якого матеріал має надходити особливо рівномірно. Зазначені труднощі є наслідком, зокрема, помітної неоднорідності матеріалу, що надходить, спричиненої як хімічним складом матеріалу, так і його іншими властивостями (ступінь забруднення, розмір та форма часток тощо). В основу винаходу покладене завдання подолати ці труднощі та удосконалити відомий пристрій таким чином, щоб забезпечити якомога більш рівномірне подання оброблюваного матеріалу до пристрою, приєднаного до вивантажувального отвору, чим гарантується рівномірний вихід на випускному кінці шнеків, особливо пластифікаційного або агломераційного пристрою. Поставлене завдання у винаході вирішується тим, що кожух приєднаного до вивантажувального отвору пристрою містить принаймні два шнеки, які спільно живляться матеріалом, що надходить із бункера, і що співвідношення між діаметром D бункера та діаметром d шнека становить D= 103 d2K, де D - внутрішній діаметр циліндричного бункера у мм або розрахункового еквівалентного віртуального циліндричного бункера такої самої ефективної висоти у мм, d - діаметр шнека у мм, K - стала, яка дорівнює або більше 50. На відміну від звичайних одношнекових конструкцій винахід передбачає конструкцію з двома або більше шнеками. Досі аргументом проти двохшнекового екструдера була відносно висока вартість, однак досвід заявника свідчить, що складні заходи, що їх доводиться вживати при одношнековій конструкції, щоб досягти порівнянних результатів, за витратами наближаються до двохшнекової конструкції. Отже, у порівнянні з одношнековими конструкціями, шнеки та їх циліндр при двохшнековій конструкції можна виконати значно коротшими і при незмінно-, му діаметрі шнека збільшити продуктивність у 1,5-2 рази (наприклад, при переробці поліетилену). Утім, щоб забезпечити зазначене рівномірне живлення шнеків, дуже важливо витримати зазначені розміри бункера. У відповідності з винаходом постійне надходження оброблюваного матеріалу до шнеків досягається також тим, що матеріал у бункері знаходиться у розм'якшеному від нагрівання стані. Тоді у порівнянні з одношнековою конструкцією можна j скоротити довжину шнеків наполовину, і пристрій при тій самій продуктивності займатиме значно менше місця. У зоні обтискання шнеків матеріал краще виявляє свої пластифікаційні властивості, бо особливо інтенсивно обробляється за рахунок зусилля зсуву та місильної дії. Також виявилося, що така конструкція нечутлива до геометрії шнеків при обробці різних видів пластмас, отже, цей пристрій має універсальне застосування. Ще однією перевагою конструкції за винаходом є те, що можна обійтися без необхідних раніше у вхідній зоні охолоджувальних пазових втулок, які зазнають інтенсивного спрацювання. Це дозволяє не лише заощадити кошти, але й зменшити пусковий момент приводного двигуна. У межах винаходу, як показує досвід, K переважно становить більше 100. Далі, в межах винаходу виявилося, що живлення шнеків та надійність їхнього кожуха, особливо якщо вони утворюють пластифікаційний або агломераційний пристрій, тим кращі, чим коротше відстань, що її долає оброблюваний матеріал від 5 76073 6 бункера до шнеків. За наступним варіантом здійсНа Фіг.1 представлений вертикальний переріз нення винаходу конструкція виконана такою, що першого варіанта виконання уздовж лінії розрізу I-I кожух пластифікаційного або агломераційного Фіг.2, на якій зображено переріз уздовж лінії ІІ-ІІ пристрою безпосередньо примикає до вивантажуФіг.1. вального отвору бункера або збігається з ним. При Фіг.3 показує виконання пристрою у горизонцьому доцільно, щоб кожух обох шнеків був приєтальному перерізі з паралельними шнеками однаднаний до периферії бункера тангенціально, хоча кової довжини. у принципі можливі також інші варіанти приєднанНа Фіг.4 зображено варіант виконання за Фіг.3, ня, наприклад, радіальний. у якому шнеки мають різну довжину. Фіг.5 показує Оптимальною в межах винаходу є конструкція, виконання вхідного отвору у пристрої за Фіг.3. при якій перерізи шнеків у кожусі пластифікаційноНа Фіг.6 представлено виконання вхідного го або агломераційного пристрою поблизу вхідного отвору у пристрої за Фіг.1, отвору розташовані вертикально або похило. Вера на Фіг.7 - виконання вхідного отвору у горитикальне розташування забезпечує найкоротшу зонтальному перерізі. відстань при проходженні оброблюваного матеріНа Фіг.8-14 наведені у вертикальному перерізі алу від бункера до шнеків. Якщо робити інакше, різні можливі варіанти виконання шнеків. наприклад, розташувати перерізи шнеків похило На Фіг.15 зображено у горизонтальному переабо паралельно, то потрібно принаймні, щоб утворізі пристрій з конічним двохшнековим екструрена поверхня у кожусі пластифікаційного або агдером. ломераційного пристрою знаходилася поблизу Пристрій за Фіг.1, 2, 6 та 7 являє собою комбівхідного отвору з метою достатнього охолодження націю екструдера з розпушувачем із двома шней мала охолоджувальні канали, щоб уникнути приками, який містить бункер 1 із вертикальною віссю липання матеріалу під напором до цієї поверхні. 2 та круговим перерізом, причому бокова стінка 3 є Черв'яки шнеків принаймні поблизу вхідного суттєво циліндричною. Відносно осі 2 бункера 1 отвору можуть зачіплюватися між собою. Цим дорухається несучий диск 4 у напрямку стрілки 8 сягається самоочищення черв'яків шнеків, що має (Фіг.2), насаджений на вал 5, який щільно закріпособливе значення у вхідній зоні. Хоча доцільно, лений у днищі 6 бункера 1 та обертається у днищі щоб діаметри шнеків були однакові, це не є обо6 у підшипниках 7. Вал 5 приводиться до обертанв'язковим. Обидва шнеки можуть також мати різну ня від двигуна 9. довжину, особливо коли один шнек діє як живильЗверху бункера 1 знаходиться завантажувальник щодо другого. У разі різних діаметрів шнеків ний отвір 10 для оброблюваного матеріалу, краще величина d у вищенаведеній формулі буде середу воронкоподібній кришці 11. Коли матеріал обронім значенням діаметрів обох шнеків. Якщо діабляється під вакуумом, розвантажувальний отвір метр шнека не є сталим по всій довжині (наприбункера 1 зачиняється, а у завантажувальному клад, у випадку конічних шнеків), то береться отворі 10 передбачено знімний шлюз. Оброблюсередній діаметр шнека. ваний матеріал подається до завантажувального Зазначене оптимальне для оброблюваного отвору 10 транспортним засобом, наприклад, стріматеріалу співвідношення можна ще удосконалити чковим конвеєром, та засипається до отвору 10 у у межах винаходу так, щоб та бокова стінка вхіднапрямку стрілки 13. ного отвору, навколо якого проходить інструмент, Установлений поблизу днища 6 несучий диск створювала у бік подовжньої осі кожуха шнеків 4 має кілька інструментів 14, які принаймні перебезперервне розширення вхідного отвору, яке у мішують, а переважно також подрібнюють та сунапрямку до осі кожуха шнеків простягається пришать завантажений до бункера 1 матеріал, перенаймні до периферії черв'яка сусіднього шнека, а важно вторинний термопластичний матеріал. В краще - до зони осі шнека, так, що це розширення останньому випадку інструменти 14 являють соутворює суцільну різальну кромку, яка взаємодіє з бою різальні ножі. Матеріал, що відкидається інчерв'яками. У найоптимальнішому варіанті бокова струментами 14 несучого диска 4, підноситься стінка, що створює розширення, утворює з віссю уздовж бокової стінки 3 бункера 1 у вигляді фоншнеків кут від 20 до 80°, краще - 30-55°. Також тана 15 догори та після досягнення кульмінаційної експериментально знайдено оптимальні при такоточки 16 знову падає до зони осі 2 бункера. Таким му співвідношенні формули для вхідного отвору чином оброблюваний матеріал добре перемішукожуха шнеків: ється або подрібнюється та висушується і після належного часу перебування у бункері 1 вивоh k0,6d та L k 0,6 d диться крізь розвантажувальний отвір 17, який у де h - ефективна висота вхідного отвору у нанаведеному варіанті збігається з вхідним отвором прямку осі бункера у мм, 18 кожуха 19 пластифікаційного або агломераційL - ефективна довжина вхідного отвору у наного пристрою 20, у даному випадку екструдера, прямку периферії бункера у мм, або принаймні пов'язаний з ним по ходу потоку. d - зовнішній діаметр шнеків у мм, Пристрій 20 містить два встановлені у кожусі 19 k – кількість шнеків, яка переважно сташнеки 21, 22, які приводяться до обертання в одновить 2. ному напрямку двигуном 23 так, що їх черв'яки Доцільно також, щоб днище вхідного отвору зачіпляються між собою. Можлива схема приводу шнеків знижувалося у напрямку до бункера. наведена на Фіг.3 та 4. Двигун 23 приводить в дію Подальші ознаки та переваги винаходу ставедучу шестірню 24, яка знаходиться у корпусі 25 нуть очевидними з прикладів здійснення предмету редуктора та приводить в дію дві планетарні шесвинаходу, які схематично зображені на креслентірні 26, 27, обертово з'єднані з валами обох шненях. 7 76073 8 ків 21, 22. а саме від 20 до 80°, краще - 30-55°. Бокова стінка Для досягнення подвоєної у порівнянні з од28 простягається принаймні до зони черв'яка 30 ношнековим екструдером продуктивності необхідсусіднього шнека 21 або 22, а краще до зони осі но, щоб розміри бункера та шнеків знаходилися у цього шнека. Ця подовжня вісь шнека при вертинаступному емпірично виведеному спрощеному кальному розташуванні обох шнеків 21, 22 на виспіввідношенні: гляді зверху розглядається разом з віссю 29 кожуха 19 шнеків (Фіг.2). Кромка цієї бокової стінки 28, 3 2 D= 10 d K, зокрема, її кінець, утворює різальну кромку 39, яка де D - внутрішній діаметр циліндричного бунвзаємодіє з черв'яками 30 (Фіг.1, 5, 6) і за відсуткера у мм, ності пазової втулки проходить безперервно, без d - діаметр черв'яка обох шнеків 21, 22 у мм, а розривів, навкруги шнеків 21, 22. K - стала, яка становить щонайменше 50, а У варіанті виконання за Фіг.1, 2 та 7 обидва переважно щонайменше 100. Ця формула стосушнеки 21, 22 розташовані вертикально один над ється циліндричного бункера. Якщо бункер не циодним, а осі шнеків лежать у горизонтальній плоліндричний, а, наприклад, конічний, треба переращині. Таке розташування не є обов'язковим, але хувати D на внутрішній діаметр віртуального воно оптимальне. Якщо потрібно зробити інакше, циліндричного бункера еквівалентного об'єму, можна, як показано на Фіг.3 та 4, поставити обидва тобто такої саме ефективної висоти. Ефективною шнеки горизонтально поряд один з одним. У варівисотою Η вважається кожна відстань, на якій куанті за Фіг.3 обидва шнеки 21, 22 мають однакову льмінаційна точка 16 фонтана 15 знаходиться над довжину й обертаються однаково, причому їх черверхньою кромкою несучого диска 4, чим забезпев'яки можуть зачіплятися між собою. Обидва шнечуються розумні виробничі показники. ки 21, 22 разом рухаються в екструдерній голівці Утім, з іншого боку, в багатьох випадках має 31, приєднаній до кожуха 19 шнеків. значення розмір та форма вхідного отвору 18 коВаріант виконання за Фіг.4 відрізняється від жуха 19 шнеків. Через цей вхідний отвір, принаймнаведеного на Фіг.3 тим, що шнеки 21, 22 мають ні частково розташований на рівні інструментів 14, різну довжину, а саме той шнек 21, що ближче до які обертаються у бункері 1, перемішаний у бункебункера 1, коротший за другий шнек 22. Шнек 21 рі 1, можливо подрібнений, а відтак розігрітий та, приймає матеріал, що викидається з бункера 1 можливо, висушений пластичний матеріал відвокрізь розвантажувальний отвір 17 до вхідного диться від інструментів 14. На доказ можна навесотвору 18 кожуха 19 шнеків, причому це прийманти той факт, що кромки інструментів, які проходять ня суттєво поліпшується завдяки зазначеному у напрямку стрілки 8, нахилені або вигнуті проти співвідношенню розмірів бункера 1 та вхідного напрямку руху, отже, при обертанні інструментів отвору 18, а також завдяки конфігурації бокових 14 на матеріал у вхідному отворі 18 чиниться дія, стінок 28. Шнек 21 на ходу передає прийнятий маподібна до дії шпателя. Експерименти показують, теріал до другого шнека 22, який подає матеріал що найоптимальніші співвідношення досягаються до приєднаної екструдерної голівки 31. Окрім рівпри таких розмірах вхідного отвору 18: номірної подачі, перевага цієї конструкції полягає у h k0,6d та L k0,6d тому, що зменшується вартість розвантажувальної де h - ефективна висота вхідного отвору у накоробки 37 та вхідної частини екструдерної голівпрямку осі бункера у мм, ки 31. L - ефективна довжина вхідного отвору у наВиконання вхідного отвору 18, близьке до напрямку периферії бункера у мм, веденого на Фіг.3 та 4, показано на Фіг.6. d - зовнішній діаметр черв'яка у мм, Як видно на Фіг.5, 6 та 7, на кожній кромці вхіk – кількість шнеків, яка переважно стадного отвору 18, якої торкаються інструменти 14 новить 2. (на Фіг.5, 6 та 7 то права кромка), передбачена скіс Ефективною довжиною або ефективною висо32 для поліпшення умов подачі. Далі, днище 33 тою вхідного отвору 18 вважаються фактичний вхідного отвору 18 у напрямку бункера 1 нахилене переріз у світу вхідного отвору 18 у напрямку руху так, що утворена стінка вхідного отвору спадає у матеріалу з бункера 1 до кожуха 19. Для неоднанапрямку бункера 1. кового діаметра шнека величина d, як пояснюваЯк уже зазначалося, обидва шнеки 21, 22 у лося вище, розраховується. принципі можуть займати будь-яке положення Далі, експериментально показано, що матеріодин відносно одного. Різноманітні варіанти покаал, який подається до вхідного отвору 18, іноді зані на Фіг.8-14. Зображене на Фіг.11 вертикальне відхиляється так, що загачує кромку вхідного розташування обох шнеків 21, 22 один над одним отвору 18, біля якої проходять інструменти 14; на є оптимальним, бо виключає загрозу прилипання Фіг.2 це має місце також і на лівій кромці вхідного часток пластикового матеріалу до поверхні вхідної отвору 18. Щоб уникнути цього загачування, доцізони кожуха шнеків, на відміну від інших положень льно, щоб кожна бокова стінка 28 вхідного отвору шнеків 21, 22. Інші, ніж на Фіг.11, взаємні розташу18, біля якої проходять зазначені інструменти 14 вання є також припустимими у принципі, але при (на Фіг.3 та 4 це права стінка 28) мала такий нахил таких положеннях стає можливим приклеювання відносно подовжньої осі 29 кожуха 19 шнеків, щоб липких часток пластикового матеріалу, а відтак, і у напрямку входження пластмасового матеріалу обростання роздавального отвору. Це може призутворювалося суцільне розширення 36 вхідного вести до перегрівання часток матеріалу. Аби уникотвору 18 у напрямку осі шнека. Кут α (Фіг.7) між нути цього, бажано у тих варіантах розташування цією стінкою 28 та подовжньою віссю 29 кожуха 19 шнеків 21, 22, що відрізняються від наведеного на шнеків у будь-якому випадку становить менше 90°, Фіг.11, виконувати охолоджувальні канали 34 у 9 76073 10 зоні, яка прилягає до сусіднього з кромками вхідміж собою й приводяться в дію від спільного двиного отвору 18 перерізу кожуха 19 і з'єднується з гуна 23. Черв'яки шнеків можуть зачіплюватися між порожниною 35 вхідного отвору 18, створюючи собою, отже, і в цьому варіанті здійснюється самоумови для зазначеного приклеювання й відповідно очищення у вхідній зоні. надмірного часу перебування оброблюваного маХоча горизонтальне розташування шнеків 21, теріалу. Чим більша ця порожнина 35, чим довше 22 у кожусі 19 є оптимальним, у принципі можливо, витягнутий кожух 19 у напрямку бункера 1, тим щоб цей кожух 19 приєднувався до бункера 1 із більш нагальна потреба виконання каналів 34. похилою подовжньою віссю або навіть вертиХоча в оптимальному варіанті з точки зору сокально. бівартості шнеки 21, 22 мають однакові й незмінні Хоча в описаних варіантах здійснення винахопо довжині діаметри d (Фіг.7), це не є обов'язкоду фігурують лише два шнеки, теоретично можливим. На Фіг.15 зображений варіант, у якому шнеки ві конструкції з трьома або більше шнеками анало21, 22 виконані конічними й разом утворюють двогічного виконання, причому вищенаведені хшнековий екструдер, що живить екструдерну гоформули мають силу і для таких конструкцій. Утім, лівку 31. Обидва шнеки тут рухаються назустріч з економічних міркувань конструкції з трьома або один одному над шестернями 38, що зачіпляються більше шнеками не мають суттєвого значення. 11 Комп’ютерна верстка Т. Чепелева 76073 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA device for processing thermoplastic synthetic material for the purpose of recycling
Автори англійськоюBacher Helmut, Schulz Helmuth, Wendelin Georg
Назва патенту російськоюУстройство для подготовки пластмассы к повторной переработке
Автори російськоюБахер Гельмут, Шульц Гельмут, Венделин Георг
МПК / Мітки
МПК: B29C 47/10, B29C 47/58, B29B 17/00, B29B 13/10
Мітки: пластмаси, повторної, підготовки, пристрій, переробки
Код посилання
<a href="https://ua.patents.su/6-76073-pristrijj-dlya-pidgotovki-plastmasi-do-povtorno-pererobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підготовки пластмаси до повторної переробки</a>
Спосіб повторної переробки старих масел
Номер патенту: 69426
Опубліковано: 15.09.2004
Автори: Хінденберг Хольгер, Медлер Міхель, Брунке Детлеф, Пелер Йоахім
МПК: C10M 175/00
Мітки: масел, старих, спосіб, повторної, переробки
Формула / Реферат:
1. Спосіб повторної переробки старих масел при якому:A) старе масло для видалення легкокиплячих органічних фракцій дистилюють і сушать за допомогою видалення води, причому в процесі дистиляції додають луг;B) старе масло, одержане на стадії А), дистилюють під вакуумом для відділення фракцій дизельного палива, які википають в інтервалі від 170 до 385°С, і фракцій мазуту;C) дистиляційний залишок зі стадії В) піддають м‘якій...
Пристрій для повторної передачі сигналів у системі зв’язку (варіанти)
Номер патенту: 74181
Опубліковано: 15.11.2005
Автори: Блек Пітер Дж., Сіндгушаяна Наґабушана Т., Аттар Рашід А., Естевіс Едуардо А.С., Джалелі Ахмед
МПК: H04L 1/16
Мітки: пристрій, передачі, сигналів, повторної, системі, зв'язку, варіанти
Формула / Реферат:
1. Пристрій для повторної передачі сигналів у системі зв'язку, який має:- декодер для декодування вмісту одиниці прийнятого сигналу;- перший генератор сигналу по ланцюгу зворотного зв'язку для генерування першого сигналу по ланцюгу зворотного зв'язку; і- перший процесор для визначення метрики якості зазначеної одиниці сигналу, щоб дати команду зазначеному генератору сигналу по ланцюгу зворотного зв'язку, для генерування...
Спосіб переробки термопластів шляхом піролізу та пристрій для його здійснення
Номер патенту: 30348
Опубліковано: 15.11.2000
Автори: Ткач Михайло Романович, Слюсаренко Валентин Григорович, Омельчук Сергій Петрович, Родионов Юрій Вітальйович, Сивокобилко Володимир Володимирович, Тимошевський Борис Георгійович
МПК: C08J 11/12, C10B 1/00
Мітки: здійснення, шляхом, спосіб, переробки, пристрій, піролізу, термопластів
Формула / Реферат:
1. Спосіб переробки термопластів шляхом піролізу, який полягає в безперервному нагріванні і розплавленні твердої сировини і наступному піролізу, який відрізняється тим, що розплавлений термопласт розділяють на два потоки, один з яких попередньо нагрівають та спрямовують на нагрів та розплавлення твердого термопласта, а другий - на безперервний піроліз, частину продуктів якого використовують для підтримання пролізу та нагріву і розплавлення...
Пристрій для переробки відходів полімерів
Номер патенту: 46308
Опубліковано: 15.02.2005
Автори: Вірко Володимир Борисович, Дідоренко Віктор Іванович
МПК: B29B 17/00, C08J 11/00
Мітки: переробки, полімерів, відходів, пристрій
Формула / Реферат:
1.Пристрій для переробки відходів полімерів, що включає основу, на якій встановлений нагрівник для термохімічної деструкції відходів полімерів, нагрівник виконаний у вигляді чаші з тугоплавкого матеріалу з електроспіраллю під нею, вузол відводу газоподібних продуктів розкладу з поверхні нагрівника, вузол подачі відходів полімерів до нагрівника, холодильник у вигляді оболонки, в якій циркулює вода, вузол відводу та збору продуктів переробки,...
Спосіб захисту від корозії обладнання установок підготовки та переробки нафти
Номер патенту: 39598
Опубліковано: 16.02.2004
Автори: Сарімов Равіль Шамільович, Бульбас Валерій Миколайович, Дядик Микола Миколайович, Богатчук Юрій Якович, Кощій Володимир Андрійович, Нестеренко Сергій Апполінарійович
МПК: C23F 11/00, C23F 11/10
Мітки: захисту, установок, підготовки, нафти, корозії, переробки, обладнання, спосіб
Формула / Реферат:
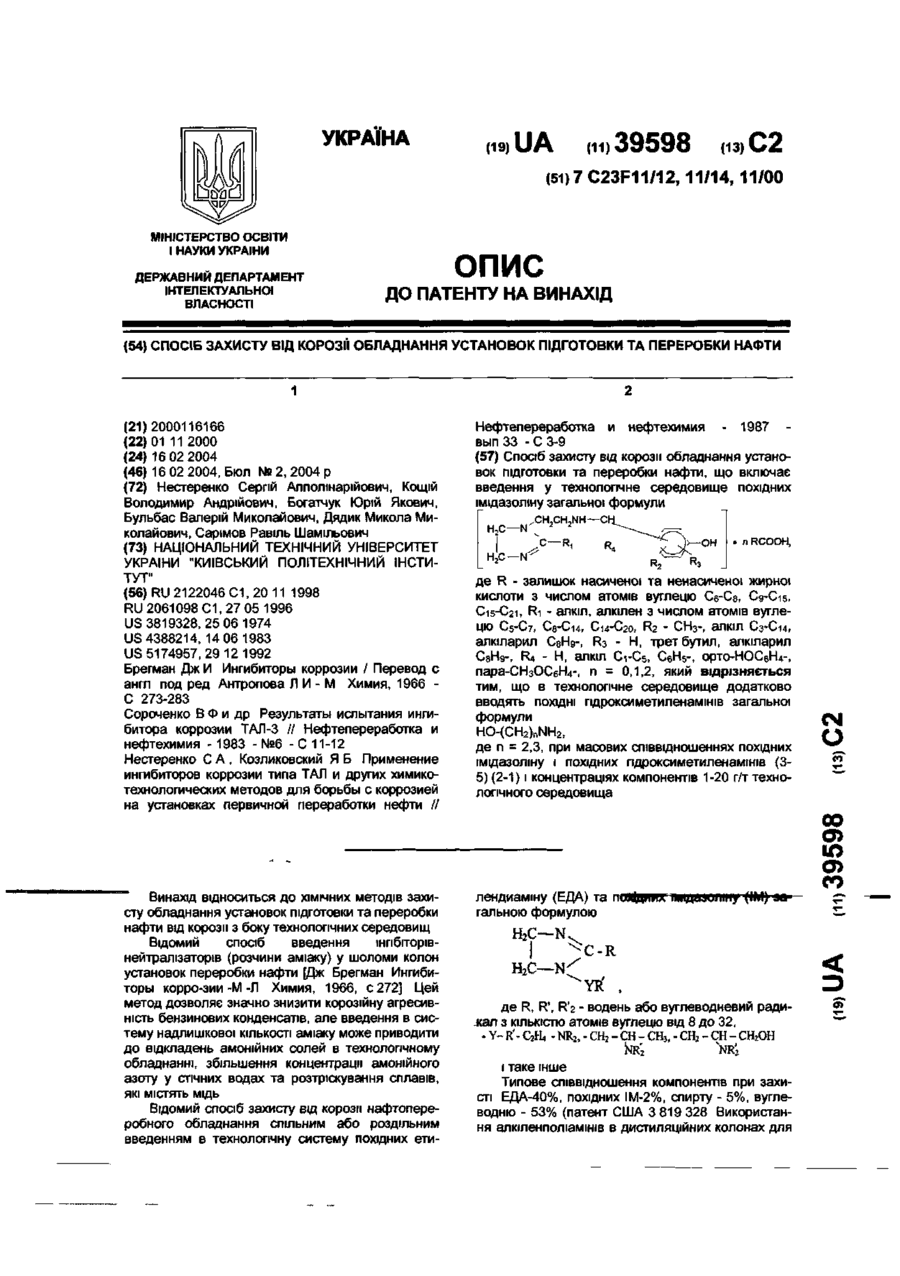
Спосіб захисту від корозії обладнання установок підготовки та переробки нафти, що включає введення у технологічне середовище похідних імідазоліну загальної формули:де R - залишок насиченої та ненасиченої жирної кислоти з числом атомів вуглецю С6-С8, С9-C15, C15-С21, R1 - алкіл, алкілен з числом атомів вуглецю С5-С7, C8-С14, С14-С20, R2 - СН3-, алкіл С3-С14, алкіларил C8H9-, R3 - Н, трет.бутил, алкіларил С8Н9-, R4 - Н, алкіл...
Попередній патент: Електрохімічна комірка для визначення вмісту діоксиду вуглецю в повітрі
Наступний патент: Лікувальний засіб “кальмофіл” для заміщувальної терапії сурфактантної системи легенів при її розладах та спосіб його одержання
Випадковий патент: Спосіб лікування стану, симптомами якого є пізні алергічні реакції (варіанти), сульфатованими полісахаридами