Ємність з кришкою, кришка для ємності та спосіб виготовлення кришки
Формула / Реферат
1. Ємність з кришкою, що містить горловину, корпус і дно, яка відрізняється тим, що горловину виконано з дозуючим отвором, оточено поверхнею зі спіральними ребрами та запірним кільцем, яке зафіксовано по радіусу поверхні та з'єднано з кромкою кришки таким чином, щоб кромка не піднімалася при обертанні кришки проти годинникової стрілки, до запірного кільця примикає круглий виступ, який має контур, що доповнює контур кришки, кришку, що містить донну частину та стінки у вигляді юбки, виконано з полімерної основи, на якій запресоване ламіноване плівкове покриття з металевим блиском, юбка кришки складається із зовнішньої гофрованої поверхні та внутрішньої поверхні зі спіральними борознами для закручування та розкручування кришки на ємності, до юбки рознімним з'єднанням за допомогою крихких перемичок, розміщених по колу, закріплено запобіжний обідок, на внутрішній поверхні якого виконано кромку для з'єднання із запірним кільцем на ємності, причому крихкі перемички виконано з можливістю обламування при розкручуванні кришки.
2. Ємність за п. 1, яка відрізняється тим, що її виготовлено з поліетиленового терефталату.
3. Ємність за п. 1 або п. 2, яка відрізняється тим, що її виготовлено прозорою або кольоровою.
4. Ємність за п. 1, яка відрізняється тим, що як полімерну основу кришки використано полівінілхлорид або полікарбонат.
5. Ємність за п. 1, яка відрізняється тим, що ламіноване плівкове покриття кришки включає ущільнювальну плівку та друковану плівку.
6. Ємність за п. 5, яка відрізняється тим, що ущільнювальну та друковану плівки кришки виконано з полівінілхлориду або полікарбонату.
7. Ємність за п. 6, яка відрізняється тим, що з'єднання ущільнювальної плівки з друкованою плівкою здійснено термічним зварюванням, ультразвуковим зварюванням, зварюванням розчинником або адгезією, тощо.
8. Ємність за п. 5, яка відрізняється тим, що ламіноване плівкове покриття кришки включає лаковану плівку.
9. Ємність п. 1, яка відрізняється тим, що зовнішня гофрована поверхня юбки кришки складається з виступів та виїмок трапецієподібної форми.
10. Кришка для ємності, яка містить донну частину та стінки, виконані у вигляді юбки, що відходить від периферії донної частини, яка відрізняється тим, що кришку виконано з полімерної основи, на якій запресоване ламіноване плівкове покриття з металевим блиском, юбка складається із зовнішньої гофрованої поверхні та внутрішньої поверхні зі спіральними борознами для закручування та розкручування кришки на ємності, до юбки рознімним з'єднанням за допомогою крихких перемичок, розміщених по колу, закріплено запобіжний обідок, на внутрішній поверхні якого виконано кромку для з'єднання із запірним кільцем на ємності, причому крихкі перемички виконано з можливістю обламування при розкручуванні кришки.
11. Кришка за п. 10, яка відрізняється тим, що як полімерну основу використано полівінілхлорид.
12. Кришка за п. 10, яка відрізняється тим, що як полімерну основу використано полікарбонат.
13. Кришка за п. 10, яка відрізняється тим, що ламіноване плівкове покриття включає ущільнювальну плівку та друковану плівку.
14. Кришка за п. 13, яка відрізняється тим, що ущільнювальну та друковану плівки виконано з полівінілхлориду.
15. Кришка за п. 13, яка відрізняється тим, що ущільнювальну та друковану плівки виконано з полікарбонату.
16. Кришка за п. 13 яка відрізняється тим, що ламіноване плівкове покриття включає лаковану плівку.
17. Кришка за п. 10, яка відрізняється тим, що зовнішня гофрована поверхня юбки складається з виступів та виїмок трапецієподібної форми.
18. Спосіб виготовлення кришки для ємності, що включає лиття під тиском, який відрізняється тим, що спочатку в заглиблення прес-форми розміщують ламіноване плівкове покриття, що складається з ущільнювальної та друкованої плівок, потім прес-форму нагрівають до температури 82-93°С, одночасно за допомогою потоку хладагенту охолоджують верхню частину прес-форми і друковану плівку так, щоб поверхня друкованої плівки була захищена від робочої температури у заглибленні прес-форми, далі до заглиблення прес-форми вприскують розплавлену полімерну основу під тиском від 1,1 до 1,65 МПа при постійному контролі температури, через 2-3 с, коли розплавлена полімерна основа застигає в заглибленні прес-форми, ущільнювальна плівка сплавлюється з полімерною основою в одне ціле, після остигання кришки її виймають з центральної частини, попередньо відтягаючи верхню частину прес-форми вертикально, бічні частини форми - по бічній лінії, а нижню частину - вниз, і остаточно охолоджують при кімнатній температурі.
19. Спосіб за п. 18, який відрізняється тим, що як полімерну основу використано полівінілхлорид або полікарбонат.
20. Спосіб за п. 18, який відрізняється тим, що ущільнювальну та друковану плівки виконано з полівінілхлориду або полікарбонату.
21. Спосіб за п. 18, який відрізняється тим, що з'єднання ущільнювальної плівки з друкованою плівкою здійснюють термічним зварюванням, ультразвуковим зварюванням, зварюванням розчинником або адгезією тощо.
22. Спосіб за п. 18, який відрізняється тим, що ламіноване плівкове покриття включає лаковану плівку.
23. Спосіб за п. 18, який відрізняється тим, що прес-форма містить верхню, центральну, нижню та дві бічні частини, вакуумні трубки, внутрішній та зовнішній отвори для проходження потоку хладагенту.
24. Спосіб за п. 18, який відрізняється тим, що при закриванні прес-форми нижньою та центральною частинами, які рухаються до верхньої частини, а бічні частини рухаються по напрямку один до одної, поверхню ламінованого плівкового покриття в позиції, протилежній верхній частині, тримають вакуумні трубки з від'ємним тиском всередині.
25. Спосіб за п. 18, який відрізняється тим, що потік хладагенту входить крізь внутрішній отвір і виходить крізь зовнішній отвір всередині верхньої частини прес-форми.
Текст
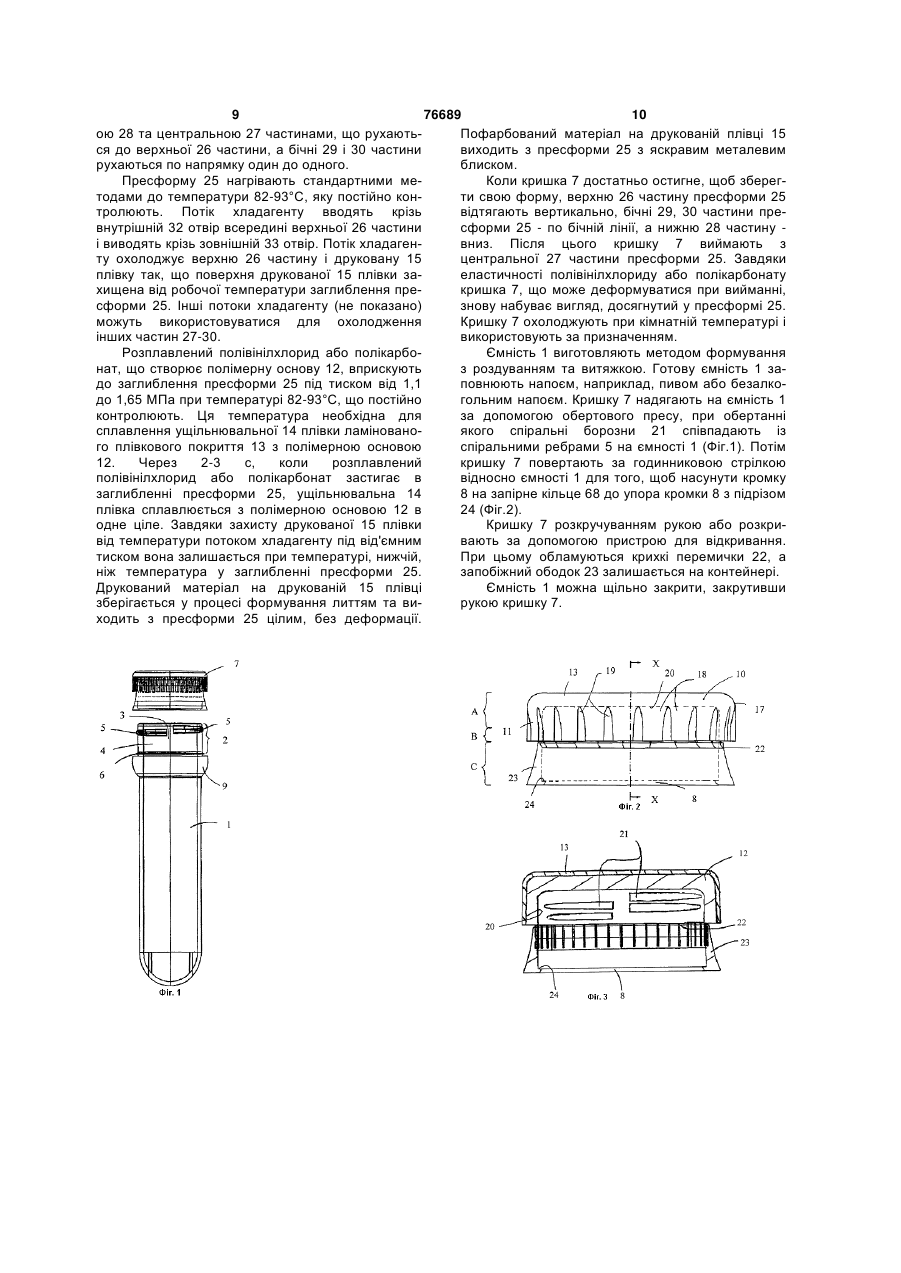
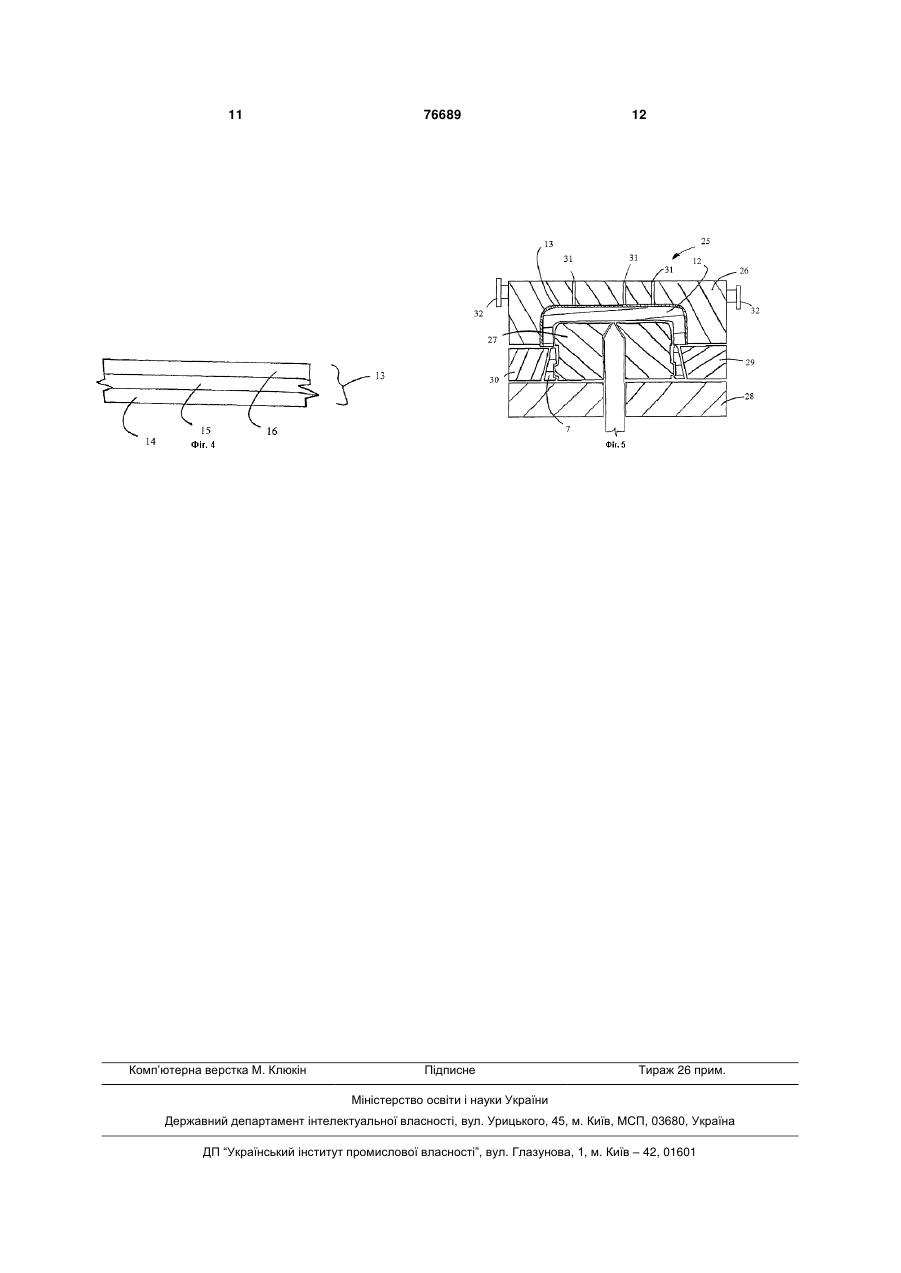
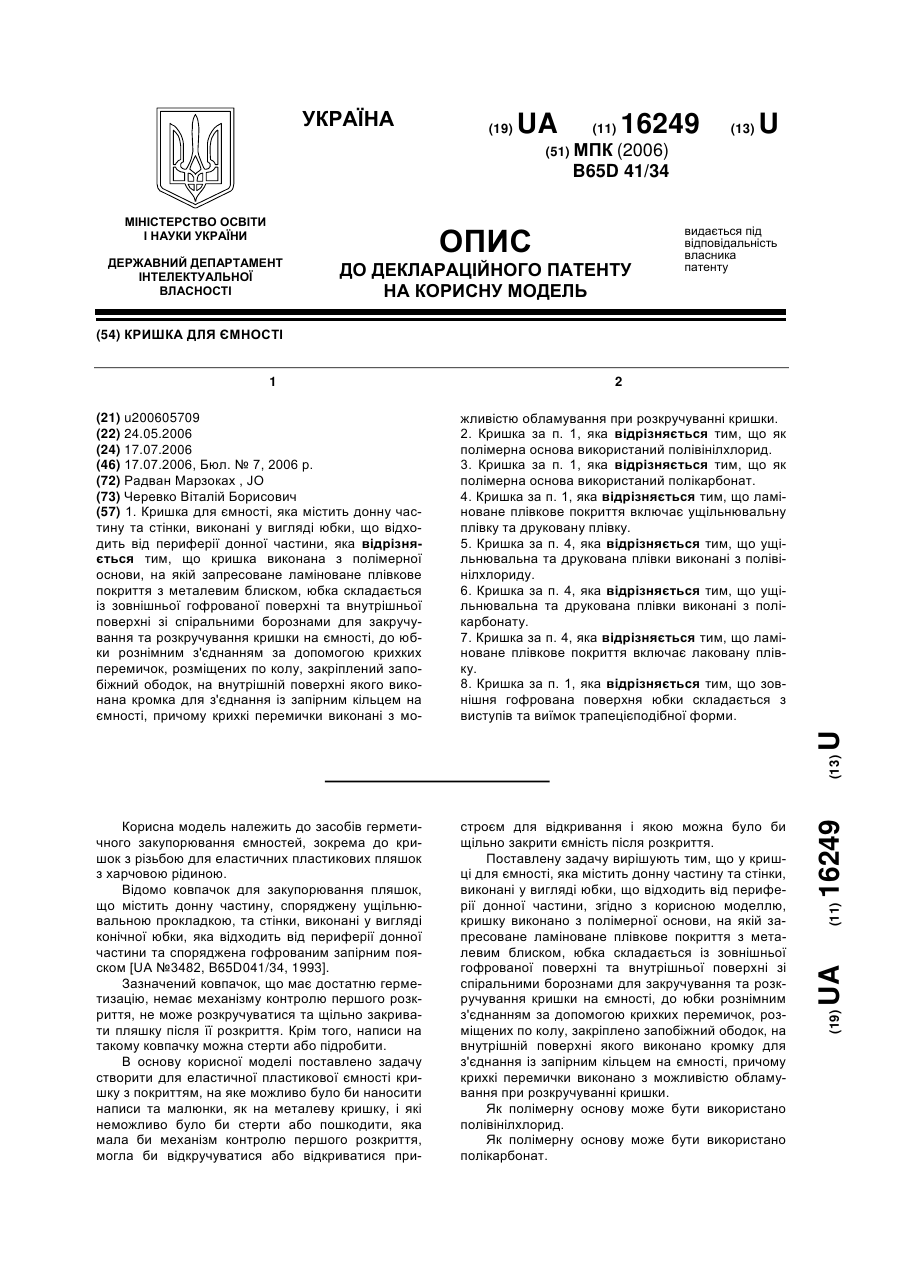
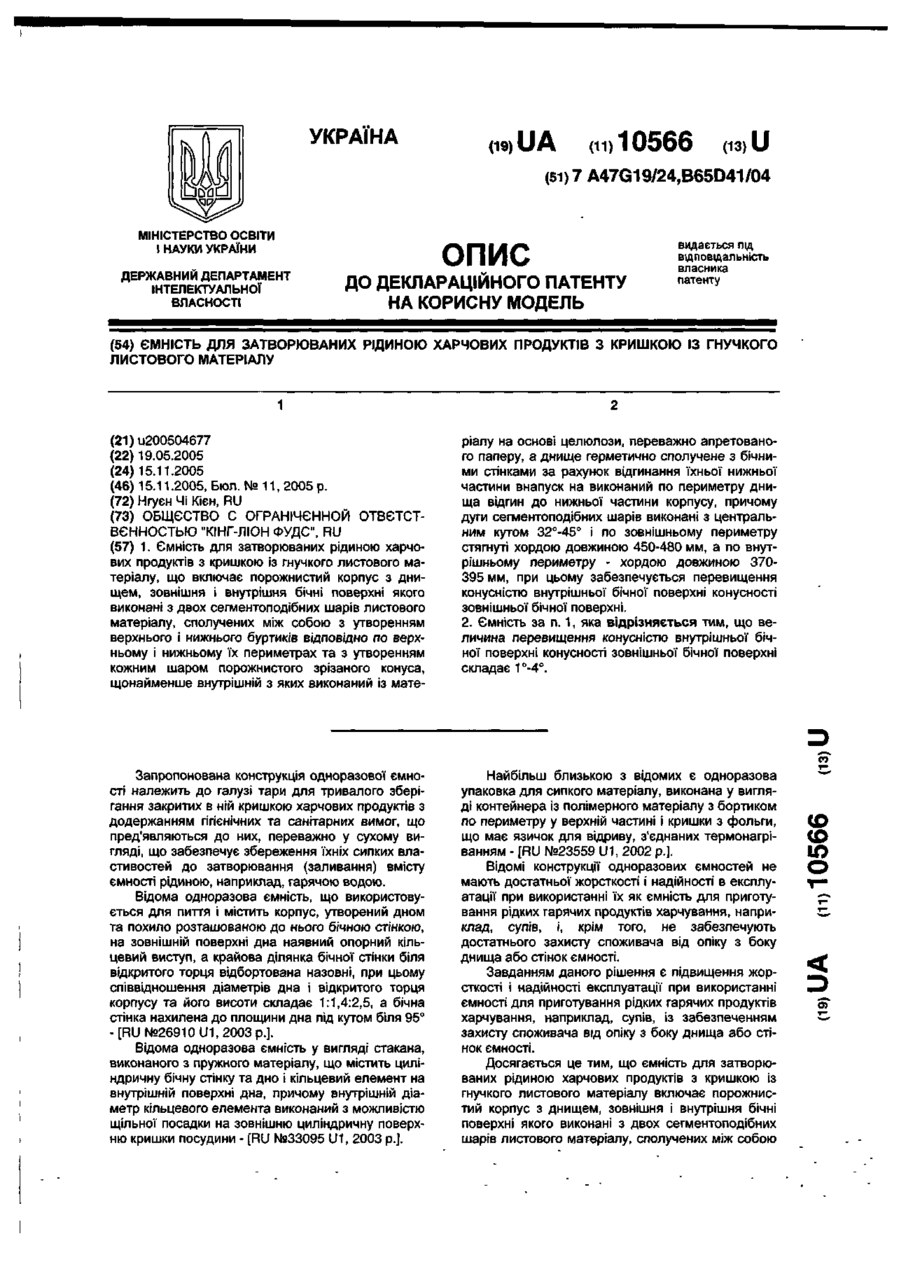
1. Ємність з кришкою, що містить горловину, корпус і дно, яка відрізняється тим, що горловину виконано з дозуючим отвором, оточено поверхнею зі спіральними ребрами та запірним кільцем, яке зафіксовано по радіусу поверхні та з'єднано з кромкою кришки таким чином, щоб кромка не піднімалася при обертанні кришки проти годинникової стрілки, до запірного кільця примикає круглий виступ, який має контур, що доповнює контур кришки, кришку, що містить донну частину та стінки у вигляді юбки, виконано з полімерної основи, на якій запресоване ламіноване плівкове покриття з металевим блиском, юбка кришки складається із зовнішньої гофрованої поверхні та внутрішньої поверхні зі спіральними борознами для закручування та розкручування кришки на ємності, до юбки рознімним з'єднанням за допомогою крихких перемичок, розміщених по колу, закріплено запобіжний обідок, на внутрішній поверхні якого виконано кромку для з'єднання із запірним кільцем на ємності, причому крихкі перемички виконано з можливістю обламування при розкручуванні кришки. 2. Ємність за п. 1, яка відрізняється тим, що її виготовлено з поліетиленового терефталату. 3. Ємність за п. 1 або п. 2, яка відрізняється тим, що її виготовлено прозорою або кольоровою. 4. Ємність за п. 1, яка відрізняється тим, що як полімерну основу кришки використано полівінілхлорид або полікарбонат. 2 (19) 1 3 76689 4 16. Кришка за п. 13 яка відрізняється тим, що 19. Спосіб за п. 18, який відрізняється тим, що як ламіноване плівкове покриття включає лаковану полімерну основу використано полівінілхлорид або плівку. полікарбонат. 17. Кришка за п. 10, яка відрізняється тим, що 20. Спосіб за п. 18, який відрізняється тим, що зовнішня гофрована поверхня юбки складається з ущільнювальну та друковану плівки виконано з виступів та виїмок трапецієподібної форми. полівінілхлориду або полікарбонату. 21. Спосіб за п. 18, який відрізняється тим, що 18. Спосіб виготовлення кришки для ємності, що включає лиття під тиском, який відрізняється з'єднання ущільнювальної плівки з друкованою тим, що спочатку в заглиблення прес-форми розплівкою здійснюють термічним зварюванням, ульміщують ламіноване плівкове покриття, що склатразвуковим зварюванням, зварюванням розчиндається з ущільнювальної та друкованої плівок, ником або адгезією тощо. 22. Спосіб за п. 18, який відрізняється тим, що потім прес-форму нагрівають до температури 8293°С, одночасно за допомогою потоку хладагенту ламіноване плівкове покриття включає лаковану охолоджують верхню частину прес-форми і друкоплівку. 23. Спосіб за п. 18, який відрізняється тим, що вану плівку так, щоб поверхня друкованої плівки була захищена від робочої температури у заглибпрес-форма містить верхню, центральну, нижню ленні прес-форми, далі до заглиблення преста дві бічні частини, вакуумні трубки, внутрішній та форми вприскують розплавлену полімерну основу зовнішній отвори для проходження потоку хладапід тиском від 1,1 до 1,65 МПа при постійному конгенту. 24. Спосіб за п. 18, який відрізняється тим, що тролі температури, через 2-3 с, коли розплавлена полімерна основа застигає в заглибленні преспри закриванні прес-форми нижньою та центральформи, ущільнювальна плівка сплавлюється з ною частинами, які рухаються до верхньої частиполімерною основою в одне ціле, після остигання ни, а бічні частини рухаються по напрямку один до кришки її виймають з центральної частини, попеодної, поверхню ламінованого плівкового покриття редньо відтягаючи верхню частину прес-форми в позиції, протилежній верхній частині, тримають вертикально, бічні частини форми - по бічній лінії, вакуумні трубки з від'ємним тиском всередині. 25. Спосіб за п. 18, який відрізняється тим, що а нижню частину - вниз, і остаточно охолоджують при кімнатній температурі. потік хладагенту входить крізь внутрішній отвір і виходить крізь зовнішній отвір всередині верхньої частини прес-форми. Винахід належить до засобів герметичного закупорювання ємностей з рідиною, зокрема до еластичних пластикових пляшок з кришками для харчової рідини. Відомо ємність для харчової рідини, що містить пляшку з безкольорового або напівбілого скла, кришку та ярлик у вигляді жетона. Пляшка має горловину, корпус і дно [RU 2148543 Сl, B65D1/10, 2000]. В зазначеній ємності усі написи зроблено на жетоні, розміщеному всередині пляшки з можливістю переміщення. Жетон забезпечує надійність зберігання ярлика при зберіганні ємності, ускладнюючи його підробку через неможливість витягнута жетон з пляшки без пошкодження останньої, тобто гарантує від підробки. Проте написи на жетоні, що переміщується у пляшці з напоєм, важко прочитати. Крім того, ємність немає контролю першого відкриття, а пробка не може щільно закривати пляшку після розкриття. Відомо ковпачок для закупорювання пляшок, що містить донну частину, споряджену ущільнювальною прокладкою, та стінки, виконані у вигляді конічної юбки, яка відходить від периферії донної частини та споряджена гофрованим запірним пояском [UA №3482, B65D41/02, 1993]. Зазначений ковпачок, що має достатню герметизацію, немає механізму контролю першого розкриття, не може розкручуватися та щільно закривати пляшку після її розкриття. Крім того, написи на такому ковпачку можна стерти або підробити. Відомо також спосіб виготовлення деталей затвору для ємності з газованою водою методом лиття під тиском [UA 32769 A, B65D41/04, 1998]. Зазначений спосіб передбачає виготовлення окремих деталей для їх наступного з'єднання. В основу винаходу поставлено задачу створити еластичну пластикову ємність з кришкою, що мала би контроль першого відкриття та сполучалася із запобіжним ободком кришки, виглядаючи як єдине ціле, що мала би кришку з покриттям, на яке можливо наносити написи та малюнки, як на металеву кришку, з можливістю відкручування або відкривання пристроєм для відкривання і якою можна було би щільно закрити ємність після розкриття. Друга задача, яку поставлено в основу винаходу, - це створення для еластичної мастикової ємності кришки з покриттям, на яке можливо було би наносити написи та малюнки, як на металеву кришку, і які неможливо було би стерти або пошкодити, кришку, яка би мала механізм контролю першого розкриття, могла би відкручуватися або відкриватися пристроєм для відкривання і якою можна було би щільно закрити ємність після розкриття. Третя задача, поставлена в основу винаходу, полягає у створенні способу виготовлення кришки для ємності, який би за допомогою нових операцій, зміни режимів та обладнання дозволив би отримати кришку, на яку можливо було би наносити напи 5 76689 6 си та малюнки, як на металеву кришку, і які немоколу, закріплено запобіжний ободок, на внутрішній жливо було би стерти або пошкодити, яка би мала поверхні якого виконано кромку для з'єднання із механізм контролю першого розкриття, могла би запірним кільцем на ємності, причому крихкі перевідкручуватися або відкриватися пристроєм для мички виконано з можливістю обламування при відкривання і якою можна було би щільно закрити розкручуванні кришки. Як полімерну основу може ємність після розкриття. бути використано полівінілхлорид. Як полімерну Поставлену задачу вирішують тим, що в ємнооснову може бути використано полікарбонат. сті з кришкою, що містить горловину, корпус і дно, Ламіноване плівкове покриття включає згідно з винаходом, горловину виконано з дозуюущільнювальну плівку та друковану плівку. чий отвором, оточено поверхнею зі спіральними Ущільнювальну та друковану плівки може бути ребрами та запірним кільцем, яке зафіксовано по виконано з полівінілхлориду. Ущільнювальну та радіусу поверхні та з'єднано з кромкою кришки друковану плівки може бути виконано з таким чином, щоб кромка не піднімалася при обеполікарбонату. Ламіноване плівкове покриття мортанні кришки проти годинникової стрілки, до запіже включати лаковану плівку. Зовнішня гофрована рного кільця примикає круглий виступ, який має поверхня юбки складається з виступів та виїмок контур, що доповнює контур кришки, кришку, що трапецієподібної форми. яка містить донну частину та стінки у вигляді юбки, Кришка для ємності, що виконана з полівінілвиконано з полімерної основи, на якій запресоване хлориду або полікарбонату, завдяки ламінованому ламіноване плівкове покриття з металевим блисплівковому покриттю з металевим блиском кольоком, юбка складається із зовнішньої гофрованої ру міді або сталі схожа на традиційну металеву поверхні та внутрішньої поверхні зі спіральними кришку для пивних пляшок. Покриття займає борознами для закручування та розкручування верхню частину кришки, і на нього можна наносити кришки на ємності, до юбки рознімним з'єднанням яскраві назви та малюнки, які наносяться на за допомогою крихких перемичок, розміщених по металеві кришки, і їх неможливо стерти або пошколу, закріплено запобіжний ободок, на внутрішній кодити. поверхні якого виконано кромку для з'єднання із Кришка може відкручуватися рукою або запірним кільцем на ємності, причому крихкі перезніматися відкриваючим пристроєм і у будь-якому мички виконано з можливістю обламування при випадку нею можна знову щільно закрити пляшку розкручуванні кришки. після розкриття. Ємність може бути виготовлено з Виконання запобіжного ободка створює конполіетиленового терефталату. троль першого розкриття кришки, і будь-яке Ємність може бути виготовлено прозорою або несанкціоноване відкриття кришки буде помітним. кольоровою. Спіральні борозни, які взаємодіють з ребрами Як полімерну основу кришки може бути викона місткості, створено для можливості відкривання ристано полівінілхлорид або полікарбонат. та закривання кришки. Ламіноване плівкове покриття кришки включає Крихкі перемички, розміщені по колу, виконано ущільнювальну плівку та друковану плівку. з можливістю обламування при розкручуванні Ущільнювальну та друковану плівки кришки кришки. може бути виконано з полівінілхлориду або Лакована плівка захищає кришку від полікарбонату. термічного розтріскування та механічного Ламіноване плівкове покриття кришки включає старіння. лаковану плівку. Зовнішня гофрована поверхня Третю поставлену задачу вирішують тим, що в юбки кришки складається з виступів та виїмок способі виготовлення кришки для ємності, що трапецієподібної форми. включає лиття під тиском, згідно з винаходом, споОточення горловин поверхнею зі спіральними чатку в заглибленні пресформи розміщують ламіребрами створюють можливість піднімання або новане плівкове покриття, яке складається з ущіопускання кришки по відношенню до горловини льнювальної та друкованої плівок, потім при обертанні кришки по краю горловини проти пресформу нагрівають до температури 82-93°С, або за годинниковою стрілкою. З'єднання одночасно за допомогою потоку хладагенту охозапірного кільця з кромкою кришки дозволяє не лоджують верхню частину пресформи і друковану підніматися кромці при обертанні кришки проти плівку так, щоб поверхня друкованої плівки була годинникової стрілки. Круглий виступ навколо захищена від робочої температури у заглибленні ємності, що примикає до запірного кільця, виконапресформи, далі до заглиблення пресформи но з таким контуром, що доповнює контур кришки, вприскують розплавлену полімерну основу під створюючи одне ціле. тиском від 1,1 до 1,65 МПа при постійному контроДругу поставлену задачу вирішують тим, що лю температури, через 2-3 с, коли розплавлена кришка для ємності, яка містить донну частину та полімерна основа застигає в заглибленні пресфостінки, виконані у вигляді юбки, що відходить від рми, ущільнювальна плівка сплавлюється з поліпериферії-донної частини, згідно з винаходом, мерною основою в одне ціле, після остигання виконана з полімерної основи, на якій запресоване кришки її виймають з центральної частини, попеламіноване плівкове покриття з металевим блисредньо відтягаючи верхню частину пресформи ком, юбка складається із зовнішньої гофрованої вертикально, бічні частини форми - по бічній лінії, поверхні та внутрішньої поверхні зі спіральними а нижню частину - вниз, і остаточно охолоджують борознами для закручування та розкручування при кімнатній температурі. кришки на ємності, до юбки рознімним з'єднанням Як полімерну основу може бути використано за допомогою крихких перемичок, розміщених по полівінілхлорид або полікарбонат. 7 76689 8 Ущільнювальну та друковану плівки може бути 7 проти годинникової стрілки. Круглий виступ 9 виконано з полівінілхлориду або полікарбонату. навколо ємності 1 примикає до запірного кільця б і З'єднання ущільнювальної плівки з друковамає контур, що доповнює контур кришки 7. ною плівкою здійснюють термічним зварюванням, Кришка 7 для еластичної пластикової ємності ультразвуковим зварюванням, зварюванням роз1 складається з донної частини 10 та стінок, викочинником або адгезією тощо. наних у вигляді юбки 11, що відходить від перифеЛаміноване плівкове покриття може включати рії донної частини 10. Кришка має полімерну оснолаковану плівку. ву 12, на якій запресоване ламіноване плівкове Пресформа містить верхню, центральну, нижпокриття 13 з металевим блиском. Полімерну осню та дві бічні частини, вакуумні трубки, нову 12 виконано з полівінілхлориду або внутрішній та зовнішній отвори для проходження поліхлоркарбонату. Ламіноване плівкове покриття потоку хладагенту. 13 має ущільнювальну 14 плівку та друковану 15 При закриванні пресформи нижньою та ценплівку. Ущільнювальну 14 плівку краще виготовлятральною частинами, які рухаються до верхньої ти з того ж матеріалу, що і полімерну основу 12, частини, а бічні частини рухаються по напрямку тобто з полівінілхлориду або полікарбонату, через один до одного, поверхню ламінованого плівкового те, що вона частково плавиться при виготовленні, покриття в позиції, протилежній верхній частині, сплавляючись в одно ціле з полімерною основою тримають вакуумні трубки з від'ємним тиском 12. З'єднання ущільнювальної 14 плівки та всередині. друкованої 15 плівки здійснюють термічним зваПотік хладагенту вводять крізь внутрішній рюванням, ультразвуковим зварюванням, зварюотвір і виводять крізь зовнішній отвір всередині ванням розчинником або адгезією тощо. верхньої частини пресформи. Друкована 15 плівка може бути пофарбована Постійний контроль температури у 82-93°С або відтиснута так, щоб нагадувати яскраву метастворює можливість сплавлення ущільнювальної леву поверхню, таку як бронза або сталь. Краще плівки ламінованого плівкового покриття з (Фіг.2), щоб частину А було відтиснуто так, щоб полімерною основою в одне ціле. вона нагадувала пофарбовану металеву кришку, а Захист друкованої плівки від температури почастину В було пофарбовану або відтиснуто так, током хладагенту під від'ємним тиском залишає її щоб вона нагадувала необроблений край при температурі, нижчій, ніж температура у заглиметалевої кришки. Частину С краще зробити пробленні пресформи, завдяки чому друкований мазорою або того ж кольору, що і ємність 1 для того, теріал на друкованій плівці зберігається у процесі щоб вона поєднувалася з кришкою 7. формування литтям та виходить з пресформи ціНа друкованій 8 плівці може бути лакована 16 лим, без деформації, з яскравим металевим блисплівка, що захищає від термічного розтріскування ком. та механічного старіння. Завдяки еластичності полівінілхлориду або Закруглена юбка 11 має зовнішню 17 гофрополікарбонату кришка, що може деформуватися вану поверхню, що складається з виступів 18 та при її вийманні з пресформи, знову набуває вивиїмок 19 трапецієподібної форми. Внутрішню 20 гляд, досягнутий у пресформі. поверхню юбки 11 виконано зі спіральними борозВинахід пояснюється кресленнями нами 21 для закручування та розкручування кришНа Фіг.1 зображено ємність та кришку для неї; ки 7 на ємності 1. на Фіг.2 - вертикальний розріз кришки на Фіг.1; До юбки 11 рознімним з'єднанням за допомона Фіг.3 - поперечний вигляд кришки по Х-Х на гою крихких перемичок 22 у вигляді вертикальних Фіг.2; смужок, розміщених по колу, закріплено на Фіг.4 - частковий поперечний вигляд запобіжний ободок 23 (Фіг.2). Крихкі перемички 22 ламінованого плівкового покриття на Фіг.3. виконано з можливістю обламування при на Фіг.5 - поперечний розріз пресформи для розкручуванні кришки 7. виготовлення кришки. На внутрішній поверхні запобіжного ободка 23 Ємність 1 виготовлена з поліетиленового тевиконано кромку 8 для з'єднання із запірним рефталату (PET) і може бути прозорою або кольокільцем 6 на ємності 1. ровою. Прозорий PET більш розповсюджений для Кришку виготовляють за допомогою пресфорводи. Зелений або янтарний ПЕТ нагадує скло, ми 25 (Фіг.5), що містить верхню 26, центральну яке звичайно використовується для пивних пля27, нижню 28 та бічні 29, 30 частини, вакуумні шок. Для зберігання газованих напоїв стінки трубки 31, внутрішній 32 та зовнішній 33 отвори ємності виконують товстішими, ніж у ємностей, що для проходження потоку хладагенту. використовуються для води або подібної рідини. Ламіноване плівкове покриття 13 розміщують Ємність 1 включає горловину 2 з дозуючий отв заглибленні пресформи 25 (Фіг.5). Ламіноване вором 3, через який рідина може бути налита та плівкове покриття 13 складається з вилита. Горловину 2 оточено поверхнею 4 зі ущільнювальної 14 плівки і друкованої 15 плівки, а спіральними ребрами 5 та запірним кільцем 6, яке також можливо верхньої лакованої 16 плівки. Позафіксовано по радіусу поверхні 4. Спіральні ребпередньо з'єднують ущільнювальну 14 плівку та ра 5 слугують для того, щоб кришка 7 піднімалася друковану 15 плівку термічним зварюванням, або опускалася по відношенню до горловини 2 при ультразвуковим зварюванням, зварюванням розобертанні кришки 7 по краю горловини 2 проти або чинником або адгезією тощо. Вакуумні трубки 31 за годинниковою стрілкою. Запірне кільце б тримають поверхню ламінованого плівкового поз'єднано з кромкою 8 (Фіг.3) кришки 7 таким чином, криття. 13 в позиції, протилежній верхній частині щоб кромка 8 не піднімалася при обертанні кришки 26 в той час, як пресформу 25 закривають нижнь 9 76689 10 ою 28 та центральною 27 частинами, що рухаютьПофарбований матеріал на друкованій плівці 15 ся до верхньої 26 частини, а бічні 29 і 30 частини виходить з пресформи 25 з яскравим металевим рухаються по напрямку один до одного. блиском. Пресформу 25 нагрівають стандартними меКоли кришка 7 достатньо остигне, щоб зберегтодами до температури 82-93°С, яку постійно конти свою форму, верхню 26 частину пресформи 25 тролюють. Потік хладагенту вводять крізь відтягають вертикально, бічні 29, 30 частини превнутрішній 32 отвір всередині верхньої 26 частини сформи 25 - по бічній лінії, а нижню 28 частину і виводять крізь зовнішній 33 отвір. Потік хладагенвниз. Після цього кришку 7 виймають з ту охолоджує верхню 26 частину і друковану 15 центральної 27 частини пресформи 25. Завдяки плівку так, що поверхня друкованої 15 плівки заеластичності полівінілхлориду або полікарбонату хищена від робочої температури заглиблення прекришка 7, що може деформуватися при вийманні, сформи 25. Інші потоки хладагенту (не показано) знову набуває вигляд, досягнутий у пресформі 25. можуть використовуватися для охолодження Кришку 7 охолоджують при кімнатній температурі і інших частин 27-30. використовують за призначенням. Розплавлений полівінілхлорид або полікарбоЄмність 1 виготовляють методом формування нат, що створює полімерну основу 12, вприскують з роздуванням та витяжкою. Готову ємність 1 задо заглиблення пресформи 25 під тиском від 1,1 повнюють напоєм, наприклад, пивом або безалкодо 1,65 МПа при температурі 82-93°С, що постійно гольним напоєм. Кришку 7 надягають на ємність 1 контролюють. Ця температура необхідна для за допомогою обертового пресу, при обертанні сплавлення ущільнювальної 14 плівки ламінованоякого спіральні борозни 21 співпадають із го плівкового покриття 13 з полімерною основою спіральними ребрами 5 на ємності 1 (Фіг.1). Потім 12. Через 2-3 с, коли розплавлений кришку 7 повертають за годинниковою стрілкою полівінілхлорид або полікарбонат застигає в відносно ємності 1 для того, щоб насунути кромку заглибленні пресформи 25, ущільнювальна 14 8 на запірне кільце 68 до упора кромки 8 з підрізом плівка сплавлюється з полімерною основою 12 в 24 (Фіг.2). одне ціле. Завдяки захисту друкованої 15 плівки Кришку 7 розкручуванням рукою або розкривід температури потоком хладагенту під від'ємним вають за допомогою пристрою для відкривання. тиском вона залишається при температурі, нижчій, При цьому обламуються крихкі перемички 22, а ніж температура у заглибленні пресформи 25. запобіжний ободок 23 залишається на контейнері. Друкований матеріал на друкованій 15 плівці Ємність 1 можна щільно закрити, закрутивши зберігається у процесі формування литтям та вирукою кришку 7. ходить з пресформи 25 цілим, без деформації. 11 Комп’ютерна верстка М. Клюкін 76689 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюContainer with lid, lid for container and method for production of lid
Назва патенту російськоюЕмкость с крышкой, крышка для емкости и способ изготовления крышки
Автори російськоюRadwan Marzokah
МПК / Мітки
МПК: B65D 1/00, B65D 41/32
Мітки: ємності, ємність, кришка, виготовлення, спосіб, кришки, кришкою
Код посилання
<a href="https://ua.patents.su/6-76689-ehmnist-z-krishkoyu-krishka-dlya-ehmnosti-ta-sposib-vigotovlennya-krishki.html" target="_blank" rel="follow" title="База патентів України">Ємність з кришкою, кришка для ємності та спосіб виготовлення кришки</a>
Кришка для ємності
Номер патенту: 16249
Опубліковано: 17.07.2006
Автор: Радван Марзоках
МПК: B65D 41/34
Формула / Реферат:
1. Кришка для ємності, яка містить донну частину та стінки, виконані у вигляді юбки, що відходить від периферії донної частини, яка відрізняється тим, що кришка виконана з полімерної основи, на якій запресоване ламіноване плівкове покриття з металевим блиском, юбка складається із зовнішньої гофрованої поверхні та внутрішньої поверхні зі спіральними борознами для закручування та розкручування кришки на ємності, до юбки рознімним з'єднанням за...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10566
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: A47G 19/00, B65D 41/04
Мітки: кришкою, гнучкого, листового, ємність, затворюваних, матеріалу, харчових, рідиною, продуктів
Формула / Реферат:
1. Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що включає порожнистий корпус з днищем, зовнішня і внутрішня бічні поверхні якого виконані з двох сегментоподібних шарів листового матеріалу, сполучених між собою з утворенням верхнього і нижнього буртиків відповідно по верхньому і нижньому їх периметрах та з утворенням кожним шаром порожнистого зрізаного конуса, щонайменше внутрішній з яких...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10564
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: затворюваних, матеріалу, харчових, рідиною, листового, ємність, гнучкого, кришкою, продуктів
Формула / Реферат:
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що включає порожнистий корпус з днищем, утворений двома сполученими між собою з утворенням порожнистого зрізаного конуса шарами листового матеріалу, щонайменше внутрішній з яких виконаний із матеріалу на основі целюлози, переважно апретованого паперу, при цьому при висоті ємності 102-107 мм внутрішній діаметр більшої основи зрізаного конуса...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10568
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: затворюваних, матеріалу, продуктів, листового, ємність, рідиною, кришкою, гнучкого, харчових
Формула / Реферат:
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що містить порожнистий корпус з днищем, утворений двома сполученими між собою з утворенням порожнистого зрізаного конуса шарами листового матеріалу, щонайменше внутрішній з яких виконаний із матеріалу на основі целюлози, переважно апретованого паперу, при цьому при висоті ємності 102-107 мм внутрішній діаметр більшої основи зрізаного конуса...
Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу
Номер патенту: 10571
Опубліковано: 15.11.2005
Автор: Нгуєн Чи Кієн
МПК: B65D 41/04, A47G 19/00
Мітки: затворюваних, кришкою, ємність, матеріалу, рідиною, харчових, листового, гнучкого, продуктів
Формула / Реферат:
1. Ємність для затворюваних рідиною харчових продуктів з кришкою із гнучкого листового матеріалу, що містить порожнистий корпус з днищем, зовнішня і внутрішня бічні поверхні якого виконані з двох шарів листового матеріалу, сполучених між собою з утворенням верхнього і нижнього буртиків відповідно по верхньому і нижньому їх периметрах та з утворенням кожним шаром порожнистого зрізаного конуса, щонайменше внутрішній з яких виконаний з матеріалу...
Попередній патент: Спосіб одержання високооктанової кисневмісної добавки до бензинів
Наступний патент: Комбінація еплеренону і інгібітора нmg-cоa редуктази та її застосування у лікуванні і профілактиці кардіоваскулярного стану
Випадковий патент: Спосіб формування епітаксійних арсенід-галієвих шарів на монокристалічних кремнієвих підкладках