Спосіб оптичного вимірювання температури поверхні безперервнолитих злитків
Номер патенту: 78052
Опубліковано: 11.03.2013
Автори: Казачков Євгеній Олександрович, Кислиця Вячеслав Володимирович, Ісаєв Олег Борисович, Федосов Андрій Васильович
Формула / Реферат
Спосіб оптичного вимірювання температури поверхні безперервнолитих злитків, що включає установку оптичного вимірника з приладом із зарядним зв’язком (ПЗЗ) матрицею на ділянці виходу злитка із зони вторинного охолодження машини безперервно лиття злитків (МБЛЗ) так, щоб нормаль візування була перпендикулярна до поверхні злитка, який відрізняється тим, що як вимірник температури використовують пристрій, оснащений кольоровою ПЗЗ матрицею з високою роздільною здатністю 3648×2736 пікселів і більше, а визначення температури здійснюють на основі комплексної величини відгуку ПЗЗ матриці ![]() :
:
![]() , (1)
, (1)
де ![]() ,
, ![]() - значення відгуку ПЗЗ матриці, відповідні інтенсивності випромінювання в двох інтервалах довжин хвиль, а температуру визначають виходячи з виразу:
- значення відгуку ПЗЗ матриці, відповідні інтенсивності випромінювання в двох інтервалах довжин хвиль, а температуру визначають виходячи з виразу:
![]() , (2)
, (2)
де ![]() і
і ![]() - емпіричні коефіцієнти.
- емпіричні коефіцієнти.
Текст
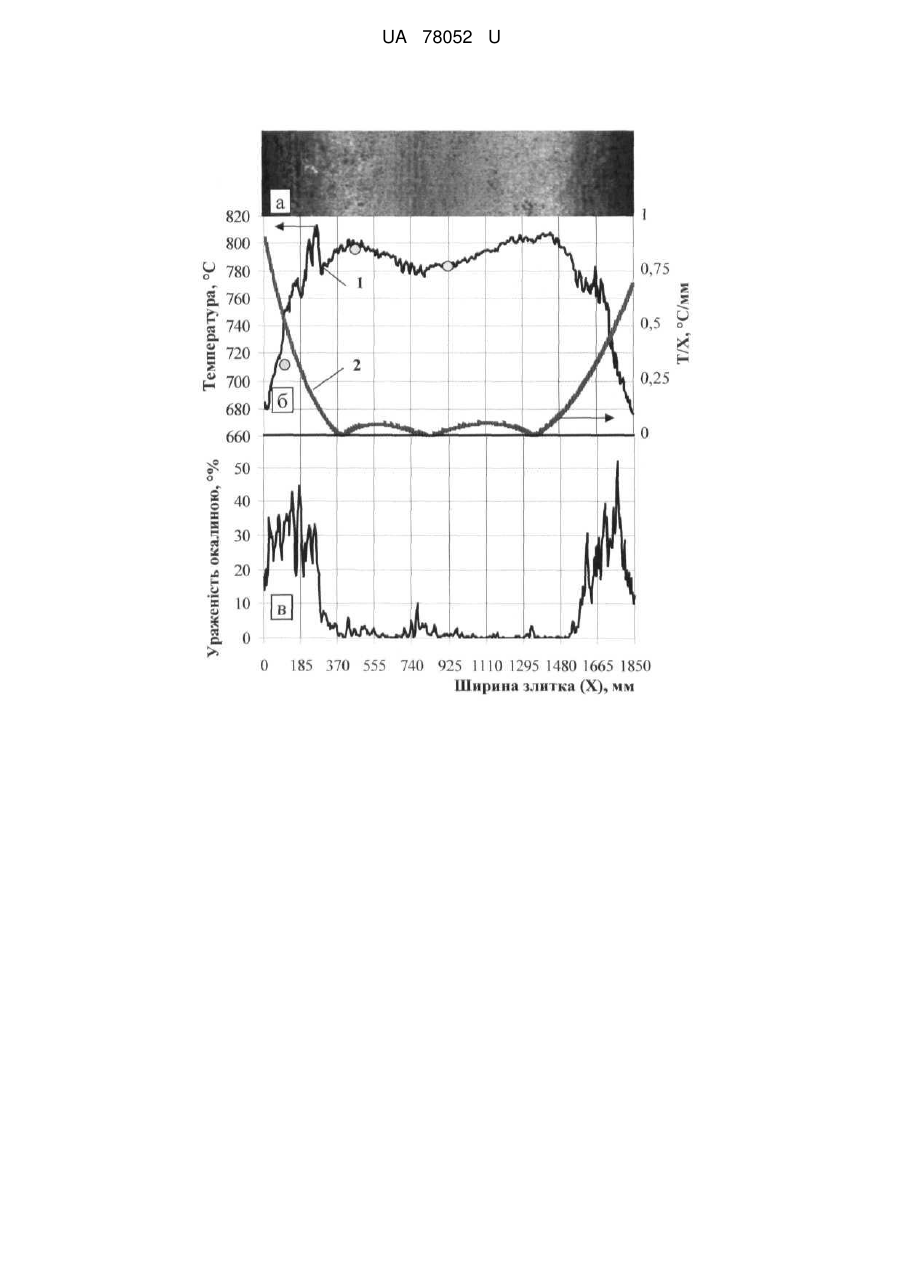
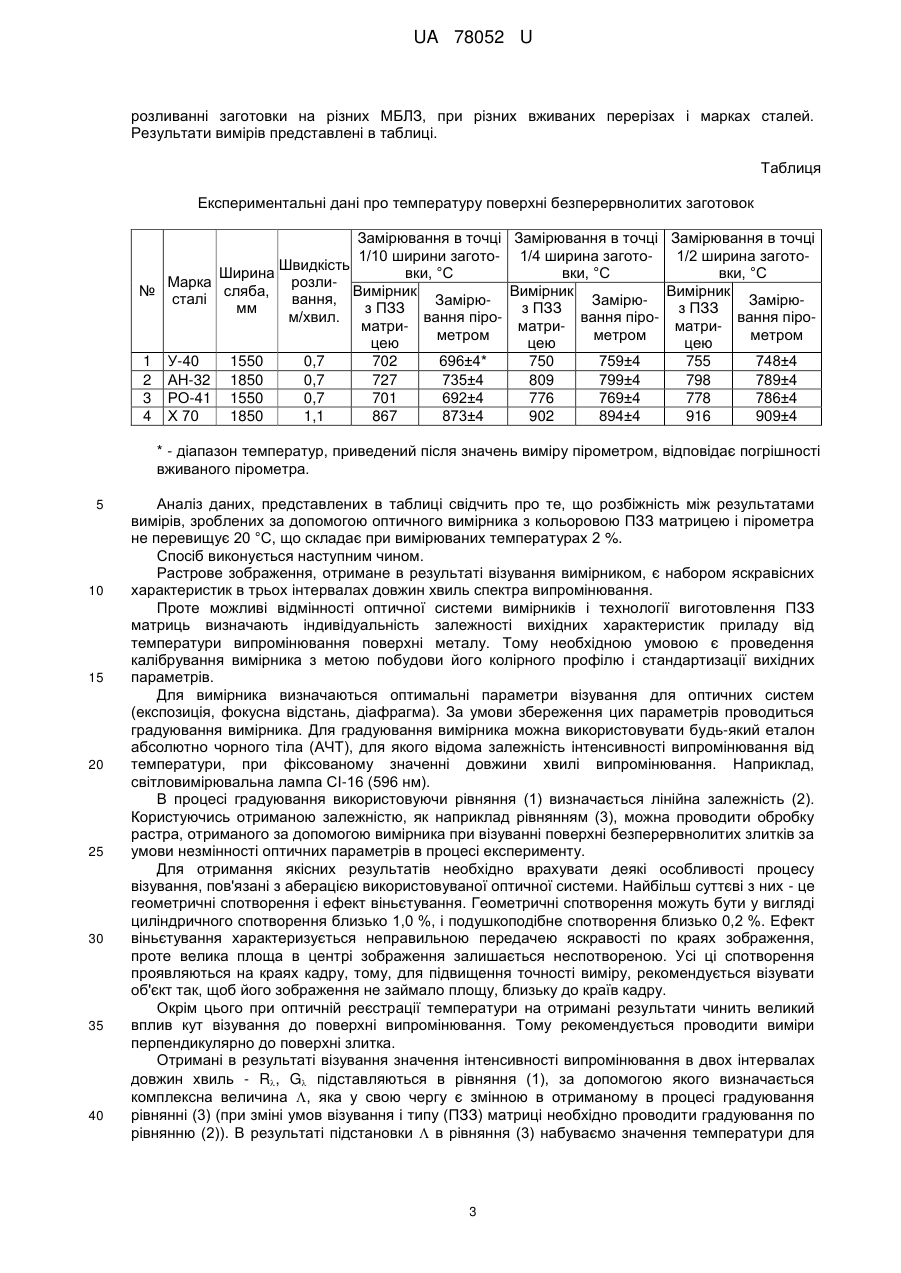
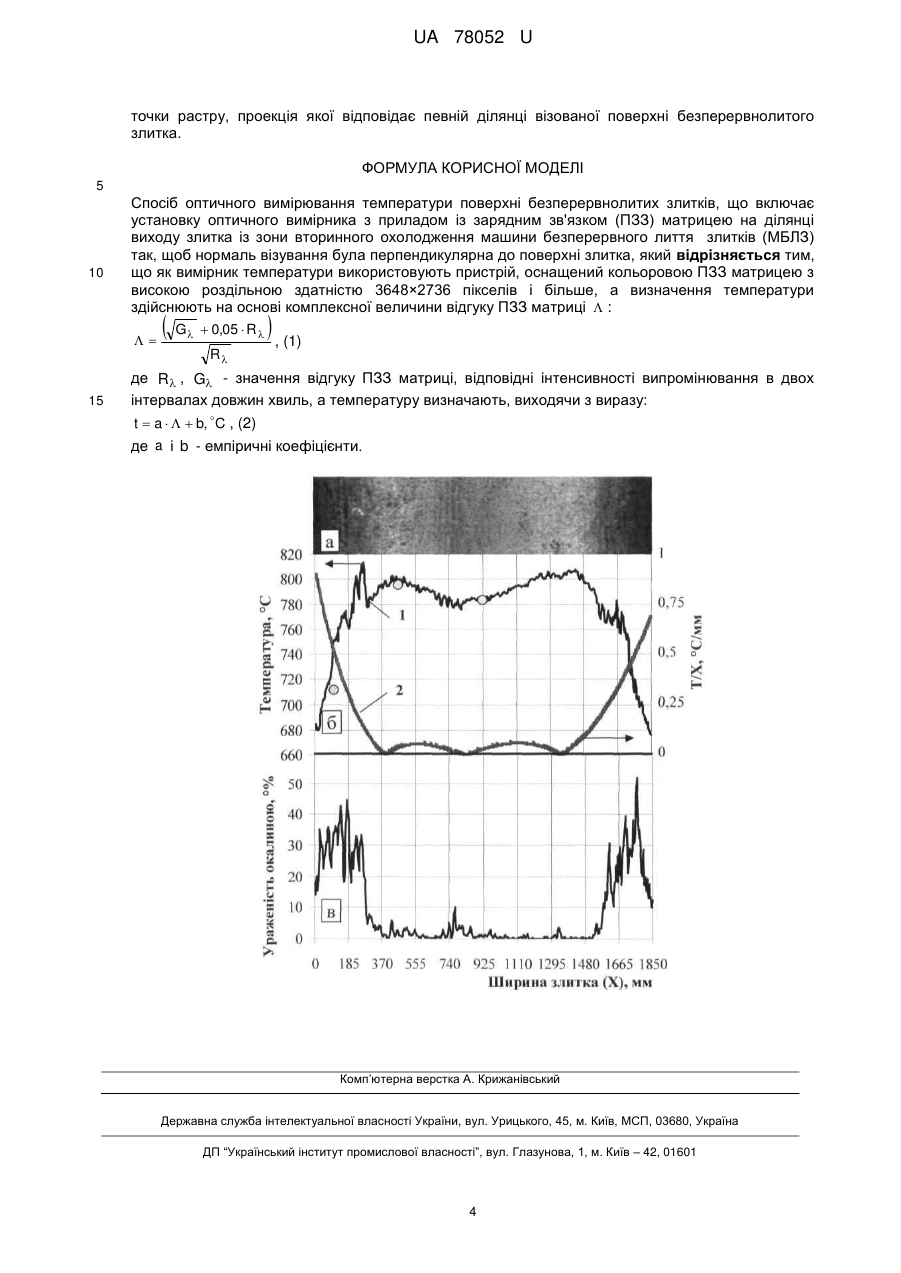
Реферат: Спосіб оптичного вимірювання температури поверхні безперервнолитих злитків включає установку оптичного вимірника з приладом із зарядним зв'язком (ПЗЗ) матрицею на ділянці виходу злитка із зони вторинного охолодження машини безперервного лиття злитків (МБЛЗ) так, щоб нормаль візування була перпендикулярна до поверхні злитка. Як вимірник температури використовують пристрій, оснащений кольоровою ПЗЗ матрицею з високою роздільною здатністю. Визначення температури здійснюють на основі комплексної величини відгуку ПЗЗ матриці за формулою. UA 78052 U (54) СПОСІБ ОПТИЧНОГО ВИМІРЮВАННЯ ТЕМПЕРАТУРИ ПОВЕРХНІ БЕЗПЕРЕРВНОЛИТИХ ЗЛИТКІВ UA 78052 U UA 78052 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургійного виробництва, зокрема до безперервної розливки сталі, і може бути використана для безконтактного встановлення теплового стану поверхні безперервнолитих злитків безпосередньо у процесі їх виливання. Відомий спосіб автоматичного контролю температури поверхні безперервнолитих злитків [авт. свидетельство СРСР № 1576228, 5 В22D 11/16, 23.03.88 "Способ автоматического контроля температуры поверхности слитка при непрерывной разливке и устройство для его осуществления" / Бриль Ю.Л., Брам В.М., Кац Г.А. и др.], який включає послідовний вимір температури ділянок поверхні злитка по його ширині пірометром, виконаним з можливістю переміщення по ширині і довжині технологічної осі машини безперервного лиття злитків (МБЛЗ), що дозволяє безперервно сканувати пірометром переріз злитка без зміщення по технологічній осі. Реалізація цього способу вимагає установки на технологічну вісь МБЛЗ додаткової складної механічної конструкції для переміщення точкового датчика - пірометра, що ускладнює реалізацію методу. Також застосування механічної конструкції переміщення датчика обмежує надійність методу і вимагає частого контролю стану механізмів. Окрім цього, процес виміру розподілу температури по ширині злитків характеризується порівняно великим часовим інтервалом, що впливає на точність отриманих результатів. Також відомий спосіб постійного збору і обробки інформації про зміну температури поверхні злитка, [Совершенствование системы вторичного охлаждения непрерывнолитой заготовки на основе реальной информации о тепловом состоянии слитка / А.Л. Кузьминов, А.В. Голубев, А.В. Кожевников [и др.] // Металлург.-2009. - № 4. - С. 41-44], яка є системою спеціально розроблених і виготовлених пірометричних датчиків і скануючого пірометра. Скануючий пірометр, який використовують в способі, дозволяє вимірювати температуру поверхні злитка в декількох зонах по ширині злитка (діапазоном 700-1100 °C). З метою визначення температури за даними спектра випромінювання поблизу довжин хвиль - 1, 2, 3, в конструкції оптичної голівки пірометра застосовується три матриці приладів із зарядним зв'язком (ПЗЗ), що ускладнює конструкцію і збільшує вартість приладу. Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є спосіб вимірювання температури поверхні безперервнолитих злитків за допомогою тепловізора [Patent Application Publication US 0236743 A1; У 22 D 46/00; 12/309,183; 10.24.2007 Apparatus and methods for measuring the surface temperature of continuous casting billets/slab / Z. Xie, Z. Hu, Y. Сі, [е.а.]], що прийнятий за прототип, у якому для виміру температури застосовуються два вимірники - тепловізор і інфрачервоний пірометр. Установка оптичного вимірника з ПЗЗ матрицею робиться на ділянці технологічної осі МБЛЗ в точці виходу злитка із зони вторинного охолодження так, щоб нормаль візування була перпендикулярна до поверхні злитка. Тепловізор використовує монохромну ПЗЗ матрицю, що фіксує випромінювання діапазоном довжин хвиль 760-1000 нм, з високою роздільною здатністю 1300×1024 точки. Технічним обмеженням цього способу є використання монохромного датчика інтенсивності випромінювання поверхні злитка, що у разі забруднення повітряного простору між датчиком і поверхнею злитка парами води та діоксидом вуглецю послужить причиною значного підвищення погрішності вимірів, що проводяться. Застосування у такому разі пірометрів колірного відношення приведе до значного зменшення роздільної здатності методу до 800×600 точок. У основу корисної моделі, що заявляється, поставлена задача розробити спосіб оптичного виміру температури поверхні безперервнолитих злитків в процесі їх відливання, в якому досягається суттєве збільшення інформативності даних про тепловий стан їх поверхні, а також зменшується вплив таких негативних чинників як забрудненість атмосфери на точність оптичного методу визначення температури поверхні злитків, що суттєво спрощує і знижує вартість представленого способу. Для рішення поставленої задачі в способі оптичного вимірювання температури поверхні безперервнолитих злитків, що включає установку оптичного вимірника з ПЗЗ матрицею на ділянці виходу злитка із зони вторинного охолодження МБЛЗ так, щоб нормаль візування була перпендикулярна до поверхні злитка, згідно з корисною моделлю, як вимірник температури використовують пристрій, оснащений кольоровою (ПЗЗ) матрицею з високою роздільною здатністю (3648×2736 пікселів і більше), а визначення температури роблять на основі комплексної величини відгуку ПЗЗ матриці : G 0,05 R , (1) R 1 UA 78052 U де R G - значення відгуку ПЗЗ матриці, що відповідають інтенсивності випромінювання в двох інтервалах довжин хвиль, а температуру визначають виходячи з рівняння: t=a·+b, °C, (2) 5 10 15 20 25 30 35 40 де а і b - емпіричні коефіцієнти. Використання як вимірника теплового випромінювання ПЗЗ матриці з високим розділенням полягає у можливості проведення фіксації теплового випромінювання з ділянок поверхні площею до 0,16 мм, що дозволяє отримувати детальну карту розподілу температури по поверхні безперервнолитих злитків. При високій роздільній здатності ПЗЗ матриці розмір осередків такий, що дозволяє не лише отримати детальну карту випромінювання, але і застосовувати прості алгоритми обробки даних при збереженні високої точності вимірів. Велика роздільна здатність ПЗЗ матриці дозволяє розміщувати об'єкт, що візується в центрі кадру і при цьому не заповнювати його периферійні ділянки, що дозволяє зменшити вплив різного роду аберації оптичної системи, тим самим підвищити точність візування. Реєстрація випромінювання поверхні ведеться по сітці, що умовно накладається на поверхню злитка. Кожен піксель (точка растру) містить інтегральне для відповідного осередку значення інтенсивності випромінювання в трьох інтервалах довжин хвиль - R, G і В. Величина реєстрованої щільності випромінювання дискретизує по 256-рівневій шкалі. Згідно з корисною моделлю для визначення температури на ділянці візування, якій відповідає проекція одного пікселя, використовують інформацію про відношення інтенсивності випромінювання для двох ділянок довжин хвиль. Використання даних про співвідношення спектральної щільності випромінювання в двох діапазонах довжин хвиль дозволяє зменшити вплив на точність вимірів таких чинників як забрудненість атмосфери між вимірником і поверхнею злитка, різні аберації, які пов'язані з оптичною системою вимірника, а також проводити детальніше вивчення теплової картини поверхні безперервнолитих заготовок. Проте різна чутливість елементів ПЗЗ матриці до випромінювання приводить до нелінійності передавальної характеристики вимірника, що ускладнює аналіз даних. Тому в даній корисній моделі запропоновано лінеаризуюче рівняння (1) для розрахунку вихідного параметра ПЗЗ матриці, за значенням якого проводиться градуювання вимірника, що в результаті дозволяє встановити лінійну залежність вихідної величини від температури візованого об'єкта (2). На основі лабораторної бази ГВУЗ "ПДТУ" було проведено градуювання вимірника з ПЗЗ матрицею роздільною здатністю 3648×2736 пікселів. З метою встановлення впливу збурювальних чинників, процес візування проводився з різної відстані і при різній зовнішній освітленості. Аналіз отриманих даних дозволив зробити висновок про відсутність суттєвого впливу цих чинників на результат виміру. Таким чином, в межах одного знімка чутливість вживаного вимірника дозволяє визначати зміну температури діапазоном 300 °C, при нижній межі чутливості від 620 до 1100 °C. Отримані інтервали температур добре підходять для визначення температури поверхні безперервнолитого злитка. Отримана залежність: t=210,73·+548,53, °C, 45 50 55 (3) діапазон застосування якої відповідає інтервалу температур 680-940 °C. З метою оцінки точності пропонованого методу у виробничих умовах проведена серія дослідних і контрольних вимірів поверхні безперервнолитого злитка. Виміри проводилися з розливного майданчика. Відстань візування склала 12 м. Відстань від меніска рідкої сталі в кристалізаторі до точки візування 45 м. Візування здійснювалося перпендикулярно до поверхні безперервнолитих злитків. Результати визначення температури поверхні слябової заготовки: а - зразок візування; б температура (1) і температурні градієнти (2) поверхні сляба; у - ураженість поверхні сляба окалиною; о - контрольні виміри пірометром представлені на кресленні. Для оцінки адекватності отриманих результатів паралельно з процесом виміру температури за допомогою способу, що заявляється, проводилися контрольні виміри оптичним інфрачервоним пірометром "Cyclops 100" з класом точності 0,5. Для контролю вимірювалася температура в трьох точках, що лежать на відстані 1/15, 1/4 і 1/2 ширини заготовки від лівого ребра грані малого радіусу на відстані 45 м від меніска рідкої сталі. Виміри робилися при 2 UA 78052 U розливанні заготовки на різних МБЛЗ, при різних вживаних перерізах і марках сталей. Результати вимірів представлені в таблиці. Таблиця Експериментальні дані про температуру поверхні безперервнолитих заготовок № Марка сталі 1 2 3 4 У-40 АН-32 РО-41 Х 70 Замірювання в точці Замірювання в точці Замірювання в точці 1/10 ширини загото- 1/4 ширина загото1/2 ширина заготоШвидкість вки, °C вки, °C вки, °C Ширина розлисляба, Вимірник Вимірник Вимірник вання, ЗамірюЗамірюЗамірюмм з ПЗЗ з ПЗЗ з ПЗЗ м/хвил. вання піровання піровання піроматриматриматриметром метром метром цею цею цею 1550 0,7 702 696±4* 750 759±4 755 748±4 1850 0,7 727 735±4 809 799±4 798 789±4 1550 0,7 701 692±4 776 769±4 778 786±4 1850 1,1 867 873±4 902 894±4 916 909±4 * - діапазон температур, приведений після значень виміру пірометром, відповідає погрішності вживаного пірометра. 5 10 15 20 25 30 35 40 Аналіз даних, представлених в таблиці свідчить про те, що розбіжність між результатами вимірів, зроблених за допомогою оптичного вимірника з кольоровою ПЗЗ матрицею і пірометра не перевищує 20 °C, що складає при вимірюваних температурах 2 %. Спосіб виконується наступним чином. Растрове зображення, отримане в результаті візування вимірником, є набором яскравісних характеристик в трьох інтервалах довжин хвиль спектра випромінювання. Проте можливі відмінності оптичної системи вимірників і технології виготовлення ПЗЗ матриць визначають індивідуальність залежності вихідних характеристик приладу від температури випромінювання поверхні металу. Тому необхідною умовою є проведення калібрування вимірника з метою побудови його колірного профілю і стандартизації вихідних параметрів. Для вимірника визначаються оптимальні параметри візування для оптичних систем (експозиція, фокусна відстань, діафрагма). За умови збереження цих параметрів проводиться градуювання вимірника. Для градуювання вимірника можна використовувати будь-який еталон абсолютно чорного тіла (АЧТ), для якого відома залежність інтенсивності випромінювання від температури, при фіксованому значенні довжини хвилі випромінювання. Наприклад, світловимірювальна лампа СІ-16 (596 нм). В процесі градуювання використовуючи рівняння (1) визначається лінійна залежність (2). Користуючись отриманою залежністю, як наприклад рівнянням (3), можна проводити обробку растра, отриманого за допомогою вимірника при візуванні поверхні безперервнолитих злитків за умови незмінності оптичних параметрів в процесі експерименту. Для отримання якісних результатів необхідно врахувати деякі особливості процесу візування, пов'язані з аберацією використовуваної оптичної системи. Найбільш суттєві з них - це геометричні спотворення і ефект віньєтування. Геометричні спотворення можуть бути у вигляді циліндричного спотворення близько 1,0 %, і подушкоподібне спотворення близько 0,2 %. Ефект віньєтування характеризується неправильною передачею яскравості по краях зображення, проте велика площа в центрі зображення залишається неспотвореною. Усі ці спотворення проявляються на краях кадру, тому, для підвищення точності виміру, рекомендується візувати об'єкт так, щоб його зображення не займало площу, близьку до країв кадру. Окрім цього при оптичній реєстрації температури на отримані результати чинить великий вплив кут візування до поверхні випромінювання. Тому рекомендується проводити виміри перпендикулярно до поверхні злитка. Отримані в результаті візування значення інтенсивності випромінювання в двох інтервалах довжин хвиль - R, G підставляються в рівняння (1), за допомогою якого визначається комплексна величина , яка у свою чергу є змінною в отриманому в процесі градуювання рівнянні (3) (при зміні умов візування і типу (ПЗЗ) матриці необхідно проводити градуювання по рівнянню (2)). В результаті підстановки в рівняння (3) набуваємо значення температури для 3 UA 78052 U точки растру, проекція якої відповідає певній ділянці візованої поверхні безперервнолитого злитка. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб оптичного вимірювання температури поверхні безперервнолитих злитків, що включає установку оптичного вимірника з приладом із зарядним зв'язком (ПЗЗ) матрицею на ділянці виходу злитка із зони вторинного охолодження машини безперервного лиття злитків (МБЛЗ) так, щоб нормаль візування була перпендикулярна до поверхні злитка, який відрізняється тим, що як вимірник температури використовують пристрій, оснащений кольоровою ПЗЗ матрицею з високою роздільною здатністю 3648×2736 пікселів і більше, а визначення температури здійснюють на основі комплексної величини відгуку ПЗЗ матриці : G 0,05 R , (1) R 15 де R , G - значення відгуку ПЗЗ матриці, відповідні інтенсивності випромінювання в двох інтервалах довжин хвиль, а температуру визначають, виходячи з виразу: t a b, C , (2) де a і b - емпіричні коефіцієнти. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of optical measurement of surface temperature of continuously cast ingots
Автори англійськоюFedosov Andrii Vasyliovych, Kazachkov Yevhenii Oleksandrovych, Kyslytsia Viacheslav Volodymyrovych, Isaiev Olrh Borysovych
Назва патенту російськоюСпособ оптического измерения температуры поверхности непрерывнолитых слитков
Автори російськоюФедосов Андрей Васильевич, Казачков Евгений Александрович, Кислица Вячеслав Владимирович, Исаев Олег Борисович
МПК / Мітки
МПК: B22D 11/16, B30B 15/28
Мітки: оптичного, безперервнолитих, поверхні, температури, вимірювання, спосіб, злитків
Код посилання
<a href="https://ua.patents.su/6-78052-sposib-optichnogo-vimiryuvannya-temperaturi-poverkhni-bezperervnolitikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб оптичного вимірювання температури поверхні безперервнолитих злитків</a>
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, Калинюк Олексій Миколайович
Мітки: поверхні, спосіб, електронно-променевого, циліндричних, оплавлення, злитків
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка,...
Пристрій безконтактного вимірювання температури поверхні нагрітих тіл

Номер патенту: 61515
Опубліковано: 17.11.2003
Автори: Скубілін Міхаіл Дємьяновіч, Стефаненко Віталій Віталійович, Скубілін Ігорь Міхайловіч, Стефаненко Віталій Кузьмович
МПК: G01J 5/58, H01L 21/66
Мітки: тіл, вимірювання, безконтактного, нагрітих, температури, пристрій, поверхні
Формула / Реферат:
Пристрій безконтактного вимірювання температури поверхні нагрітих тіл, що містить вхід із прозорого в робочому спектральному діапазоні матеріалу оптичного зв'язку і датчик випромінювання нагрітого тіла, розташований у фокальній площині і на осі входу, який відрізняється тим, що в нього введені другий датчик (приймач) випромінювання, розташований у фокальній площині і симетрично з першим датчиком на оптичній осі входу, перший і другий...
Спосіб вібронавантаження злитків з рідкою серцевиною
Номер патенту: 58481
Опубліковано: 11.04.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: злитків, вібронавантаження, рідкою, спосіб, серцевиною
Формула / Реферат:
Спосіб вібронавантаження злитків з рідкою серцевиною металу, який відрізняється тим, що вібронавантаження виконують у процесі переміщення злитків від сталерозливного до обтискного цеху на візках з колесами, з параметрами коліс d/R=0,005-0,06, де d - висота рельєфу; R - радіус коліс візка.
Пристрій для вимірювання температури рухомої поверхні
Номер патенту: 31523
Опубліковано: 15.12.2000
Автори: Ванкевич Петро Іванович, Курітник Ігор-Петро Петрович
МПК: G01K 13/00
Мітки: рухомої, поверхні, вимірювання, пристрій, температури
Текст:
...температури рухомої поверхні, виконаний в вигляді кільця із вмонтованою батареєю термопар Г А.с. СРСР № 445859,11113G01 ійЗ/04, 1974 рЛ Даний пристрій не забезпечує необхідної точності вимірювань за рахунок наявності в його конструкції складного колекторного вузла із ковзним струмознімачем, котрий вносить суттєві похибки з результат вимірюваная. Найбільш Слизьким по технічній суті до запропонованого являється пристрій для вимірювання...
Скануючий прилад для оптичного вимірювання локальних деформацій субмікронної роздільної здатності на поверхні конструкційного елемента
Номер патенту: 17347
Опубліковано: 15.09.2006
Автори: Копчевський Павло Михайлович, Писаренко Георгій Георгійович
МПК: G01N 3/00, G01B 9/04, G01B 9/00
Мітки: здатності, конструкційного, оптичного, роздільної, вимірювання, деформацій, локальних, субмікронної, прилад, елемента, скануючий, поверхні
Формула / Реферат:
Скануючий прилад для оптичного вимірювання локальних деформацій субмікронної роздільної здатності на поверхні конструкційного елемента, що включає основу, на якій встановлено лазер, оптичну систему, систему фокусування, блок фотодіодів, рушій позиціонування по осі "X" та по осі "Y", блоки управління рушіями позиціонування, блок управління лазером, блок управління фокусуванням, підсилювачі сигналів фотодіодів,...
Попередній патент: Спосіб дистанційної діагностики наявності у водоймищі продуктів анаеробного розкладу мертвої органічної речовини
Наступний патент: Дисковий ніж
Випадковий патент: Газоструминний млин