Васильєв Олександр Геннадійович
Прокатна кліть
Номер патенту: 108968
Опубліковано: 10.08.2016
Автори: Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Набока Володимир Іванович, Мацко Сергій Володимирович
МПК: B21B 31/00
Формула / Реферат:
Прокатна кліть, що включає опорні та робочі валки з подушками і підшипниками кочення, яка відрізняється тим, що шийки робочого валка виконують з більшим діаметром з боку бочки валка (з прямим конусом поверхні контакту), шийки опорного валка виконують з меншим діаметром з боку бочки валка (із зворотним конусом поверхні контакту), а різниця діаметрів по довжині шийки дорівнює двом прогинам валка по осі відносно кінців його шийок.
Спосіб холодної прокатки штаб
Номер патенту: 108967
Опубліковано: 10.08.2016
Автори: Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Набока Володимир Іванович, Васильєв Олександр Геннадійович
МПК: B21B 39/34, B21B 1/28
Мітки: спосіб, штаб, прокатки, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування рулонів за допомогою розмотувача, нагрівання гарячекатаного підкату за допомогою прохідної підігрівальної печі і подавання в прокатні кліті стана, який відрізняється тим, що в прохідній печі виконують нагрівання рулонів з гарячекатаним підкатом, а як теплоносій, що транспортується по трубах, розташованих уздовж печі по ходу руху рулонів, використовують, наприклад, перегріту пару або...
Спосіб подачі охолоджувача при холодному прокатуванні штаб
Номер патенту: 104789
Опубліковано: 25.02.2016
Автори: Жученко Станіслав Вікторович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 39/34
Мітки: штаб, холодному, подачі, охолоджувача, прокатуванні, спосіб
Формула / Реферат:
Спосіб подачі охолоджувача на при холодному прокатуванні штаб, що включає диференційну (секційну) подачу охолоджувача (емульсії) на локальні ділянки по довжині робочого валка, який відрізняється тим, що диференційну подачу охолоджувача виконують на штабу по її ширині перед входом у робочі валки.
Спосіб зварювання штаб у стик у гарячому стані
Номер патенту: 85509
Опубліковано: 25.11.2013
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович
МПК: B23K 20/04
Мітки: стик, гарячому, штаб, стані, зварювання, спосіб
Формула / Реферат:
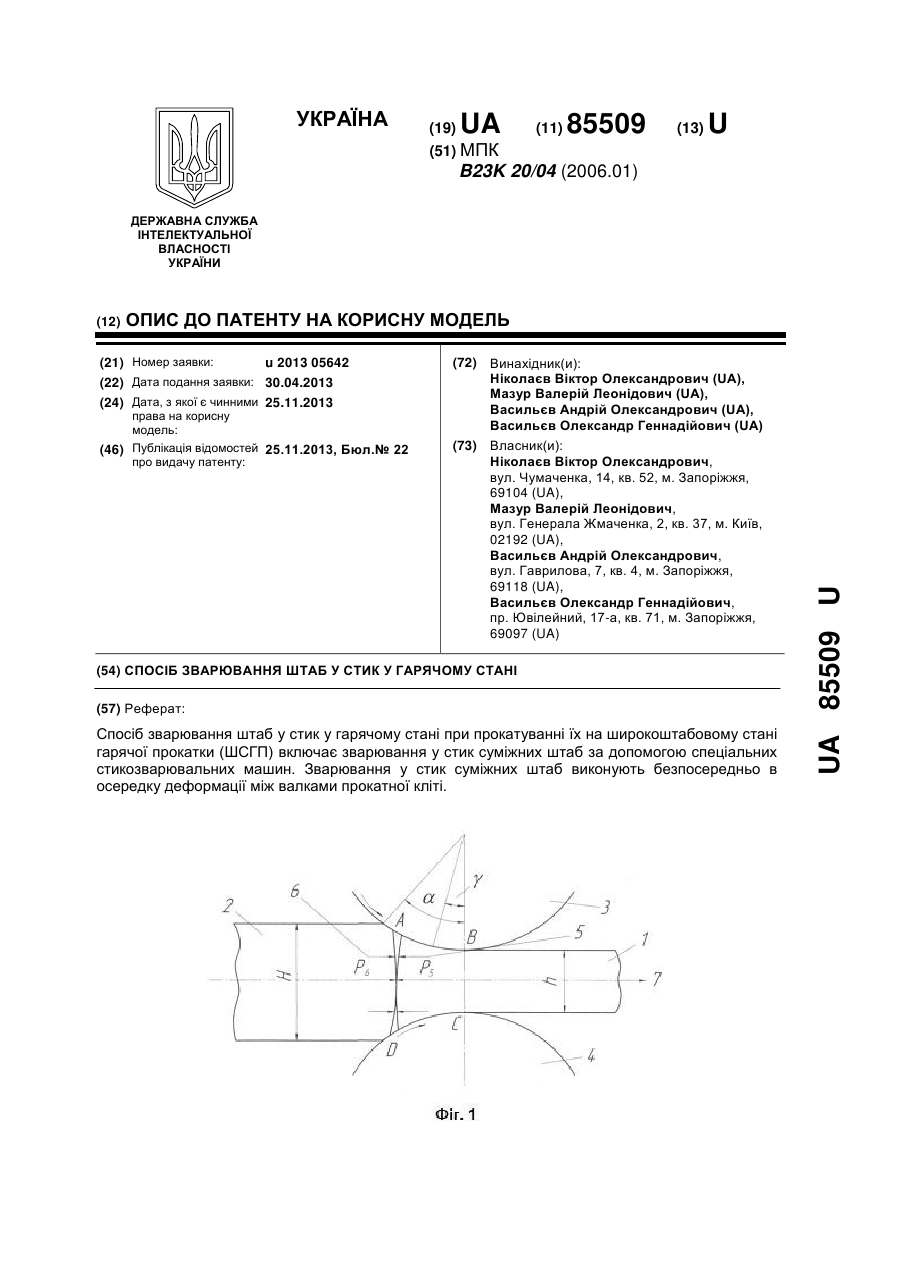
Спосіб зварювання штаб у стик у гарячому стані при прокатуванні їх на широкоштабовому стані гарячої прокатки (ШСГП), що включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин, який відрізняється тим, що зварювання у стик суміжних штаб виконують безпосередньо в осередку деформації між валками прокатної кліті.
Спосіб профілювання робочих валків
Номер патенту: 81676
Опубліковано: 10.07.2013
Автори: Васильєв Олександр Геннадійович, Сімененко Олег Володимирович, Ніколенко Андрій Георгійович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 27/02
Мітки: робочих, спосіб, профілювання, валків
Формула / Реферат:
Спосіб профілювання робочих валків, що включає виконання параболічних скосів на одній половині довжини бочки, який відрізняється тим, що кінцеві скоси мають прямолінійну форму і їх виконують на кінцевих ділянках валка з кутом нахилу tgφ = 5B / m = 0,00063-0,0016 (де δв - величина зменшення пружних деформацій діаметра робочого валка на ділянці m; m - довжина стоншених кромок штаби, яка дорівнює 60-80 мм; φ - кут нахилу...
Спосіб підготовки виливниці перед розливанням у неї рідкого металу

Номер патенту: 80735
Опубліковано: 10.06.2013
Автори: Тумко Олександр Миколайович, Сальніков Анатолій Семенович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B22D 7/04
Мітки: металу, рідкого, розливанням, неї, виливниці, спосіб, підготовки
Формула / Реферат:
Спосіб підготовки виливниці перед розливанням у неї рідкого металу, що включає зачищення внутрішньої поверхні, який відрізняється тим, що у виливницю поміщають хрестовину, на яку встановлено вертикальний стержень з поперечним перетином довільної форми (круг, квадрат, труба, хрестовина), а розмір поперечного перетину стержня дорівнює а=(0,01…0,30)А, де А - розмір поперечного перетину виливниці.
Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Мацко Сергій Володимирович, Жученко Станіслав Вікторович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 31/02
Мітки: кварто, спосіб, валків, установки, робочих, кліті
Формула / Реферат:
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Спосіб регулювання прогину робочого валка
Номер патенту: 72329
Опубліковано: 10.08.2012
Автори: Мацко Сергій Володимирович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: валка, регулювання, робочого, спосіб, прогину
Формула / Реферат:
Спосіб регулювання прогину робочого валка, який включає робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, та систему подачі рідини (мастила) високого тиску, який відрізняється тим, що тиск рідини гідросистеми (мастила) в плунжері з боку входу штаби в валки в процесі прокатки змінюють в межах
Комплект подушок валків листопрокатної кліті
Номер патенту: 69571
Опубліковано: 10.05.2012
Автори: Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Мацко Сергій Володимирович, Ніколаєв Олександр Вікторович, Васильєв Андрій Олександрович
МПК: B21B 27/00
Мітки: листопрокатної, комплект, подушок, кліті, валків
Формула / Реферат:
Комплект подушок валків листопрокатної кліті з підшипниками, який включає гідравлічні пристрої врівноважування з плунжерами, що контактують торцями з плоскими поверхнями верхніх подушок, який відрізняється тим, що плунжери гідропристроїв врівноважування виконані зі сферичною формою торцевих поверхонь.
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович
МПК: B21B 39/34
Мітки: спосіб, штаб, прокатки, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Спосіб обробки штаби після гарячої прокатки
Номер патенту: 67276
Опубліковано: 10.02.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Станіслав Олександрович, Ніколаєва Ангела Вікторівна, Васильєв Олександр Геннадійович
МПК: B21B 39/34
Мітки: спосіб, гарячої, прокатки, штаби, обробки
Формула / Реферат:
Спосіб обробки штаби після гарячої прокатки, що включає стикове зварювання, травлення штаби на неперервно-травильному агрегаті та змотування її в рулон на моталку, який відрізняється тим, що перед змотуванням штаби в рулон гарячекатану штабу піддають пластичній деформації в прокатній кліті зі зменшенням її товщини.
Спосіб підготовки поверхні валків

Номер патенту: 64866
Опубліковано: 25.11.2011
Автори: Васильєв Станіслав Олександрович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: підготовки, спосіб, валків, поверхні
Формула / Реферат:
Спосіб підготовки поверхні валків, що включає шліфування поверхні і подальшу насічку поверхні валків дробом на дробоструминній (дробометній) установці, який відрізняється тим, що після обробки дробом поверхні робочих валків повторно піддають механічній обробці на вальцешліфувальному верстаті для згладжування виступів (піків).
Ножі ножиць для поперечного різання штаб (розкатів)

Номер патенту: 62726
Опубліковано: 12.09.2011
Автори: Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Мацко Сергій Володимирович
МПК: B21B 31/00
Мітки: різання, поперечного, ножиць, розкатів, штаб, ножі
Формула / Реферат:
Ножі ножиць для поперечного різання штаб (розкатів), що містять перемінний профіль по довжині різальної кромки, які відрізняються тим, що один з ножів у середній частині довжини різальної кромки має западину довжиною С = (0,06-0,265) Lн, а другий ніж у середній частині довжини різальної кромки має виступ довжиною С = (0,06- 0,265) Lн.
Валок прокатної кліті

Номер патенту: 62725
Опубліковано: 12.09.2011
Автори: Панченко Вячеслав Станіславович, Васильєв Олександр Геннадійович, Кривцов Андрій Іванович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 31/02
Мітки: валок, кліті, прокатної
Формула / Реферат:
Валок прокатної кліті з конусно-опуклим профілем твірної бочки, який відрізняється тим, що середня ділянка бочки довжиною, рівною α/L = 0,4-0,6 виконана опуклою з параболічною формою, з величиною опуклості fH/D = 0,001-0, 004.
Валковий вузол прокатної кліті листового стана
Номер патенту: 62724
Опубліковано: 12.09.2011
Автори: Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Руденко Володимир Вікторович, Мацко Сергій Володимирович, Ніколенко Андрій Георгійович, Касьян Сергій Васильович, Ніколаєв Віктор Олександрович
МПК: B21B 27/00
Мітки: вузол, кліті, валковий, прокатної, листового, стана
Формула / Реферат:
Валковий вузол прокатної кліті листового стана, що включає робочі і опорні валки, бочки яких виконані з чергуванням різновисоких і різноспрямованих ділянок, утвореними виступами і западинами, розташованими під кутом 10... 56° до вертикальної осі валків, який відрізняється тим, що западини виконані з глибиною , із кроком западин
Валковий вузол кліті кварто

Номер патенту: 62723
Опубліковано: 12.09.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Станіслав Олександрович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович
МПК: B21B 31/02
Мітки: вузол, валковий, кліті, кварто
Формула / Реферат:
Валковий вузол кліті кварто, що включає робочі і опорні валки з подушками і зміщенням осей робочих валків відносно осі опорних валків, який відрізняється тим, що осі робочих валків зміщені відносно осі опорних валків в протилежному напрямі.
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: клиновий, кварто, кліті, пристрій, валків, подушок
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Спосіб вібраційного завантаження рідким металом виливниць
Номер патенту: 61030
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Ніколаєва Ангела Вікторівна, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: завантаження, спосіб, металом, вібраційного, рідким, виливниць
Формула / Реферат:
Спосіб вібраційного завантаження рідким металом виливниць, який характеризується тим, що завантаження рідким металом виливниць здійснюють при накладанні вібрації на виливниці спільно зі злитковозними платформами.
Спосіб прокатки штаб
Номер патенту: 61012
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб зі змінною швидкістю валків клітей ШСГП (широкоштабового стана гарячої прокатки), який відрізняється тим, що прокатку проміжного розкату здійснюють зі змінною швидкістю валків в останній кліті чорнової групи ШСГП і, при цьому швидкість валків зменшують від переднього кінця до заднього кінця в 1,5...2,5 разу.
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб вібронавантаження злитків з рідкою серцевиною
Номер патенту: 58481
Опубліковано: 11.04.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: злитків, рідкою, серцевиною, спосіб, вібронавантаження
Формула / Реферат:
Спосіб вібронавантаження злитків з рідкою серцевиною металу, який відрізняється тим, що вібронавантаження виконують у процесі переміщення злитків від сталерозливного до обтискного цеху на візках з колесами, з параметрами коліс d/R=0,005-0,06, де d - висота рельєфу; R - радіус коліс візка.
Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Жученко Станіслав Вікторович, Руденко Володимир Вікторович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Спосіб регулювання товщини штаби
Номер патенту: 48340
Опубліковано: 10.03.2010
Автори: Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Пчела Миколай Іванович
МПК: B21B 37/00
Мітки: штаби, регулювання, товщини, спосіб
Формула / Реферат:
Спосіб регулювання товщини штаби, що включає обтиск металу зусиллям гідравлічного пристрою через шийки валків, який відрізняється тим, що при прокатуванні стовщених ділянок довжини штаби величину зусилля гідравлічного пристрою на шийки робочих валків зменшують на 80-85 %.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Скрипак Владислав Володимирович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Валок прокатної кліті кварто
Номер патенту: 45429
Опубліковано: 10.11.2009
Автори: Мазур Валерій Леонідович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: кварто, прокатної, кліті, валок
Формула / Реферат:
Валок прокатної кліті кварто зі змінним профілем твірної бочки, який відрізняється тим, що вершина опуклості бочки одного робочого валка зміщена відносно вертикальної осі робочого валка на відстань C/L = 0,05-0,25, де (С - величина зміщення вершини; L - довжина бочки валка), а відносно вершини другого робочого валка - зміщена на відстань 2C/L = 0,1-0,5.
Диск для профілювання валків
Номер патенту: 43234
Опубліковано: 10.08.2009
Автори: Жученко Станіслав Вікторович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович
МПК: B23B 5/00
Мітки: профілювання, валків, диск
Формула / Реферат:
Диск для профілювання валків з параболічним профілем твірної, який відрізняється тим, що твірна диска має вигляд параболи 4-6 ступеня.
Обвідний ролик прокатного стана
Номер патенту: 42918
Опубліковано: 27.07.2009
Автори: Ніколенко Андрій Георгійович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 39/34
Мітки: ролик, прокатного, обвідний, стана
Формула / Реферат:
Обвідний ролик прокатного стана, який відрізняється тим, що твірна ролика має форму опуклої параболи з кривизною f/D=0,0024-0,021, де f - величина опуклості твірної, D - діаметр обвідного ролика.
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, прокатки, холодної, спосіб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: комплект, стана, листового, кліті, подушок
Формула / Реферат:
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Вібронавантажувач для обробки металів тиском
Номер патенту: 61365
Опубліковано: 17.11.2003
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: тиском, обробки, вібронавантажувач, металів
Формула / Реферат:
Вібронавантажувач для обробки металів тиском, що виконаний у вигляді пружини, встановленої під робочим інструментом, який відрізняється тим, що вібронавантажувач виконано у вигляді пластинчатої пружини і встановлено під корпусом підшипника ролика прокатного стана, який направляє штабу.
Збірний волочильний інструмент
Номер патенту: 51951
Опубліковано: 16.12.2002
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: інструмент, волочильний, збірний
Формула / Реферат:
Збірний волочильний інструмент, який має корпус, гайку, конусну затискну з поздовжнім розрізом (цангову) втулку, в якій розташовані напірна і робоча волоки, а також ущільнювальну шайбу, який відрізняється тим, що в поздовжній розріз затискної конусної втулки встановлено ущільнювач із м'якого пружного матеріалу.
Збірна волока
Номер патенту: 50984
Опубліковано: 15.11.2002
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21C 3/14
Формула / Реферат:
Збірна волока, яка містить корпус, затискну конусну з розрізом ( цангову ) втулку, напірну і робочу волоки з шайбою між ними, яка відрізняється тим, що на вихідній частині конусної затискної втулки поздовжній розріз виконано на довжині де L - довжина твердосплавної робочої волоки.
Волочильний інструмент

Номер патенту: 50089
Опубліковано: 15.10.2002
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21C 3/14
Мітки: волочильний, інструмент
Формула / Реферат:
Волочильний інструмент, який має корпус, гайку, конусну затискну з поздовжнім розрізом (цангову) втулку, в якій розташовані напірна і робоча волоки, а також ущільнювальну шайбу, який відрізняється тим, що інструмент виконано із розрізною ущільнювальною шайбою, а довжина конусної частини затискної (цангової) втулки рівна довжині робочої волоки.
Спосіб волочіння дроту з технологічним мастилом
Номер патенту: 43563
Опубліковано: 17.12.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: дроту, волочіння, спосіб, технологічним, мастилом
Формула / Реферат:
Спосіб волочіння дроту з технологічним мастилом в інструменті, який має корпус, гайку, охолоджувальні напірну волоку і робочу волоку, в якій виконується повна пластична деформація дроту для отримання діаметра, який задано, одну робочу камеру для мастила, який відрізняється тим, що повна пластична деформація виконується в двох осередках деформації з двома камерами для мастила змазування контактних поверхонь.
Спосіб волочіння дроту
Номер патенту: 43126
Опубліковано: 15.11.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
Мітки: волочіння, спосіб, дроту
Формула / Реферат:
Спосіб волочіння дроту технологічним мастилом, що включає деформацію дроту в декількох волоках з протинатягом дроту перед наступною волокою проміжними тяговими пристроями, який відрізняється тим, що протинатяг дроту виконують непривідними проміжними тяговими пристроями, контактна поверхня яких має профіль твірної, яка відповідає поперечному перерізу дроту, що протягається.
Інструмент для волочіння
Номер патенту: 41120
Опубліковано: 15.08.2001
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21C 3/14
Мітки: інструмент, волочіння
Формула / Реферат:
Інструмент для волочіння в режимі гідродинамічного тертя, який має волокотримач, насадку (затискний гвинт), робочу волоку в збірній обоймі, який відрізняється тим, що інструмент виконано з постійною насадкою, напірною волокою, яку установлено, в насадці, постійною напірною втулкою, яку установлено між насадкою і робочою волокою і, крім того, насадка і напірна втулка мають конусне з'єднання.
Інструмент для волочіння
Номер патенту: 37964
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Таратута Костянтин Васильович
МПК: B21C 3/14
Мітки: волочіння, інструмент
Формула / Реферат:
Інструмент для волочіння, що містить корпус, спряжений з конусною обоймою, в середині яких розташовані напірна і робоча волоки, та затискну гайку, що встановлена на виході конусної обойми, який відрізняється тим, що конусна обойма виконана суцільною та має спряження з корпусом звужувальним конусним торцем, при цьому напірна волока встановлена у корпус, а робоча волока - у конусну обойму.
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович
МПК: B21B 1/22
Мітки: спосіб, штаб, гарячого, прокатування
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: безперервного, штаб, прокатування, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...