Спосіб виготовлення футерівки малого склепіння електропечі
Номер патенту: 78621
Опубліковано: 25.03.2013
Автори: Слєднєва Валентина Андріївна, Ємченко Андрій Валентинович, Дорофєєв Олександр Вікторович, Цуканов Владислав Іванович, Крикунов Борис Петрович, Романов Віталій Анатолійович, Стуржа Михайло Давидович, Бобровицький Віктор Іванович, Колєсников Дмитро Васильович, Богославський Юрій Анатолійович, Яковенко Анатолій Тимофійович, Кривицький Дмитро Володимирович, Дмитрієв Євген Володимирович

Формула / Реферат
1. Спосіб виготовлення футерівки малого склепіння електропечі, що включає виконання вогнетривкої футерівки центральної частини склепіння з використанням сухої вогнетривкої суміші на основі оксидів алюмінію й замішувача, і розміщення листового волокнистого теплоізоляційного матеріалу по периферії між водоохолоджуваним склепінним кільцем і вогнетривкою футерівкою центральної частини, який відрізняється тим, що вогнетривку футерівку центральної частини склепіння виконують із вогнетривкого бетону шляхом його наливання в шаблон, при цьому суху вогнетривку суміш використовують із вмістом оксидів алюмінію 93-95 мас. %, а як замішувач - питну воду в кількості 4,5-5,5 % від маси сухої суміші, причому як листовий волокнистий теплоізоляційний матеріал розміщають вогнетривкий картон товщиною 12-15 мм.
2. Спосіб за п. 1, який відрізняється тим, що як вогнетривкий картон використовують базальтовий картон.
3. Спосіб за п. 1, який відрізняється тим, що наливання бетону здійснюють у металевий симетрично рознімний конусоподібний шаблон.
Текст
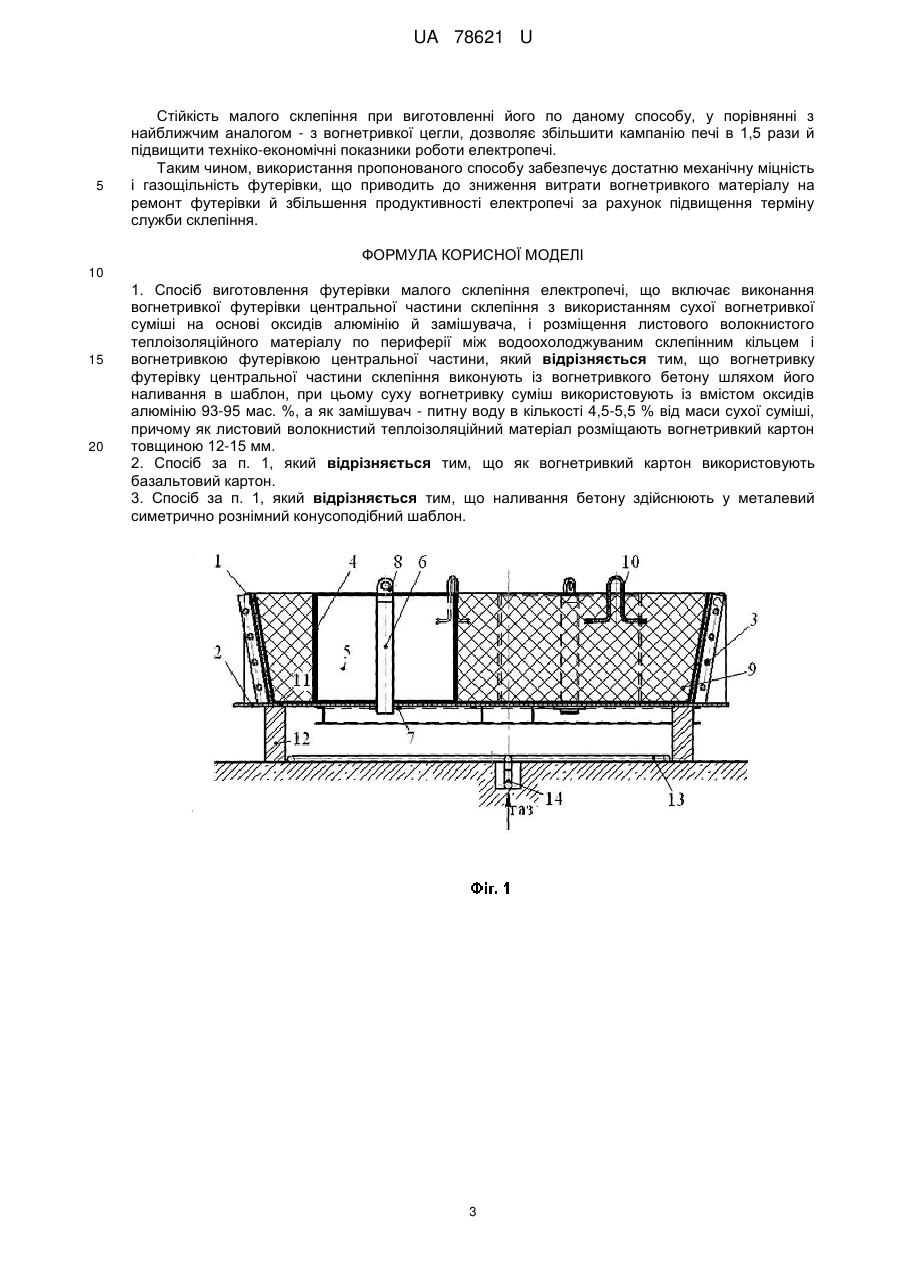
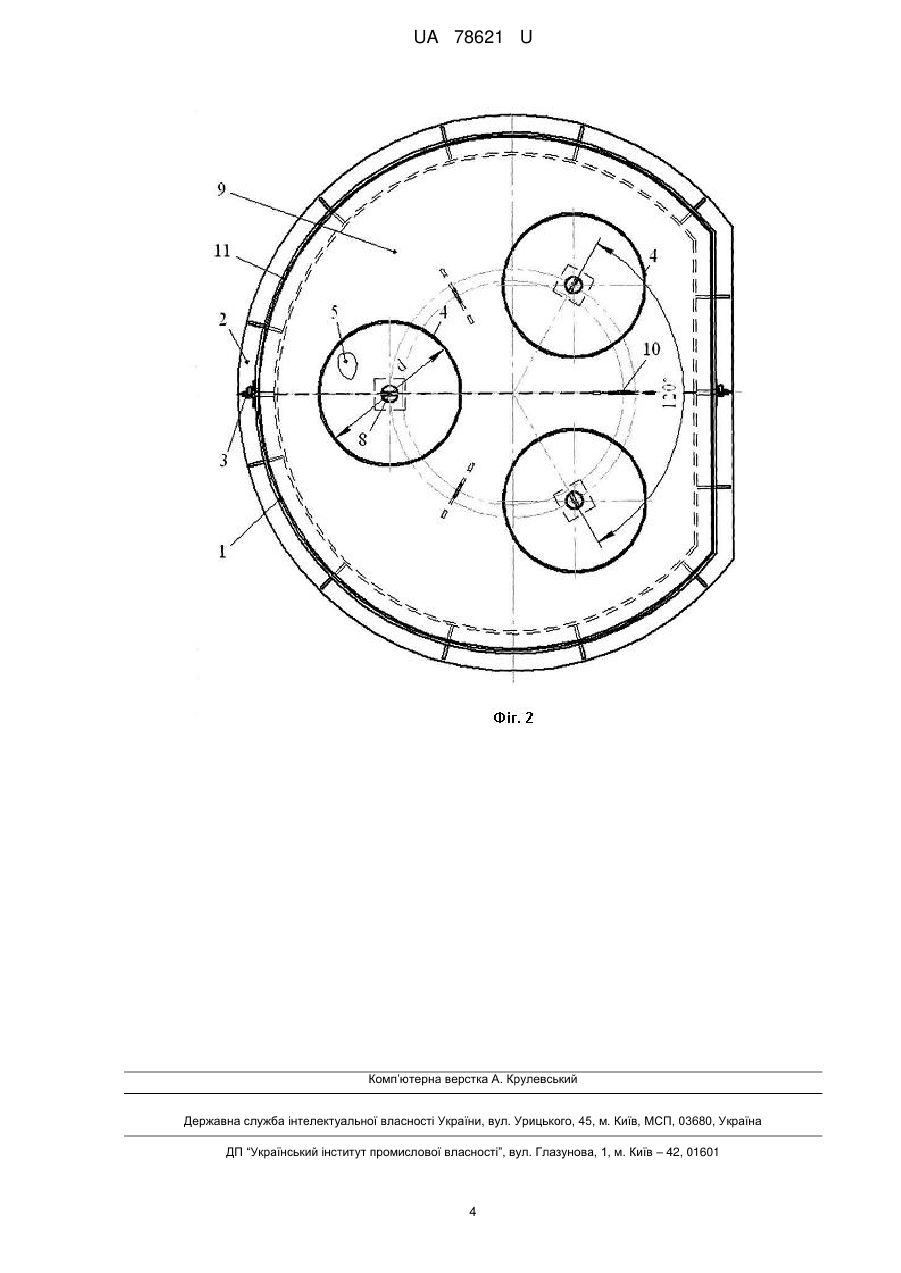
Реферат: Спосіб виготовлення футерівки малого склепіння електропечі включає виконання вогнетривкої футерівки центральної частини склепіння з використанням сухої вогнетривкої суміші. Потім розміщують вогнетривкий картон між водоохолоджуваним склепінним кільцем і вогнетривкою футерівкою центральної частини. Вогнетривку футерівку центральної частини склепіння виконують із вогнетривкого бетону. UA 78621 U (12) UA 78621 U UA 78621 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до чорної металургії, конкретно до способів виготовлення вогнетривкої футерівки малого склепіння дугових сталеплавильних печей, що є найбільш зношуваним елементом основного склепіння електропечі. Відомий спосіб виготовлення вогнетривкої футерівки металургійних агрегатів, що включає виконання цегельної кладки, заповнення швів між цеглинами єднальним матеріалом, за який використовують хромомагнезитовий порошок, просочений 10-15 %-ним водяним розчином ортофосфорної кислоти, які утворюють моноліт із цегельною кладкою (SU, № 511492 А1, М. кл. F26B 1/00, опубл. 25.04.1976 p.). Вогнетривка футерівка, виготовлена даним способом, має недостатню газощільність, обумовлену тим, що в процесі заповнення швів між цеглинами хромомагнезитовий порошок нерівномірно просочується водяним розчином ортофосфорної кислоти. При цьому створений моноліт вогнетривкої футерівки, наприклад склепіння електропечі, випробовує різкі періодичні перепади температур і некомпенсовані термічні напруги, що виникають у процесі експлуатації електропечі, що приводить до утворення тріщин у цегляній кладці й подальшому її руйнування. Найбільш близьким аналогом пропонованої корисної моделі є спосіб виготовлення футерівки малого склепіння електропечі, що включає виконання вогнетривкої футерівки центральної частини склепіння у вигляді цегельної кладки з утворенням у стику між цеглинами швів товщиною 2-5 мм, заповнюваних вогнетривким розчином, що складається із сухої вогнетривкої суміші на основі оксидів алюмінію й хрому й ортофосфорної кислоти як замішувача, і розміщення волокнистого теплоізоляційного матеріалу товщиною 1-15 мм по периферії між водоохолоджуваним склепінним кільцем і вогнетривкою футерівкою центральної частини, за який використовують листовий азбест (RU, 2242688 С2, F27D 1/00, F27D 1/02, F27B 3/16, опубл. 20.12.2004 p.). Основним недоліком відомого способу є виконання вогнетривкої футерівки центральної частини склепіння у вигляді цегляної кладки, шви якої заповнюють просоченим хромомагнезитовим порошком. При цьому в процесі заповнення швів хромомагнезитовий порошок нерівномірно просочується водним розчином ортофосфорної кислоти, наслідком чого є недостатні газощільність і механічна міцність вогнетривкої футерівки, що приводить до утворення тріщин у цегляній кладці й подальшому передчасному її руйнуванню. Оскільки найбільш зношуваною частиною малого склепіння електропечі є його центральна частина в районі розпаду електродів, де футерівка склепіння піддається високій температурі плавильного пилу, для підвищення стійкості залежно від ємкості печі від 30 до 200 т, потрібне збільшення товщини центральної частини склепіння від 230 до 460 мм, що значно збільшує витрату вогнетривкого матеріалу на ремонт футерівки. Однак, збільшення товщини центральної частини склепіння з мулітової, периклазохромітової й периклазовуглецевої вогнетривкої цегли не вирішує питання однакової стійкості стін і склепіння печі. Так, для електропечі ємкістю більше 100 т стійкість стін складає 700 плавок, стійкість центрального склепіння - 400 плавок (Акселерот A.M. и др. Огнеупоры для промышленных агрегатов и топок. М., Интернет Инжиниринг 2002, - с. 187-188). Крім того, використання листового азбесту як волокнистого теплоізоляційного матеріалу приводить при нагріванні склепіння в процесі його експлуатації до виділення в атмосферу канцерогенних речовин. Таким чином, виготовлення футерівки малого склепіння електропечі відомим способом приводить до значних матеріальних і трудових витрат, а також не забезпечує високої продуктивності електропечі за рахунок невисокого терміну служби склепіння. В основу корисної моделі поставлена задача вдосконалення способу виготовлення футерівки малого склепіння електропечі, у якому за рахунок технологічних особливостей виконання футерівки склепіння забезпечується можливість виготовлення футерівки достатньої механічної міцності й газощільності, що приводить до зниження витрати вогнетривкого матеріалу на ремонт футерівки й збільшення продуктивності електропечі за рахунок підвищення терміну служби склепіння. Поставлена задача вирішується тим, що в способі виготовлення футерівки малого склепіння електропечі, що включає виконання вогнетривкої футерівки центральної частини склепіння з використанням сухої вогнетривкої суміші на основі оксидів алюмінію й замішувача, і розміщення листового волокнистого теплоізоляційного матеріалу по периферії між водоохолоджуваним склепінним кільцем і вогнетривкою футерівкою центральної частини, згідно з корисною моделлю, вогнетривку футерівку центральної частини склепіння виконують із вогнетривкого бетону шляхом його наливання в шаблон, при цьому суху вогнетривку суміш використовують із вмістом оксидів алюмінію 93-95 мас. %, а як замішувач - питну воду в кількості 4,5-5,5 % від 1 UA 78621 U 5 10 15 20 25 30 35 40 45 50 55 маси сухої суміші, причому як листовий волокнистий теплоізоляційний матеріал розміщають вогнетривкий картон товщиною 12-15 мм. Доцільно як вогнетривкий картон використовувати базальтовий картон. Доцільно наливання бетону вести у металевий симетрично рознімний конусоподібний шаблон. Суть способу пояснюється кресленнями, де на фіг. 1 зображений металевий симетрично рознімний конусоподібний шаблон з налитим вогнетривким бетоном, поздовжній розріз; на фіг. 2 - те ж, вид зверху. Шаблон складається із двох симетричних половин конічного кільця 1 з кутом нахилу 10° до горизонтальної підстави, виконаної у вигляді плити 2, при цьому половини конічного кільця 1 з'єднані за допомогою кутиків і болтів 3. До плити 2 прикріплені три пустотілих циліндричних вставки 4 для одержання в бетоні отворів, призначених для просування графітизованих електродів 5 печі. Вставки 4 прикріплені до плити 2 трубами 6, нижній кінець яких має кріплення 7 для з'єднання із плитою 2, а верхній - кільцевий отвір 8 для підйому краном вставки 4 з бетону. Вставки 4 розташовані так, що кут між їхніми поперечними осями становить 120°, що відповідає куту розпаду електродів печі. Футерівка 9 оснащена заставними гаками 10 для видалення футерівки після сушіння бетону. Внутрішня поверхня шаблона ізольована листовим базальтовим картоном 11 товщиною 1215 мм по всьому периметрі. Для сушіння футерівки використаний стенд у вигляді кругової опори 12 по розміру склепінного кільця, виготовлену з вогнетривкої шамотної цегли висотою 400-450 мм. Кругова опора 12 оснащена кільцевим атмосферним пальником 13 з отворами 14 для виходу й подачі газу. Виготовлення футерівки малого склепіння електропечі здійснюють у такий спосіб. Для виконання футерівки центральної частини склепіння в бетонозмішувачі лопатевого типу наготовлюють вогнетривкий бетон для наливання склепіння. Суху вогнетривку суміш на основі оксидів алюмінію з їхнім вмістом 93-95 мас. %, розміром не більше 0±6 мм у кількості 500 кг завантажують у робочу ємкість змішувача, де протягом 2 хвилин здійснюють змішування (попереднє усереднення) сухої суміші. Потім, у міру перемішування суміші її зволожують замішувачем - питною водою, що заливають у робочу ємкість змішувача в кількості 20 літрів кімнатної температури, що становить 80-90 % від необхідної кількості води. Загальна кількість води становить 22,5-27,5 літрів, тобто 4,5-5,5 % від маси сухої суміші. Час перемішування маси з водою становить 3-5 хвилин. Далі на плиту 2 установлюють обидві симетричні половини конічного кільця 1, які з'єднують за допомогою кутиків і болтів 3. До плити 2 за допомогою труб 6 прикріплюють три пустотілі циліндричні вставки 4 для одержання в бетоні отворів, призначених для просування графітизованих електродів 5 печі. При цьому за допомогою кріплення 7 вставки 4 прикріплюють до плити 2. Підготовлений вогнетривкий бетон наливають у шаблон, внутрішня поверхня якого ізольована листовим базальтовим картоном 11 товщиною 12-15 мм по всьому периметру, щоб уникнути прилипання вогнетривкого склепіння до шаблона й теплового розширення бетону при сушінні. При низькій температурі повітря футерівку малого склепіння сушать на круговій опорі 12 шляхом подачі через отвори 14 атмосферного пальника 13 газу. Сформовану футерівку 9 склепіння витримують у шаблоні протягом не менше 24 годин, після чого вставки 4 знімають краном, гак якого поміщають у кільцевий отвір 8, а футерівку 9 із шаблона витягають за допомогою заставних гаків 10. Графік сушіння: - витримка на повітрі після наливання вогнетривкого бетону - 24 години; - видалення шаблонів електродів 5 і установка через 12 годин склепіння на стенд; - нагрівання до 200 °С - 10 годин; - витримка при 200 °С - 10 годин, електродні отвори відкриті; - нагрівання до 400 °С - 10 годин; - витримка при 400 °С - 14 годин, два електродних отвори закриті; - нагрівання до 600 °С - 10 годин; - витримка при 600 °С - 14 годин. Після сушіння малого склепіння його встановлюють у центральну частину склепіння дугової сталеплавильної печі. 2 UA 78621 U 5 Стійкість малого склепіння при виготовленні його по даному способу, у порівнянні з найближчим аналогом - з вогнетривкої цегли, дозволяє збільшити кампанію печі в 1,5 рази й підвищити техніко-економічні показники роботи електропечі. Таким чином, використання пропонованого способу забезпечує достатню механічну міцність і газощільність футерівки, що приводить до зниження витрати вогнетривкого матеріалу на ремонт футерівки й збільшення продуктивності електропечі за рахунок підвищення терміну служби склепіння. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб виготовлення футерівки малого склепіння електропечі, що включає виконання вогнетривкої футерівки центральної частини склепіння з використанням сухої вогнетривкої суміші на основі оксидів алюмінію й замішувача, і розміщення листового волокнистого теплоізоляційного матеріалу по периферії між водоохолоджуваним склепінним кільцем і вогнетривкою футерівкою центральної частини, який відрізняється тим, що вогнетривку футерівку центральної частини склепіння виконують із вогнетривкого бетону шляхом його наливання в шаблон, при цьому суху вогнетривку суміш використовують із вмістом оксидів алюмінію 93-95 мас. %, а як замішувач - питну воду в кількості 4,5-5,5 % від маси сухої суміші, причому як листовий волокнистий теплоізоляційний матеріал розміщають вогнетривкий картон товщиною 12-15 мм. 2. Спосіб за п. 1, який відрізняється тим, що як вогнетривкий картон використовують базальтовий картон. 3. Спосіб за п. 1, який відрізняється тим, що наливання бетону здійснюють у металевий симетрично рознімний конусоподібний шаблон. 3 UA 78621 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of lining of small roof of electric furnace
Автори англійськоюKrikunov Borys Petrovich, Yemchenko Andrii Valentynovych, Bohoslavskyi Yurii Anatoliiovych, Kryvytskyi Dmytro Volodymyrovych, Koliesnykov Dmytro Vasyliovych, Tsukanov Vladyslav Ivanovych, Romanov Vitalii Anatoliiovych, Dorofieev Oleksandr Viktorovych, Struzha Mykhailo Davydovych, Bobrovytskyi Viktor Ivanovych, Dmytriev Yevhen Volodymyrovych, Sledneva Valsntyna Andriivna, Yakovenko Anatolii Tymofiiovych
Назва патенту російськоюСпособ изготовления футеровки малого свода электропечи
Автори російськоюКрикунов Борис Петрович, Емченко Андрей Валентинович, Богославский Юрий Анатольевич, Кривицкий Дмитрий Владимирович, Колесников Дмитрий Васильевич, Цуканов Владислав Иванович, Романов Виталий Анатольевич, Дорофеев Александр Викторович, Стуржа Михаил Давидович, Бобровицкий Виктор Иванович, Дмитриев Евгений Владимирович, Следнева Валентина Андреевна, Яковенко Анатолий Тимофеевич
МПК / Мітки
МПК: F27D 1/00
Мітки: футерівки, виготовлення, склепіння, малого, електропечі, спосіб
Код посилання
<a href="https://ua.patents.su/6-78621-sposib-vigotovlennya-futerivki-malogo-sklepinnya-elektropechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення футерівки малого склепіння електропечі</a>
Установка для гарячого заправлення футерівки склепіння електропечі
Номер патенту: 49197
Опубліковано: 16.09.2002
Автори: Борисенко Андрій Володимирович, Ведмедєв Анатолій Федорович, Красовський Сергій Савелович, Морозов Ігор Олександрович
МПК: B21B 39/00
Мітки: електропечі, футерівки, гарячого, заправлення, склепіння, установка
Формула / Реферат:
Установка для гарячого заправлення футерівки склепіння електропечі, що містить конусоподібний корпус, привід, на вихідному валу якого встановлений кидальний механізм, який відрізняється тим, що кидальний механізм виконаний у вигляді напрямних, установлених на внутрішній стінці конусоподібного корпуса під кутом до осі корпуса, при цьому корпус оснащений сегментною кришкою, по периферії якої виконані отвори.
Машина для заправки футерівки склепіння електропечі

Номер патенту: 73261
Опубліковано: 15.06.2005
Автори: Морозов Ігор Олександрович, Борисенко Андрій Володимирович, Красовський Сергій Савелійович
Мітки: машина, електропечі, футерівки, склепіння, заправки
Формула / Реферат:
Машина для заправки футерівки склепіння електропечі, що містить конусоподібний корпус і привід, на вихідному валу якого встановлений кидковий механізм, яка відрізняється тим, що вона містить живильник, кидковий механізм, виконаний у вигляді гвинтової напрямної, установленої на внутрішній стінці конусоподібного корпуса і на зовнішній стінці живильника, при цьому машина обладнана механізмом підйому.
Склепіння електропечі
Номер патенту: 29167
Опубліковано: 17.06.2002
Автори: Ламонов Павло Олексійович, Омельченко Володимир Іванович, Карпов Володимир Петрович, Дербинський Борис Васильович, Анохін Юрій Олександрович
МПК: F27D 1/02
Мітки: електропечі, склепіння
Формула / Реферат:
Склепіння електропечі, яке містить склепінне кільце, периферійну частину склепіння, вікно, виконане в периферійній частині склепіння та знімну частину склепіння, виконану з можливістю перекриття вікна в периферійній частині склепіння, при цьому вікно в периферійній частині склепіння та бокова поверхня знімної частини склепіння виконані конічними з орієнтацією вершин конусів в бік робочого простору електропечі, яке відрізняється тим, що знімна...
Склепіння електропечі
Номер патенту: 50957
Опубліковано: 15.11.2002
Автори: Карпов Володимир Петрович, Анохін Юрій Олександрович, Омельченко Володимир Іванович, Воронін Федор Дмитрович
МПК: F27D 1/02
Мітки: склепіння, електропечі
Формула / Реферат:
Склепіння електропечі, яке містить кільце, периферійну ділянку склепіння, яка нижньою частиною встановлена на кільці і виконана з вікном в верхній її частині, центральну знімну частину, що виконана з можливістю перекриття зазначеного вікна в периферійній ділянці склепіння, яке відрізняється тим, що периферійна ділянка склепіння виповнена складовою у вигляді конуса, виготовленого із щільного вогнетриву і горизонтальної площадки в верхній...
Склепіння електропечі

Номер патенту: 2684
Опубліковано: 15.07.2004
Автори: Комаров Олександр Федорович, Анохін Юрій Олександрович, Карпов Володимир Петрович, Омельченко Володимир Іванович, Воронін Федір Дмитрович, Трофименко Володимир Володимирович
МПК: F27D 1/02
Мітки: електропечі, склепіння
Формула / Реферат:
Склепіння електропечі, яке містить периферійне кільце, загальну аркову кладку склепіння, що опирається на периферійне кільце, центральну частину склепіння і елементи жорсткості склепіння, яке відрізняється тим, що елементи жорсткості склепіння виконані в вигляді множини листових елементів, які радіально розташовані на зовнішній поверхні загальної аркової кладки склепіння і закріплені різьбовими з'єднаннями з центральною частиною склепіння і з...
Попередній патент: Спосіб оцінки ефективності лікування ловастатином хворих на ішемічну хворобу серця з стенокардією та артеріальною гіпертензією
Наступний патент: Спосіб десульфурації чавуну на ливарному дворі доменної печі
Випадковий патент: Машина для приготування і внесення мінеральних добрив у ґрунт