Спосіб підвищення довговічності планетарного редуктора

Формула / Реферат
Спосіб підвищення довговічності планетарного редуктора, який полягає в тому, що, на основі попереднього тарування, вихідний вал з'єднують з робочою машиною з нормованим зміщенням редуктора або вала відносно центральної осі робочої машини, яке компенсує нерівномірність розподілу навантажень в зубчастих зачепленнях, який відрізняється тим, що, з метою підвищення довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу навантаження в зубчастих зачепленнях, спочатку проводять тарування з побудовою графіків залежності величин і напрямків зміщень ![]() та
та ![]() зубчастого зачеплення передачі, в торцевих площинах сателітів, від величини та напрямку консольного навантаження
зубчастого зачеплення передачі, в торцевих площинах сателітів, від величини та напрямку консольного навантаження ![]() , діючого на середину вихідного вала редуктора, потім з урахуванням реальних величини та напрямку дії консольного навантаження
, діючого на середину вихідного вала редуктора, потім з урахуванням реальних величини та напрямку дії консольного навантаження ![]() , діючого при експлуатації редуктора, виконують посадочну поверхню зубчастого вінця з внутрішнім зачепленням в корпусі з ексцентриситетом
, діючого при експлуатації редуктора, виконують посадочну поверхню зубчастого вінця з внутрішнім зачепленням в корпусі з ексцентриситетом ![]() в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину ширини зубчастого зачеплення сателіта
в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину ширини зубчастого зачеплення сателіта ![]() , та кутовим зміщенням
, та кутовим зміщенням ![]() , співпадаючим по напрямку з кутовим зміщенням сателітів при таруванні, після чого виконують посадочну поверхню підшипників центральної шестірні в опорному фланці з ексцентриситетом
, співпадаючим по напрямку з кутовим зміщенням сателітів при таруванні, після чого виконують посадочну поверхню підшипників центральної шестірні в опорному фланці з ексцентриситетом ![]() в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину відстані між опорами шестірні, та кутовим зміщенням
в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину відстані між опорами шестірні, та кутовим зміщенням ![]() , співпадаючим по напрямку кутового зміщення сателітів при таруванні, де
, співпадаючим по напрямку кутового зміщення сателітів при таруванні, де
![]() ;
;
![]() ;
;
![]() ;
;
![]() ,
,
де ![]() - відстань від точки, яка розташована посередині відстані між опорами шестірні на центральній осі та точкою на цій осі, яка знаходиться в площині зміщення
- відстань від точки, яка розташована посередині відстані між опорами шестірні на центральній осі та точкою на цій осі, яка знаходиться в площині зміщення ![]() ,
,
на завершення з'єднують вихідний вал з робочою машиною за допомогою вузла створення консольного навантаження ![]() , а вхідний вал редуктора за допомогою компенсаційної муфти з'єднують з приводом.
, а вхідний вал редуктора за допомогою компенсаційної муфти з'єднують з приводом.
Текст
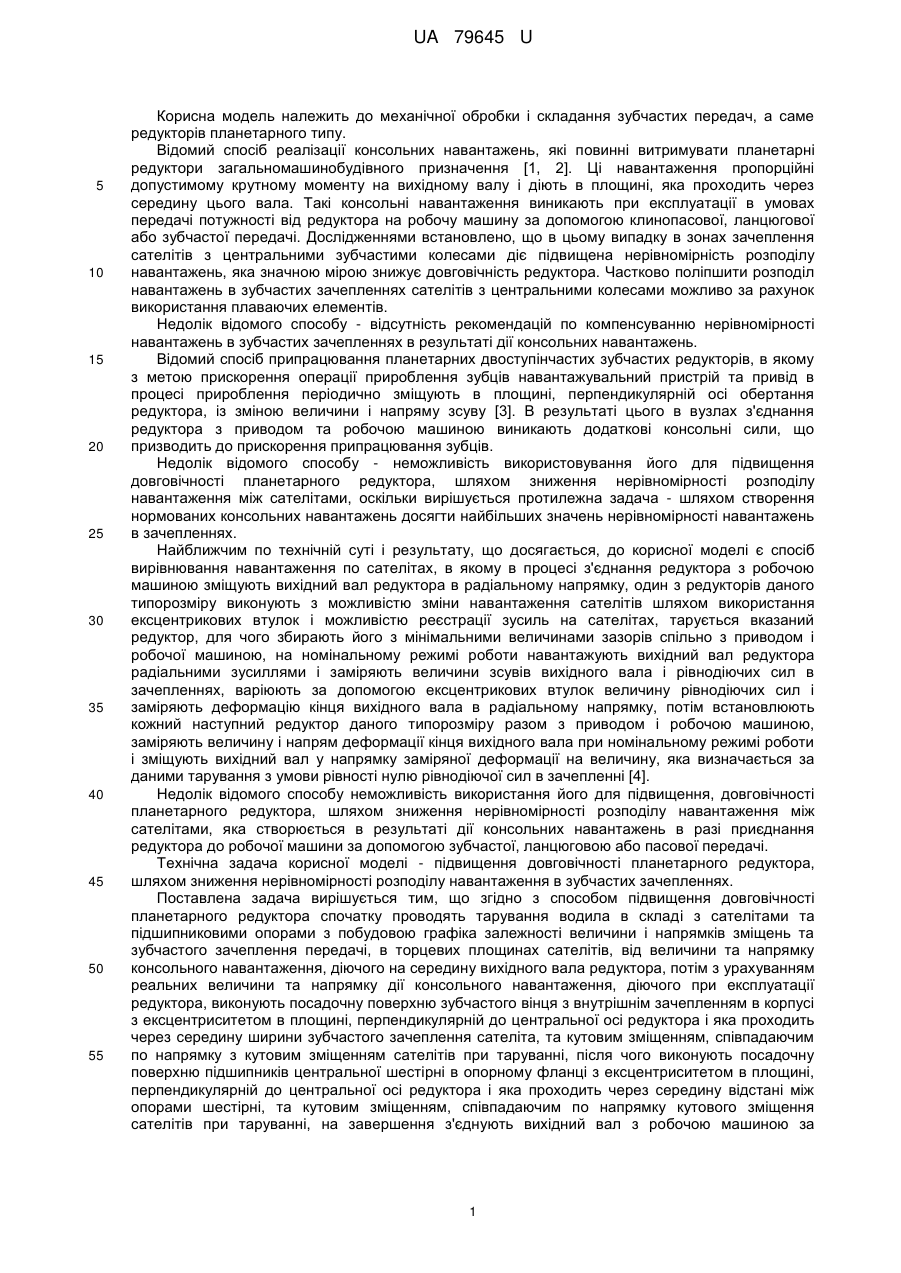
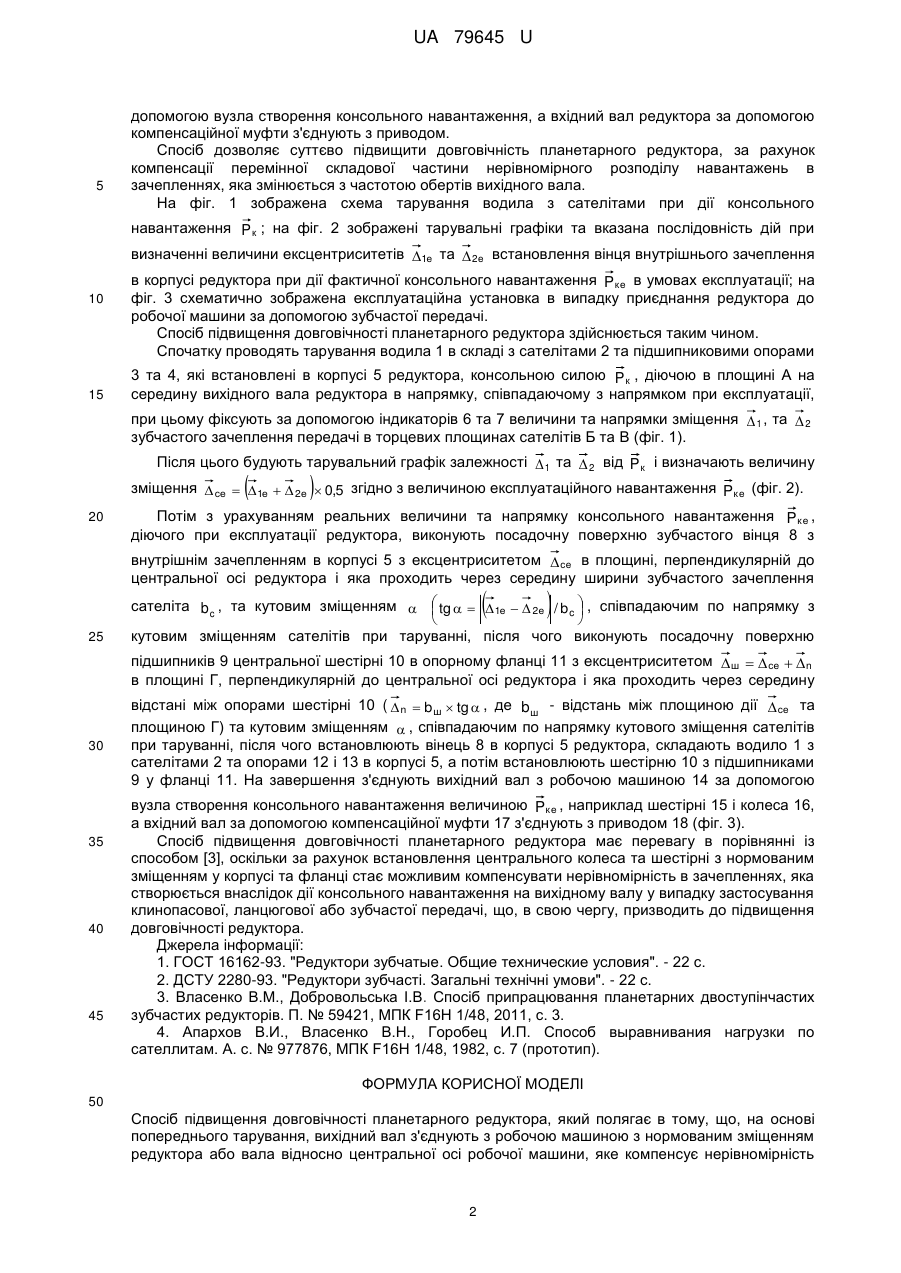
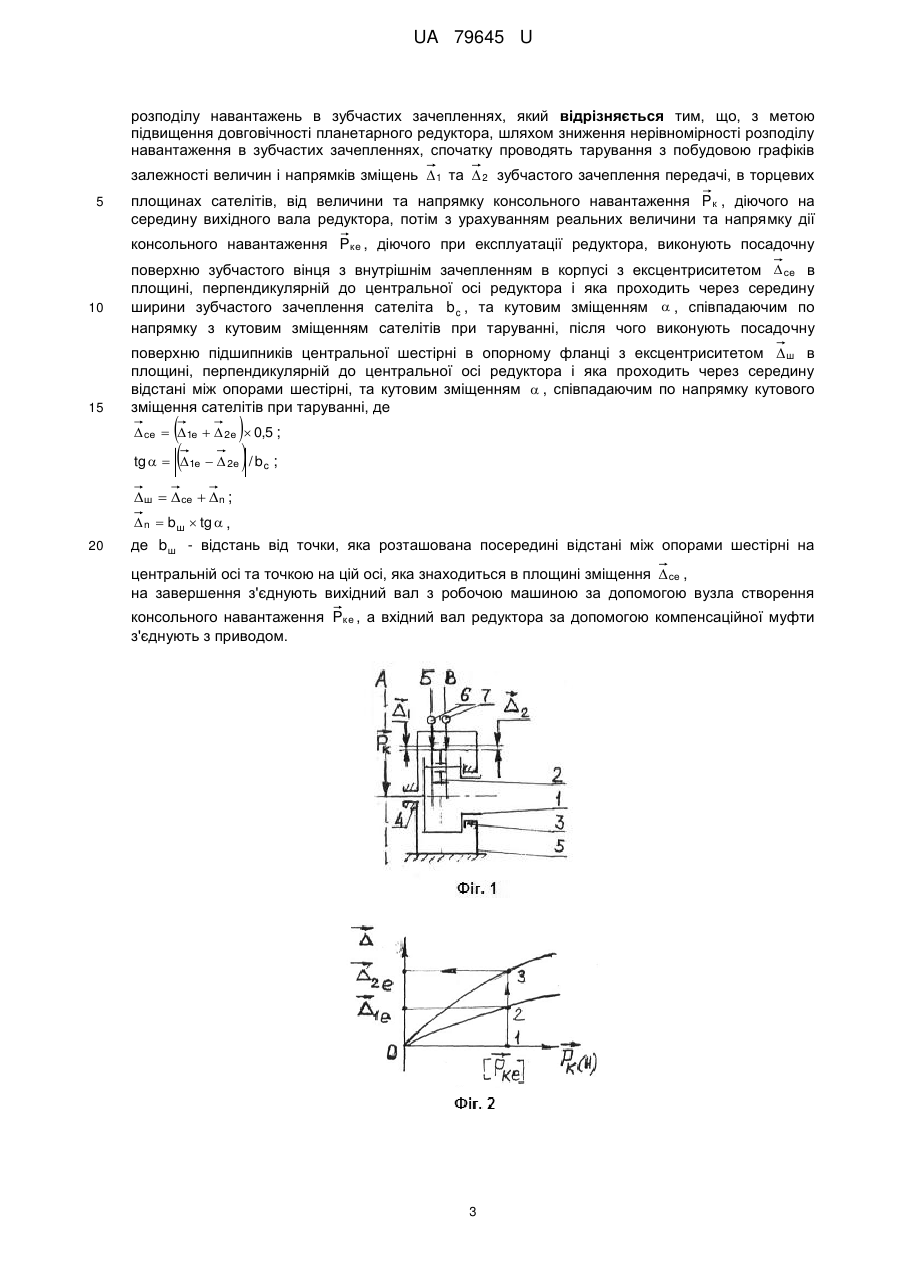
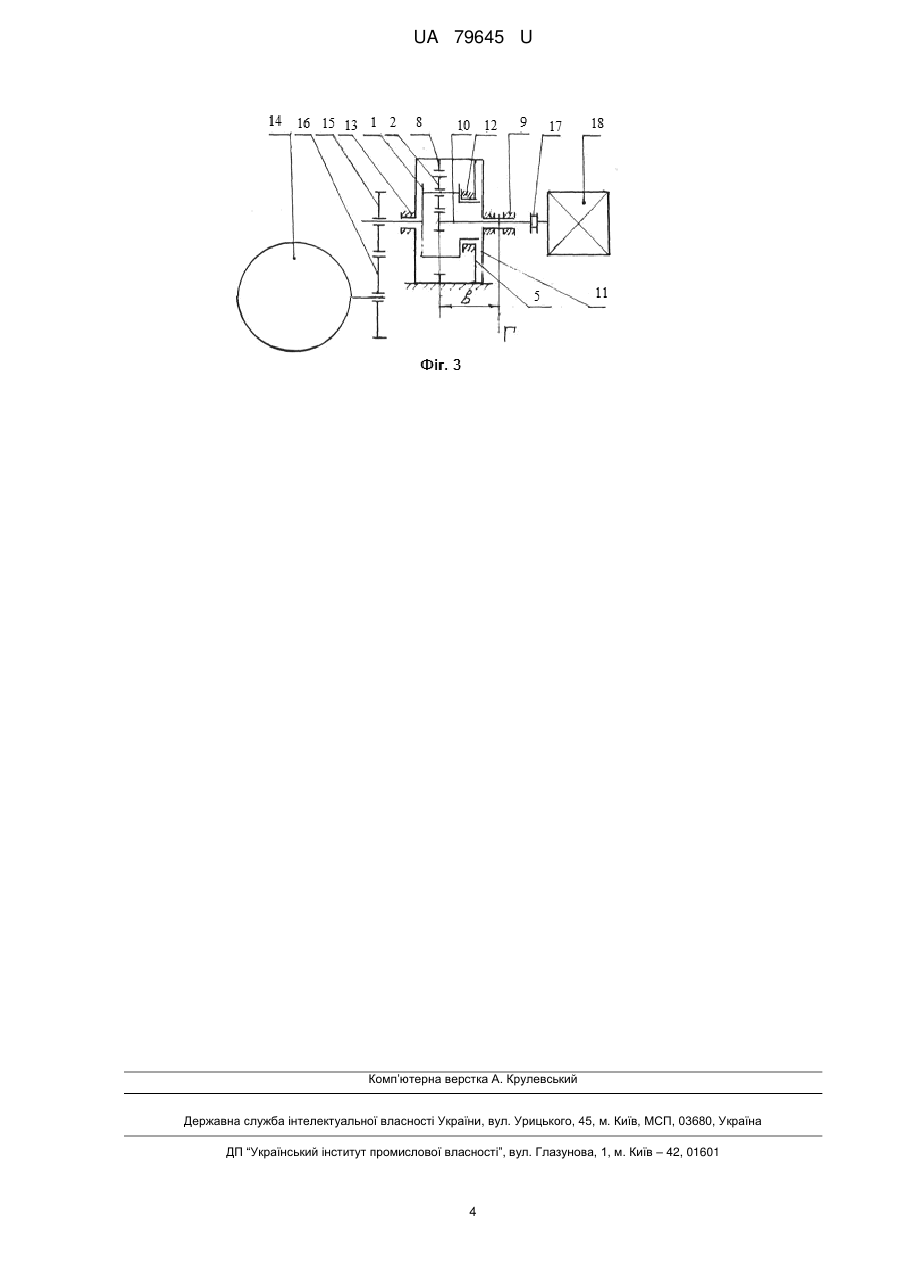
Реферат: UA 79645 U UA 79645 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до механічної обробки і складання зубчастих передач, а саме редукторів планетарного типу. Відомий спосіб реалізації консольних навантажень, які повинні витримувати планетарні редуктори загальномашинобудівного призначення [1, 2]. Ці навантаження пропорційні допустимому крутному моменту на вихідному валу і діють в площині, яка проходить через середину цього вала. Такі консольні навантаження виникають при експлуатації в умовах передачі потужності від редуктора на робочу машину за допомогою клинопасової, ланцюгової або зубчастої передачі. Дослідженнями встановлено, що в цьому випадку в зонах зачеплення сателітів з центральними зубчастими колесами діє підвищена нерівномірність розподілу навантажень, яка значною мірою знижує довговічність редуктора. Частково поліпшити розподіл навантажень в зубчастих зачепленнях сателітів з центральними колесами можливо за рахунок використання плаваючих елементів. Недолік відомого способу - відсутність рекомендацій по компенсуванню нерівномірності навантажень в зубчастих зачепленнях в результаті дії консольних навантажень. Відомий спосіб припрацювання планетарних двоступінчастих зубчастих редукторів, в якому з метою прискорення операції прироблення зубців навантажувальний пристрій та привід в процесі прироблення періодично зміщують в площині, перпендикулярній осі обертання редуктора, із зміною величини і напряму зсуву [3]. В результаті цього в вузлах з'єднання редуктора з приводом та робочою машиною виникають додаткові консольні сили, що призводить до прискорення припрацювання зубців. Недолік відомого способу - неможливість використовування його для підвищення довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу навантаження між сателітами, оскільки вирішується протилежна задача - шляхом створення нормованих консольних навантажень досягти найбільших значень нерівномірності навантажень в зачепленнях. Найближчим по технічній суті і результату, що досягається, до корисної моделі є спосіб вирівнювання навантаження по сателітах, в якому в процесі з'єднання редуктора з робочою машиною зміщують вихідний вал редуктора в радіальному напрямку, один з редукторів даного типорозміру виконують з можливістю зміни навантаження сателітів шляхом використання ексцентрикових втулок і можливістю реєстрації зусиль на сателітах, тарується вказаний редуктор, для чого збирають його з мінімальними величинами зазорів спільно з приводом і робочої машиною, на номінальному режимі роботи навантажують вихідний вал редуктора радіальними зусиллями і заміряють величини зсувів вихідного вала і рівнодіючих сил в зачепленнях, варіюють за допомогою ексцентрикових втулок величину рівнодіючих сил і заміряють деформацію кінця вихідного вала в радіальному напрямку, потім встановлюють кожний наступний редуктор даного типорозміру разом з приводом і робочою машиною, заміряють величину і напрям деформації кінця вихідного вала при номінальному режимі роботи і зміщують вихідний вал у напрямку заміряної деформації на величину, яка визначається за даними тарування з умови рівності нулю рівнодіючої сил в зачепленні [4]. Недолік відомого способу неможливість використання його для підвищення, довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу навантаження між сателітами, яка створюється в результаті дії консольних навантажень в разі приєднання редуктора до робочої машини за допомогою зубчастої, ланцюговою або пасової передачі. Технічна задача корисної моделі - підвищення довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу навантаження в зубчастих зачепленнях. Поставлена задача вирішується тим, що згідно з способом підвищення довговічності планетарного редуктора спочатку проводять тарування водила в складі з сателітами та підшипниковими опорами з побудовою графіка залежності величини і напрямків зміщень та зубчастого зачеплення передачі, в торцевих площинах сателітів, від величини та напрямку консольного навантаження, діючого на середину вихідного вала редуктора, потім з урахуванням реальних величини та напрямку дії консольного навантаження, діючого при експлуатації редуктора, виконують посадочну поверхню зубчастого вінця з внутрішнім зачепленням в корпусі з ексцентриситетом в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину ширини зубчастого зачеплення сателіта, та кутовим зміщенням, співпадаючим по напрямку з кутовим зміщенням сателітів при таруванні, після чого виконують посадочну поверхню підшипників центральної шестірні в опорному фланці з ексцентриситетом в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину відстані між опорами шестірні, та кутовим зміщенням, співпадаючим по напрямку кутового зміщення сателітів при таруванні, на завершення з'єднують вихідний вал з робочою машиною за 1 UA 79645 U 5 допомогою вузла створення консольного навантаження, а вхідний вал редуктора за допомогою компенсаційної муфти з'єднують з приводом. Спосіб дозволяє суттєво підвищити довговічність планетарного редуктора, за рахунок компенсації перемінної складової частини нерівномірного розподілу навантажень в зачепленнях, яка змінюється з частотою обертів вихідного вала. На фіг. 1 зображена схема тарування водила з сателітами при дії консольного навантаження P к ; на фіг. 2 зображені тарувальні графіки та вказана послідовність дій при визначенні величини ексцентриситетів 1е та 2е встановлення вінця внутрішнього зачеплення 10 15 в корпусі редуктора при дії фактичної консольного навантаження Pке в умовах експлуатації; на фіг. 3 схематично зображена експлуатаційна установка в випадку приєднання редуктора до робочої машини за допомогою зубчастої передачі. Спосіб підвищення довговічності планетарного редуктора здійснюється таким чином. Спочатку проводять тарування водила 1 в складі з сателітами 2 та підшипниковими опорами 3 та 4, які встановлені в корпусі 5 редуктора, консольною силою P к , діючою в площині А на середину вихідного вала редуктора в напрямку, співпадаючому з напрямком при експлуатації, при цьому фіксують за допомогою індикаторів 6 та 7 величини та напрямки зміщення 1 , та 2 зубчастого зачеплення передачі в торцевих площинах сателітів Б та В (фіг. 1). Після цього будують тарувальний графік залежності 1 та 2 від P к і визначають величину зміщення се 1е 2е 0,5 згідно з величиною експлуатаційного навантаження Pке (фіг. 2). 20 Потім з урахуванням реальних величини та напрямку консольного навантаження Pке , діючого при експлуатації редуктора, виконують посадочну поверхню зубчастого вінця 8 з внутрішнім зачепленням в корпусі 5 з ексцентриситетом се в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину ширини зубчастого зачеплення 25 сателіта b c , та кутовим зміщенням tg 1е 2е / b c , співпадаючим по напрямку з кутовим зміщенням сателітів при таруванні, після чого виконують посадочну поверхню підшипників 9 центральної шестірні 10 в опорному фланці 11 з ексцентриситетом ш се n в площині Г, перпендикулярній до центральної осі редуктора і яка проходить через середину 30 35 40 45 відстані між опорами шестірні 10 ( n b ш tg , де bш - відстань між площиною дії се та площиною Г) та кутовим зміщенням , співпадаючим по напрямку кутового зміщення сателітів при таруванні, після чого встановлюють вінець 8 в корпусі 5 редуктора, складають водило 1 з сателітами 2 та опорами 12 і 13 в корпусі 5, а потім встановлюють шестірню 10 з підшипниками 9 у фланці 11. На завершення з'єднують вихідний вал з робочою машиною 14 за допомогою вузла створення консольного навантаження величиною Pке , наприклад шестірні 15 і колеса 16, а вхідний вал за допомогою компенсаційної муфти 17 з'єднують з приводом 18 (фіг. 3). Спосіб підвищення довговічності планетарного редуктора має перевагу в порівнянні із способом [3], оскільки за рахунок встановлення центрального колеса та шестірні з нормованим зміщенням у корпусі та фланці стає можливим компенсувати нерівномірність в зачепленнях, яка створюється внаслідок дії консольного навантаження на вихідному валу у випадку застосування клинопасової, ланцюгової або зубчастої передачі, що, в свою чергу, призводить до підвищення довговічності редуктора. Джерела інформації: 1. ГОСТ 16162-93. "Редуктори зубчатые. Общие технические условия". - 22 с. 2. ДСТУ 2280-93. "Редуктори зубчасті. Загальні технічні умови". - 22 с. 3. Власенко В.М., Добровольська І.В. Спосіб припрацювання планетарних двоступінчастих зубчастих редукторів. П. № 59421, МПК F16Н 1/48, 2011, с. 3. 4. Апархов В.И., Власенко В.Н., Горобец И.П. Способ выравнивания нагрузки по сателлитам. А. с. № 977876, МПК F16Н 1/48, 1982, с. 7 (прототип). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб підвищення довговічності планетарного редуктора, який полягає в тому, що, на основі попереднього тарування, вихідний вал з'єднують з робочою машиною з нормованим зміщенням редуктора або вала відносно центральної осі робочої машини, яке компенсує нерівномірність 2 UA 79645 U розподілу навантажень в зубчастих зачепленнях, який відрізняється тим, що, з метою підвищення довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу навантаження в зубчастих зачепленнях, спочатку проводять тарування з побудовою графіків залежності величин і напрямків зміщень 1 та 2 зубчастого зачеплення передачі, в торцевих 5 площинах сателітів, від величини та напрямку консольного навантаження P к , діючого на середину вихідного вала редуктора, потім з урахуванням реальних величини та напрямку дії консольного навантаження Pке , діючого при експлуатації редуктора, виконують посадочну 10 15 поверхню зубчастого вінця з внутрішнім зачепленням в корпусі з ексцентриситетом се в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину ширини зубчастого зачеплення сателіта b c , та кутовим зміщенням , співпадаючим по напрямку з кутовим зміщенням сателітів при таруванні, після чого виконують посадочну поверхню підшипників центральної шестірні в опорному фланці з ексцентриситетом ш в площині, перпендикулярній до центральної осі редуктора і яка проходить через середину відстані між опорами шестірні, та кутовим зміщенням , співпадаючим по напрямку кутового зміщення сателітів при таруванні, де tg /b се 1е 2е 0,5 ; 1е 2е c ; ш се n ; n b ш tg , 20 де bш - відстань від точки, яка розташована посередині відстані між опорами шестірні на центральній осі та точкою на цій осі, яка знаходиться в площині зміщення се , на завершення з'єднують вихідний вал з робочою машиною за допомогою вузла створення консольного навантаження Pке , а вхідний вал редуктора за допомогою компенсаційної муфти з'єднують з приводом. 3 UA 79645 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increasing service life of planetary gear
Автори англійськоюDobrovolska Inna Viktorivna
Назва патенту російськоюСпособ повышения долговечности планетарного редуктора
Автори російськоюДобровольская Инна Викторовна
МПК / Мітки
МПК: F16H 1/48
Мітки: довговічності, підвищення, планетарного, редуктора, спосіб
Код посилання
<a href="https://ua.patents.su/6-79645-sposib-pidvishhennya-dovgovichnosti-planetarnogo-reduktora.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення довговічності планетарного редуктора</a>
Вузол осьової фіксації поворотного редуктора у корпусі привідного редуктора
Номер патенту: 12641
Опубліковано: 15.02.2006
Автори: Бойко Григорий Григорович, Корміхін Роман Георгійович, Косарев Іван Васильович, Косарев Василь Васильович, Довженко Володимир Іванович, Андрєєв Георгій Володимирович
МПК: E21C 27/02
Мітки: фіксації, поворотного, осьової, вузол, редуктора, привідного, корпусі
Формула / Реферат:
1. Вузол осьової фіксації поворотного редуктора у корпусі привідного редуктора, що містить хвостовик поворотного редуктора, у якому виконана кільцева канавка, і фіксатор, встановлений у кільцеву канавку через стінку корпусу привідного редуктора, який відрізняється тим, що фіксатор виконаний у вигляді пластини, а в стінці корпусу привідного редуктора виконаний наскрізний паз, через який просунута пластина, при цьому кінець пластини...
Спосіб підвищення довговічності металевих матеріалів
Номер патенту: 56740
Опубліковано: 25.01.2011
Автори: Переверзєв Євген Семенович, Бутенко Валерій Феодосійович, Борщевська Діана Георгіївна, Ханнанов Андрій Валерійович, Рябчій Володимир Денисович
МПК: C21D 1/04, C21D 9/22, C22F 1/00
Мітки: матеріалів, спосіб, підвищення, металевих, довговічності
Формула / Реферат:
Спосіб підвищення довговічності металевих матеріалів, який полягає в тому, що матеріал, який відпрацював приблизно половину ресурсу довговічності в умовах повзучості, після розвантаження й охолодження, піддається дії стискального напруження при кімнатній температурі з подальшим відпалом і знову виводиться на режим повзучості до руйнування, який відрізняється тим, що матеріал, після розвантаження й охолодження, піддається дії стискального...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 69157
Опубліковано: 16.08.2004
Автори: Копей Богдан Володимирович, Врюкало Віктор Володимирович, Розгонюк Василь Васильович
МПК: F16L 57/00, F16L 58/02
Мітки: спосіб, міцності, ресурсу, трубопроводу, підвищення, довговічності
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажа на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажа на трубу нерівномірний по поперечному перерізу.
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 60506
Опубліковано: 15.10.2003
Автори: Стеліга Іван Іванович, Щербина Наталія Миколаївна, Копей Богдан Володимирович, Копей Володимир Богданович, Максимук Олександр Васильович
МПК: F16L 57/00, F16L 58/02
Мітки: спосіб, довговічності, підвищення, ресурсу, міцності, трубопроводу
Формула / Реферат:
1. Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажу на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажу на трубу, що дорівнює нулю на крайніх його ділянках, і поступово його збільшують до середини бандажу.2. Спосіб за п. 1, який відрізняється тим, що бандаж може бути виконаний у вигляді будь-якої ізоляційної стрічки або...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Шевчук Віктор Володимирович, Коротін Віктор Іванович, Шлапак Любомир Степанович
МПК: F16L 58/02, F16L 57/00
Мітки: спосіб, міцності, підвищення, довговічності, трубопроводу, ресурсу
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Попередній патент: Спосіб підготовки ракети-носія до пуску
Наступний патент: Перехідник для скляних бутлів
Випадковий патент: Спред вершково-оливковий "бурячний"