Осердя хрестовини для стрілкового переводу і спосіб його виготовлення

Формула / Реферат
1. Спосіб виготовлення жорсткого осердя хрестовини, яке застосовується для стрілкових переводів в рейкових коліях і яке зварюють з рейковими коліями, причому осердя хрестовини складається з механічно оброблених півсекцій стандартної рейки, з’єднаних між собою у зоні головок та підошов рейки за допомогою електронно-променевого зварювання з передбаченим між шийками рейок повітряним зазором, який відрізняється тим, що
- жорстко з’єднані півсекції стандартної рейки попередньо дискретно розігрівають в залежності від вмісту вуглецю,
- в залежності від вмісту вуглецю, електронний промінь спрямовують горизонтально, похило під певним кутом або вертикально,
- електронний промінь регулюють спеціальним пристроєм задання щільності потужності шляхом відхилення променя з частотою 900 Гц і амплітудою 0,3 мм, що забезпечує постійно змінювану форму кратера в зварювальній ванні,
- здійснюють попереднє дискретне розігрівання і електронно-променеве зварювання під вакуумом,
- між поверхнями головки і підошви півсекцій стандартної рейки використовують проміжні прокладки з матеріалу, що не містить вуглецю, або з іншого матеріалу,
- поверхні головки і підошви обох півсекцій стандартної рейки зварюють одночасно.
2. Спосіб за п. 1, який відрізняється тим, що попереднє дискретне нагрівання матеріалів з вмістом вуглецю до 0,6% проводять при температурі 320°С, а матеріалів з вмістом вуглецю до 0,8% - при температурі 420°С, причому температури прогрівання (витримки) знаходяться, в залежності від часу витримки, в межах від 320°С до 400°С.
3. Спосіб за пп. 1, 2, який відрізняється тим, що виготовлення осердя хрестовини здійснюють за допомогою електронно-променевого зварювання на електронно-променевій зварювальній машині з двома горизонтально розташованими зварювальними головками.
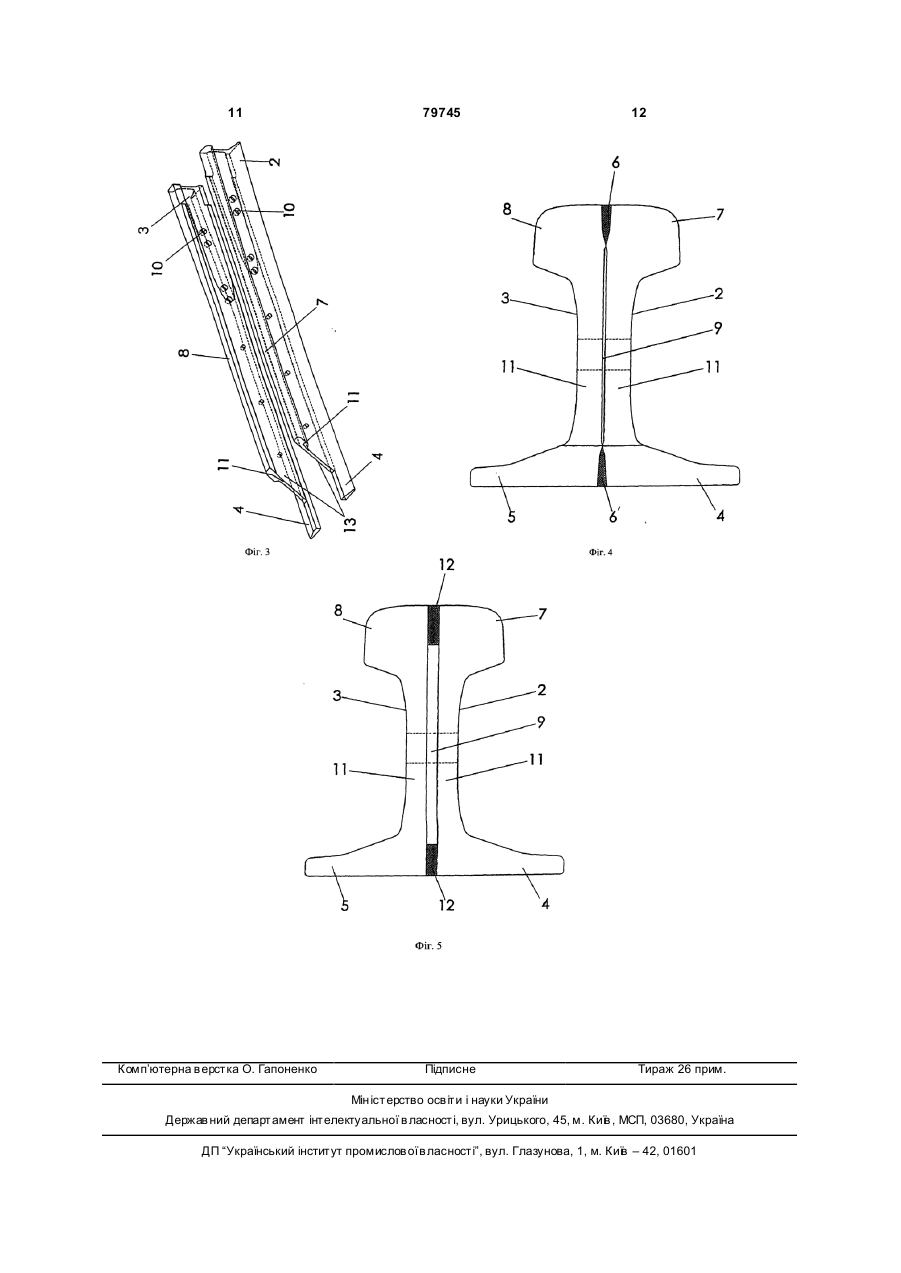
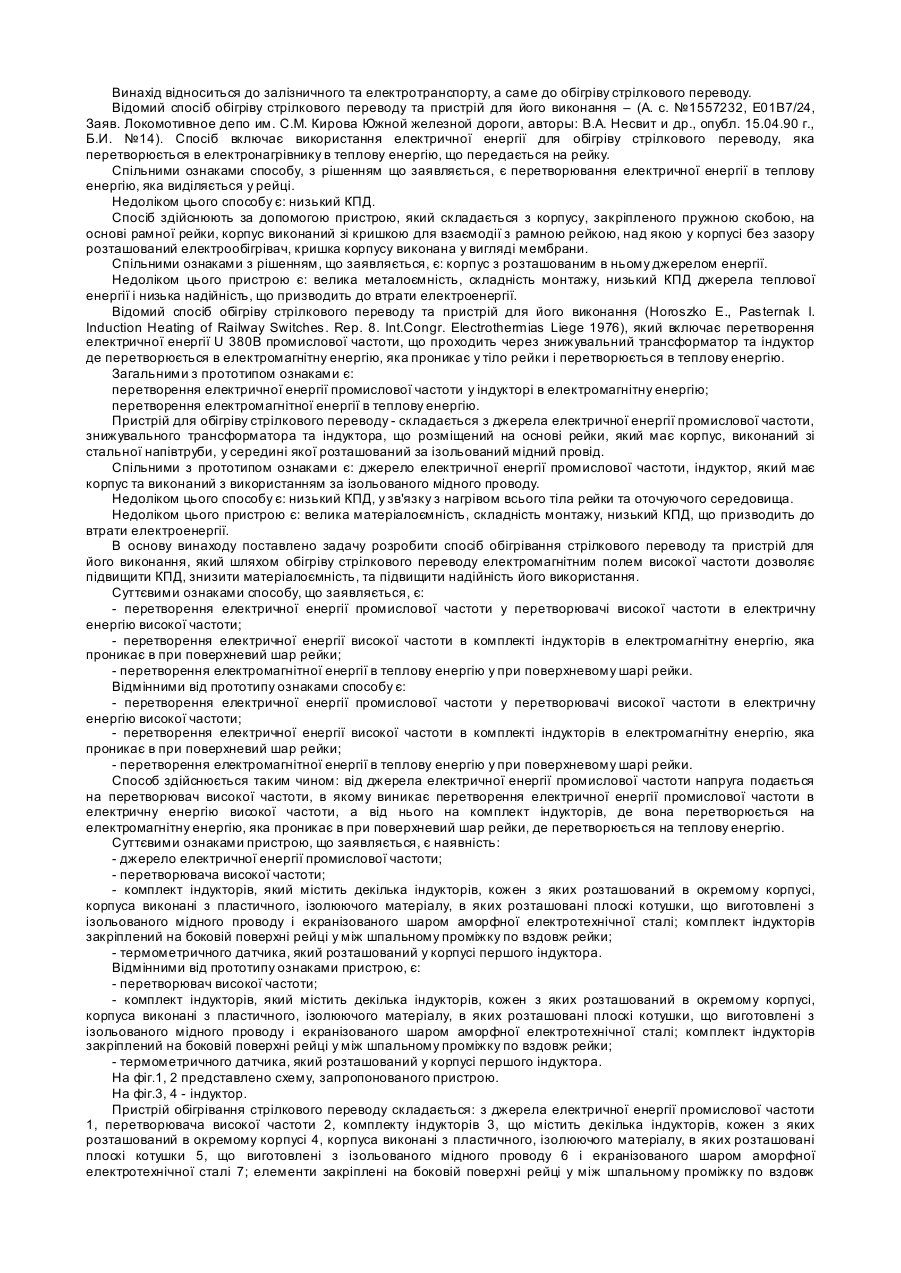
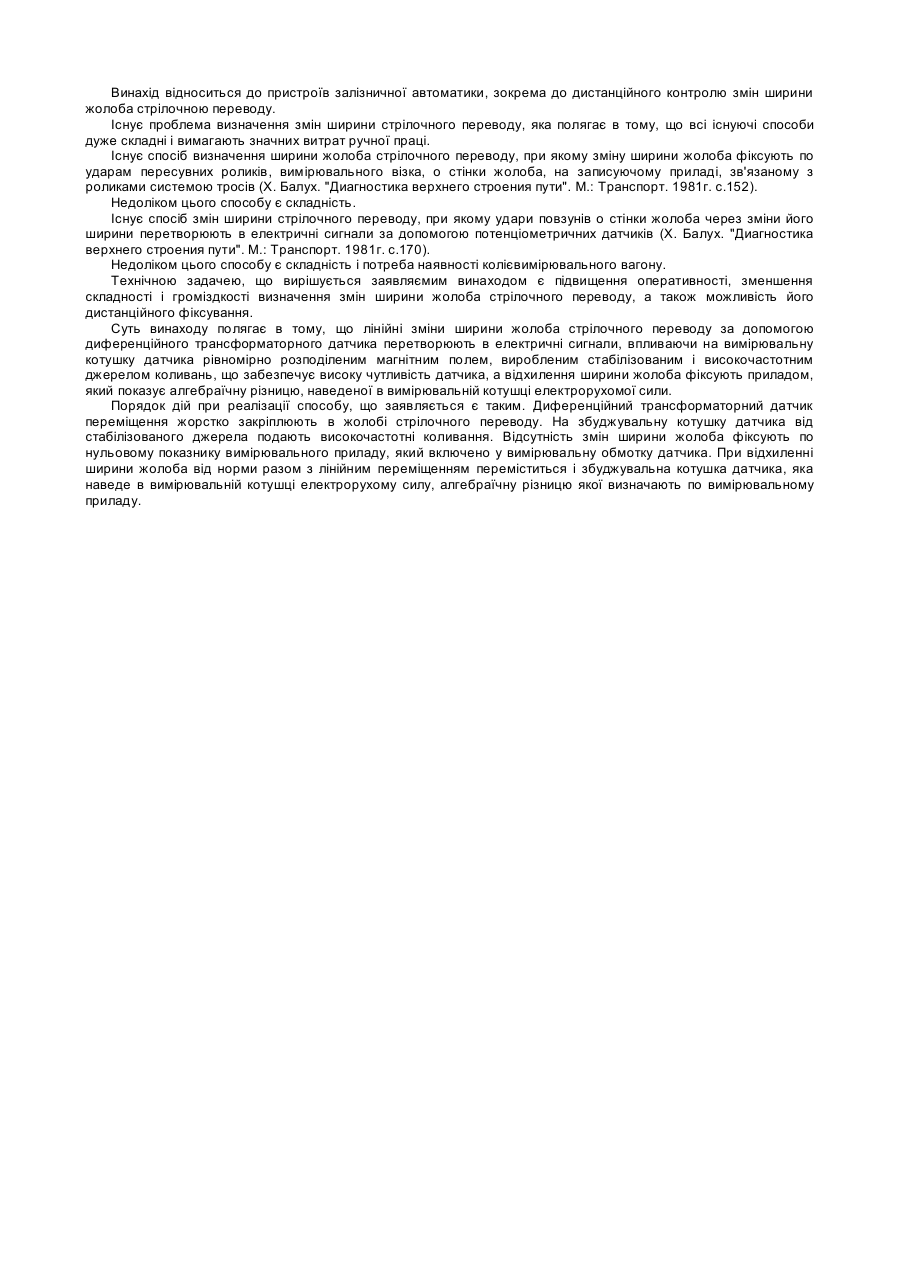
4. Осердя хрестовини за п. 1 для стрілкових переводів, що складається з двох півсекцій стандартної рейки (2, 3), які застосовуються в рейкових коліях і які зварено з рейками колій, причому осердя хрестовини утворює жорстко закріплене з'єднання, а між шийками (11) стандартних рейок (2, 3) передбачено повітряний зазор (9), яке відрізняється тим, що повітряний зазор (9) має ширину 1,5 мм, а проміжні прокладки (12) розташовано між головками (7, 8) півсекцій стандартної рейки та підошвами (4, 5) півсекцій стандартної рейки, що підлягають зварюванню, висота яких знаходиться в межах від 25 до 35 мм, а товщина - в межах від 0,2 до 1,5 мм.
5. Осердя хрестовини за п. 4, яке відрізняється тим, що проміжні прокладки (12) виконано з матеріалу, що не містить вуглецю, такого як залізо/м’яке залізо або з інших сплавів, наприклад жаростійких та високожаростійких матеріалів.
6. Осердя хрестовини за пп. 4-5, яке відрізняється тим, що внутрішні поверхні шийок (11) півсекцій (2, 3) стандартної рейки виконано твердотільними.
Текст
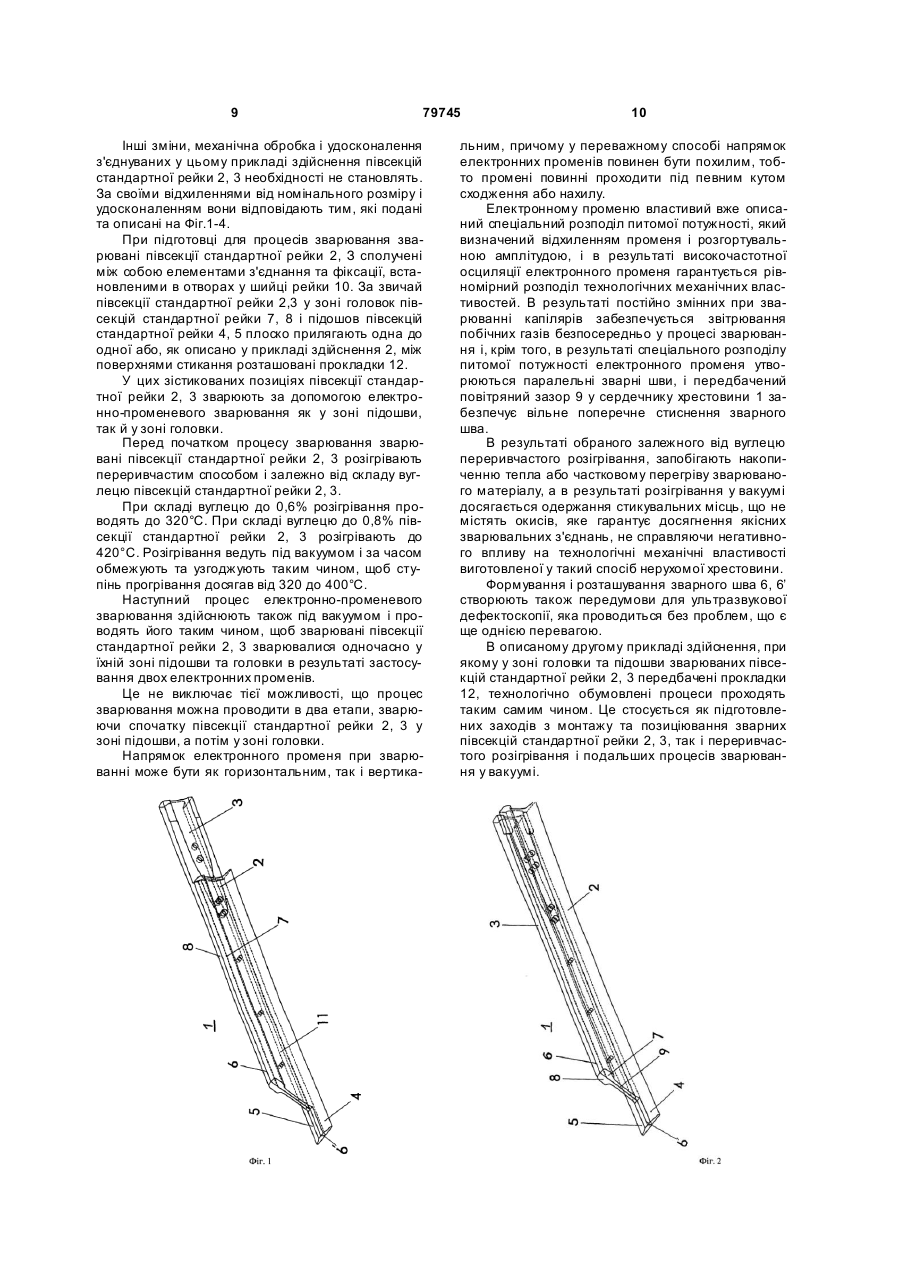
1. Спосіб виготовлення жорсткого осердя хрестовини, яке застосовується для стрілкових переводів в рейкових коліях і яке зварюють з рейковими коліями, причому осердя хрестовини складається з механічно оброблених півсекцій стандартної рейки, з’єднаних між собою у зоні головок та підошов рейки за допомогою електроннопроменевого зварювання з передбаченим між шийками рейок повітряним зазором, який відрізняється тим, що - жорстко з’єднані півсекції стандартної рейки попередньо дискретно розігрівають в залежності від вмісту вуглецю, - в залежності від вмісту вуглецю, електронний промінь спрямовують горизонтально, похило під певним кутом або вертикально, - електронний промінь регулюють спеціальним пристроєм задання щільності потужності шляхом відхилення променя з частотою 900 Гц і амплітудою 0,3 мм, що забезпечує постійно змінювану форму кратера в зварювальній ванні, - здійснюють попереднє дискретне розігрівання і електронно-променеве зварювання під вакуумом, - між поверхнями головки і підошви півсекцій стандартної рейки використовують проміжні прокладки C2 2 (19) 1 3 79745 Ці стрілкові переводи складаються з функціонально призначених елементів, таких як окремі відрізки рейок рейкової колії, хрестовини з робочою рейкою і контррейкою, і гостряки стрілкового переводу. Ці функціонально призначені елементи переносять особливо високі навантаження і зазнають підвищеного зносу. Хрестовину стрілкового переводу, зокрема звужуване осердя хрестовини, виготовляють звичайно із стандартної рейки нормальної довжини шляхом відповідної механічної обробки і потім за допомогою стикового зварювання оплавленням сполучають з стандартною рейкою, що приєднується до неї. Як окремі відрізки рейок рейкової колії, так і хрестовина й гостряк стрілкового переводу є функціонально призначеними елементами кожного стрілкового переводу і зазнають особливих навантажень. Зокрема, нерухома хрестовина стрілкового переводу піддається підвищеним ударним і змінним навантаженням, так що поверхні качання осердь хрестовини виготовляють відомим способом з високозносостійкої і термічно зміцнюваної сталі. Навантаження на осердя хрестовини є особливо високим при перекочуванні рейки від вусовика хрестовини до зони вершини й назад і зі збільшенням навантаження на вісь і, насамперед, з підвищенням швидкості руху непропорційно зростає, так що на піку співударянь можуть з'являтися значні деформації, які істотно знижують термін служби хрестовини, зокрема, якщо відсутня необхідна пружність у вертикальному напрямку. Так, наприклад, в описі [патенту №ЕР 0269603 В1] запропонований спосіб виготовлення хрестовини стрілкового переводу або короткої рейки у зоні перекочування рейки стрілкового переводу, що полягає у нанесенні на поверхню кoчeння колеса за допомогою шикування вибухом або електронно-променевого зварювання чи комбінованого прокатування на основу з добре зварюваної сталі, зокрема складу, що містить £0,24%С, £0,04%Ρ або S£0,65%Si і £1,7%Μn. Альтернативно запропоновані способи нанесення зносостійкого шару на поверхню качання нерухомої хрестовини вказують на те, що нанесення і тим самим площинне металеве з'єднання ускладнене значними проблемами і до цього часу практично не привело до якогось оптимального рішення. При плакуванні вибухом сполучення досягається в результаті короткочасно діючого високого тиску. Якщо у зоні з'єднання температура плавлення не досягається, пропонують також спосіб зварювання тиском, який проте обтяжений тим недоліком, що необхідного якісного з'єднання між основою і зносостійким шаром, що наноситься, не відбувається, а електронно-променеве зварювання, що альтернативно пропонується, потребує з причин зварюваності, коли справа доходить до необхідного якісного сполучення між основою і зносостійким шаром, що наноситься, незначного вмісту вуглецю для основного металу. Крім того, недоліком є те, що виготовлені у такий спосіб хрестовини повинні додатково піддаватися механічній обробці. 4 Слід було б також вказати на [патент №US 5,704570], згідно з яким відомо елемент осердя хрестовини для пристрою стрілкового переводу, що складається з пари частин рейки, виготовлених зі сталі з високим вмістом вуглецю з головною частиною і підошовною частиною і пролягаючою між ними опорною ділянкою, причому кожна частина рейки утворена з порожнистою опуклістю на бічній поверхні. Крім того, між парами частин рейок передбачена підсилювальна пластина, яка складається з того ж матеріалу, що й пари частин рейок і сполучена з ними головною і підошовною частинами пари частин рейок. Недоліком у цьому рішенні є те, що після процесу зварювання, процесу електронного зварювання необхідна теплова обробка для досягнення однорідної тонкоперлітної структури, і, крім того, те, що елементи вусовика хрестовини шляхом зварювання їх підошовних частин приєднані до корпусу і за допомогою наскрізних болтів та гайок пригвинчені один до одного, що потребує значних витрат на виготовлення і зрештою в результаті цього не досягається вільне стиснення з'єднуваних частин. У парах частин рейок залишаються залишкові напруження, внаслідок чого після процесу зварювання потрібна теплова обробка для зняття цих залишкових напружень. У [патенті №FR 2800756] описаний спосіб з'єднання двох розташованих поряд елементів стрілкового переводу, які сполучені за допомогою лазерного зварювання, причому елементи, що з'єднуються, частини стандартної рейки так сполучені одне з одним, що між обома з'єднуваними елементами є проміжок, стик, через який проходять утворювані у процесі зварювання гази і відводяться через отвори у шийках рейкових елементів. Крім того, тут потрібна також подальша теплова обробка, щоб у значній мірі зняти наявні напруження. Тому в основу винаходу покладена задача створити осердя хрестовини для нерухомої хрестовини стрілкового переводу і спосіб його виготовлення, який не потребує великих витрат і позбавлений недоліків, властивих рівню техніки. Згідно з винаходом задача вирішується за допомогою відмітних ознак 1-9 формули винаходу. Особливе конструктивне оформлення і переважні рішення є предметом додаткових пунктів формули винаходу. Таким чином, згідно з винаходом створено осердя хрестовини для стрілкового переводу, яке утворене сполученим з нерухомою хрестовиною і складається з двох півсекцій стандартної рейки, які у головці рейки та в підошві рейки у зоні осердя хрестовини сполучені за допомогою електроннопроменевого зварювання, а у зоні шийки рейки є повітряний зазор, щоб поперечне стиснення при зварюванні не створювало перешкод. Глибина зварного шва у головці рейки становить близько 30мм, а у підошві рейки близько 25мм. Повітряний зазор утворюється в результаті механічної обробки, переважно процесу фрезеру 5 79745 вання. Інша можливість утворення повітряного зазору показана нижче. Стосовно застосовуваних півсекцій стандартної рейки йдеться про дві частини, що складаються із звичайних стандартних рейок нормальної довжини, з поліпшеної або неполіпшеної сталі, які в результаті обробки з внутрішнього боку у зоні головки рейки і підошви рейки відповідно до найбільш сприятливої форми підготовлені для електронно-променевого зварювання. У більш прийнятному варіанті виконання приєднувані півсекції стандартної рейки можуть бути виготовлені також у процесі прокатування, при якому так само утворюється необхідний для поперечного стиснення повітряний зазор на півсекціях стандартної рейки. В результаті подальшого процесу механічної обробки одержують для з'єднуваних поверхонь півсекцій стандартної рейки металево чисті і такі, що не містять окисів, поверхні, так що завдяки електронно-променевому зварюванню досягається якість сполучення, що відповідає вимогам. Передбачений повітряний зазор між обома зварюваними півсекціями стандартної рейки забезпечує вільне стиснення зварного шва у зоні головки рейки і підошви рейки з'єднуваних півсекцій стандартної рейки, так що в результаті утворюється осердя хрестовини, що складається з двох стандартних рейок, без внутрішніх напружень і також без залишкових напружень у поперечному напрямку. Рішення згідно з винаходом характеризується по суті тим, що дві односторонньо оброблені півсекції стандартної рейки, виготовлені із звичайних поліпшених або неполіпшених стандартних рейок, сполучені одна з одною у зоні головки і підошви рейки електронно-променевим зварюванням. При цьому визначальним по суті є те, що у зоні шийки рейки зварюваних півсекцій стандартної рейки є повітряний зазор, який забезпечує можливість вільного поперечного стиснення зварного шва без підвищення напружень. У переважному варіанті виконання повітряний зазор може бути утворений за рахунок того, що у зоні електронно-променевого зварювання, тобто у зоні головки і підошви рейки розташовані прокладки, які складаються з матеріалу, що не містить вуглець, наприклад, з технічно чистого заліза або заліза для стрілкових переводів, і відрізняються товщиною матеріалу до 1,5мм. В результаті використання такого роду прокладок відпадає, по-перше, процес механічної обробки для утворення повітряного зазору, а, подруге, процес зварювання і механічні технологічні властивості зварного шва справляють позитивний вплив, оскільки в результаті легування прокладок можливість розтягування у зварних швах зростає, внаслідок чого, у свою чергу, досягаються значення питомої ударної в'язкості у зварних швах, які дозволяють протидіяти утворенню тріщин у зоні зварного шва при застосуванні виготовлених таким чином осердь хрестовин і тим самим виключити утворення тріщин. Після переривчастого підігрівання зварюваних у піковій зоні обох півсекцій стандартної рейки, яке 6 відбувається під вакуумом, ці півсекції стандартної рейки у головці та у підошві зварюють одна з одною електронно-променевим зварюванням. Цей процес також відбувається під вакуумом, причому напрямок електронного проміння може бути як горизонтальним, так і вертикальним. Це переважно залежить від відповідної довжини зварного шва і хімічних складів стандартних рейок, однак з врахуванням сторонньої дегазації при безпосередньому процесі зварювання більш прийнятно спрямовувати електронний промінь похило, тобто під певним кутом, а значить, електронний промінь спрямовують у похилій позиції під час процесу зварювання. Електронний промінь сам по собі працює із спеціальним розподілом щильності потужності енергії променя, так що півсекції стандартної рейки зварюються без пор та без окисів. Крім того, в результаті такого процесу створюють паралельні зварні шви, причому у зварному шві не виникає ніяких кутови х стиснень, і обрана питома потужність дозволяє утворювати спеціальні парові капіляри, так що гази, які утворюються у процесі зварювання, можуть безперешкодно виходити з цієї зони. Характерною рисою є спеціальний розподіл щильності потужності в результаті відхилення променя з частотою 900Гц, амплітудною 0,3мм і контрольованих постійно змінних кратерів в зварювальній ванні. Суттєвим для способу є, крім того, те, що залежно від вмісту вуглецю та марганцю зварюваних півсекцій стандартної рейки, положення зварного шва або позиція електронного променя визначається параметрами зварюваних частин. Так, наприклад, підвищений вміст вуглецю та марганцю обумовлює значно більший кут нахилу зварюваних частин або електронного променя, що спрямовується, а менший вміст вуглецю та марганцю - незначні величини нахилу. Крім того, суттєвим визначальним чинником є те, що період прогрівання зварюваних півсекцій стандартної рейки також визначається залежно від відповідного вмісту вуглецю та марганцю. Таким чином, півсекції стандартної рейки з вмістом вуглецю до 0,6% переривчасто нагрівали до 320°С, а півсекції стандартної рейки з вмістом вуглецю до 0,8% - до 420°С, а період прогрівання обирали таким чином, щоб необхідні для зварювання обидві пікові зони перед початком процесу електронно-променевого зварювання мали температур у від 320 до 400°С у кореневій зоні стику шва. Суть даного винаходу полягає у тому, що дві півсекції стандартної рейки, виготовлені із звичайних стандартних рейок нормальної довжини, сполучені одна з одною у зоні вершини у головці та підошві рейки за допомогою електроннопроменевого зварювання для утворення осердя нерухомої хрестовини, при цьому реалізують глибину зварного шва у межах 25-35мм, а у зоні шийки рейки з'єднуваних півсекцій стандартної рейки є обмежений верхнім та нижнім зварними швами повітряний зазор, який забезпечує вільне поперечне стиснення вершин обох півсекцій рейки. Звар 7 79745 не з'єднання виконують, зварюючи обидва зварні шви одночасно, застосовуючи два електронних променя. При цьому винаходу стосується також те, що завдяки спеціальному напряму електронного проміння і спеціальному розподілу питомої потужності електронного променя досягається виготовлення зварних з'єднань, які за своїми технологічними зварювальними та міцнісними властивостями відповідають властивим матеріалу відмітним якісним ознакам основних матеріалів півсекцій стандартної рейки, а при розташуванні прокладок між з'єднуваними поверхнями поліпшується характеристика в'язкості зварного шва. За допомогою цієї нової технічної теорії досягаються істотні переваги, оскільки застосовуються звичайні стандартні рейки нормальної довжини і тим самим при виготовленні осердь хрестовини для стрілкових переводів значно зменшуються як технологічні виробничі витрати, так і витрати сировини та матеріалів. Відпадає потреба у чистовій обробці зварного шва і забезпечується регульований процес, що проводиться, виготовлення від прогрівання, безпосереднього процесу зварювання і до охолоджування, так що відпадають додаткові дорогі рихтувальні роботи і відпал для зняття внутрішніх напружень. Крім того, перевага полягає ще й у тому, що виготовлені у такий спосіб осердя хрестовин для нерухомих хрестовин без проблем можна застосовувати у рейках рейкових колій і зварювати з ними, оскільки у зоні зварювання конструктивних елементів вони мають однаковий властивий матеріалу склад. Предмет даного винаходу складається не тільки з предмету окремих пунктів формули винаходу, але й з комбінації окремих пунктів формули винаходу. Усі дані, що містяться в документації, включаючи склад, відмітні ознаки, зокрема подані на кресленнях малюнки хрестовини, потребують патентного захисту як суттєві для винаходу, оскільки вони окремо або в комбінації є новими порівняно з рівнем техніки. Нижче винахід більш детально пояснюється за допомогою прикладів здійснення. На кресленні, що додається, показано: на Фіг.1: виготовлене з двох півсекцій стандартної рейки осердя хрестовини стрілкового переводу; на Фіг.2: готове зварене осердя хрестовини з вирізом у зоні вершини нерухомого осердя хрестовини; на Фіг.3: дві підготовлені півсекції стандартної рейки для зварювання за допомогою електронного променя; на Фіг.4: зображення обох зварених електронним променем півсекцій стандартної рейки у розрізі; на Фіг.5: зображення двох сполучених вершинами півсекцій рейок з прокладками, у розрізі. Виготовлене з двох півсекцій стандартної рейки 2, 3 осердя хрестовини 1 як складова частина нерухомої хрестовини, яке може застосовуватися у стрілкових переводах рейкових колій, подане на 8 Фіг.1, на якому чітко видно, що обидві півсекції стандартної рейки 2, 3 виконано поздовжніми, таким чином до вершини осердя хрестовини 1 звужуваними. У зоні головок півсекцій стандартної рейки 7, 8 та у зоні підошов півсекцій стандартної рейки 4, 5 півсекції стандартної рейки 2, 3 сполучені за допомогою зварних швів 6, 6', виконаних електронно-променевим зварюванням. Як півсекції стандартної рейки 2 і 3 у зоні вершини нерухомої хрестовини і осердя хрестовини 1 приєднані одне до одного, видно із зображення на Фіг. 2, на якому показано осердя хрестовини 1, у якому зона вершини "вирізана". Це зображення безпосередньо уточнює, як півсекції стандартної рейки 2, 3 у зоні головки 7, 8 та у зоні підошви 4, 5 певною мірою прилягають одна до одної і між цими дотичними поверхнями у зоні шийки рейки осердя хрестовини 1 утворений повітряний зазор 9. Цей повітряний зазор 9 у напрямку до зони головки зони підошви осердя хрестовини 1 обмежений зварним швом 6,6', глибина якого знаходиться в межах від 25 до 35мм, а довжина цього зварного шва до 2000мм зварена без проблем. Форма і формування обох півсекцій стандартної рейки 2, 3 зображені безпосередньо на Фіг.3, на якому обидві півсекції стандартної рейки 2, 3 показані на паралельній відстані стосовно одна до одної і з якого чітко видно, як внутрішні поверхні шийки рейки 11 обох півсекцій стандартної рейки 2, 3 обладнані виїмками 13, які на стику обох півсекцій стандартної рейки 2,3 утворюють повітряний зазор 9. Передбачені у півсекціях стандартної рейки 2,3 отвори в шийці рейки 10 не є функціонально суттєвими для осердя хрестовини, але служать для встановлення елементів кріплення і фіксації для монтажу та позиціювання півсекцій стандартної рейки 2, 3 для електронно-променевого зварювання. У результаті створюється готове осердя хрестовини 1, як показано на Фіг.4, на якому півсекції стандартної рейки 2, 3 сполучені за допомогою зварного шва 6, 6', а у зоні шийки рейок 11 обох зварених півсекцій стандартної рейки 2, 3 передбачений повітряний зазор 9. Інший приклад здійснення з'єднання двох півсекцій стандартної рейки 2, 3 і утворення повітряного зазору 9 показано на Фіг.5. У даному прикладі здійснення підготовлені обидві півсекції стандартної рейки 2, 3, як вже було описане вище. Звичайно від виконання виїмок 13 на внутрішніх поверхнях шийки рейки 11 відмовляються. Ці обидві внутрішні поверхні відповідно обробляють таким чином, щоб вони були металево чистими і тим самим не містили окисів. Повітряний зазор 9 утворюється в результаті розташування прокладок 12, які передбачені як у зоні головки півсекцій стандартної рейки 7, 8, так і у зоні підошви півсекцій стандартної рейки 4, 5. При цьому розміри прокладок 12 за їхньою шириною відповідають розміру повітряного зазору 9, тобто близько 1,5мм і за їхньою висотою глибині зварного шва 6, 6’, тобто знаходяться в межах від 25до 35мм. 9 79745 Інші зміни, механічна обробка і удосконалення з'єднуваних у цьому прикладі здійснення півсекцій стандартної рейки 2, 3 необхідності не становлять. За своїми відхиленнями від номінального розміру і удосконаленням вони відповідають тим, які подані та описані на Фіг.1-4. При підготовці для процесів зварювання зварювані півсекції стандартної рейки 2, З сполучені між собою елементами з'єднання та фіксації, встановленими в отворах у шийці рейки 10. За звичай півсекції стандартної рейки 2,3 у зоні головок півсекцій стандартної рейки 7, 8 і підошов півсекцій стандартної рейки 4, 5 плоско прилягають одна до одної або, як описано у прикладі здійснення 2, між поверхнями стикання розташовані прокладки 12. У цих зістикованих позиціях півсекції стандартної рейки 2, 3 зварюють за допомогою електронно-променевого зварювання як у зоні підошви, так й у зоні головки. Перед початком процесу зварювання зварювані півсекції стандартної рейки 2, 3 розігрівають переривчастим способом і залежно від складу вуглецю півсекцій стандартної рейки 2, 3. При складі вуглецю до 0,6% розігрівання проводять до 320°С. При складі вуглецю до 0,8% півсекції стандартної рейки 2, 3 розігрівають до 420°С. Розігрівання ведуть під вакуумом і за часом обмежують та узгоджують таким чином, щоб ступінь прогрівання досягав від 320 до 400°С. Наступний процес електронно-променевого зварювання здійснюють також під вакуумом і проводять його таким чином, щоб зварювані півсекції стандартної рейки 2, 3 зварювалися одночасно у їхній зоні підошви та головки в результаті застосування двох електронних променів. Це не виключає тієї можливості, що процес зварювання можна проводити в два етапи, зварюючи спочатку півсекції стандартної рейки 2, 3 у зоні підошви, а потім у зоні головки. Напрямок електронного променя при зварюванні може бути як горизонтальним, так і вертика 10 льним, причому у переважному способі напрямок електронних променів повинен бути похилим, тобто промені повинні проходити під певним кутом сходження або нахилу. Електронному променю властивий вже описаний спеціальний розподіл питомої потужності, який визначений відхиленням променя і розгортувальною амплітудою, і в результаті високочастотної осциляції електронного променя гарантується рівномірний розподіл технологічних механічних властивостей. В результаті постійно змінних при зварюванні капілярів забезпечується звітрювання побічних газів безпосередньо у процесі зварювання і, крім того, в результаті спеціального розподілу питомої потужності електронного променя утворюються паралельні зварні шви, і передбачений повітряний зазор 9 у сердечнику хрестовини 1 забезпечує вільне поперечне стиснення зварного шва. В результаті обраного залежного від вуглецю переривчастого розігрівання, запобігають накопиченню тепла або частковому перегріву зварюваного матеріалу, а в результаті розігрівання у вакуумі досягається одержання стикувальних місць, що не містять окисів, яке гарантує досягнення якісних зварювальних з'єднань, не справляючи негативного впливу на технологічні механічні властивості виготовленої у такий спосіб нерухомої хрестовини. Формування і розташування зварного шва 6, 6’ створюють також передумови для ультразвукової дефектоскопії, яка проводиться без проблем, що є ще однією перевагою. В описаному другому прикладі здійснення, при якому у зоні головки та підошви зварюваних півсекцій стандартної рейки 2, 3 передбачені прокладки 12, технологічно обумовлені процеси проходять таким самим чином. Це стосується як підготовлених заходів з монтажу та позиціювання зварних півсекцій стандартної рейки 2, 3, так і переривчастого розігрівання і подальших процесів зварювання у вакуумі. 11 Комп’ютерна в ерстка О. Гапоненко 79745 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFrog for points and method to make it
Назва патенту російськоюСердцевина крестовины для стрелочного перевода и способ его изготовления
МПК / Мітки
МПК: E01B 7/00
Мітки: переводу, осердя, виготовлення, спосіб, хрестовини, стрілкового
Код посилання
<a href="https://ua.patents.su/6-79745-oserdya-khrestovini-dlya-strilkovogo-perevodu-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Осердя хрестовини для стрілкового переводу і спосіб його виготовлення</a>
Спосіб обігрівання стрілкового переводу та пристрій для його здійснення
Номер патенту: 68015
Опубліковано: 15.07.2004
Автори: Мещан Ігорь Вікторович, Рассальський Олександр Миколайович
МПК: E01B 7/00, E01B 19/00
Мітки: пристрій, здійснення, стрілкового, обігрівання, спосіб, переводу
Формула / Реферат:
1. Спосіб обігрівання стрілкового переводу, що включає перетворення електричної енергії промислової частоти у індукторі в електромагнітну енергію з наступним її перетворенням в теплову енергію в рейці, який відрізняється тим, що створюють електричну енергію високої частоти, яка перетворюється на електромагнітну енергію та проникає в приповерхневий шар рейки, де перетворюється в теплову енергію.2. Пристрій для обігрівання стрілкового...
Електропривід стрілкового переводу рейкової колії

Номер патенту: 29526
Опубліковано: 15.11.2000
Автори: Подафа Петро Петрович, Хицкій Володимир Костянтинович, Кутовий Віктор Миколайович
МПК: B61L 5/00
Мітки: переводу, рейкової, електропривід, колії, стрілкового
Текст:
...рію "винахідницький рівень". На графічному зображенні поданий розріз заявленого електропривода стрілкового переводу рейкової колії. Електропривід стрілкового переводу рейковової колії складається з мета левого корпуса 1 циліндричної форми, закритого по торцях фланцями 2 і 3, які мають проточки для ущільнень 4 і 5, що забезпечують герметичність корпуса 1. Фланці 2 і 3 містять стакани 6 і 7, в центральних отворах яких через сальники 8 і 9...
Спосіб контролю положення гостряка стрілкового переводу

Номер патенту: 61690
Опубліковано: 17.11.2003
Автор: Парфьонов Володимир Іванович
МПК: B61L 5/00
Мітки: спосіб, положення, переводу, гостряка, контролю, стрілкового
Формула / Реферат:
Спосіб контролю положення гостряка стрілкового переводу, при якому перетворюють, виділяють, підсилюють та індикують частоти коливань автогенератора, зв'язаного з гостряком, який відрізняється тим, що в перетворювачі коливання частотно модулюють в перешкодозахищеному діапазоні, безпосередньо біля гостряка, а далі виділяють, підсилюють та індикують частоти генератора тільки в кінцевих положеннях гостряка стрілкового переводу.
Спосіб визначення змін ширини жолоба стрілкового переводу
Номер патенту: 69815
Опубліковано: 15.09.2004
Автор: Парфьонов Володимир Іванович
МПК: B61L 5/00
Мітки: визначення, ширини, змін, стрілкового, спосіб, жолоба, переводу
Формула / Реферат:
Спосіб визначення змін ширини жолоба стрілкового переводу, при якому лінійні зміни ширини жолоба за допомогою диференційного трансформаторного датчика перетворюють в електричні сигнали, який відрізняється тим, що на вимірювальну котушку датчика впливають рівномірно розподіленим магнітним полем, виробленим стабілізованим і високочастотним джерелом коливань, при цьому лінійні відхилення ширини жолоба визначають за алгебраїчною різницею,...
Спосіб підвищення надійності роботи залізничного стрілкового переводу
Номер патенту: 14575
Опубліковано: 15.05.2006
Автори: Парфьонов Володимир Іванович, Руденко Олександр Борисович
МПК: B61L 5/00
Мітки: спосіб, залізничного, підвищення, надійності, роботи, переводу, стрілкового
Формула / Реферат:
Спосіб підвищення надійності роботи залізничного стрілкового переводу, при якому постійно контролюють зміну механічних параметрів складових стрілкової гарнітури, який відрізняється тим, що додатково контролюють зміну механічних параметрів рамних рейок і вмикають електропривід стрілкового переводу через контакти кінцевого пристрою контролю в разі відсутності зміни параметрів рамних рейок.