Спосіб ремонту захисного облицювання промислової реакційної або транспортної ємності
Формула / Реферат
1. Спосіб ремонту захисного облицювання промислової реакційної або транспортної ємності, який включає етапи ідентифікації сукупних ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, за допомогою вимірювального пристрою, який вимірює залишкову товщину облицювання, і пристрою обробки даних, який на першому етапі перетворює виміряні дані залишкової товщини в бінарні дані шляхом порівняння виміряних даних залишкової товщини з наперед визначеною пороговою товщиною облицювання і приписує бінарне значення "1" ділянкам облицювання з товщиною, меншою за наперед визначену порогову величину, а бінарне значення "0" - ділянкам облицювання з товщиною, що дорівнює наперед визначеній пороговій величині чи є більшою за наперед визначену порогову величину, або навпаки, а на другому етапі об'єднує окремі ділянки облицювання з товщиною, меншою за наперед визначену порогову величину, в сукупні ділянки облицювання, яким приписує бінарні значення ділянок із товщиною облицювання, меншою за наперед визначену порогову величину, а на третьому етапі обчислює положення і послідовність ремонту для кожної із об'єднаних ділянок та передає ці дані ремонтному пристрою, і нанесення монолітного облицювального матеріалу на сукупні ділянки, обчислені пристроєм обробки даних, за допомогою ремонтного пристрою.
2. Спосіб за п. 1, який відрізняється тим, що захисне облицювання є вогнетривкою футерівкою.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що промислова реакційна або транспортна ємність є металургійною ємністю.
4. Спосіб за п. 3, який відрізняється тим, що металургійну ємність вибирають з конвертера, дугової електропечі, доменної печі, ковша, розливального пристрою або камери коксової печі.
5. Спосіб за п. 4, який відрізняється тим, що ківш вибирають зі сталеливарного ковша, ковша для розливання переробного чавуну, ковша сигароподібної форми або шлакового ковша.
6. Спосіб за одним із попередніх пунктів, який відрізняється тим, що вимірювальний пристрій є лазерним вимірювальним пристроєм.
7. Спосіб за п. 6, який відрізняється тим, що лазерний вимірювальний пристрій є дзеркальним сканером.
8. Спосіб за одним із попередніх пунктів, який відрізняється тим, що ремонтний пристрій включає плече маніпулятора і сопло розпилювача, розміщене на ньому, яке має здатність обертатися, нахилятися і переміщуватися по вертикалі.
9. Спосіб за одним із попередніх пунктів, який відрізняється тим, що ремонтний пристрій вибирають з розбризкувального, розпилювального і торкетувального пристроїв.
10. Спосіб за одним із попередніх пунктів, який відрізняється тим, що пристрій обробки даних має електронне сполучення як з вимірювальним пристроєм, так і з ремонтним пристроєм.
11. Спосіб за одним із попередніх пунктів, який відрізняється тим, що електронне виконання етапів здійснюють в пристрої обробки даних.
12. Спосіб за одним із попередніх пунктів, який відрізняється тим, що пристрій обробки даних об'єднує окремі ділянки в прямокутні сукупні ділянки.
13. Спосіб за одним із попередніх пунктів, який відрізняється тим, що положення кожної із сукупних ділянок обчислюють у циліндричних координатах.
14. Спосіб за одним із попередніх пунктів, який відрізняється тим, що залишкову товщину вогнетривкої футерівки повторно вимірюють після завершення етапу ремонту за допомогою вимірювального пристрою і одержані таким чином дані залишкової товщини порівнюють з даними, одержаними моделюванням досяжного відновлення вогнетривкої футерівки, і у разі розбіжності між новими даними вимірювання залишкової товщини і даними, одержаними шляхом моделювання, виконують відповідне калібрування блока керування ремонтного пристрою.
15. Спосіб за одним із попередніх пунктів, який відрізняється тим, що залишкову товщину вогнетривкої футерівки повторно вимірюють після завершення етапу ремонту за допомогою вимірювального пристрою і одержані таким чином дані залишкової товщини порівнюють з даними, одержаними моделюванням досяжного відновлення вогнетривкої футерівки, і у разі розбіжності між новими даними вимірювання залишкової товщини і даними, одержаними шляхом моделювання, повторно виконують послідовність етапів обробки даних і ремонту.
Текст
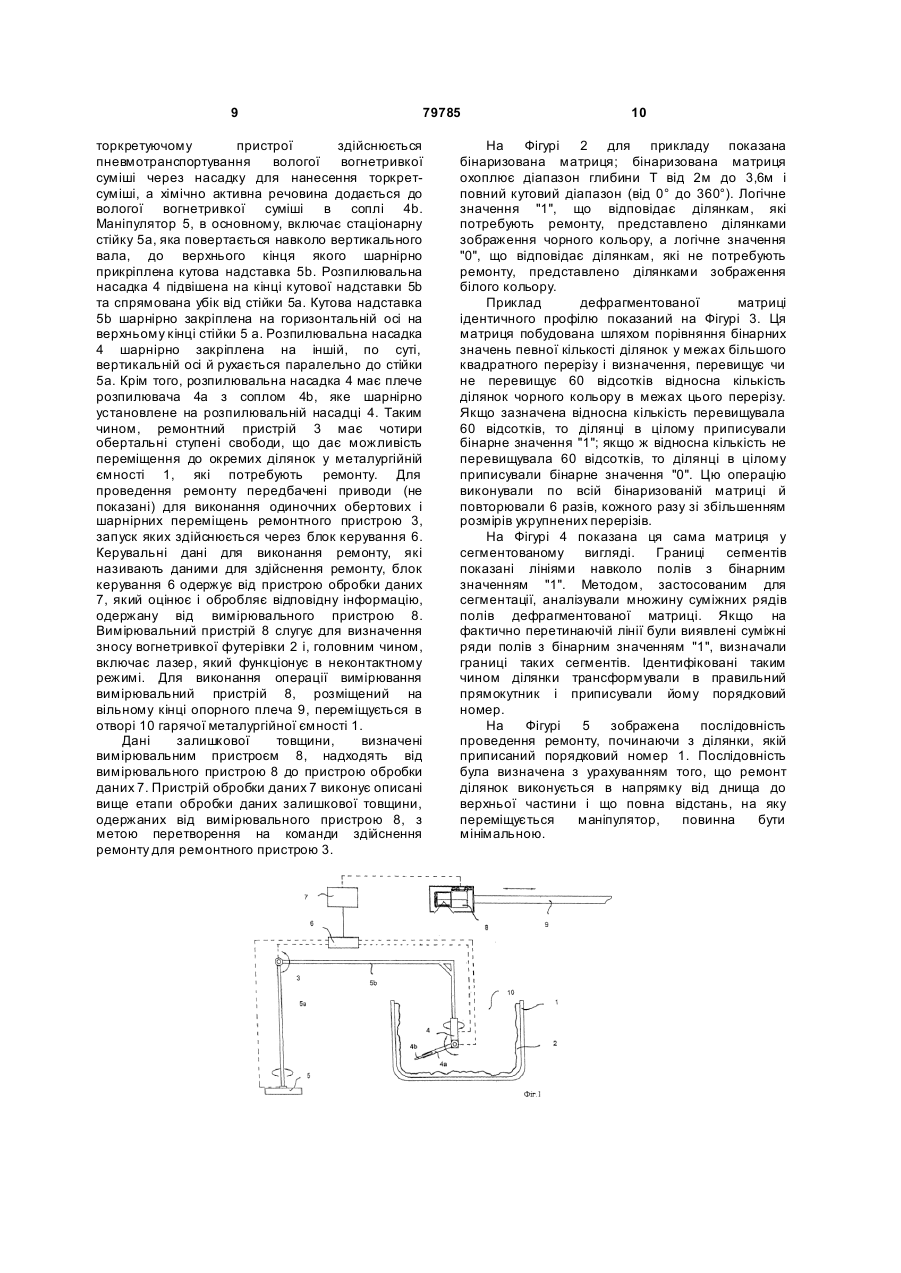
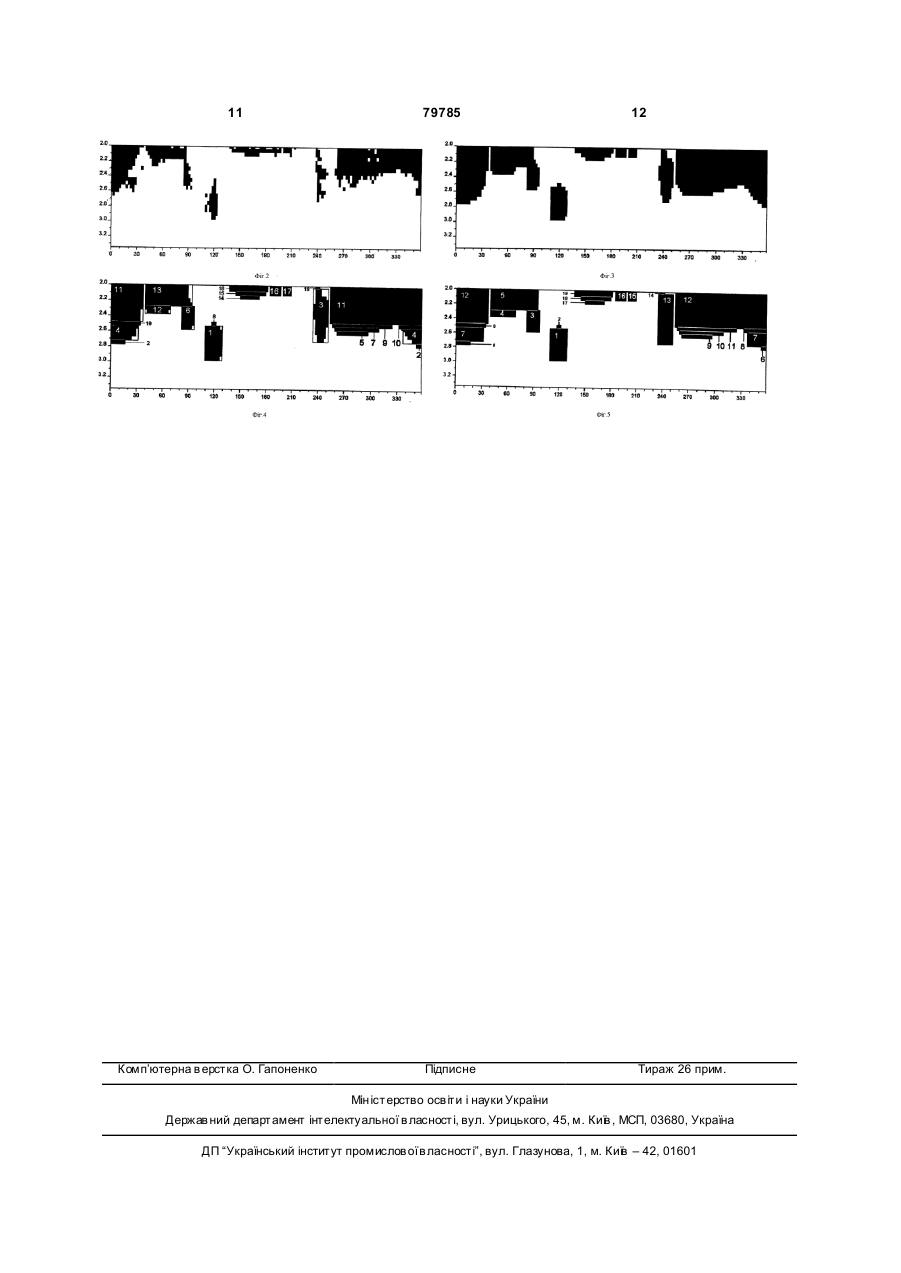
1. Спосіб ремонту захисного облицювання промислової реакційної або транспортної ємності, який включає етапи ідентифікації сукупних ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, за допомогою вимірювального пристрою, який вимірює залишкову товщин у облицювання, і пристрою обробки даних, який на першому етапі перетворює виміряні дані залишкової товщини в бінарні дані шляхом порівняння виміряних даних залишкової товщини з наперед визначеною пороговою товщиною облицювання і приписує бінарне значення "1" ділянкам облицювання з товщиною, меншою за наперед визначену порогову величину, а бінарне значення "0" - ділянкам облицювання з товщиною, що дорівнює наперед визначеній пороговій величині чи є більшою за наперед визначену порогову величину, або навпаки, а на другому етапі об'єднує окремі ділянки облицювання з товщиною, меншою за наперед визначену порогову величину, в сукупні ділянки облицювання, яким приписує бінарні значення ділянок із товщиною облицювання, меншою за наперед визначену порогову величину, а на третьому етапі обчислює положення і послідовність ремонту для кожної із об'єднаних ділянок та передає ці дані ремонтному пристрою, і нанесення монолітного облицювального матеріалу на сукупні ділянки, обчислені пристроєм обробки даних, за допомогою ремонтного пристрою. РЕАКЦІЙНОЇ 79785 1 ПРОМИСЛОВОЇ (11) ЗАХИСНОГО UA (54) СПОСІБ РЕМОНТУ ТРАНСПОРТНОЇ ЄМНОСТІ ОПИС (19) ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 79785 4 вогнетривкої футерівки повторно вимірюють після завершення етапу ремонту за допомогою вимірювального пристрою і одержані таким чином дані залишкової товщини порівнюють з даними, одержаними моделюванням досяжного відновлення вогнетривкої футерівки, і у разі розбіжності між новими даними вимірювання залишкової товщини і даними, одержаними шляхом моделювання, виконують відповідне калібрування блока керування ремонтного пристрою. 15. Спосіб за одним із попередніх пунктів, який відрізняє ться тим, що залишкову товщину вогнетривкої футерівки повторно вимірюють після завершення етапу ремонту за допомогою вимірювального пристрою і одержані таким чином дані залишкової товщини порівнюють з даними, одержаними моделюванням досяжного відновлення вогнетривкої футерівки, і у разі розбіжності між новими даними вимірювання залишкової товщини і даними, одержаними шляхом моделювання, повторно виконують послідовність етапів обробки даних і ремонту. Цей винахід відноситься до способу ремонту захисного облицювання такого промислової реакційної або транспортної ємності, як конвертер, дугова електропіч або ківш, наприклад, сталеливарний ківш, ківш для розливання переробного чавуну, ківш сигароподібної форми або шлаковий ківш. Зокрема, цей винахід відноситься до способу ремонту захисного облицювання промислової реакційної або транспортної ємності, який полягає в тому, що визначають ділянки облицювання з товщиною, меншою за наперед визначену порогову величину, і на такі ділянки наносять монолітний футер увальний матеріал. Такі промислові реакційні або транспортні ємності, як доменні печі, дугові електропечі, ковші або конвертери, використовують, наприклад, у металургії для виробництва сталі. Ці ємності, як правило, мають захисне облицювання внутрішньої поверхні, яке захищає зовнішню поверхню ємності від пошкодження високою температурою або умовами реакції всередині ємності. Проте, в процесі використання ємностей захисне облицювання зношується і час від часу потребує ремонту для забезпечення високого рівня безпеки експлуатації. З цією метою в проміжки часу між окремими стадіями використання ємності, коли ємність порожнє, виконують вимірювання залишкової товщини захисного облицювання. Дані щодо залишкової товщини, одержані в результаті вимірювання, використовують для визначення ділянок облицювання, які підлягають ремонту. Міжнародна [патентна заявка WO 01/38900 А1] розкриває спосіб безконтактного вимірювання залишкової товщини вогнетривкої футерівки металургійної ємності. Спосіб включає сканування внутрішньої поверхні металургійної ємності, тобто поверхні вогнетривкого облицювання, лазерним пучком, створюваним вимірювальним пристроєм, і вимірювання кута і відстані між вимірювальним пристроєм і внутрішньою поверхнею ємності в різних точках. Краще, якщо вимірювальний пристрій включає лазерний діод, що працює в імпульсному режимі, як випромінюючий пристрій, і фотодіод як приймальний пристрій. Отримані таким чином дані дозволяють одержати зображення структури поверхні вогнетривкого облицювання у формі тривимірного профілю товщини. В [заявці WO 01/38900 А1] йдеться про те, що вимірювальний пристрій фізично сполучений з пристроєм для нанесення нового облицювального матеріалу на внутрішню поверхню ємності. Проте, облицювальний матеріал, як правило, наноситься на внутрішню поверхню ємності вручну оператором, який тримає ремонтний пристрій, або за допомогою ремонтного пристрою з дистанційним керуванням, здійснюваним оператором уручн у. В обох випадках оператор мусить мати змогу візуально визначати ділянки, що підлягають ремонту, і рухатися вслід за переміщеннями ремонтного пристрою. Таким чином, оператор повинен знаходитись відносно близько до відкритого краю ємності, яке підлягає ремонту. Це має кілька недоліків. Оператор наражається на дію високої температури, вогню, небезпеку відпадання нового облицювального матеріалу та інших частин, які випадають з ємності. Крім того, існує небезпека вибуху у ємностях у разі контакту гарячого матеріалу з водою, що може спричинити травмування оператора, якщо оператор знаходиться близько до ємності. Більш того, ручний спосіб по суті зв'язаний з суб'єктивними помилками. Якщо оператор помиляється з визначенням відповідної ділянки, що потребує ремонту, наприклад, на кілька сантиметрів, існує небезпека виникнення так званого "прориву", тобто отвору в стінці ємності, що може травмувати оператора ємності або пошкодити сполучене з ємністю обладнання, або навіть спричинити вибухи у разі, якщо матеріал, який витікає з ємності, вступає в контакт з водою. Це може стати проблемою, оскільки складно візуально визначити ділянки, що підлягають ремонту у випадку повністю монолітного захисного облицювання і в умовах, коли оператор може одержати лише грубі оцінки шляхом виконаного раніше вимірювання профілю товщини. Якщо оператор дійсно тримає в руках ремонтний пристрій, то ви хід нового облицювального матеріалу, як правило, обмежений. Крім того, через високу температуру тривалість ремонту під контролем оператора звичайно обмежена до 10-15 хвилин. 5 79785 Таким чином, дуже бажано запропонувати спосіб ремонту вогнетривкої футерівки металургійної ємності, який має більшу точність, ніж способи, що відповідають сучасному рівню техніки, потребує менше матеріалу і виключає зазначені раніше операційні ризики. Мета цього винаходу полягає в тому, щоб запропонувати спосіб ремонту монолітного облицювання промислової реакційної або транспортної ємності, який можна здійснювати в автоматичному режимі з високою швидкістю і точністю. Інша мета цього винаходу полягає в тому, щоб запропонувати спосіб ремонту монолітного облицювання промислової реакційної або транспортної ємності, який виключає операційні ризики. Наступна мета цього винаходу полягає в тому, щоб запропонувати спосіб ремонту монолітного облицювання промислової реакційної або транспортної ємності, в якому ефективніше використовується облицювальний матеріал. Ще одна мета цього винаходу полягає в тому, щоб запропонувати спосіб ремонту монолітного облицювання промислової реакційної або транспортної ємності, який легко пристосувати до експлуатаційних вимог. У найширшому вигляді цей винахід пропонує спосіб ремонту захисного облицювання промислової реакційної або транспортної ємності, який включає такі етапи: ідентифікацію сукупних ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, за допомогою вимірювального пристрою, який вимірює залишкову товщину облицювання, і пристрою обробки даних, який на першому етапі перетворює виміряні дані залишкової товщини на бінарні дані шляхом порівняння виміряних даних залишкової товщини з наперед визначеною порогового товщиною облицювання, і приписує бінарне значення "1" ділянкам облицювання з товщиною, меншою за наперед визначену порогову величину, а бінарне значення "0" - ділянкам облицювання з товщиною, рівною наперед визначеній пороговій величині, чи більшою за наперед визначену порогову величину, або навпаки; на другому етапі - об'єдн ує окремі ділянки облицювання з товщиною, меншою за наперед визначену порогову величину, в сук упні ділянки облицювання, яким приписує бінарні значення ділянок з товщиною облицювання, меншою за наперед визначену порогову величину, а на третьому етапі обчислює положення кожної з сукупних ділянок і послідовність ремонту та передає ці дані ремонтному пристрою, і нанесення монолітного облицювального матеріалу на сукупні ділянки, обчислені пристроєм обробки даних, за допомогою ремонтного пристрою. Для фактичного здійснення ремонту запропоновано ремонтний пристрій, який наносить новий облицювальний матеріал на пошкоджені ділянки облицювання, який краще включає дистанційний маніпулятор і сопло розпилювача, розміщене на ньому, яке має змогу обертатися, 6 нахилятися, переміщатися по вертикалі і, необов'язково, по горизонталі. Положення і функціонування ремонтного пристрою контролюється пристроєм обробки даних, який передає фактичні дані залишкової товщини, одержані за допомогою вимірювального пристрою, на ремонтний пристрій у формі команд здійснення ремонту. Краще, якщо пристрій обробки даних має електронне сполучення як з вимірювальним, так і з ремонтним пристроєм. Цей спосіб включає кілька етапів обробки даних для перетворення фактичних даних залишкової товщини, одержаних за допомогою вимірювального пристрою, і передачі їх на ремонтний пристрій у вигляді команд здійснення ремонту. Дані залишкової товщини переважно сортуються відносно регулярної решітки, що відображає симетрію ємності. Оскільки базова конфігурація переважної більшості металургійних ємностей має, головним чином, форму циліндра, дані залишкової товщини переважно конвертуються в матриці й циліндричні координати. Якщо ємність має прямокутний горизонтальний переріз, дані залишкової товщини переважно конвертуються в матриці й декартові координати. Етапи обробки включають перетворення даних залишкової товщини на бінарні дані шляхом порівняння даних залишкової товщини з наперед визначеною пороговою величиною товщини облицювання і, наприклад, приписування бінарного значення "1" ділянкам облицювання з товщиною, меншою за наперед визначену порогову величину, і бінарного значення "0" ділянкам облицювання, з товщиною, рівною наперед визначеній пороговій величині, або більшою за наперед визначену порогову величину, яке тут та надалі називається "бінаризацією". Для того щоб зменшити кількість даних, які підлягають обробці, перед бінаризацією, тривимірні дані залишкової товщини, одержані за допомогою вимірювального пристрою в певній кількості точок ємності, можуть переважно усереднюватись у пристрої обробки даних на першому етапі обробки, який тут та надалі називається "усередненням". Після бінаризації окремі ділянки облицювання з товщиною, меншою за наперед визначену порогову величину, об'єдн уються у суміжні сукупні ділянки облицювання, яким приписується бінарне значення для ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, причому далі на цей етап посилаються як на "дефрагментацію". Для цього бінарні значення певної кількості ділянок, краще, порівнюють між собою і, якщо кількість ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, перевищує наперед вибране відсоткове відношення, порівнюваній ділянці в цілому приписується бінарне значення для ділянок з товщиною, меншою за наперед визначену порогову величину. Таким чином, приймають, що на ділянки облицювання з товщиною, рівною наперед визначеній пороговій величині, або більшою за наперед визначену порогову величину, 7 79785 які прилягають до ділянок облицювання з товщиною, меншою за наперед визначену порогову величину, також, методом розпилення, наноситься новий облицювальний матеріал, хоча ці ділянки ще не вимагають ремонту. Краще, зазначене відношення складає, наприклад, від приблизно 30 відсотків до приблизно 80 відсотків, найкраще, від приблизно 50 відсотків до приблизно 60 відсотків. Дефрагментацію можна здійснити із застосуванням різного ступеня дефрагментації. Краще, ступінь дефрагментації змінюється залежно від таких граничних умов, пов'язаних з виробничим процесом, як однорідність відновлення вогнетривкої футерівки, маса суміші для ремонту футерівки і тривалість ремонту. Нарешті, на наступному етапі обробки даних положення кожної з сукупних ділянок та послідовність ремонту обчислюються і перетворюються на команди здійснення ремонту для ремонтного пристрою. Таким чином, кожній обчисленій ділянці, якій приписане бінарне значення для ділянок з товщиною, меншою за наперед визначену порогову величину, стави ться у відповідність порядковий номер, який означає послідовність етапів нанесення монолітного облицювального матеріалу. На цей етап обробки даних далі посилаються як на "впорядкування". Краще, якщо послідовність вибирається з урахуванням статичних характеристик і отверджуваності ремонтного матеріалу, який наноситься на внутрішню поверхню монолітного облицювання, зокрема, тривалості твердіння ремонтного матеріалу. Зокрема, краща послідовність передбачає, що во гнетривку футерівку слід ремонтувати, починаючи з нижніх секцій і просуваючись до верхніх секцій металургійної ємності. Таким чином, ремонтний матеріал, у разі нанесення його горизонтальними смугами на ділянки, що підлягають ремонту, підтримується сумішшю для ремонту облицювання, нанесеною раніше на суміжні секції, які розміщені нижче. У найкращому варіанті винаходу виконують обробку даних залишкової товщини з метою одержання даних для здійснення ремонту таким чином, що форма кожної ділянки, яка потребує ремонту, якщо дивитись у напрямку поверхні вогнетривкої футерівки, укрупнюється до простої геометричної базової конфігурації, переважно, прямокутника. Таким чином, можна додатково збільшити робочу швидкість ремонтного пристрою. У наступному найкращому варіанті винаходу орієнтацію і форму геометричної базової конфігурації пристосовують, у пристрої обробки даних, до існуючих параметрів переміщення ремонтного пристрою, який переважно є розпилювальним або торкретуючим пристроєм і т.п. У разі такого пристосування ремонтний пристрій можна переміщувати для виконання ремонту вогнетривкої футерівки відповідно до існуючих параметрів переміщення. Таким чином, підвищується робоча швидкість ремонтного пристрою і полегшується керування ремонтним пристроєм. Цей етап обробки даних, краще, 8 здійснюється після дефрагментації і далі на нього посилаються як на "сегментацію". У наступному кращому варіанті цього винаходу, перед визначенням послідовності етапів нанесення монолітного облицювального матеріалу, етапи бінарізації, дефрагментації та, необов'язково, сегментації, виконуються заново для кількох варіантів порогової величини з тим, щоб ремонт глибших ям можна було б здійснити поетапно шляхом нанесення багатошарового монолітного облицювального матеріалу. У ще одному кращому варіанті цього винаходу, перш ніж здійснювати передачу даних для здійснення ремонту на ремонтний пристрій, результат ремонту відображається в пристрої обробки даних шля хом моделювання з урахуванням таких виробничих факторів, як тривалість ремонту і кількість суміші для ремонту. Таким чином, оператор пристрою обробки даних може легко пристосувати процедуру ремонту до умов, що змінюються. Найкраще, коли після завершення етану нанесення залишкову товщин у во гнетривкої футерівки повторно вимірюють за допомогою вимірювального пристрою, і одержані таким чином дані залишкової товщини порівнюють з даними, одержаними моделюванням, стосовно досяжного відновлення вогнетривкої футерівки, і, у разі розбіжності між новими даними вимірювання залишкової товщини і даними, одержаними шляхом моделювання, виконується відповідне калібрування блока управління ремонтного пристрою. Як альтернативний варіант, можна розпочати виконання додаткового етапу ремонту. Далі наведено детальний опис прикладу реалізації винаходу з посиланням на креслення, що додаються: Фіг.1. - схематичне зображення металургійної ємності у формі дугової електропечі, вимірювального пристрою для визначення зносу і розпилювального пристрою для ремонту вогнетривкої футерівки, Фіг.2. - профіль бінаризованої матриці, який відображає вогнетривку футерівку дугової електропечі, Фіг.3. - профіль дефрагментованої матриці вогнетривкої футерівки дугової електропечі, Фіг.4. - профіль сегментованої матриці вогнетривкої футерівки дугової електропечі, і Фіг. 5. - профіль упорядкованої матриці вогнетривкої футерівки дугової електропечі. Зокрема, на Фігурі 1 наведено схематичне зображення металургійної ємності 1, яке є дуговою електропіччю з вогнетривкою футерівкою 2, що потребує ремонту. Передбачений ремонтний пристрій 3 для ремонту облицювання 2, який є розпилювальним пристроєм для ремонту вогнетривкої футерівки, що має розпилювальну насадку 4 і маніпулятор 5. Розпилювальний пристрій пневматично подає суху во гнетривку суміш через сопло 4b розпилювальної насадки 4, а в соплі 4b до вогнетривкої суміші додається вода. Ремонтний пристрій може також бути торкретуючим пристроєм. На відміну від згаданого вище розпилювального пристрою, в 9 79785 торкретуючому пристрої здійснюється пневмотранспортування вологої вогнетривкої суміші через насадку для нанесення торкретсуміші, а хімічно активна речовина додається до вологої вогнетривкої суміші в соплі 4b. Маніпулятор 5, в основному, включає стаціонарну стійку 5а, яка повертається навколо вертикального вала, до верхнього кінця якого шарнірно прикріплена кутова надставка 5b. Розпилювальна насадка 4 підвішена на кінці кутової надставки 5b та спрямована убік від стійки 5а. Кутова надставка 5b шарнірно закріплена на горизонтальній осі на верхньому кінці стійки 5 а. Розпилювальна насадка 4 шарнірно закріплена на іншій, по суті, вертикальній осі й рухається паралельно до стійки 5а. Крім того, розпилювальна насадка 4 має плече розпилювача 4а з соплом 4b, яке шарнірно установлене на розпилювальній насадці 4. Таким чином, ремонтний пристрій 3 має чотири обертальні ступені свободи, що дає можливість переміщення до окремих ділянок у металургійній ємності 1, які потребують ремонту. Для проведення ремонту передбачені приводи (не показані) для виконання одиночних обертових і шарнірних переміщень ремонтного пристрою 3, запуск яких здійснюється через блок керування 6. Керувальні дані для виконання ремонту, які називають даними для здійснення ремонту, блок керування 6 одержує від пристрою обробки даних 7, який оцінює і обробляє відповідну інформацію, одержану від вимірювального пристрою 8. Вимірювальний пристрій 8 слугує для визначення зносу вогнетривкої футерівки 2 і, головним чином, включає лазер, який функціонує в неконтактному режимі. Для виконання операції вимірювання вимірювальний пристрій 8, розміщений на вільному кінці опорного плеча 9, переміщується в отворі 10 гарячої металургійної ємності 1. Дані залишкової товщини, визначені вимірювальним пристроєм 8, надходять від вимірювального пристрою 8 до пристрою обробки даних 7. Пристрій обробки даних 7 виконує описані вище етапи обробки даних залишкової товщини, одержаних від вимірювального пристрою 8, з метою перетворення на команди здійснення ремонту для ремонтного пристрою 3. 10 На Фігурі 2 для прикладу показана бінаризована матриця; бінаризована матриця охоплює діапазон глибини Τ від 2м до 3,6м і повний кутовий діапазон (від 0° до 360°). Логічне значення "1", що відповідає ділянкам, які потребують ремонту, представлено ділянками зображення чорного кольору, а логічне значення "0", що відповідає ділянкам, які не потребують ремонту, представлено ділянками зображення білого кольору. Приклад дефрагментованої матриці ідентичного профілю показаний на Фігурі 3. Ця матриця побудована шляхом порівняння бінарних значень певної кількості ділянок у межах більшого квадратного перерізу і визначення, перевищує чи не перевищує 60 відсотків відносна кількість ділянок чорного кольору в межах цього перерізу. Якщо зазначена відносна кількість перевищувала 60 відсотків, то ділянці в цілому приписували бінарне значення "1"; якщо ж відносна кількість не перевищувала 60 відсотків, то ділянці в цілому приписували бінарне значення "0". Цю операцію виконували по всій бінаризованій матриці й повторювали 6 разів, кожного разу зі збільшенням розмірів укрупнених перерізів. На Фігурі 4 показана ця сама матриця у сегментованому вигляді. Границі сегментів показані лініями навколо полів з бінарним значенням "1". Методом, застосованим для сегментації, аналізували множину суміжних рядів полів дефрагментованої матриці. Якщо на фактично перетинаючій лінії були виявлені суміжні ряди полів з бінарним значенням "1", визначали границі таких сегментів. Ідентифіковані таким чином ділянки трансформували в правильний прямокутник і приписували йому порядковий номер. На Фігурі 5 зображена послідовність проведення ремонту, починаючи з ділянки, якій приписаний порядковий номер 1. Послідовність була визначена з урахуванням того, що ремонт ділянок виконується в напрямку від днища до верхньої частини і що повна відстань, на яку переміщується маніпулятор, повинна бути мінімальною. 11 Комп’ютерна в ерстка О. Гапоненко 79785 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of protective lining of industrial reaction or transport vessel
Автори англійськоюBlissenbakh Dieter
Назва патенту російськоюСпособ ремонта защитной облицовки промышленной реакционной или транспортной емкости
Автори російськоюБлиссенбах Дитер
МПК / Мітки
МПК: F27D 1/16, F27D 21/00
Мітки: промислової, спосіб, облицювання, ємності, захисного, транспортної, ремонту, реакційної
Код посилання
<a href="https://ua.patents.su/6-79785-sposib-remontu-zakhisnogo-oblicyuvannya-promislovo-reakcijjno-abo-transportno-ehmnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту захисного облицювання промислової реакційної або транспортної ємності</a>
Спосіб рециркуляції дрібнозернистих твердих речовин, які виносяться з реакційної ємності газом-носієм, і пристрій для його здійснення
Номер патенту: 47498
Опубліковано: 15.07.2002
Автори: Стокінгер Джозеф, МАЙЄР Герберт, Кастнер Рейнер-Вальтер, Відер Курт, ХЕКМАНН Хадо, ШЕНК Йоханнес, ЛАССНІГ Герберт
МПК: C21B 5/02, C21B 13/00, C21B 13/14
Мітки: пристрій, ємності, речовин, твердих, рециркуляції, газом-носієм, виносяться, реакційної, дрібнозернистих, здійснення, спосіб
Формула / Реферат:
1. Спосіб рециркуляції дрібнозернистих твердих речовин, що виносяться з реакційної ємності (1) газом-носієм, таких як частинки вугілля і заліза, зокрема, що виносяться з плавильно - газифікаційного апарата, з точки випуску (біля 2) реакційної ємності (1) в точку повернення (біля 15) реакційної ємності (1), згідно з яким тверді речовини відділяють в сепараторі твердих речовин (4), зокрема циклоні, і потім повертають в реакційну ємність (1) за...
Спосіб запобігання примерзанню вологих сипучих матеріалів до внутрішньої поверхні транспортної ємності
Номер патенту: 47611
Опубліковано: 15.07.2002
Автори: Гурін Аркадій Олександрович, Немировський Григорій Ісаакович, Койло Дмитро Михайлович, Ратушний В'ячеслав Михайлович, Койло Михайло Федорович, Гурін Юрій Аркадійович
МПК: C09K 3/18
Мітки: ємності, транспортної, запобігання, поверхні, вологих, спосіб, примерзанню, внутрішньої, матеріалів, сипучих
Формула / Реферат:
Спосіб запобігання примерзанню вологих сипучих матеріалів до внутрішньої поверхні транспортної ємності шляхом її попередньої обробки водним розчином природного бішофіту перед завантаженням, який відрізняється тим, що останню оброблюють водним розчином природного бішофіту з витратою 0,2 кг/м2 при таких градаціях температур повітря й вмістах в % бішофіту в розчині відповідно: -6,0...-8,5°С і 20%; -8,5...-12,5°С і 30%; -12,5...-14,5°С і 40%;...
Пристрій для кріплення облицювання
Номер патенту: 45616
Опубліковано: 15.04.2002
Автор: Націєвський Сергій Юрійович
МПК: E04F 13/07
Мітки: облицювання, кріплення, пристрій
Формула / Реферат:
1. Пристрій для кріплення облицювання, який складається з дюбеля з шурупом, несучого елемента та підоблицювального профілю, який відрізняється тим, що несучий елемент виконаний у вигляді, щонайменше, однієї шайби з прорізом.2. Пристрій за п. 1, який відрізняється тим, що несучий елемент може бути виконаний у вигляді набору шайб різної товщини.
Спосіб облицювання зовнішньої частини споруди
Номер патенту: 18982
Опубліковано: 15.11.2006
Автори: Приємський Олександр Миколайович, Василишин Олексій Володимирович
МПК: E04C 2/32, E04B 1/76, E04F 13/00
Мітки: облицювання, частини, спосіб, зовнішньої, споруди
Формула / Реферат:
Спосіб облицювання зовнішньої частини споруди, що включає монтування несучих елементів у вигляді вертикальних напрямних і опорних пластин з перонами, який відрізняється тим, що на горизонтальних плитах перекриття споруди закріплюють закладні деталі, до яких прикріплюють металеві уловлювачі, в які послідовно, з можливістю вертикального переміщення встановлюють вертикальні напрямні профілі спеціальної конструкції з наступним їх кріпленням до...
Спосіб облицювання схилів каналів із змінним рівнем води
Номер патенту: 43717
Опубліковано: 17.12.2001
Автори: Таран Олег Миколайович, Долинський Валентин Леонідович, Афанасьєв Сергій Олександрович, Щепець Микола Степанович
МПК: E02B 5/00
Мітки: облицювання, води, змінним, схилів, каналів, спосіб, рівнем
Формула / Реферат:
Спосіб облицювання схилів каналів із змінним рівнем води, який передбачає облицювання схилів каналів бетонними плитами, який відрізняється тим, що на бетонних плитах схилів каналу від рівня середньої глибини локалізації нитчастих водоростей до рівня середньої паводкової відмітки споруджують тераси з тристоронніх бетонних коробів, які заповнюють грунтом і засівають багаторічними травами.
Попередній патент: Спосіб одержання плазми
Наступний патент: Спосіб виробництва ковбас паштетних та ліверних
Випадковий патент: Пристрій для подачі зрідженого газу у паливновприскувальну апаратуру двигуна внутрішнього згорання