Охолоджувана плита металургійного агрегату
Номер патенту: 80374
Опубліковано: 10.09.2007
Автори: Каневський Олександр Львович, Кітченко Володимир Костянтинович, Масан Іван Іванович, Скоромний Андрій Леонідович, Сталінський Дмитро Віталійович, Гук Денис Миколайович, Ботштейн Володимир Абрамович






Формула / Реферат
1. Охолоджувана плита металургійного агрегату з виконаними в ній поздовжніми каналами для циркуляції охолодного середовища, які в перерізі мають витягнуту форму з найбільшим розміром, паралельним до робочої поверхні охолоджуваної плити, яка відрізняється тим, що канали розташовані зі зміщенням до робочої поверхні охолоджуваної плити, відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить від 1,25 до 1,75 меншого розміру каналу, відстань між сусідніми каналами становить від1,25 до 1,75 більшого розміру каналу, при цьому співвідношення меншого розміру каналу та більшого розміру каналу становить від 1:4 до 1:6.
2. Охолоджувана плита за п. 1, яка відрізняється тим, що виконана з чавуну, а канали для циркуляції охолодного середовища утворені трубами.
3. Охолоджувана плита за п. 1, яка відрізняється тим, що виконана зі сталі.
4. Охолоджувана плита за п. 1, яка відрізняється тим, що виконана з міді.
5. Охолоджувана плита за будь-яким з пп. 1-4, яка відрізняється тим, що робоча поверхня виконана ребристою.
6. Охолоджувана плита за будь-яким з пп. 1-5, яка відрізняється тим, що на робочу поверхню нанесено вогнетривкий матеріал.
Текст
1. Охолоджувана плита металургійного агрегату з виконаними в ній поздовжніми каналами для циркуляції охолодного середовища, які в перерізі C2 2 (19) 1 3 80374 Найбільш близькою до винаходу, що заявляється, за технічною суттю та результатом, який може бути одержаний при її використанні, є охолоджувана плита, яку виготовляють згідно зі способом, описаним в [патенті Російської Федерації №2170265, МПК7 С 21 В 7/10, F 27 В 1/24, опубл. 10.07.2001]. Описана конструкція являє собою охолоджувану плиту, виготовлен у з міді, з виконаними в ній поздовжніми каналами для циркуляції охолодного середовища, які в перерізі мають витягнуту форму, наприклад, овальну, з найбільшим розміром, паралельним до робочої поверхні охолоджуваної плити. Крім того, канали в такій охолоджуваній плиті розташовані не точно посередині прямокутного перерізу плити, а зміщені до задньої ("холодної") поверхні плити. Недолік прототипу у тому, що його використання не дозволяє забезпечити ефективне та рівномірне охолодження металургійного агрегату. Це обумовлюється розташуванням каналів для циркуляції охолодного середовища з кроком, який перевищує в 3-4 рази розміри самих каналів, при цьому наявність великих не охолоджуваних зон у охолоджуваній плиті знижує ефективність охолодження, вимагає підвищення швидкості та збільшення витрат охолодного середовища. Крім того, на зниження ефективності охолодження впливає зміщення каналів для циркуляції охолодного середовища до задньої ("холодної") поверхні охолоджуваної плити. В основу винаходу, що заявляється, поставлена технічна задача створити охолоджувану плиту металургійного агрегату такої конструкції, яка за рахунок особливого розташування в ній каналів для циркуляції охолодного середовища, виконання їх особливої форми дозволить забезпечити підвищення ефективності та рівномірності охолодження. Поставлена задача вирішується тим, що в охолоджуваній плиті металургійного агрегату з виконаними в ній поздовжніми каналами для циркуляції охолодного середовища, які в перерізі мають витягнуту форму з найбільшим розміром, паралельним до робочої поверхні охолоджуваної плити, згідно з винаходом, канали розташовані зі зміщенням до робочої поверхні охолоджуваної плити, відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить від 1,25 до 1,75 меншого розміру каналу, відстань між сусідніми каналами становить від 1,25 до 1,75 більшого розміру каналу, при цьому співвідношення меншого розміру каналу до більшого розміру каналу становить від 1:4 до 1:6. В окремих випадках виготовлення охолоджувана плита металургійного агрегату, що заявляється, характеризується тим, що: - плита виконана з чавун у, а канали утворені трубами для циркуляції охолодного середовища; - плита виконана зі сталі; - плита виконана з міді; - робоча поверхня плити виконана ребристою; - робоча поверхня плити облаштована вогнетривким матеріалом. Сукупність ознак винаходу, що заявляється, а саме те, що поздовжні канали для циркуляції охо 4 лодного середовища виконані в плиті зі зміщенням до її робочої поверхні, відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить від 1,25 до 1,75 меншого розміру каналу, відстань між сусідніми каналами становить від 1,25 до 1,75 більшого розміру каналу, при цьому співвідношення меншого розміру каналу до більшого розміру каналу становить від 1:4 до 1:6, дозволяє забезпечити підвищення ефективності та рівномірності охолодження. Розташування в плиті поздовжніх каналів для циркуляції охолодного середовища зі зміщенням до робочої поверхні охолоджуваної плити так, що відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить від 1,25 до 1,75 меншого розміру каналу, дозволяє знизити температуру робочої поверхні охолоджуваної плити та поліпшити умови її експлуатації, що, в свою чергу, забезпечує підвищення ефективності та рівномірності охолодження. Крім того, зміщення каналів до робочої поверхні плити є оптимальним, зважаючи на необхідність вирівнювання температур її робочої поверхні, а також забезпечення допустимої температури нормальної експлуатації охолоджуваної плити. Розташування каналів зі зміщенням до робочої поверхні на відстані між поздовжньою віссю каналів і робочою поверхнею плити менше, ніж на 1,25 меншого розміру каналу, призводить до виникнення значного перепаду температур на робочій поверхні, що викликає появу термонапружень у тілі охолоджуваної плити. Крім того, таке зміщення призводить до зниження механічної міцності та надійності охолоджуваної плити, а внаслідок надмірного наближення каналів для циркуляції охолодного середовища до робочої поверхні плити знижується стійкість охолоджуваної плити до прогарів. Розташування каналів зі зміщенням до робочої поверхні на відстані між поздовжньою віссю каналів і робочою поверхнею плити більш, ніж на 1,75 меншого розміру каналу, знижує ефективність та рівномірність охолодження, не дозволяє забезпечити ефективне зниження температури робочої поверхні охолоджуваної плити. При такому розташуванні каналів знижується ефективність теплознімання безпосередньо з робочої поверхні плити. Це призводить до перегріву робочої поверхні плити та, як наслідок, до перевищення граничнодопустимих температур робочої поверхні, що, в свою чергу, обумовлює виникнення мікротріщин у тілі плити, знижує її механічну міцність та призводить до руйнування плити. Розміщення в плиті сусідніх каналів для циркуляції охолодного середовища з відстанню між ними від 1,25 до 1,75 більшого розміру каналу забезпечує сприйняття максимальної кількості тепла, яке підводиться до робочої поверхні плити, при мінімальній кількості каналів по ширині плити та отворів у кожуху металургійного агрегату для виводу каналів. Крім того, забезпечується оптимальне вирівнювання розподілу температур на поверхні та у тілі плити (оптимальна різниця між максимальною та мінімальною температурами), що, в свою чергу, забезпечує нормальні темпера 5 80374 турні умови експлуатації охолоджуваної плити, зниження термонапружень, а також підвищує е фективність і рівномірність охолодження. Розміщення в плиті сусідніх каналів з відстанню між ними менше 1,25 більшого розміру каналу призводить до збільшення кількості каналів по ширині плити, збільшення витрати охолодного середовища (збільшення необхідного обсягу охолодного середовища для його проходження по більшій кількості каналів) та збільшення кількості отворів у кожуху металургійного агрегату для виводу каналів, що, в свою чергу, викликає підвищення витрат на виготовлення плити без істотного підвищення ефективності теплознімання, а також підвищує експлуатаційні витрати на циркуляцію охолодного середовища, послаблює міцність як самої плити, так і кожуха металургійного агрегату. Розміщення в плиті каналів з відстанню між сусідніми каналами більше 1,75 більшого розміру каналу не дозволяє забезпечити відвід охолодним середовищем основної кількості тепла, що призводить до зниження ефективності та рівномірності охолодження, а отже, до локального підвищення температури робочої поверхні плити та до перегріву плити, внаслідок чого в тілі плити виникають термонапруження, які призводять до руйнування плити. Виконання каналів у плиті зі співвідношенням меншого розміру каналу до більшого розміру каналу від 1:4 до 1:6 дозволяє знизити товщину, а отже, металоємність плити, підвищує е фективність і рівномірність її охолодження за рахунок збільшення співвідношення об'єму циркулюючого охолодного середовища до об'єму металу охолоджуваної плити. Виконання каналів у плиті зі співвідношенням меншого розміру каналу до більшого розміру каналу менше ніж 1:4 призводить до збільшення металоємності охолоджуваної плити та погіршення її о холодження потоками охолодного середовища, що проходять каналами. Виконання каналів у плиті зі співвідношенням меншого розміру каналу до більшого розміру каналу більше ніж 1:6 призводить до появи в каналах застійних зон з погіршеною циркуляцією охолодного середовища, що знижує інтенсивність теплообміну на границі "поверхня каналу - охолодне середовище", а отже, призводить до зниження ефективності та рівномірності охолодження. В окремих випадках охолоджувану плиту металургійного агрегату, що заявляється, доцільно виготовляти з чавун у, при цьому канали для циркуляції охолодного середовища в плиті утворені трубами. Зокрема, у горні доменної печі найбільш доцільним, є встановлення охолоджуваної плити, виконаної з чавуну з каналами для циркуляції охолодного середовища, утвореними трубами. Як чавун для виготовлення охолоджуваної плити може бути використаний сірий чавун або високоміцний чавун. Це обумовлено, насамперед, оптимальною стійкістю такої плити з одночасним забезпеченням ефективного та рівномірного охолодження у цій зоні доменної печі, а також істотною економією при її виготовленні, наприклад, у порівнянні з виготовленням її зі сталі або міді. 6 В окремих випадках охолоджувану плиту металургійного агрегату, що заявляється, доцільно виготовляти зі сталі. Зокрема, виконання плити, що заявляється, зі сталі є найбільш доцільним для встановлення у заплечиках, розпарі та у верхній частині шахтної зони доменної печі, тому що в заплечиках, розпарі та у верхній частині шахтної зони доменної печі мають місце перемінні теплові навантаження (10-50кВт/м), а сталь має термостійкість, яка адекватна циклічним тепловим навантаженням зазначеної величини. В окремих випадках охолоджувану плиту металургійного агрегату, що заявляється, доцільно виготовляти з міді. Зокрема, виконання охолоджуваної плити, що заявляється, з міді забезпечує підвищення експлуатаційних характеристик плити, а також ефективне та рівномірне охолодження у найбільш складних температурних, те хнологічних та експлуатаційних зонах металургійного агрегату. Охолоджувані плити, виконані з міді, найбільш доцільно встановлювати в середній і нижній частинах шахти доменної печі, де мають місце найбільші циклічні теплові навантаження (до 350кВт/м 2). Це обумовлюється тим, що охолоджувані плити, виконані з міді, мають високу теплопровідність (350-390Вт/м·К), здатні працювати при циклічно мінливих температурних умовах та відводити навантаження до 350кВт/м 2. Крім того, виконання охолоджуваної плити з міді за рахунок забезпечення кращих умов для охолодження сприяє формуванню товстішого шару гарнісажу, а також його надійному утриманню на її робочій поверхні. Виконання робочої поверхні охолоджуваної плити ребристою збільшує теплосприймаючу площу робочої поверхні (а саме, дозволяє збільшити площу теплосприймаючої поверхні в порівнянні, наприклад, з гладкою у півтора рази) з одночасним здійсненням ефективного та рівномірного відведення тепла охолодним середовищем по каналах, які виконані в плиті так, що відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить від 1,25 до 1,75 меншого розміру каналу, відстань між сусідніми каналами становить від 1,25 до 1,75 більшого розміру каналу, при цьому співвідношення меншого розміру каналу до більшого розміру каналу становить від 1:4 до 1:6. Крім, того за рахунок підвищення ефективності охолодження забезпечується більш надійне утримання гарнісажу на ребристій робочій поверхні, що зменшує руйнуючий вплив теплових навантажень на плиту в цілому, подовжуючи термін її експлуатації. Облаштування робочої поверхні охолоджуваної плити вогнетривким матеріалом дозволяє перешкодити руйнуючому впливу теплових навантажень та абразивної дії продуктів те хнологічного процесу в металургійному агрегаті на робочу поверхню плити. А саме, вогнетривкий матеріал забезпечує зниження теплових навантажень на охолоджувану плиту. Оптимальна сукупність кількісних показників ознак винаходу, що заявляється, була отримана на підставі комплексу експериментальних досліджень. Зокрема, дослідження проводились на прикладі охолоджуваної плити з сірого чавуну розмі 7 80374 ром 1500х656х200, робоча поверхня плити виконана ребристою. На графіку 1 представлені результати досліджень щодо впливу величини зміщення каналів до робочої поверхні плити на розподіл температур робочої поверхні плити (співвідношення меншого розміру каналу до більшого розміру каналу становить 1:4 (овальний отвір - 24х96мм), відстань між сусідніми каналами становить 1,5 більшого розміру каналу (144мм). Кривими на графіку 1 представлено розподіл температур робочої поверхні охолоджуваної плити між двома сусідніми каналами ("канал-канал"). З графіка 1 видно, що наближення каналів до робочої поверхні на відстань 18-24мм (0,75-1 меншого розміру каналу) дозволяє знизити її середню температуру до 196-227°С, відповідно. Однак при цьому на робочій поверхні плити виникає значний перепад температур (до 60 - 45°С, відповідно), що призводить до виникнення термонапружень у тілі плити. Зміщення каналів до робочої поверхні плити на відстань 30-42мм (1,25-1,75 меншого розміру каналу) дозволяє знизити її середню температуру до 250-300°С, відповідно, температура поверхні ребер перебуватиме на рівні 400°С, що є граничнодопустимими температурами для нормальної роботи виробів з сірого чавуну. При подальшому віддаленні каналів від робочої поверхні плити на відстань 42-48мм (1,75-2,00 меншого розміру каналу) температури будуть вирівнюватися, однак, разом з цим, буде зростати і температура робочої поверхні плити. У зв'язку з цим наближення каналів до робочої поверхні плити на відстань 30 42мм (1,25-1,75 меншого розміру каналу) є оптимальним з погляду на вирівнювання температур на робочій поверхні плити, а також забезпечення допустимої температури нормальної експлуатації охолоджуваної плити. На графіку 2 представлені результати досліджень щодо впливу відстані (кроку) між поздовжніми осями сусідніх каналів на розподіл температур робочої поверхні плити (співвідношення меншого розміру каналу до більшого розміру каналу становить 1:4 (овальний отвір - 24х96мм), 8 відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить 1,25 меншого розміру каналу (30мм). Кривими на графіку 2 представлено розподіл температур робочої поверхні охолоджуваної плити між двома сусідніми каналами ("канал-канал"). З графіка 2 видно, що збільшення кроку між каналами більше, ніж на 168мм (більше, ніж на 1,75 більшого розміру каналу), призводить до локального підвищення температури робочої поверхні плити вище 300°С, температура поверхні ребер при цьому перевищуватиме 400°С, що спричиняє перегрів ребер, виникнення термонапружень і призводить до руйнування плити. При кроці між каналами 120 - 168мм (1,25 - 1,75 більшого розміру каналу) температура робочої поверхні плити не досягає 300°С, температура поверхні ребер не досягає 400°С, тобто плита працює в нормальних температурних умовах. Подальше зменшення кроку (менше, ніж на 1,25 більшого розміру каналу, наприклад крок 110мм (1,15 більшого розміру каналу) недоцільно, тому що при кроці 120мм забезпечується оптимальна різниця між максимальною та мінімальною температурами плити, яка становить 8°С. Подальше вирівнюванні температур на робочій поверхні не забезпечує істотного зростання ефективності охолодження, при цьому зменшення кроку (при дотриманні заявлених параметрів ознак винаходу) буде обумовлювати необхідність збільшення кількості каналів по ширині плити, збільшення кількості отворів у кожуху металургійного агрегату для виводу каналів, що приведе до зниження міцності як самої плити, так і кожуха металургійного агрегату. У таблиці 1 відображена залежність температури та металоємності плити від обраних геометричних розмірів поперечного перерізу овальних каналів (відстань між поздовжньою віссю каналів і робочою поверхнею охолоджуваної плити становить 30мм, відстань між поздовжньою віссю каналів і задньою ("холодною") поверхнею охолоджуваної плити становить 50мм, відстань між поздовжніми осями сусідніх каналів становить 144мм). Таблиця 1 Різниця максимальної і Співвідношення роз- Розміри кана- Максимальна темЗниження Маса мінімальної температур мірів каналу (меншого пература робочої робочої поверхні плити, плити, кг. металоємнолу, мм. до більшого). поверхні плити, °С. сті плити, %. °С. 1:1 48х48 384 41 829 1:3 28х82 327 27 673 19 1:4 24х96 309 15 641 22,6 1:6 20х120 287 3 606 26,9 1:7 18х128 284 2 599 27,7 Як базовий варіант для порівняння прийнята плита з круглою формою поперечного перерізу (співвідношення меншого розміру каналу до більшого розміру каналу 1:1). З таблиці 1 видно, що виконання овального каналу, у якого більший розмір виконаний меншим за 4 менших розміри каналу (розміри каналу в поперечному перерізі при співвідношеннях від 1:1 до 1:3), обумовлює збільшення металоємності охолоджуваної плити та призводить до погіршення її охолодження (максимальна температура робочої поверхні плити - 384°С). Збільшення більшого розміру каналу до 4 менших розмірів каналу призводить до зниження максимальної температури робочої поверхні плити 9 80374 до 309°С та забезпечує нормальні температурні умови роботи охолоджуваної плити. При співвідношенні меншого розміру каналу до більшого 1:6 відбувається зниження максимальної температури робочої поверхні плити до 287°С та вирівнювання температур (різниця максимальної та мінімальної температур робочої поверхні плити становить 3°С). Крім того, при співвідношеннях меншого розміру до більшого від 1:4 до 1:6 забезпечується зниження металоємності плити на 22,6-26,9% (у порівнянні з базовим варіантом). Подальше збільшення більшого розміру каналу більш, ніж на 6 менших розмірів (співвідношення 1:7) недоцільно, тому що при такому виконанні каналів спостерігається неістотне підвищення ефективності та рівномірності охолодження (якщо порівнювати варіант зі співвідношення 1:7 з варіантом виконання зі співвідношенням 1:6, то спостерігаємо, що максимальна температура робочої поверхні плити знижується всього на 3°С, вирівнювання температури покращується всього на 1°С, а металоємність знижується на 1,2%), при цьому обумовлюється суттєве зростання витрат на виготовлення плити з такими каналами. Виходячи з викладеного вище та з урахуванням розкритого причинно-наслідкового зв'язку між сукупністю ознак винаходу, що заявляється, і досягнутим технічним результатом, можна стверджувати, що задача, поставлена в основу створення охолоджуваної плити металургійного агрегату, вирішена повністю, тому що використання винаходу дозволяє підвищити ефективність і рівномірність охолодження металургійного агрегату. Суть винаходу, що заявляється, пояснюється кресленнями: - Фіг.1 - загальний вид охолоджуваної плити; - Фіг.2 - переріз за А-А на Фіг.1. Охолоджувана плита 1 містить виконані в ній поздовжні канали 2 для циркуляції охолодного середовища. Канали 2 в перерізі мають витягнуту форму, наприклад, овальну, і розташовані зі зміщенням с до робочої поверхні 3 охолоджуваної плити 1. Виконання каналів 2, поперечний переріз яких має витягнуту форму, може бути охарактеризовано виконанням меншого розміру а та більшого розміру b поперечного перерізу каналу. При цьому більший розмір b паралельний до робочої поверхні 3 охолоджуваної плити 1. Канали 2 в плиті виконані таким чином, що відстань с між поздовжньою віссю каналів 2 і робочою поверхнею 3 охолоджуваної плити 1 становить від 1,25 до 1,75 меншого розміру а каналу 2, відстань а між сусідніми каналами 2 становить від 1,25 до 1,75 більшого розміру b каналу 2, при цьому співвідношення меншого розміру а каналу 2 до 10 більшого розміру b каналу 2 становить від 1:4 до 1:6. Крім того, плита 1 містить виводи 4 для підведення охолодного середовища та виводи 5 для відведення охолодного середовища, кількість яких відповідає кількості каналів 2 в плиті 1 для циркуляції охолодного середовища, при цьому торцеві отвори наскрізних каналів 2 закриті заглушками 6. В окремих випадках виготовлення плита 1, що заявляється, може бути виконана з чавуну (сірий чавун, високоміцний чавун), а канали 2 утворені трубами для циркуляції охолодного середовища. Плита 1, що заявляється, може бути виконана зі сталі. Плита 1, що заявляється, може бути виконана з міді. Крім того, робоча поверхня плити може бути виконана ребристою (на кресленнях не показано), а також робоча поверхня плити може бути облаштована вогнетривким матеріалом (на кресленнях не показано). При цьому при виготовленні плити 1 її робоча поверхня 3 може бути виконана ребристою з вбудованим вогнетривким матеріалом (наприклад, вогнетривкою цеглою, на кресленнях не показано). У конкретному прикладі виготовлення в охолоджуваній плиті 1 виконані поздовжні канали 2, які в поперечному перерізі мають витягнуту форму, наприклад, овальну, а саме виконані так, що співвідношення меншого розміру а каналу 2 до більшого розміру b каналу 2 становить 1:4 (отвір 24х96мм). При цьому канали 2 зміщені до робочої поверхні 3 плити 1, відстань с між поздовжньою віссю каналів 2 і робочою поверхнею З охолоджуваної плити 1 становить 1,25 меншого розміру а каналу 2 (30мм), а відстань d між сусідніми каналами 2 становить 1,5 більших розмірів b каналів 2 (144мм). Винахід, що заявляється, працює таким чином. Охолодне середовище поступає через виводи 4 у нижню ділянку каналів 2 для циркуляції охолодного середовища та, нагріваючись, відводиться через виводи 5 у верхній ділянці каналів 2. Тепловий потік сприймається тілом охолоджуваної плити 1 і передається до охолодного середовища, яке відводиться нагрітим, забезпечуючи охолодження плити. Охолоджувана плита, що заявляється, в готовому до експлуатації виді може бути установлена як в системах водяного охолодження металургійних агрегатів, так і в системах випарного охолодження. У випадку використання охолоджуваної плити, що заявляється, при водяному охолодженні металургійного агрегату як охолодне середовище застосовується холодна хімочищена вода або технічна вода. У випадку використання охолоджуваної плити, що заявляється, при випарному охолодженні металургійного агрегату як охолодне середовище застосовується пароводяна суміш. 11 Комп’ютерна в ерстка В. Клюкін 80374 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCooled plate of metallurgical unit
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Kanevskyi Oleksandr Lvovych, Masan Ivan Ivanovych, Botshtein Volodymyr Abramovych, Kitchenko Volodymyr Kostiantynovych, Skoromnyi Andrii Leonidovych, Huk Denys Mykolaiovych
Назва патенту російськоюОхлаждаемая плита металлургического агрегата
Автори російськоюСталинский Дмитрий Витальевич, Каневский Александр Львович, Масан Иван Иванович, Ботштейн Владимир Абрамович, Китченко Владимир Константинович, Скоромний Андрей Леонидович, Гук Денис Николаевич
МПК / Мітки
Мітки: агрегату, металургійного, плита, охолоджувана
Код посилання
<a href="https://ua.patents.su/6-80374-okholodzhuvana-plita-metalurgijjnogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Охолоджувана плита металургійного агрегату</a>
Охолоджувана плита для шахтних печей
Номер патенту: 70288
Опубліковано: 15.10.2004
Автори: Карл-Хайнц Смлалек, Хартмут Хіллє, Вернер Отремба, Петер Хайнріх
МПК: F27B 1/24
Мітки: плита, шахтних, охолоджувана, печей
Формула / Реферат:
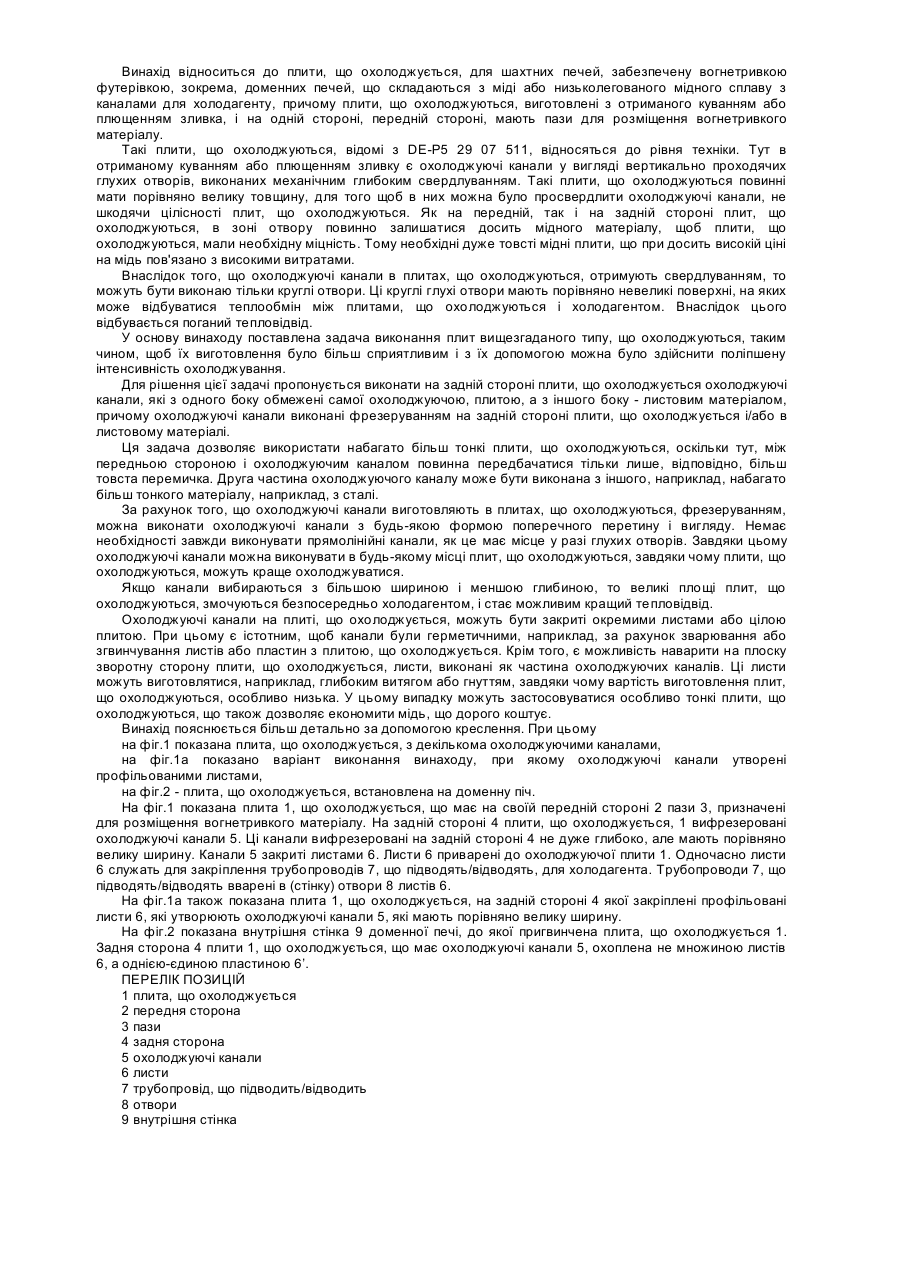
1. Охолоджувана плита для шахтних печей, забезпечених вогнетривкою футерівкою, зокрема доменних печей, що складається з міді або низьколегованого мідного сплаву з охолоджуючими каналами, причому охолоджувана плита виготовлена з отриманого куванням або плющенням зливка, і на передній стороні має пази для розміщення вогнетривкого матеріалу, а на задній стороні охолоджуваної плити утворені охолоджуючі канали, які обмежені частково самою...
Спосіб факельного торкретування футерівки металургійного агрегату
Номер патенту: 21176
Опубліковано: 15.03.2007
Автори: Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич
Мітки: торкретування, спосіб, агрегату, футерівки, металургійного, факельного
Формула / Реферат:
Спосіб факельного торкретування металургійного агрегату, що включає подачу на футерівку розосереджених струменів вогнетривкого порошку, палива і кисню, який відрізняється тим, що торкретування здійснюють після продувки киснем розплаву до вмісту в ньому вуглецю не більше 2,5 %, а потім ведуть продувку до необхідного вмісту вуглецю.
Охолоджувана лопатка соплового апарата

Номер патенту: 58309
Опубліковано: 15.07.2003
Автори: Варганов Іван Степанович, Халатов Артем Артемович
МПК: F01D 5/18
Мітки: охолоджувана, лопатка, апарата, соплового
Формула / Реферат:
Охолоджувана лопатка соплового апарата, що містить носову частину, спинку, корито, хвостову частину, колектор підводу, канали підводу та відводу охолоджуючого середовища, яка відрізняється тим, що лопатка виконана складеною із профільованої лопаті, яка з одного кінця має не менше двох уступів, вставного дефлектора, спереду якого розміщено заглиблення у вигляді дуги окружності, а в його тілі знаходиться колектор підводу і канали підводу...
Охолоджувана лопатка газової турбіни

Номер патенту: 32100
Опубліковано: 15.12.2000
Автори: Борисов Ігор Іванович, Варганов Іван Степанович, Халатов Артем Артемович
МПК: F01D 5/18
Мітки: охолоджувана, лопатка, турбіни, газової
Текст:
...1) виконання в тілі носової частини профільованої лопаті конфузорних каналів на випуклій поверхні по дотичній до неї, що призводить до падіння швидкості охолоджуючого повітря, що виходить з них. Це підвищує ефективність охолодження випуклої поверхні, знижує термічні напруги і профільні втрати, що підвищує ККД турбіни; 2) введення в конструкцію лопатки основних циклонних камер при віддаленні їх центрів від носика лопатки на 0,06-0,08 хорди...
Холодильна плита доменної печі

Номер патенту: 24172
Опубліковано: 25.06.2007
Автори: Косолап Микола Володимирович, Шелтік Валерій Анатолійович, Власов Валерій Вікторович, Мордовець Юрій Анатолійович, Доля Сергій Миколайович
МПК: C21B 7/10
Мітки: доменної, печі, холодильна, плита
Формула / Реферат:
1. Холодильна плита доменної печі, що містить робочу поверхню, а усередині - щонайменше один змійовик, яка відрізняється тим, що нижня частина робочої поверхні розташована перпендикулярно відносно площини основи, верхня її частина розташована під гострим кутом відносно площини основи, причому змійовик розташований паралельно верхній частині робочої поверхні.2. Холодильна плита доменної печі за п. 1, яка відрізняється тим, що кут...
Попередній патент: Розчин інтерферону для назального та очного застосування
Наступний патент: Спосіб і пристрій для одержання поліефірів і співполіефірів
Випадковий патент: Роторний кидач ґрунту