Спосіб ремонту трубопроводу в умовах експлуатації
Номер патенту: 81895
Опубліковано: 11.02.2008
Автори: Андріїшин Назар Михайлович, Пудрий Сергій Володимирович, Бут Віктор Степанович, Томашук Олександр Іванович, Лохман Ігор Вікторович, Матяш Василь Іванович, Бяков Олександр Миколайович, Рудко Володимир Васильович, Подолян Олександр Олександрович, Бойко Леонід Йосипович
Текст
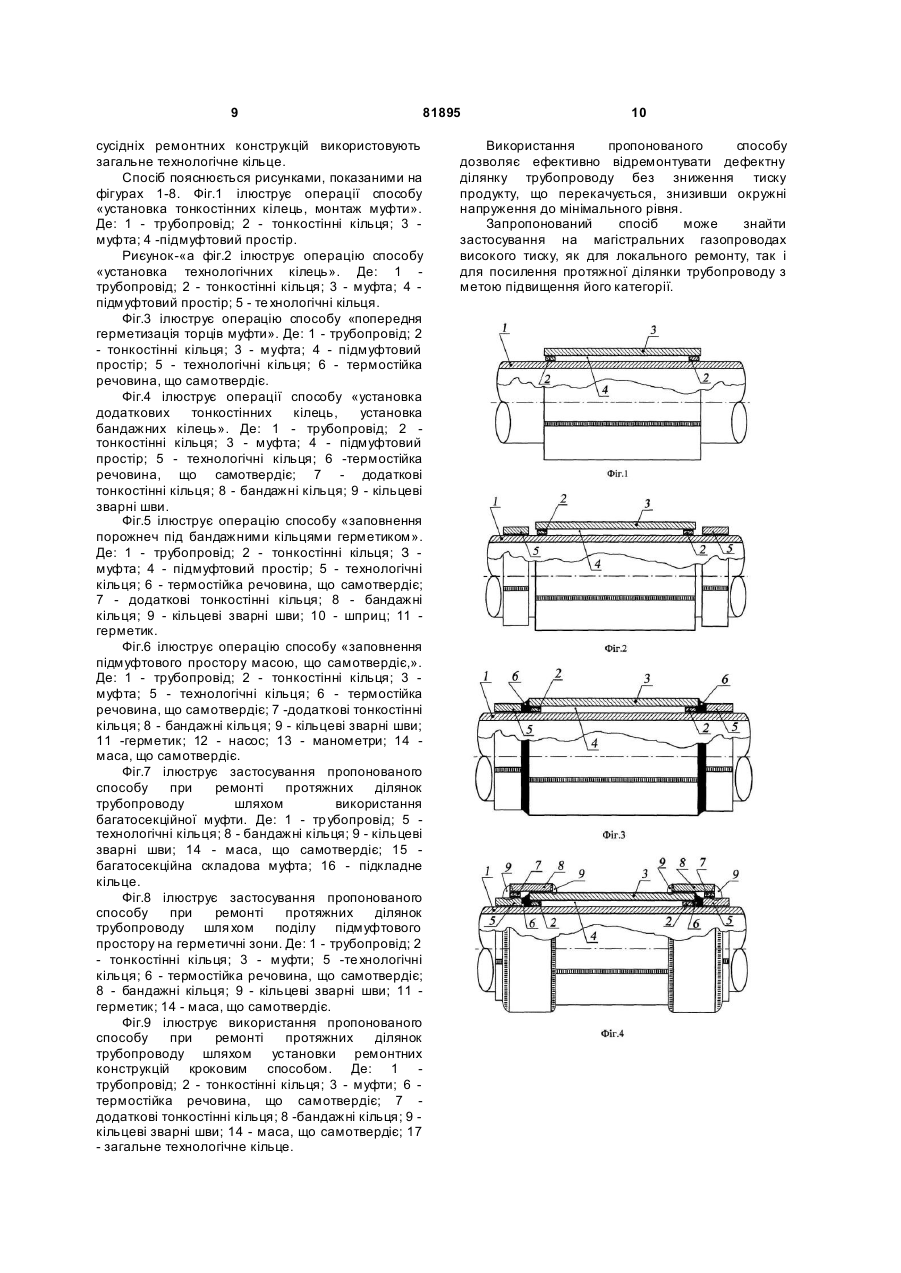
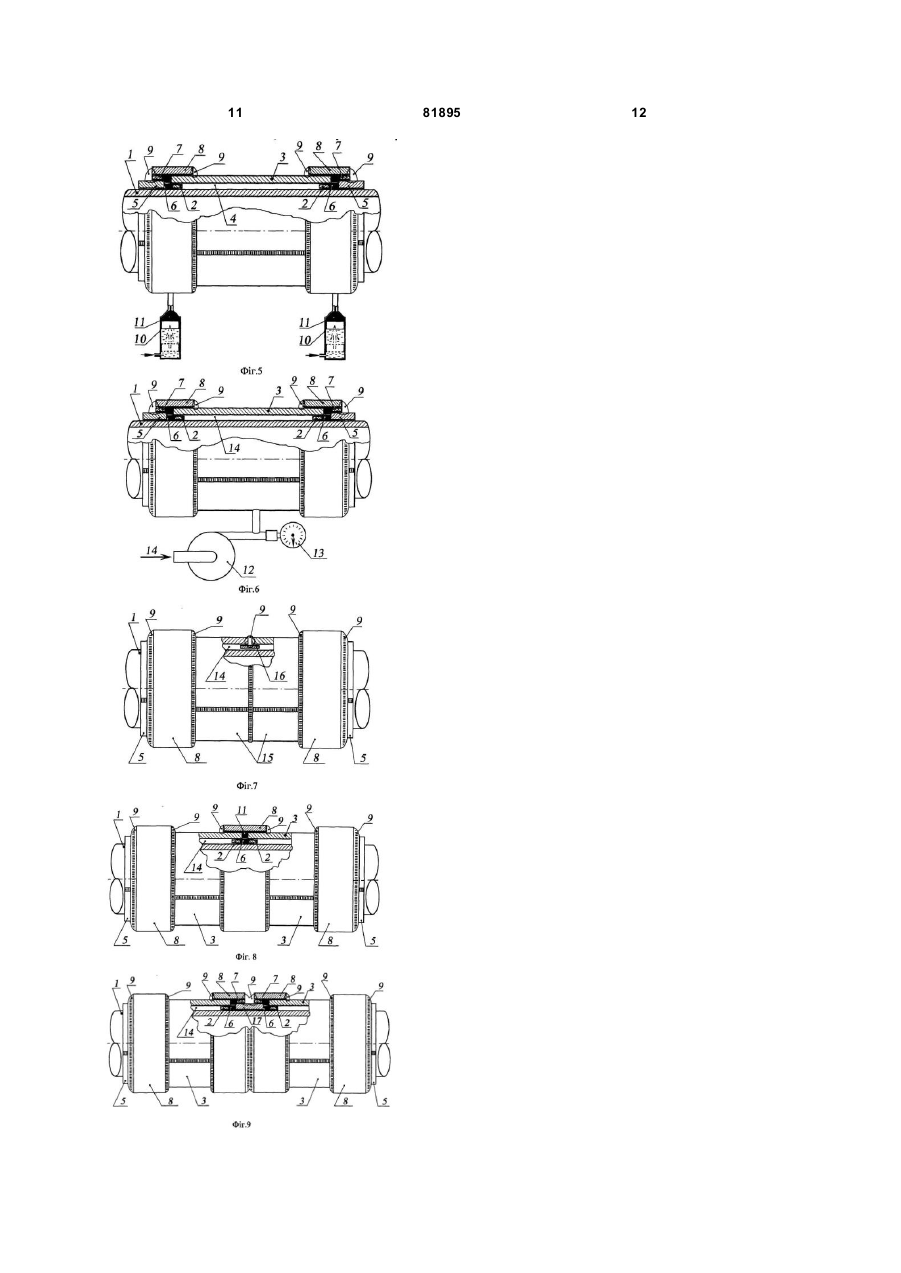
1. Спосіб ремонту трубопроводу в умовах експлуатації, що включає монтаж муфти на тонкостінних кільцях, встановлення із двох боків муфти те хнологічних кілець, заповнювання підмуфтового простору масою, що самотвердіє, який відрізняється тим, що спочатку із двох боків дефектної ділянки трубопроводу встановлюють тонкостінні кільця, на яких збирають муфту, після цього з кожного боку муфти із зазором монтують технологічні кільця, далі зазори між муфтою й технологічними кільцями заповнюють термостійкою речовиною, що самотвердіє, після чого на кожному технологічному кільці встановлюють по додатковому тонкостінному кільцю, потім із двох боків муфти монтують бандажні кільця, причому вн утрішні торці бандажних кілець розташовують на поверхні муфти, а зовнішні на відповідних додаткових тонкостінних кільцях, далі внутрішні торці бандажних кілець кріплять за допомогою 2 (19) 1 3 81895 4 7. Спосіб за п. 1, який відрізняється тим, що на протяжній ділянці трубопроводу ремонтні конструкції встановлюють кроковим способом, причому для стикування сусідніх ремонтних конструкцій використовують загальне технологічне кільце. 8. Спосіб за будь-яким з пп. 1-7, який відрізняє ться тим, що перед установкою технологічних кілець, на їхню внутрішню поверхню, а також на попередньо очищені ділянки трубопроводу в місцях установки технологічних кілець наносять шар термостійкої антикорозійної речовини. Винахід відноситься до техніки ремонту трубопровідного транспорту, переважно магістральних газопроводів високого тиску. При тривалій експлуатації газопроводів, на їхні х лінійних ділянках у результаті процесів корозії, механічних і хімічних впливів, з'являються численні дефекти (раковини, каверни, тріщини, свищі, вм'ятини, розшарування металу труби, гофр і т.д.). У ряді випадків дефекти є неприпустимими для безпечної експлуатації трубопроводу. У цей час, для ремонту діючих тр убопроводів, велике поширення одержав муфтовий ремонт, що полягає в установці навколо дефектної ділянки замкнутої твердої оболонки, наповненої компаундом. Для ефективного ремонту дефектної ділянки труби, потрібно максимально знизити окружні напруження, передавши навантаження на зовнішню оболонку. Це може бути здійснено декількома способами. По-перше, муфта може бути встановлена на трубопровід при зниженому тиску, тобто, що має мінімальний діаметр. У цьому випадку, при підвищенні внутрішнього тиску й пов'язаного із цим збільшення діаметра, муфта обтискує тр убу, беручи на себе частину навантаження. Однак при цьому необхідна зміна режимів транспорту продукту. По-друге, при установці муфти, трубопровід може бути примусово стиснутий, для чого потрібні дорогі зовнішні пристрої й пристосування. По-третє, у підмуфтовому просторі може бути створено тиск, порівняний з тиском усередині трубопроводу, однак для цього потрібна надійна герметизація торців муфти. Відомий спосіб ремонту лінійних ділянок трубопроводів шляхом установки ремонтної муфти, заповненою клейовою композицією [UK Patent Application, GB, 2210134A]. Ремонтна конструкція складається із двох напів-муфт. У процесі монтажу, напівмуфти механічно з'єднують один з одним, утворюючи замкнуту оболонку навколо ремонтованої ділянки трубопроводу. Далі оболонку центрують за допомогою технологічних елементів (болтів), установлених в отворах корпуса. Після цього простір між трубопроводом і муфтою герметизують з обох кінців за допомогою компаунду, що самотвердіє (цементу, епоксидної шпаклівки й т.д.). В ізольований проміжок через спеціальні штуцери накачують епоксидну суміш, що забезпечує високу жорсткість конструкції. Даний спосіб ремонту практично всіх типів некрізних дефектів, набув широкого застосування на лінійних ділянках трубопроводів, що працюють під високим тиском. Відремонтовані в такий спосіб ділянки трубопроводу, мають, як правило, більше високу міцність, чим прилягаючі неушкоджені ділянки труби. Незважаючи на велике поширення, спосіб має істотні недоліки, пов'язані з неможливістю введення епоксидного наповнювача під високим тиском. Надалі, через зміну геометричних розмірів трубопроводу через перепади тиску продукту, що перекачується, і температурних де формацій, епоксидний шар може розшаровуватися, що призводить до зниження твердості й герметичності конструкції. Крім того, відносно низький тиск заповнення епоксидним компаундом простору під муфтою, з урахуванням його усадки в процесі затвердіння, допускає появу порожнеч. Максимальний тиск заповнення простору під муфтою обмеженоміцністю ізолюючих прокладок на торцях. Для істотного зниження окружних напружень у ремонтованій трубі, установку муфти проводять при зниженому тиску в тр убопроводі, що в більшості випадків реальної експлуатації магістральних газопроводів є небажаним. Відомий спосіб установки муфти на дефектну ділянку трубопроводу [патент Росії 2222746], що є різновидом описаного раніше способу. На відміну від його, для центрування частин розрізної муфти використовують дріт, попередньо намотаний на трубопровід. Способу властиві ті ж недоліки. Відомий спосіб ремонту локальних ушкоджень трубопроводів [патент Росії 2104439]. Спосіб заснований на використанні розрізної муфти, частини якої збирають на ремонтованій ділянці трубопроводу й центрують за допомогою болтів, утворюючи навколо труби замкнуту оболонку. Надалі простір під муфтою ізолюють за допомогою еластичної прокладки й фланців, після чого заповнюють під тиском епоксидною сумішшю . Даний спосіб дозволяє здійснити якісний ремонт трубопроводу. Запресовування епоксидного наповнювача в простір під муфтою здійснюють при високому тиску. У результаті цього простір гарантовано заповнюється епоксидною сумішшю. Крім того, стінки муфти піддаються розтягуванню, а трубопроводу стиску. Це дозволяє компенсувати зміну геометричних розмірів трубопроводу через перепади тиску й зменшення обсягу епоксидного прошарку в процесі усадки. Разом з тим, для реалізації способу потрібні трудомісткі роботи із центрування муфти, сама конструкція відрізняється складністю через наявність рознімних фланців. Потрібно склеювання ущільнювальних прокладок. 5 81895 Відомий спосіб ремонту лінійної ділянки трубопроводу [патент України №72840, аналогічний патент Росії 2292512]. Спосіб є розвитком попереднього, у якому центрування елементів муфти здійснюють за допомогою кільцевого шлангу. Спосіб відрізняється складністю через необхідність установки фланців. Відомий спосіб ремонту дефектної ділянки діючого трубопроводу [патент України 75859], при якому із двох сторін дефектної ділянки встановлюють по два технологічних кільця, на яких монтують ремонтну муфту. У порожнину між парними кільцями запресовують герметик, після чого підмуфтовий простір заповнюють масою, що самотвердіє. Застосування способу припускає можливість істотного зниження напружень у ремонтованій трубі, однак допускає перетікання герметика через зазори, неминучі при установці товстостінних кілець. Пропонована конструкція не дозволяє здійснити додаткову герметизацію зазорів між кільцями й муфтою, у зв'язку із чим, спосіб має обмежене застосування. Відомий спосіб ремонту діючого трубопроводу [патент Росії 2306476], що полягає в наступному. На дефектну ділянку трубопроводу встановлюють металеву муфту й герметизують із двох сторін зазор між трубопроводом і муфтою, для чого накладають манжету на трубопровід шляхом нанесення адгезиву й навивки композитного матеріалу на поверхню тр убопроводу, що примикає до встановленої муфти, до вирівнювання зовнішніх діаметрів манжети й муфти. Після цього виконують композитний бандаж, який розташовують на зовнішніх поверхнях муфти й манжети. Таким чином, герметизація торців муфти забезпечується за рахунок адгезії композитного бандажа до труби й муфти. Спосіб непередбачає створення підвищеного тиску в підмуфтовому просторі через те, що в цьому випадку, ремонтована труба буде піддаватися посиленому стиску (на магістральних трубопроводах великого діаметра 1200-1400мм і максимальній зміні тиску, реальний діаметр може змінюватися в межах декількох міліметрів). На манжету бандажа будуть діяти значні сили, спрямовані як у радіальному, так і в осьовому напрямку. Разом з тим відомо, що міцність композитних матеріалів на зрушення значно уступає міцності на відрив. При високому тиску в підмуфтовому просторі це може привести до розгерметизації муфти й зниженню якості ремонту. Відомий спосіб ремонту дефектної ділянки трубопроводу, що перебуває під тиском [див. патент України 77931], обраний як прототип. Спосіб здійснюють у такий спосіб. Із двох сторін дефектної ділянки встановлюють тонкостінні кільця, висоту яких вибирають такою, що дорівнює максимальному перевищенню шва тр убопроводу в межах ремонтованої ділянки. Після цього, на встановлених тонкостінних кільцях монтують частини розрізної ремонтної муфти. У загальному випадку, ремонтна муфта складається із двох напівоболонок довжиною, що дорівнює відстані між далекими торцями тонкостінних додаткових кілець. Частини ремонтної муфти сильно 6 притискають до тонкостінних додаткових кілець, розташувавши торці муфти над торцями додаткових кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. З боку зовнішніх торців муфти із зазором установлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою тіла труби. Після остигання наплавленого металу зварюють кільцеві шви, якими приварюють торці муфти, розташовані під ними торці тонкостінних додаткових кілець і внутрішні торці технологічних кілець до трубопроводу в зазор між ними, забезпечуючи тим самим герметичність підмуфтового простору. Після закінчення зварювальних робіт, підмуфтовий простір заповнюються відомими способами масою, що само-твердіє, яку подають під тиском, порівняним з тиском усередині ремонтованого трубопроводу. Спосіб, обраний за прототип, має обмежене застосування на трубопроводах, що працюють при високому тиску (більше 5МПа), на яких у силу технічних або інших причин не допускається зміна режимів транспорту продукту на час проведення ремонтних робіт. Для ефективного розвантаження дефектної ділянки, необхідно, щоб тиск у підмуфтовому просторі було порівняно з тиском у трубопроводі. У цьому випадку, кільцеві зварні шви будуть піддаватися розклиненню. Якщо зварні шви, що зв'язують муфту із тр убою, накладалися при максимальному тиску (а, отже, при максимальному діаметрі трубопроводу), після запресовування маси, що самотвердіє, у них будуть діяти неприпустимі напруження, що знижують надійність ремонтної конструкції. Крім того, спосіб не передбачає контроль якості монтажу муфти після виконання робіт. Завданням пропонованого винаходу є забезпечення можливості безпечної установки посилюючого конструктивного елемента на дефектній ділянці трубопроводу без зниження в ньому тиску (що є обов'язковою умовою при використанні дугового зварювання), а також підвищення якості ремонту дефектної ділянки трубопроводу за допомогою муфти, що не приварюється до труби, за рахунок додаткового ущільнення торців муфти. Це забезпечить герметичність під-муфтового простору навіть при високому тиску запресовування маси, що самотвердіє. У свою чергу, це дозволить більш ефективно розвантажити ремонтовану трубу, забезпечивши високу якість ремонту без зниження тиску в тр убопроводі. Поставлене завдання вирішується за рахунок того, що в способі ремонту трубопроводу в умовах експлуатації, що включає монтаж муфти на тонкостінних кільцях, установку із двох сторін муфти те хнологічних кілець, заповнення підмуфтового простору масою, що самотвердіє, відповідно до винаходу, спочатку із двох сторін дефектної ділянки трубопроводу встановлюють тонкостінні кільця, на яких збирають муфту, після цього з кожної сторони муфти із зазором монтують технологічні кільця, далі зазори між муфтою й 7 81895 технологічними кільцями заповнюють термостійкою речовиною, що самотвердіє, після чого на кожному технологічному кільці встановлюють по додатковому тонкостінному кільцю, потім із двох сторін муфти монтують бандажні кільця, причому вн утрішні торці бандажних кілець розташовують на поверхні муфти, а зовнішні на відповідних додаткових тонкостінних кільцях, далі внутрішні торці бандажних кілець кріплять за допомогою зварювання до поверхні муфти, а зовнішні торці бандажних кілець одночасно із зовнішніми торцями додаткових тонкостінних кілець зварюють кільцевими швами з поверхнею відповідних технологічних кілець, після цього через спеціально зроблені в бандажних кільцях отвори, порожнини, що утворилися під бандажними кільцями, заповнюють герметиком під тиском, після введення якого, підмуфтовий простір заповнюють масою, що самотвердіє, що подають під тиском, порівняним з тиском у тр убопроводі. Спосіб здійснюють у такий спосіб. Поверхню трубопроводу в межах ремонтованої ділянки очищають від ізоляції, бруду, іржі й обробляють адгезивом. Після цього із двох сторін дефектної ділянки трубопроводу встановлюють тонкостінні кільця, на яких збирають частини розрізної муфти. У загальному випадку, ремонтна муфта складається із двох напівоболонок довжиною, більшою або рівної відстані між далекими торцями тонкостінних додаткових кілець. Частини ремонтної муфти сильно притискають до тонкостінних додаткових кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. З боку зовнішніх торців муфти із зазором установлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою тіла труби. Після цього кільцеві зазори заповнюють термостійкою речовиною, що самотвердіє, та зберігає еластичність після затвердіння. Далі на кожне технологічне кільце встановлюють по додатковому тонкостінному кільцю. Додаткові тонкостінні кільця виконують із металу, що добре зварюється, або порошкової зварювальної стрічки. Після установки додаткових тонкостінних кілець на них монтують бандажні кільця. Внутрішні торці бандажних кілець розташовують на поверхні муфти, а зовнішні торці сполучають із зовнішніми торцями додаткових тонкостінних кілець. Після монтажу, зовнішні торці бандажних кілець разом із зовнішніми торцями додаткових тонкостінних кілець зварюють із поверхнею відповідних те хнологічних кілець кільцевими кутовими швами. Внутрішні торці бандажних кілець за допомогою зварювання кріплять до поверхні муфти. Після цього, через штуцери, установлені в спеціально виконаних отворах у нижній частині бандажних кілець, заповнюють гер-метиком порожнини під бандажними кільцями. Після появи герметика в дренажних отворах, виконаних у верхніх частинах бандажних кілець, дренажні отвори закривають заглушками, а тиск на герметик піднімають до 8 розрахункового рівня. Під дією тиску на герметик, кільцеві прокладки, утворені термостійкою речовиною, що самотвердіє, деформуються, додатково ущільнюючи зазори, що зв'язують підмуфтовий простір із зовнішнім середовищем. Після формування ущільнювачів, проводять гідравлічні випробування герметичності підмуфтового простору за допомогою рідини, що містить адгезив, наприклад, за допомогою розчину ортофосфорної кислоти. При позитивних результатах випробувань, підмуфтовий простір заповнюють відомими способами масою, що самотвердіє, під тиском, порівняним з тиском усередині ремонтованого трубопроводу. Під час запресовування маси, що самотвердіє, тиск у підмуфтовому просторі зростає, що призводить до розвантаження ремонтованої труби, зовнішній діаметр якої зменшується. Одночасно маса, що самотвердіє, передає тиск на сформовані в зазорах ущільнювачі, які, деформуючись, перешкоджають протіканню маси під технологічними кільцями. Пропонований спосіб може бути використаний і для ремонту протяжних ділянок трубопроводу. У цьому випадку, муфту становлять із декількох частин, торці яких стикують на тонкостінних підкладних кільцях і кріплять між собою за допомогою зварювання. Висоту тонкостінних підкладних кілець вибирають такою, що дорівнює товщині тонкостінних кілець. У деяких випадках застосування пропонованого способу виникає необхідність поділу загального підмуфтового простору на відносно невеликі зони з послідовним заповненням кожної зони масою, що самотвердіє. Така необхідність може виникнути, наприклад, при проведенні робіт з підвищення категорії ділянки трубопроводу, що має значну довжину, при якому трубу послідовно звільняють від ґрунту й після посилення закопують. У таких випадках, багатосекційну муфту становлять із декількох установлених кроковим способом муфт. Вн утрішні торці кожної з муфт установлюють на відповідному додатковому підкладному кільці, попередньо змонтованому на трубопроводі, із зазором до сполученого внутрішнього торця сусідньої муфти. Після цього кільцевий зазор заповнюють термостійкою речовиною, що самотвердіє, а сусідні муфти з'єднують бандажними кільцями. Торці бандажних кілець зварюють із поверхнею відповідних муфт кільцевими кутовими швами, після чого порожнину під додатковими бандажними кільцями заповнюють під тиском герметиком. У результаті цього, підмуфтовий простір виявляється розділеним на зони, герметично розділені за допомогою сформованих ущільнювачів. На завершальному етапі ремонту підмуфтовий простір кожної зони заповнюють масою, що самотвердіє. Протяжні ділянки трубопроводів можуть бути відремонтовані також за допомогою розглянутих ремонтних конструкцій, установлених кроковим способом. Такий варіант можливий, наприклад, при необхідності ремонту ділянки трубопроводу між раніше встановленими ремонтними конструкціями. У цьому випадку, для стикування 9 81895 сусідніх ремонтних конструкцій використовують загальне технологічне кільце. Спосіб пояснюється рисунками, показаними на фігурах 1-8. Фіг.1 ілюструє операції способу «установка тонкостінних кілець, монтаж муфти». Де: 1 - трубопровід; 2 - тонкостінні кільця; 3 муфта; 4 -підмуфтовий простір. Риєунок-«а фіг.2 ілюструє операцію способу «установка технологічних кілець». Де: 1 трубопровід; 2 - тонкостінні кільця; 3 - муфта; 4 підмуфтовий простір; 5 - те хнологічні кільця. Фіг.3 ілюструє операцію способу «попередня герметизація торців муфти». Де: 1 - трубопровід; 2 - тонкостінні кільця; 3 - муфта; 4 - підмуфтовий простір; 5 - технологічні кільця; 6 - термостійка речовина, що самотвердіє. Фіг.4 ілюструє операції способу «установка додаткових тонкостінних кілець, установка бандажних кілець». Де: 1 - трубопровід; 2 тонкостінні кільця; 3 - муфта; 4 - підмуфтовий простір; 5 - технологічні кільця; 6 -термостійка речовина, що самотвердіє; 7 - додаткові тонкостінні кільця; 8 - бандажні кільця; 9 - кільцеві зварні шви. Фіг.5 ілюструє операцію способу «заповнення порожнеч під бандажними кільцями герметиком». Де: 1 - трубопровід; 2 - тонкостінні кільця; З муфта; 4 - підмуфтовий простір; 5 - технологічні кільця; 6 - термостійка речовина, що самотвердіє; 7 - додаткові тонкостінні кільця; 8 - бандажні кільця; 9 - кільцеві зварні шви; 10 - шприц; 11 герметик. Фіг.6 ілюструє операцію способу «заповнення підмуфтового простору масою, що самотвердіє,». Де: 1 - трубопровід; 2 - тонкостінні кільця; 3 муфта; 5 - технологічні кільця; 6 - термостійка речовина, що самотвердіє; 7 -додаткові тонкостінні кільця; 8 - бандажні кільця; 9 - кільцеві зварні шви; 11 -герметик; 12 - насос; 13 - манометри; 14 маса, що самотвердіє. Фіг.7 ілюструє застосування пропонованого способу при ремонті протяжних ділянок трубопроводу шляхом використання багатосекційної муфти. Де: 1 - тр убопровід; 5 технологічні кільця; 8 - бандажні кільця; 9 - кільцеві зварні шви; 14 - маса, що самотвердіє; 15 багатосекційна складова муфта; 16 - підкладне кільце. Фіг.8 ілюструє застосування пропонованого способу при ремонті протяжних ділянок трубопроводу шля хом поділу підмуфтового простору на герметичні зони. Де: 1 - трубопровід; 2 - тонкостінні кільця; 3 - муфти; 5 -те хнологічні кільця; 6 - термостійка речовина, що самотвердіє; 8 - бандажні кільця; 9 - кільцеві зварні шви; 11 герметик; 14 - маса, що самотвердіє. Фіг.9 ілюструє використання пропонованого способу при ремонті протяжних ділянок трубопроводу шляхом установки ремонтних конструкцій кроковим способом. Де: 1 трубопровід; 2 - тонкостінні кільця; 3 - муфти; 6 термостійка речовина, що самотвердіє; 7 додаткові тонкостінні кільця; 8 -бандажні кільця; 9 кільцеві зварні шви; 14 - маса, що самотвердіє; 17 - загальне технологічне кільце. 10 Використання пропонованого способу дозволяє ефективно відремонтувати дефектну ділянку трубопроводу без зниження тиску продукту, що перекачується, знизивши окружні напруження до мінімального рівня. Запропонований спосіб може знайти застосування на магістральних газопроводах високого тиску, як для локального ремонту, так і для посилення протяжної ділянки трубопроводу з метою підвищення його категорії. 11 81895 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of pipeline under conditions of operation
Автори англійськоюBut Viktor Stepanovych, Lokhman Ihor Viktorovych, Andriishyn Nazar Mykhailovych, Rudko Valentyn Vasyliovych, Boiko Leonid Yosypovych, Biakov Oleksandr Mykolaiovych, Matiash Vasyl Ivanovych, Podolian Oleksandr Oleksandrovych, Pudryi Serhii Volodymyrovych, Tomashuk Oleksandr Ivanovych
Назва патенту російськоюСпособ ремонта трубопровода в условиях эксплуатации
Автори російськоюБут Виктор Степанович, Лохман Игорь Викторович, Андриишин Назар Михайлович, Рудко Владимир Васильевич, Бойко Леонид Иосифович, Бяков Александр Николаевич, Матяш Василий Иванович, Подолян Александр Александрович, Пудрий Сергей Владимирович, Томашук Александр Иванович
МПК / Мітки
МПК: F16L 55/18
Мітки: експлуатації, умовах, спосіб, ремонту, трубопроводу
Код посилання
<a href="https://ua.patents.su/6-81895-sposib-remontu-truboprovodu-v-umovakh-ekspluataci.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту трубопроводу в умовах експлуатації</a>
Спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 77931
Опубліковано: 15.01.2007
Автори: Пудрий Сергій Володимирович, Слесар Петро Федорович, Беккер Михайло Вікторович, Марчук Ярослав Семенович, Горностаєв Геннадій Петрович, Андріїшин Михайло Петрович, Подолян Олександр Петрович, Бут Віктор Степанович, Карвасарський Рафаїл Давидович, Рудко Володимир Васильович, Бойко Леонід Йосипович
МПК: B23K 31/02, F16L 55/16
Мітки: ділянки, дефектної, спосіб, знаходиться, трубопроводу, тиском, ремонту
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки трубопроводу, який перебуває під тиском, що полягає в установленні герметичної муфти з наступним заповненням підмуфтового простору самотверднучою масою, для реалізації якого спочатку із двох сторін дефектної ділянки встановлюють технологічні кільця з наступним монтажем між ними частин ремонтної муфти, які зварюють між собою поздовжніми швами, після чого здійснюють зварювання торців муфти із внутрішніми...
Спосіб ремонту дефектної ділянки трубопроводу без зміни режимів транспортування продукту
Номер патенту: 81894
Опубліковано: 11.02.2008
Автори: Подолян Олександр Олександрович, Бут Віктор Степанович, Томашук Олександр Іванович, Лохман Ігор Вікторович, Рудко Володимир Васильович, Дрогомирецький Михайло Миколайович, Бяков Олександр Миколайович, Андріїшин Михайло Петрович, Матяш Василь Іванович, Пудрий Сергій Володимирович
МПК: F16L 55/16, F16L 55/18
Мітки: спосіб, режимів, транспортування, зміни, ремонту, трубопроводу, ділянки, продукту, дефектної
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки трубопроводу без зміни режимів транспортування продукту, що включає монтаж муфти, герметизацію її торців шляхом установки із двох сторін муфти композитних бандажів, що контактують із трубопроводом і зовнішньою поверхнею муфти, заповнення підмуфтового простору масою, що самотвердіє, який відрізняється тим, що спочатку із двох боків дефектної ділянки трубопроводу встановлюють технологічні кільця, на яких...
Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу
Номер патенту: 79417
Опубліковано: 11.06.2007
Автори: Бут Віктор Степанович, Степ'юк Михайло Дмитрович, Лохман Ігор Вікторович, Ковалів Євстахій Йосипович, Пудрий Сергій Володимирович, Сидор Михайло Дмитрович, Лукіта Федір Васильович, Томашук Олександр Іванович, Подолян Олександр Петрович, Дрогомирецький Михайло Миколайович, Рудко Василь Петрович
МПК: F16L 55/18
Мітки: спосіб, діючого, ремонту, ділянки, трубопроводу, лінійної, протяжної
Формула / Реферат:
1. Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу, що полягає в установленні із двох сторін дефектної ділянки двох пар технологічних кілець, суміжні торці яких приварюють до трубопроводу в зазор між ними із частковим проплавленням стінки труби, після чого на кільця встановлюють частини розрізної ремонтної муфти, зварюють їх між собою, після чого зовнішні торці частин ремонтної муфти приварюють до поверхні зовнішніх...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Андріїшин Михайло Петрович, Слесар Петро Федорович, Горностаєв Геннадій Петрович, Бут Віктор Степанович, Подолян Олександр Петрович, Пудрий Сергій Володимирович, Максимов Сергій Юрійович, Карвасарський Рафаїл Давидович, Дрогомирецький Михайло Миколайович, Марчук Ярослав Семенович, Коломєєв Валентин Миколайович
МПК: B23K 31/02
Мітки: діючого, ділянки, спосіб, трубопроводу, ремонту, дефектної
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних...
Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Номер патенту: 77930
Опубліковано: 15.01.2007
Автори: Яковина Роман Павлович, Ковалів Євстахій Йосипович, Дрогомирецький Михайло Миколайович, Подолян Олександр Петрович, Беккер Михайло Вікторович, Степ'юк Михайло Дмитрович, Пудрий Сергій Володимирович, Сидор Михайло Дмитрович, Бут Віктор Степанович, Девдера Борис Петрович
МПК: F16L 55/18
Мітки: трубопроводу, ремонту, діючого, дефектом, наскрізним, спосіб, ділянки
Формула / Реферат:
1. Спосіб ремонту ділянки діючого трубопроводу, що має наскрізний дефект, полягає в тому, що на ділянці трубопроводу, що ремонтується, спочатку встановлюють частини бандажа, обладнані планками з вушками, які притискають до трубопроводу за допомогою шпильок, вставлених у вушка, після чого частини бандажа скріплюють між собою, при цьому попередньо над наскрізним дефектом під бандаж установлюють ущільнювач, за допомогою якого виключають...
Попередній патент: Спосіб ремонту дефектної ділянки трубопроводу без зміни режимів транспортування продукту
Наступний патент: Спосіб одержання шлаколужного в’яжучого
Випадковий патент: Метод і пристосування для сортування клітин