Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу
Номер патенту: 79417
Опубліковано: 11.06.2007
Автори: Рудко Василь Петрович, Сидор Михайло Дмитрович, Пудрий Сергій Володимирович, Лохман Ігор Вікторович, Бут Віктор Степанович, Томашук Олександр Іванович, Степ'юк Михайло Дмитрович, Ковалів Євстахій Йосипович, Подолян Олександр Петрович, Лукіта Федір Васильович, Дрогомирецький Михайло Миколайович
Формула / Реферат
1. Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу, що полягає в установленні із двох сторін дефектної ділянки двох пар технологічних кілець, суміжні торці яких приварюють до трубопроводу в зазор між ними із частковим проплавленням стінки труби, після чого на кільця встановлюють частини розрізної ремонтної муфти, зварюють їх між собою, після чого зовнішні торці частин ремонтної муфти приварюють до поверхні зовнішніх технологічних кілець, а підмуфтовий простір заповнюють під тиском масою, що сама твердіє, який відрізняється тим, що перед монтажем частин ремонтної муфти, на трубопроводі, що ремонтується, між парами технологічних кілець, що встановлені із двох сторін дефектної ділянки, монтують ще мінімум два додаткових технологічних кільця, забезпечуючи щільне прилягання їхніх внутрішніх поверхонь до поверхні трубопроводу, після чого на кільця встановлюють частини ремонтної муфти таким чином, щоб внутрішні поперечні торці частин муфти розташовувалися на додаткових технологічних кільцях, а зовнішні на зовнішніх кільцях, далі суміжні внутрішні торці частин ремонтної муфти зварюють між собою й поверхнею відповідних додаткових кілець, а зовнішні торці з поверхнею зовнішніх кілець, після чого крайні ділянки підмуфтового простору, утворені відповідними парами технологічних кілець і найближчими до них додатковими кільцями, заповнюють через попередньо встановлені крани масою, що сама твердіє, яку подають під тиском, обмеженим герметичністю додаткових кілець і заданим навантаженням на зварне з'єднання кілець із муфтою й трубопроводом, а після затвердіння цієї маси, аналогічною масою заповнюють через попередньо встановлені крани під тиском, порівнянним з тиском усередині трубопроводу, що ремонтується, центральні частини підмуфтового простору.
2. Спосіб за п. 1, який відрізняється тим, що після установлення додаткових кілець, у щілині між кільцями й трубою з боку країв муфти зачеканюють мідний дріт.
3. Спосіб за п. 1, який відрізняється тим, що після установлення додаткових кілець, щілини між кільцями й трубою з боку країв муфти герметизують термостійкою шпаклівкою.
Текст
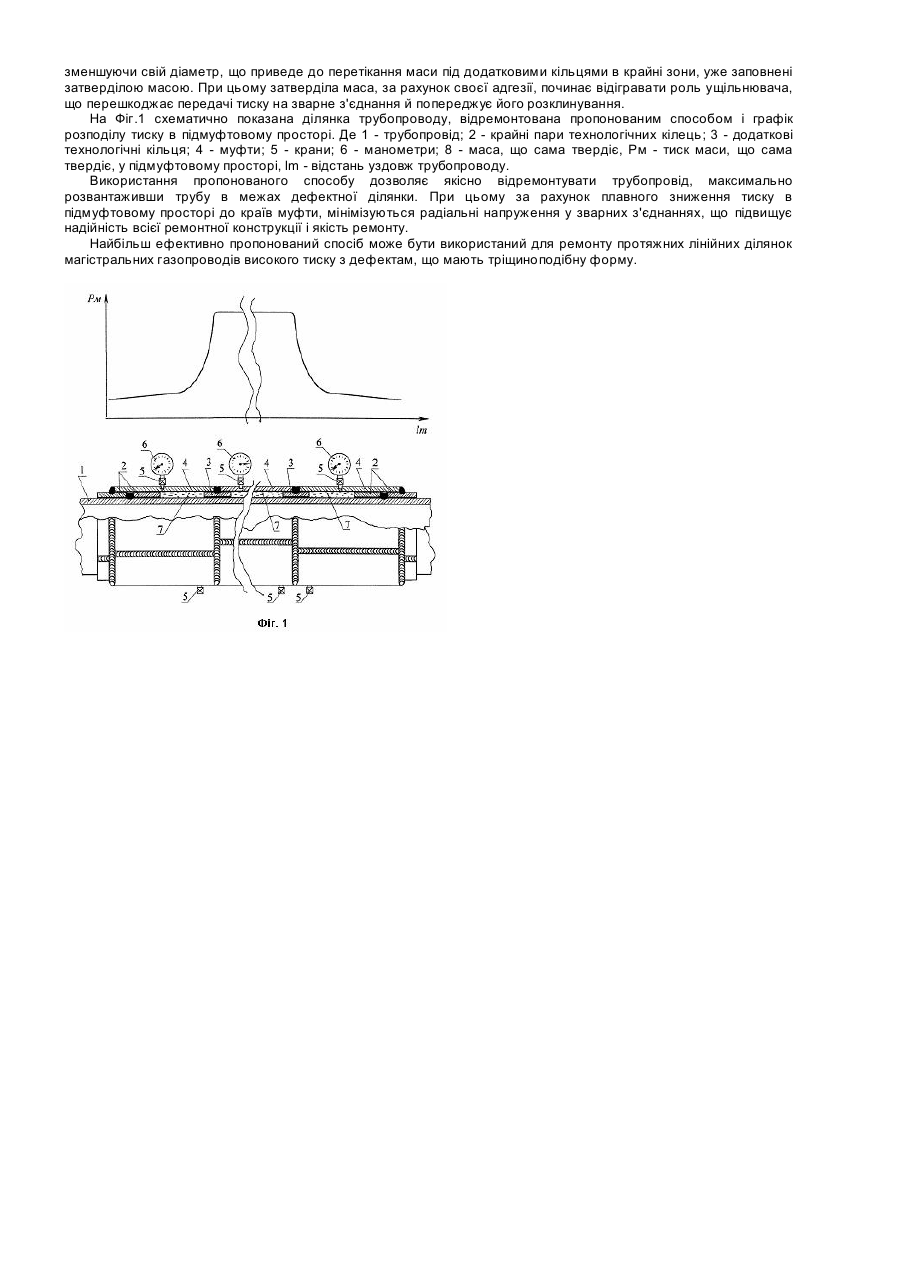
Винахід відноситься до техніки ремонту трубопровідного транспорту, переважно магістральних газопроводів. При тривалій експлуатації газопроводів, на їхніх лінійних ділянках у результаті процесів корозії, механічних і хімічних впливів, з'являються чисельні дефекти (раковини, каверни, тріщини, свищі, вм'ятини, розшарування металу труби, гофр і т.д.). У ряді випадків дефекти є неприпустимими для безпечної експлуатації трубопроводу. Широко відомий спосіб ремонту лінійних ділянок газопроводу шляхом установки на аварійній ділянці труби технологічної котушки [див., наприклад. Правила производства капитального ремонта линейной части магистральных газопроводов. ВСН 2-112-79. - Москва: ВНИИСТ, 1973, стр.34-35]. Спосіб зводиться до наступного. Аварійну ділянку трубопроводу локалізують і з неї відкачують газ. Після цього частину труби, що містить дефект, вирізають і на її місце вварюють технологічну котушку. Спосіб є радикальним, по суті таким, що повторює монтаж трубопроводу. Разом з тим, він має істотні недоліки, пов'язані із трудомісткістю, неминучістю великих фінансових витрат, пов'язаних з необхідністю стравлювання газу й вимушеним простоєм трубопроводу. У цей час, велике поширення одержав муфтовий ремонт дефектних трубопроводів. Звичайно, при установці ремонтної муфти, вирішуються два основні завдання - компенсація окружних і осьових напружень. Окружні напруження компенсуються за рахунок установки на трубопроводі міцної оболонки, яка заповнюється масою, що сама твердіє. У цьому випадку, тиск від труби, що ремонтується, передається через шар застиглої маси на зовнішню оболонку. Ступінь зниження окружних напружень залежить від тиску запресовування маси, що сама твердіє. При тиску, порівнянному з тиском усередині трубопроводу, практично все навантаження буде передаватися на зовнішню оболонку, тобто, досягається основне завдання муфтового ремонту. Осьові навантаження компенсуються за рахунок жорсткого зварного з'єднання муфти із трубопроводом. Однак, у цьому випадку, заповнення підмуфтового простору під більшим тиском не бажано, тому що це викликає підвищені радіальні напруження у зварному шві. Таким чином, для виконання якісного муфтового ремонту, тиск наповнювача в підмуфтовому просторі повинен бути високим (порівнянним з тиском усередині трубопроводу), але при цьому у зварному шві виникають небажані радіальні напруження, що знижують ресурс його роботи й надійність усього ремонту. Відомий спосіб ремонту лінійних ділянок трубопроводів шляхом установки ремонтної муфти, заповненої клеєвою композицією [див., UK Patent Application, GB, 2210134A]. Спосіб може бути використаний без зниження тиску в трубопроводі. Ремонтна конструкція складається із двох напівмуфт. У процесі роботи, напівмуфти механічно з'єднуються одна з одною, утворюючи замкнену оболонку навколо ділянки трубопроводу, що ремонтується. Далі оболонка центрується за допомогою технологічних елементів (болтів), встановлених в отворах корпусу. Після цього простір між трубопроводом і муфтою герметизується з обох кінців за допомогою наповнювача, що самотвердіє (цементу, епоксидної шпаклівки й т.д.). В ізольовану порожнину через спеціальні штуцери закачується епоксидний наповнювач, що забезпечує високу жорсткість конструкції. Даний спосіб ремонту практично всіх типів не наскрізних дефектів, набув широкого застосування на лінійних ділянках трубопроводів, що працюють під великим тиском. Відремонтовані в такий спосіб ділянки трубопроводу мають, як правило, більш високу міцність, ніж прилеглі неушкоджені ділянки труби. Не дивлячись на велике поширення, спосіб має істотні недоліки, пов'язані з неможливістю введення епоксидного наповнювача під високим тиском. Надалі, через зміну геометричних розмірів трубопроводу через перепади тиску продукту, що перекачується, і температурних деформацій, епоксидний шар може розшаровуватися, що може призвести до зниження жорсткості й герметичності конструкції. Крім того, відносно низький тиск заповнення епоксидним наповнювачем простору під муфтою, з урахуванням його усадки в процесі затвердіння, допускає появу порожнеч. Максимальний тиск заповнення простору під муфтою обмежено міцністю ізолюючих прокладок на торцях. Установка муфти дозволяє знизити радіальні навантаження на дефектну ділянку, однак не компенсує осьові навантаження, що має велике значення при дефектах у вигляді гофрів, які з'явилися в результаті механічного поздовжнього стиску трубопроводу, або при значних корозійних пошкодженнях в окружному напрямку труби. Відомий спосіб ремонту трубопроводу, що перебуває під тиском, шляхом установки на ньому технологічних елементів [див. авт.св. СРСР 1058182]. Спосіб дозволяє здійснити ремонт дефектної ділянки трубопроводу шляхом установки на ньому частин розрізної муфти з подальшим зварюванням частин між собою. Торці муфти із заданою величиною проплавлення приварюються кільцевими швами до стінок труби. Для запобігання втрати стійкості труби через її перегрів, на певній відстані від торців муфти встановлюються кільця, які зварюються разом з муфтою і трубопроводом. Спосіб дозволяє виконати ремонт дефектної ділянки трубопроводу, компенсуючи при цьому як радіальні, так і осьові напруження, однак не дозволяє відремонтувати трубу, що має гофр, а також дефектні зварні шви. Крім того, спосіб має обмежене застосування для ремонту протяжних ділянок через складність виготовлення ремонтної муфти, що точно повторює профіль ремонтуємої ділянки трубопроводу. Відомий спосіб ремонту трубопроводу, що перебуває під тиском, шляхом установки на ньому технологічних елементів [див. авт.св. СРСР 1680473].Спосіб дозволяє здійснити ремонт дефектної ділянки трубопроводу шляхом установки на ньому частин розрізної муфти з подальшим зварюванням частин між собою. На відміну від попереднього аналога, у даному способі муфта замінена декількома муфтами, які зварюють одна з одною і зі стінкою трубопроводу кільцевими швами. Спосіб дозволяє відремонтувати лінійну ділянку трубопроводу довільної довжини, однак не є прийнятним для ремонту гофрів і дефектних швів. Крім того, спосіб не може застосовуватись для ремонту трубопроводу із сильним корозійним ураженням через небезпеку пропалення стінки трубопроводу. Відомий спосіб ремонту трубопроводу, деформованого вигином [див. патент Росії 2134373]. Для ремонту протяжної ділянки трубопроводу, використовується муфта, що складається з декількох частин. Із двох сторін дефектної ділянки встановлюють технологічні кільця, які приварюють до трубопроводу кутовими швами. До кілець приварюють перехідні конуси, а до конусів - послідовно частини муфти до формування замкнутої оболонки навколо ремонтуємої труби. Підмуфтовий простір заповнюють антикорозійним або ущільнюючим розчином. Спосіб дозволяє відремонтувати протяжну ділянку трубопроводу, повторюючи муфтою його профіль, однак має недоліки. Кільця приварюють безпосередньо до трубопроводу кутовими швами, що є небезпечним при роботах на діючому трубопроводі через небезпеку втрати стійкості труби через її перегрів. Крім того, кутові зварні з'єднання характеризуються високою концентрацією напружень, що зніжує їх ресурс при експлуатації. Стикування частин муфти здійснюють у висячому положенні, у результаті чого важко забезпечити необхідну якість зварних з'єднань. Наявність конусних переходів дозволяє знизити навантаження на зварне з'єднання, однак створює великий підмуфтовий простір, що визначає підвищену витрату ущільнюючого розчину. Відомий спосіб ремонту дефектних ділянок трубопроводу [див. патент України 75859], що є прототипом винаходу, який заявляється. Спосіб полягає в наступному. Спочатку виготовляють частини кілець і розрізної муфти. У центральних секторах протилежних частин муфти герметично кріплять штуцери із кранами. Кільця на трубопроводі встановлюють попарно, по два з обох боків ремонтуємої ділянки. При цьому парні кільця встановлюють на невеликій відстані одне від одного. Ширина кілець і відстань між парними кільцями не критичні й повинні вибиратися за конкретних умов проведення ремонту. Під час установки на трубопроводі, частини кілець щільно притискають до поверхні труби за допомогою центратору або інших механізмів аналогічного призначення й скріплюють між собою, наприклад, склеюють, зварюють або паяють. Близько розташовані торці кілець прикріплюють до поверхні трубопроводу, наприклад, за допомогою зварювання. Після цього на кільця встановлюють частини муфти, які притискають до поверхні кілець і скріплюють між собою в поздовжньому напрямку, наприклад, паяють, зварюють або скручують болтами. При цьому муфту встановлюють таким чином, щоб її торці розташовувалися над крайніми кільцями. Торці муфти прикріплюють до поверхні відповідних крайніх кілець. Далі в муфті роблять отвори, що виходять у порожнину між парними кільцями. В отвори встановлюють додаткові крани. Після цього через додаткові крани здійснюють наповнення порожнини, утвореної парними кільцями, зовнішньою стінкою трубопроводу й внутрішньою стінкою муфти герметиком, що самовулканізується. Після закінчення процесу самовулканізації герметика, по краях муфти формуються ущільнювачі - кільцеві прокладки, що локалізують підмуфтовий простір. Після цього підмуфтовий простір заповнюють герметиком, що самовулканізується. Спосіб, обраний як прототип, дозволяє здійснити ремонт ділянок трубопроводів, що мають практично всі види ненаскрізних дефектів, однак його застосування на газопроводах високого тиску не може гарантувати високу якість і надійність ремонтної конструкції при наявності у трубопроводі дефектів тріщиноподібного типу. Це викликано необхідністю створення в процесі ремонту високого тиску запресовування герметика в підмуфтовий простір, порівнянного з тиском усередині трубопроводу. При цьому з'єднання торців муфти, технологічних кілець і трубопроводу піддаються розклиненню герметиком. В цьому випадку в з'єднаннях (у загальному випадку зварних) діють радіальні напруження, що знижують їх ресурс. В основу винаходу покладене завдання підвищення якості ремонту дефектної ділянки трубопроводу й надійності ремонтної конструкції за рахунок застосування багатосекційної муфти з поділом підмуфтового простору на зони за допомогою додаткових кілець. При цьому зони поетапно заповнюються масою, що самотвердіє, від крайніх зон до центральних, з поетапним підвищенням тиску запресування. Це дозволить максимально знизити окружні напруження в межах дефектної ділянки з одночасним зниженням радіальних навантажень на зварне з'єднання. Завдання, покладене в основу винаходу, вирішується за рахунок того, що в способі ремонту протяжної лінійної ділянки діючого трубопроводу, що полягає в установці із двох сторін дефектної ділянки двох пар технологічних кілець, суміжні торці яких приварюють до трубопроводу в зазор між ними із частковим проплавленням стінки труби, після чого на кільця встановлюють частини розрізної ремонтної муфти, зварюють їх між собою, після чого зовнішні торці частин ремонтної муфти приварюють до поверхні зовнішніх технологічних кілець, а підмуфтовий простір заповнюють під тиском масою, що сама твердіє, відповідно до винаходу, перед монтажем частин ремонтної муфти, на ремонтуємому трубопроводі між парами технологічних кілець, установлюваних із двох сторін дефектної ділянки, монтують ще мінімум два додаткових технологічних кільця, забезпечуючи щільне прилягання їхніх внутрішніх поверхонь до поверхні трубопроводу, після чого на кільця встановлюють частини ремонтної муфти таким чином, щоб внутрішні поперечні торці частин муфти розташовувалися на додаткових технологічних кільцях, а зовнішні на зовнішніх кільцях, далі суміжні внутрішні торці частин ремонтної муфти зварюють між собою й поверхнею відповідних додаткових кілець, а зовнішні торці з поверхнею зовнішніх кілець, після чого, крайні ділянки підмуфтового простору, утворені відповідними парами технологічних кілець і найближчими до них додатковими кільцями, заповнюють, через попередньо встановлені крани, масою, що сама твердіє, яку подають під тиском, обмеженим герметичністю установки додаткових кілець і заданим навантаженням на зварне з'єднання кілець із муфтою й трубопроводом, а після затвердіння маси, аналогічною речовиною, що подається через попередньо встановлені крани під тиском, порівнянним з тиском усередині ремонтуємого трубопроводу, заповнюють центральні частини підмуфтового простору. Суть винаходу полягає в наступному. Із двох сторін ділянки встановлюють пари технологічних кілець. Кожне кільце виготовляють із двох половин, які притискають до трубопроводу й скріплюють між собою за допомогою зварювання. Кільця кожної пари встановлюють із зазором між ними. Після цього суміжні торці кожної пари приварюють до трубопроводу в зазор між ними. Далі, між парами кілець на трубопроводі встановлюють, щонайменше, два додаткових технологічних кільця, забезпечуючи щільне прилягання їхніх внутрішніх поверхонь до поверхні трубопроводу. При цьому можуть прийматися додаткові заходи ущільнення поверхонь. Наприклад, зачеканюють мідний дріт у щілину між трубопроводом і додатковим кільцем з боку країв муфти або герметизують термостійкою шпаклівкою. Черговість установки парних і додаткових кілець не критична й визначається технологічними особливостями організації ремонту. Після цього, на кільця встановлюють частини розрізної ремонтної муфти, що складається з декількох напівоболонок. Частини муфти встановлюють таким чином, щоб її зовнішні торці перебували на зовнішніх технологічних кільцях, а внутрішні на додаткових технологічних кільцях. Після цього частини муфти скріплюють між собою поздовжніми швами, а торці муфти приварюють до поверхні відповідних кілець. По закінченню вогневих робіт, ремонтна конструкція буде являти собою богатосекційну герметичну оболонку, установлену на дефектній ділянці трубопроводу. Підмуфтовий простір буде розділений на окремі ділянки (зони), не зв'язані між собою. Після цього, через крани, заздалегідь установлені у верхніх і нижніх частинах муфти кожної ділянки, масою, що сама твердіє, заповнюють крайні зони підмуфтового простору, утворені кожною парою кілець і найближчими до них додатковими кільцями. Масу запресовують через нижні крани за допомогою шприца або насосу до її появи на верхніх кранах. Після цього верхні крани закривають (або до них приєднують манометри), а тиск маси, що сама твердіє, піднімають до розрахункового значення, обумовленого герметичністю установки додаткових кілець і заданим навантаженням на зварене з'єднання кілець із муфтою й трубопроводом. Після затвердіння маси в крайніх зонах підмуфтового простору, аналогічну масу накачують у центральні зони підмуфтового простору, довівши її тиск до значення, порівнянного з тиском усередині ремонтуємого трубопроводу. По мірі збільшення тиску запресування, труба, що ремонтується, буде розвантажуватися, зменшуючи свій діаметр, що приведе до перетікання маси під додатковими кільцями в крайні зони, уже заповнені затверділою масою. При цьому затверділа маса, за рахунок своєї адгезії, починає відігравати роль ущільнювача, що перешкоджає передачі тиску на зварне з'єднання й попереджує його розклинування. На Фіг.1 схематично показана ділянка трубопроводу, відремонтована пропонованим способом і графік розподілу тиску в підмуфтовому просторі. Де 1 - трубопровід; 2 - крайні пари технологічних кілець; 3 - додаткові технологічні кільця; 4 - муфти; 5 - крани; 6 - манометри; 8 - маса, що сама твердіє, Рм - тиск маси, що сама твердіє, у підмуфтовому просторі, lm - відстань уздовж трубопроводу. Використання пропонованого способу дозволяє якісно відремонтувати трубопровід, максимально розвантаживши трубу в межах дефектної ділянки. При цьому за рахунок плавного зниження тиску в підмуфтовому просторі до країв муфти, мінімізуються радіальні напруження у зварних з'єднаннях, що підвищує надійність всієї ремонтної конструкції і якість ремонту. Найбільш ефективно пропонований спосіб може бути використаний для ремонту протяжних лінійних ділянок магістральних газопроводів високого тиску з дефектам, що мають тріщиноподібну форму.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of continuous linear section of operating pipeline
Автори англійськоюBut Viktor Stepanovych, Lokhman Ihor Viktorovych, Drohomyretskyi Mykhailo Mykolaiovych, Rudko Vasyl Petrovych, Kovaliv Yevstakhii Yosypovych, Stepiuk Mykhailo Dmytrovych, Sydor Mykhailo Dmytrovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych, Tomashuk Oleksandr Ivanovych
Назва патенту російськоюСпособ ремонта протяженного линейного участка действующего трубопровода
Автори російськоюБут Виктор Степанович, Лохман Игорь Викторович, Дрогомирецкий Михаил Николаевич, Рудко Василий Петрович, Ковалив Евстахий Иосифович, Степюк Михаил Дмитриевич, Сидор Михаил Дмитриевич, Подолян Александр Петрович, Пудрий Сергей Владимирович, Томашук Александр Иванович
МПК / Мітки
МПК: F16L 55/18
Мітки: ремонту, лінійної, трубопроводу, протяжної, діючого, ділянки, спосіб
Код посилання
<a href="https://ua.patents.su/3-79417-sposib-remontu-protyazhno-linijjno-dilyanki-diyuchogo-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу</a>
Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу (варіанти)
Номер патенту: 78963
Опубліковано: 25.04.2007
Автори: Томашук Олександр Іванович, Дрогомирецький Михайло Миколайович, Марчук Ярослав Семенович, Подолян Олександр Петрович, Матяш Василь Іванович, Беккер Михайло Вікторович, Лохман Ігор Вікторович, Пудрий Сергій Володимирович, Андріїшин Михайло Петрович, Бойко Леонід Йосипович, Мандра Анатолій Степанович, Рудко Володимир Васильович, Бакай Олексій Анатолійович, Бут Віктор Степанович
МПК: F16L 55/18
Мітки: ділянки, трубопроводу, спосіб, діючого, варіанти, протяжної, підвищення, лінійної, категорії
Формула / Реферат:
1. Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу, що полягає в установці навколо основної труби додаткової твердої оболонки, яку складають із установлених покроковим способом і скріплених між собою на технологічних кільцях розрізних ремонтних муфт із наступним заповненням простору між основною трубою й додатковою оболонкою масою, що самотвердіє, який відрізняється тим, що спочатку, на підставі попереднього...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Пудрий Сергій Володимирович, Горностаєв Геннадій Петрович, Бут Віктор Степанович, Андріїшин Михайло Петрович, Марчук Ярослав Семенович, Максимов Сергій Юрійович, Слесар Петро Федорович, Коломєєв Валентин Миколайович, Карвасарський Рафаїл Давидович, Подолян Олександр Петрович, Дрогомирецький Михайло Миколайович
МПК: B23K 31/02
Мітки: діючого, ремонту, спосіб, трубопроводу, дефектної, ділянки
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних...
Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Номер патенту: 77930
Опубліковано: 15.01.2007
Автори: Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Ковалів Євстахій Йосипович, Степ'юк Михайло Дмитрович, Подолян Олександр Петрович, Яковина Роман Павлович, Девдера Борис Петрович, Пудрий Сергій Володимирович, Сидор Михайло Дмитрович
МПК: F16L 55/18
Мітки: спосіб, ремонту, наскрізним, трубопроводу, діючого, ділянки, дефектом
Формула / Реферат:
1. Спосіб ремонту ділянки діючого трубопроводу, що має наскрізний дефект, полягає в тому, що на ділянці трубопроводу, що ремонтується, спочатку встановлюють частини бандажа, обладнані планками з вушками, які притискають до трубопроводу за допомогою шпильок, вставлених у вушка, після чого частини бандажа скріплюють між собою, при цьому попередньо над наскрізним дефектом під бандаж установлюють ущільнювач, за допомогою якого виключають...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 75859
Опубліковано: 15.05.2006
Автори: Ніколаєв Віктор Олександрович, Бут Віктор Степанович, Подолян Олександр Петрович, Максимов Сергій Юрійович, Мандра Анатолій Степанович, Дрогомирецький Михайло Миколайович, Коломєєв Валентин Миколайлович, Пудрий Сергій Володимирович, Налісний Микола Борисович, Беккер Михайло Вікторович
МПК: F16L 55/16
Мітки: дефектної, спосіб, трубопроводу, ремонту, ділянки, діючого
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, що включає виготовлення розрізної муфти, установку її частин на трубопровід, скріплення частин, герметизацію підмуфтового простору шляхом набивання герметика в напрямні, розташовані радіально уздовж торців муфти, з наступним заповненням підмуфтового простору герметиком під тиском, що дорівнює або перевищує тиск у трубопроводі через крани, установлені в нижній і верхній частинах муфти,...
Спосіб ремонту лінійної ділянки трубопроводу
Номер патенту: 72840
Опубліковано: 15.04.2005
Автори: Пудрий Сергій Володимирович, Беккер Михайло Вікторович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Горностаєв Геннадій Петрович, Карвасарський Рафаїл Давидович, Томашук Олександр Іванович, Подолян Олександр Петрович, Слесар Петро Федорович, Рудник Анатолій Андрійович
МПК: F16L 55/16
Мітки: трубопроводу, ділянки, спосіб, лінійної, ремонту
Формула / Реферат:
1. Спосіб ремонту лінійної ділянки трубопроводу, що полягає в зачищенні ділянки трубопроводу, який ремонтується, установленні на ньому розрізної муфти, центруванні й скріпленні її частин, встановленні між зовнішньою поверхнею трубопроводу і внутрішньою поверхнею муфти з її кінців кільцевих еластичних прокладок, встановленні із двох кінців муфти фланців, з’єднаних стяжками, заповненні простору між трубопроводом і внутрішньою поверхнею муфти...
Попередній патент: Спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції і пристрій для його здійснення
Наступний патент: Лінійний електродвигун зворотно-поступального руху
Випадковий патент: Установка для обробки води флотацією