Електричний спосіб контролю якості акумуляторних батарей
Номер патенту: 82245
Опубліковано: 25.03.2008
Автори: Скосар Юрій Іванович, Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Анікеєв Євгеній Володимирович, Дзензерський Віктор Олександрович
Формула / Реферат
Електричний спосіб контролю якості акумуляторів і акумуляторних батарей (виробів) з електролітом, який полягає в тому, що виріб піддають розряду, перед яким і під час якого у фіксовані моменти часу вимірюють падіння напруги на виводах виробу, розраховують величину ![]() , що являє собою зміну напруги на виводах у різні моменти часу процесу розряду, який відрізняється тим, що спосіб контролю здійснюють після закінчення останньої технологічної операції виготовлення в проміжку часу
, що являє собою зміну напруги на виводах у різні моменти часу процесу розряду, який відрізняється тим, що спосіб контролю здійснюють після закінчення останньої технологічної операції виготовлення в проміжку часу ![]() , що залежить від типу виробів і технології їхнього виготовлення, при температурі електроліту у виробах в інтервалі
, що залежить від типу виробів і технології їхнього виготовлення, при температурі електроліту у виробах в інтервалі ![]() , що залежить від типу виробів, процес розряду триває не менше 3 с і не більше 30 с, величину струму розряду підтримують рівною In для кожного типономіналу виробу протягом усього процесу розряду, падіння напруги на виводах
, що залежить від типу виробів, процес розряду триває не менше 3 с і не більше 30 с, величину струму розряду підтримують рівною In для кожного типономіналу виробу протягом усього процесу розряду, падіння напруги на виводах ![]() вимірюють перед початком розряду, падіння напруги на виводах
вимірюють перед початком розряду, падіння напруги на виводах ![]() вимірюють у момент
вимірюють у момент ![]() процесу розряду, падіння напруги на виводах
процесу розряду, падіння напруги на виводах ![]() вимірюють у момент
вимірюють у момент ![]() процесу розряду, падіння напруги на виводах
процесу розряду, падіння напруги на виводах ![]() вимірюють у момент
вимірюють у момент ![]() , кінця розряду, розраховують величину
, кінця розряду, розраховують величину ![]() , рівну різниці
, рівну різниці ![]() , порівнюють величини
, порівнюють величини ![]() ,
, ![]() ,
, ![]() з контрольними значеннями
з контрольними значеннями ![]() ,
, ![]() ,
, ![]() для кожного типу виробів і на підставі такого порівняння приймають рішення про якість виробів, при цьому якісними вважають вироби, для яких
для кожного типу виробів і на підставі такого порівняння приймають рішення про якість виробів, при цьому якісними вважають вироби, для яких ![]() належить до інтервалу значень
належить до інтервалу значень ![]() ,
, ![]() більше чи дорівнює
більше чи дорівнює ![]() ,
, ![]() менше чи дорівнює
менше чи дорівнює ![]() .
.
Текст
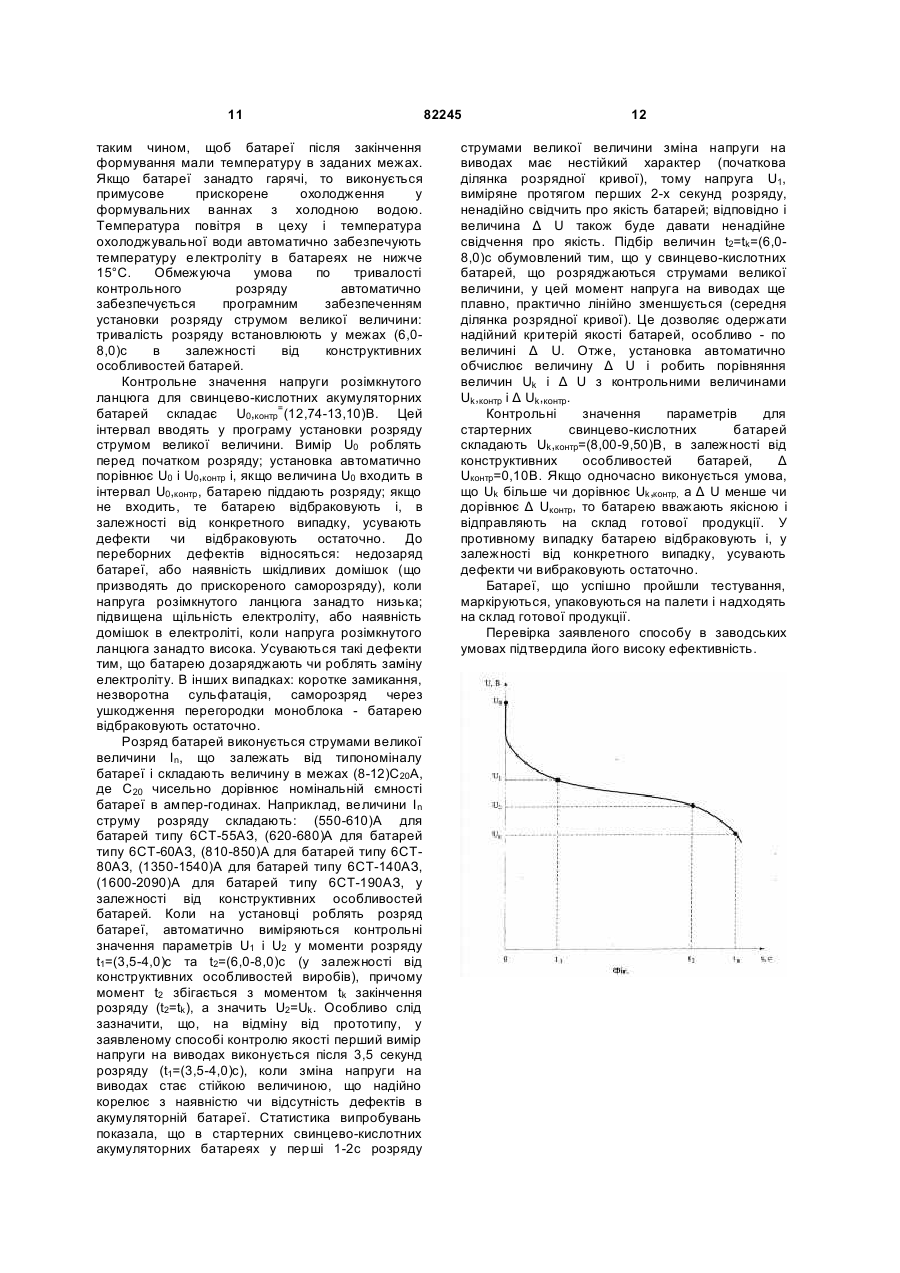
Електричний спосіб контролю якості акумуляторів і акумуляторних батарей (виробів) з електролітом, який полягає в тому, що виріб піддають розряду, перед яким і під час якого у фіксовані моменти часу вимірюють падіння напруги на виводах виробу, розраховують величину DU , що являє собою зміну напруги на виводах у різні моменти часу процесу розряду, який відрізняється тим, що спосіб контролю здійснюють після закінчення останньої технологічної операції виготовлення в проміжку 2 3 - дефекти сепараторів (наскрізна мікропора в сепараторі, отвір у сепараторі, прокол сепаратора крихтою активної маси); - надлишкове або недостатнє стискання сепараторів між електродами; - коротке замикання електродів (унаслідок влучення між ними металевої стружки, що утворилася при зачищенні литтєвого облою; унаслідок віяльності електродів); - інверсія блоку електродів (неправильна полярність) унаслідок помилки оператора під час монтажу; - дефекти струмовідводів (розрив жилок, ушкодження рамки, ушкодження вушка); - дефекти полюсних містків (раковини, надлами); - дефекти міжелементних з'єднань («холодне» зварювання, раковини, тріщини); погана адгезія активної маси до струмовідводу; - пасивація електродів. Перераховані дефекти або ж відразу роблять акумулятори й акумуляторні батареї непридатними, або ж помітно знижують їхні технічні характеристики і виводять їх з ладу під час подальшої експлуатації. У науковій і патентній літературі запропонована безліч електричних способів контролю якості акумуляторів і акумуляторних батарей, від найпростіших, що складаються у визначенні внутрішнього опору виробів за допомогою омметра, до найскладніших, що вимагають застосування дорогої апаратури, наприклад, способів заснованих на імпедансспектроскопії. Ми не будемо аналізувати імпедансні методики тестування, а розглянемо більш прості і доступні для вітчизняного виробництва електричні способи контролю, причому лише ті з них, що дозволяють застосовувати суцільний (100%) контроль виробів протягом досить короткого проміжку часу. Відомий електричний спосіб контролю якості акумуляторних батарей у місцях контакту міжелементних з'єднань, який складається в тім, що за допомогою зарядженої конденсаторної батареї через досліджуване зварене з'єднання пропускається імпульс струму, потужність якого достатня для розігріву місця звареного шва, при цьому вимірюють час розряду конденсаторної батареї від початку розряду до заданої конечної величини падіння напруги на звареному шві для даного типу акумуляторної батареї, і по величині цього часу розряду судять про якість звареного з'єднання [А.с. СССР №1266424, МПК4 Н01М 2/22, 10/42, В23К 11/10, заявлено 06.12.84]. Спосіб дозволяє ефективно визначати дефекти зварювання, використовуючи явище значного розігріву звареного шва від імпульсу струму, що пропускається, з огляду на залежність омічного опору шва від якості зварювання. Така перевірка доцільна на стадії складання батарей після зварювання їх міжелементних з'єднань. Головним недоліком цього способу є той факт, що його неможливо застосовувати для контролю 82245 4 якості електродних блоків акумуляторів і акумуляторних батарей у цілому. Відомий найпростіший спосіб контролю якості свинцево-кислотних акумуляторних батарей за допомогою вольтметра постійного струму класу точності не нижче 1,5 із внутрішнім опором не менш 300Ом/В за ГОСТ 8711 і джерела постійного струму напругою 2В. Відсутність короткого замикання в електродному блоці фіксується по відсутності відхилення стрілки вольтметра, підключеного до виводів акумулятора послідовно з джерелом постійного струму (напругою 2В). Аналогічно, відсутність провідності між електродами фіксується по відсутності відхилення стрілки вольтметра, підключеного до виводів акумулятора. Цей спосіб застосовувався у вітчизняній воєнній промисловості і дозволяв тестувати тільки сухозаряджені батареї (без електроліту) [ГОСТ В 22759-84]. Спосіб дозволяє визначати дефекти, що створюють провідність і короткі замикання в електродному блоці. До недоліків цього способу відноситься те, що він не дозволяє перевіряти свинцево-кислотні батареї з електролітом (на винятковий випуск яких переходить сучасне акумуляторобудівництво), а також той факт, що практика показала низьку надійність цього способу. Крім того, такий спосіб не може застосовуватися для контролю якості міжелементних з'єднань в акумуляторній батареї. Відомий, розповсюджений на автоматичних лініях складання, суцільний електричний спосіб контролю якості акумуляторів і акумуляторних батарей [SOVEMA S.p.a., http://www.sovema.it] полягає в тому, що на полюсні містки блоку електродів від зовнішнього джерела електричної енергії подають напругу (постійну чи перемінну) фіксованого рівня (500 чи 1000В), а потім у ланцюзі, що утворився, у якому електродні блоки служать навантаженням, вимірюють величину струму. Якщо струм перевищує встановлену контрольну позначку (що називається струм відсічення), то це свідчить про наявність дефекту й електродний блок відбраковується, після чого проводиться заміна його справним блоком. Такий спосіб тестування дозволяє зменшити кількість відбракованих виробів після закінчення складання. До головного недоліку цього способу відноситься те, що він не дозволяє перевіряти акумулятори й акумуляторні батареї з електролітом, тобто вироби, готові до експлуатації. Крім того, оскільки напруга, що подається на блок електродів, не може перевищувати 1,2кВ (напруга пробою сепаратора), то не визначається такий важливий дефект, як наскрізна мікропора в сепараторі. Що одним істотним недоліком є той факт, що цей спосіб неефективний для контролю якості зварювання міжелементних з'єднань, у зв'язку з чим контроль зварювання здійснюється іншими способами. Як модернізацію приведеного вище тесту можна розглядати електричний спосіб контролю якості акумуляторів і акумуляторних батарей, відповідно до якого на автоматичних лініях 5 складання електродні блоки акумуляторів піддаються декільком послідовним циклам перевірки, причому на першому циклі вимірюють і реєструють провідність блоку електродів при напрузі 5-30В впродовж 0,005-0,3с, на другому циклі - його провідність при напрузі 300-600В впродовж 0,005-0,3с, на третьому циклі провідність при напрузі 1000-1700В впродовж 0,005-0,1с і на четвертому циклі - провідність при напрузі 2000-4000В впродовж 0,002-0,005с. Для визначення ступеня зволоженості електродних пластин сухозаряджених акумуляторів попередньо заміряють ЕРС на їхніх полюсних виводах протягом 0,005-0,3с [Патент України №51163, МПК7 Н01М 10/04, 10/42, G01R 31/36. Опубл. 15.02.2005, бюл. №2]. Усі вимірювані величини порівнюють з контрольними величинами, що служать критерієм відбраковування. До переваг такого способу перевірки відноситься мінімізація дефектних виробів по закінченні складання. Головним недоліком цього способу є той факт, що він не дозволяє перевіряти готові до експлуатації акумулятори й акумуляторні батареї з електролітом. Крім того, такий спосіб не може використовуватися при тестуванні якості зварювання міжелементних з'єднань. Відомий електричний спосіб контролю якості залитих електролітом свинцево-кислотних акумуляторних батарей, що складається в тім, що батареї піддаються переривчастому розряду струмом 9С20 А (але не вище 1700А). Переривчастий розряд включає чотири періоди, що складаються в чергуванні розряду тривалістю (5+1)с і паузи тривалістю (10+1)с, після чого вимірюється кінцева напруга на виводах батареї, виконується візуальний огляд полюсних виводів, виконується повний заряд батареї і наступний її розряд стартерним струмом при температурі електроліту (25±5)°С. Вимоги цього способу перевірки наступні: кінцева напруга на виводах батареї після переривчастого розряду повинна бути не нижче 6,0В; полюсні виводи батареї повинні бути не ушкоджені; при наступному стартерному розряді напруга на виводах батареї повинна бути не нижче 9,0В на 30-й секунді розряду, а тривалість розряду (до кінцевої напруги 6,0В) не менш 150с [ГОСТ 959-91]. Таке тестування дозволяє відбракувати готові до експлуатації вироби по всій сукупності можливих дефектів, але в першу чергу - по якості струмоведучих деталей. До недоліків цього способу відноситься те, що він припускає тривалу процедуру, з огляду на сумарний час переривчастого розряду і наступних повного заряду і стартерного розряду батареї. Крім того, цей спосіб контролю якості визнається таким, що руйнує, і тому може застосовуватися лише вибірково (за ГОСТ 959-91 така перевірка проводиться на вибірці батарей один раз у півроку) при періодичних випробуваннях. Ще одним недоліком цього способу є те, що він підібраний винятково для свинцево-кислотних батарей. 82245 6 Незважаючи на те, що приведений вище електричний спосіб контролю відноситься до вибіркових, він представляє для нас інтерес як близький аналог. Цілеспрямована модернізація такого способу може призвести до істотного скорочення часу тестування і переводу тесту в групу способів контролю, що не руйнують, що дозволить застосовувати його для суцільного контролю якості виробів. Як прототип нами використаний електричний спосіб контролю якості акумуляторів і акумуляторних батарей з електролітом, що складається в тім, що виріб піддають розряду, перед яким і під час якого у фіксовані моменти часу (0, t1, t2=2t1 у межах 0,3-0,5с) вимірюють падіння напруги на виводах виробу, розраховують величину Δ U, що являє собою зміну напруги на виводах у різні моменти часу процесу розряду, що дозволяє перевірити якість виробу, а також оцінити його електричні параметри, відповідно до електричної схеми заміщення акумулятора [Патент РФ №2101806, МПК6 Н01М 10/48, G01R 31/36. Опубл. 10.01.1998, бюл. №1]. До достоїнств такого способу тестування відноситься те, що він дозволяє оцінити електричні параметри виробу в рамках передбачуваної найпростішої електричної схеми заміщення акумулятора, якщо акумулятор не має дефектів. Крім того, такий спосіб контролю можна застосовувати як суцільний. До недоліків прототипу відноситься те, що цей спосіб контролю не має обмежуючих умов за часом проведення і по температурі електроліту в акумуляторах. Справа в тім, що по закінченні останньої технологічної операції виготовлення, наприклад, формування, проходять деякі перехідні процеси в акумуляторах: зменшується поляризація на електродах, йде остигання електроліту, електроди й електроліт між електродами звільняються від пухирців газів, що виникли в результаті побічних електрохімічних реакцій. Усе це істотно впливає на контрольні параметри виробу, зокрема на електричний опір, і ускладнює інтерпретацію отриманих результатів. Крім того, у більшості хімічних джерел струму зміна напруги (Δ U) на виводах акумулятора в перші частки секунди (0,3-0,5с) є дуже нестійкою величиною, яка залежить від безлічі факторів і не завжди корелює з наявністю дефектів. У результаті застосування такого способу контролю якості у виробництві можливі часті випадки відбраковування якісних виробів, чи, навпаки, надходження до споживачів виробів з дефектами. Крім того, у випадку наявності дефектів обчислені за результатами розрядного процесу електричні параметри акумулятора вже не відображають реальної ситуації, а є фіктивними величинами. В основу винаходу покладена задача підвищення надійності електричного способу контролю якості акумуляторів і акумуляторних батарей, що дозволило б мінімізувати можливість надходження до споживачів дефектної продукції чи помилкового відбраковування якісних виробів. Поставлена задача вирішується тим, що в електричному способі контролю якості 7 акумуляторів і акумуляторних батарей (виробів) з електролітом, який складається в тім, що виріб піддають розряду, перед яким і під час якого у фіксовані моменти часу вимірюють падіння напруги на виводах виробу, розраховують величину Δ U, що представляє собою зміну напруги на виводах у різні моменти часу процесу розряду, відповідно до винаходу, спосіб контролю здійснюють після закінчення останньої технологічної операції виготовлення в проміжку часу (t1-t2), що залежить від типу виробів і технології їхнього виготовлення, при температурі електроліту у виробах в інтервалі (Т1-Т2), що залежить від типу виробів, процес розряду триває не менш 3с і не більш 30с, величину струму розряду підтримують на рівні І n для кожного типономіналу виробу протягом усього процесу розряду, падіння напруги на виводах U0 вимірюють перед початком розряду падіння напруги на виводах U1 вимірюють у момент t1 процесу розряду, падіння напруги на виводах U2 вимірюють у момент t2 процеси розряду, падіння напруги на виводах Uk вимірюють у момент tk кінця розряду, розраховують величину Δ U рівну різниці (U1-U2 ), порівнюють величини U0, Uk, Δ U з контрольними значеннями U0 ,контр, Uk,контр, Δ Uконтр для кожного типу виробів і на підставі такого порівняння приймають рішення про якість виробів, при цьому якісними вважають вироби, для яких U0 належить інтервалу значень U0,контр, Uk більше чи дорівнює Uк,контр, Δ U менше чи дорівнює Δ Uконтр. Розкриємо сутність заявленого технічного рішення. Електричний спосіб контролю якості акумуляторів з електролітом повинний проводитися в ідентичних умовах, однакових для усіх виробів одного типу, але залежних від технології їхнього виготовлення. Тому, у залежності від технології, встановлюється обмежуюча умова за часом проведення контролю: тест проводиться у визначеному проміжку часу (t1t2) після закінчення останньої технологічної операції виготовлення - після формування. У залежності від технології формування: середньої величини формувального струму, часу формування, інтенсивності тепловідводу (охолодження виробів) і ін. факторів встановлюється конкретне значення інтервалу (t1t2). Нижня границя зазначеного інтервалу підбирається так, щоб на той час встигли пройти основні перехідні процеси в акумуляторах: зменшення поляризації на електродах після відключення струму, звільнення електродів і електроліту між електродами від пухирців газів, що виникли в результаті побічних електрохімічних реакцій. Верхня границя зазначеного інтервалу підбирається з міркувань обмеження тривалості технологічного циклу з метою досягнення високої продуктивності праці. У залежності від технології, встановлюється обмежуюча умова і по температурі електроліту у виробах. Оскільки після формування йде остигання електроліту і зміна електричної провідності в акумуляторах, то дається інтервал по температурі (Т1-Т2). При більш високих температурах електрична провідність різко 82245 8 зростає, а при більш низьких - різко зменшується, що істотно впливає на електричні параметри виробів і виводить їх за рамки ідентичних умов проведення тесту. Для кожного типу акумуляторів існує свій оптимальний температурний інтервал. Тривалість розряду підбирається в межах від 3 до 30с, що, з урахуванням величини розрядного струму І n, дозволяє для усіх відомих типів акумуляторів і акумуляторних батарей проводити тест досить швидко і, у той же час, домогтися стійкості зміни напруги на виводах. Якщо тривалість розряду менш 3с, то ми попадаємо в область нестійкої зміни напруги на виводах виробу. Якщо тривалість розряду більш 30с, то, з урахуванням величини розрядного струму І n, що у таких тестах підбирається досить високою, ми піддаємо виріб помітній втраті електричної ємності. А це спричиняє необхідність додаткової технологічної операції підзарядки, що невигідно у виробничих умовах. Представлені вище обмежуючі умови за часом проведення тесту, по температурі електроліту в акумуляторах і по тривалості розряду підбираються емпірично. Після того, як ми обґрунтували необхідність обмежуючих умов проведення тесту, розглянемо контрольні параметри тесту. У межах одного типу виробів, наприклад, свинцево-кислотних, нікелькадмієвих чи ін., але в залежності від типономіналу (напруги, ємності, розрядного струму в стандартних умовах), підбираються величини І n струму розряду в даному тесті. Як правило, ці величини досить високі (вище, ніж при будь-яких інших електричних випробуваннях). Чим вище ємність чи розрядний струм у стандартних умовах, тим вище І n струму розряду при заявленому тестуванні. Ця залежність, як правило, близька до лінійної залежності, і підбирається емпірично. Підбір здійснюється так, щоб вироби виявлялися в ідентичних електричних умовах і показували ідентичні електричні параметри, зокрема, напругу на виводах. Падіння напруги на виводах U0, що вимірюють перед початком розряду, дорівнює величині напруги розімкнутого ланцюга. Ця величина залежить від типу і типономіналу виробу і варіюється у вузьких межах. Для кожного типу виробу установлюється своє значення інтервалу U0,контр. Якщо U0 нижче нижньої границі зазначеного інтервалу, то виріб або недозаряджений, або має дефект: коротке замикання, підвищений саморозряд і ін. Якщо ж U0 вище верхньої границі зазначеного інтервалу, то тут можливі наступні дефекти, що вимагають усунення: неприпустимо висока концентрація електроліту в акумуляторах; наявність в електроліті сторонніх домішок. Межі інтервалу значень U0,контр встановлюються емпірично. Падіння напруги на виводах Uk, що вимірюють у момент tk кінця розряду, характеризує здатність виробу витримувати розряд струмами високої величини і загалом характеризує якість акумуляторів і акумуляторних батарей. Це зв'язано з тим, що при розряді акумуляторів чи акумуляторних батарей напруга на їхніх виводах 9 поступово зменшується. Чим нижче величина Uk, тим нижче електричні параметри виробу. Тому встановлюється контрольне значення напруги Uk,контр наприкінці розряду. Якщо при тестуванні Uk більше чи дорівнює Uk,контр, то виріб успішно пройшов перевірку, якщо ж Uk менше Uk,контр, то виріб має дефекти. Величина Uk,контр підбирається емпірично. А тепер розглянемо величину Δ U. Необхідність введення зазначеної величини продиктована наступними міркуваннями. Розрядна крива акумулятора чи акумуляторної батареї в загальному випадку складається з трьох ділянок: початкова ділянка швидкого зменшення напруги на виводах; середня ділянка плавного, практично лінійного зменшення напруги на виводах; кінцева ділянка нелінійного швидкого зменшення напруги на виводах. Початкова ділянка, як відзначалося вище, характеризується нестійкістю величини зміни напруги. Аналогічну властивість має і кінцева ділянка розрядної кривої. Тому, якщо контроль обмежити тільки виміром величини Uk, те це ще не забезпечує надійності результатів. Досвід випробувань підтверджує, що величина Uk дійсно не завжди корелює з наявністю дефектів. На значення цієї величини помітний вплив має протікання розряду на початковій стадії і на кінцевій стадіях. Навіть якщо тривалість контрольного розряду підібрати такою, що Uk буде вимірятися на середній ділянці розрядної кривої, все одно на цю величину вплинуть результати початкової стадії розряду. Тому по величині Uk можна встановити наявність тільки грубих дефектів. У зв'язку з цим і вводиться величина Δ U, що визначається як різниця напруг (U1-U2 ), виміряних на середній ділянці розрядної кривої в моменти часу t1 і t2 процесу розряду. На середній ділянці розрядної кривої плавне, практично лінійне зменшення напруги на виводах не залежить від випадковостей початкової чи кінцевої ділянок розряду і дозволяє установити надійну кореляцію з відсутністю чи наявністю дефектів у виробі. Чим швидше відбувається зміна напруги Δ U на середній ділянці кривої (тобто чим більше величина Δ U), тим менше електричні параметри виробу. Якщо Δ U стає більше деякого контрольного значення Δ Uконтр, це значить, що в акумуляторі чи акумуляторній батареї є дефекти. Якщо ж Δ U менше чи дорівнює Δ Uконтр, то це означає, що виріб - якісний. Очевидно, що величина Δ Uконтр встановлюється емпірично. За наявними в авторів відомостями запропоновані істотні ознаки, що характеризують суть винаходу, не відомі в даному розділі техніки. Запропоноване технічне рішення може бути використане для суцільного контролю якості на підприємствах з виробництва акумуляторів і акумуляторних батарей, зокрема - свинцевокислотних типів. На Фіг. представлено загальний вигляд розрядної кривої акумулятора чи акумуляторної батареї. Напруга на виводах U0 - напруга розімкнутого ланцюга, що вимірюють перед початком розряду. Напругу на виводах U1 вимірюють у момент t1 на 82245 10 середній ділянці розрядної кривої - ділянці плавного (практично лінійного) зменшення напруги в процесі розряду виробу. Напругу на виводах U2 вимірюють у момент t2 також на середній ділянці розрядної кривої. Напругу на виводах Uк вимірюють у момент tk кінця розряду. Запропонований у винаході спосіб здійснюється наступним шляхом. У визначеному інтервалі часу (t1 -t2) по закінченні останньої технологічної операції виготовлення вироби піддаються тестуванню, при цьому контролюється, щоб на тестування допускалися тільки вироби, що мають температуру електроліту в межах (Т1-Т2). На практиці це означає, що програма формування і керування режимом охолодження побудовані таким чином, щоб вироби після закінчення формування мали температуру в заданих межах (Т1-Т2). Потім вироби надходять на установку розряду струмом великої величини, при цьому безпосередньо перед початком розряду вимірюють напругу на виводах U0 і порівнюють її з U0,контр. Якщо величина U0 входить в інтервал U0,контр, виріб піддають розряду; якщо не входить, то виріб відбраковують і, у залежності від конкретного випадку, усувають дефекти (дозаряджають чи роблять заміну електроліту) чи вибраковують остаточно. Величину розрядного струму Іn встановлюють відповідно до технологічної документації для даного типономіналу виробів, що випускаються. Тривалість розряду витримується в межах, встановлених у технологічній документації, але не виходячи за межі, встановлені у формулі винаходу (3-30с). У процесі розряду виміряється напруга на виводах акумулятора чи акумуляторної батареї: U1 вимірюють у момент t1 U2 вимірюють у момент t2, Uk вимірюють у момент tk. Автоматично на самій установці розряду струмом великої величини розраховують величину Δ U, рівну (U1-U2) і порівнюють Uk з Uk,контр, а Δ U порівнюють з Δ Uконтр. Якщо одночасно виконується умова, що Uk більше чи дорівнює Uk,контр, а Δ U менше чи дорівнює Δ Uконтр, то виріб вважають якісним і відправляють на склад готової продукції. У противному випадку виріб відбраковують і, у залежності від конкретного випадку, усувають дефекти або вибраковують остаточно. Наведемо конкретний приклад для найбільш розповсюджених виробів - стартерних свинцевокислотних акумуляторних батарей номінальною напругою 12В. Після формування з водянім охолодженням акумуляторні батареї підлягають коректуванню рівня електроліту на спеціальній машині коректування, загвинчуванню пробок, мийці й осушуванню, після чого вони надходять на установку перевірки струмом великої величини. Обмежуючі умови проведення контролю тут наступні: t1=0,1год, t2=5год, Τ1=15°С, Τ2=36°С. Фактично це означає, що протягом перших 5год після закінчення формування батареї повинні пройти тестування, при цьому температура електроліту повинна бути не вище 36°С. Як і в загальному випадку, для свинцево-кислотних батарей програма формування і керування температурою охолоджуючої води побудовані 11 таким чином, щоб батареї після закінчення формування мали температуру в заданих межах. Якщо батареї занадто гарячі, то виконується примусове прискорене охолодження у формувальних ваннах з холодною водою. Температура повітря в цеху і температура охолоджувальної води автоматично забезпечують температуру електроліту в батареях не нижче 15°С. Обмежуюча умова по тривалості контрольного розряду автоматично забезпечується програмним забезпеченням установки розряду струмом великої величини: тривалість розряду встановлюють у межах (6,08,0)с в залежності від конструктивних особливостей батарей. Контрольне значення напруги розімкнутого ланцюга для свинцево-кислотних акумуляторних батарей складає U0,контр=(12,74-13,10)В. Цей інтервал вводять у програму установки розряду струмом великої величини. Вимір U0 роблять перед початком розряду; установка автоматично порівнює U0 і U0,контр і, якщо величина U0 входить в інтервал U0,контр , батарею піддають розряду; якщо не входить, те батарею відбраковують і, в залежності від конкретного випадку, усувають дефекти чи відбраковують остаточно. До переборних дефектів відносяться: недозаряд батареї, або наявність шкідливих домішок (що призводять до прискореного саморозряду), коли напруга розімкнутого ланцюга занадто низька; підвищена щільність електроліту, або наявність домішок в електроліті, коли напруга розімкнутого ланцюга занадто висока. Усуваються такі дефекти тим, що батарею дозаряджають чи роблять заміну електроліту. В інших випадках: коротке замикання, незворотна сульфатація, саморозряд через ушкодження перегородки моноблока - батарею відбраковують остаточно. Розряд батарей виконується струмами великої величини І n, що залежать від типономіналу батареї і складають величину в межах (8-12)С20А, де С20 чисельно дорівнює номінальній ємності батареї в ампер-годинах. Наприклад, величини І n струму розряду складають: (550-610)А для батарей типу 6СТ-55АЗ, (620-680)А для батарей типу 6СТ-60АЗ, (810-850)А для батарей типу 6СТ80АЗ, (1350-1540)А для батарей типу 6СТ-140АЗ, (1600-2090)А для батарей типу 6СТ-190АЗ, у залежності від конструктивних особливостей батарей. Коли на установці роблять розряд батареї, автоматично виміряються контрольні значення параметрів U1 і U2 у моменти розряду t1=(3,5-4,0)с та t2=(6,0-8,0)с (у залежності від конструктивних особливостей виробів), причому момент t2 збігається з моментом tk закінчення розряду (t2=tk), а значить U2=Uk. Особливо слід зазначити, що, на відміну від прототипу, у заявленому способі контролю якості перший вимір напруги на виводах виконується після 3,5 секунд розряду (t1=(3,5-4,0)с), коли зміна напруги на виводах стає стійкою величиною, що надійно корелює з наявністю чи відсутність дефектів в акумуляторній батареї. Статистика випробувань показала, що в стартерних свинцево-кислотних акумуляторних батареях у перші 1-2с розряду 82245 12 струмами великої величини зміна напруги на виводах має нестійкий характер (початкова ділянка розрядної кривої), тому напруга U1, виміряне протягом перших 2-х секунд розряду, ненадійно свідчить про якість батарей; відповідно і величина Δ U також буде давати ненадійне свідчення про якість. Підбір величин t2=tk=(6,08,0)с обумовлений тим, що у свинцево-кислотних батарей, що розряджаються струмами великої величини, у цей момент напруга на виводах ще плавно, практично лінійно зменшується (середня ділянка розрядної кривої). Це дозволяє одержати надійний критерій якості батарей, особливо - по величині Δ U. Отже, установка автоматично обчислює величину Δ U і робить порівняння величин Uk і Δ U з контрольними величинами Uk,контр і Δ Uk,контр. Контрольні значення параметрів для стартерних свинцево-кислотних батарей складають Uk,контр=(8,00-9,50)В, в залежності від конструктивних особливостей батарей, Δ Uконтр=0,10В. Якщо одночасно виконується умова, що Uk більше чи дорівнює Uk,контр, а Δ U менше чи дорівнює Δ Uконтр, то батарею вважають якісною і відправляють на склад готової продукції. У противному випадку батарею відбраковують і, у залежності від конкретного випадку, усувають дефекти чи вибраковують остаточно. Батареї, що успішно пройшли тестування, маркіруються, упаковуються на палети і надходять на склад готової продукції. Перевірка заявленого способу в заводських умовах підтвердила його високу ефективність.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectric method for control of accumulator batteries quality
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Skosar Yurii Ivanovych, Anikeiev Yevhenii Volodymyrovych, Burylov Serhii Volodymyrovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюЭлектрический способ контроля качества аккумуляторных батарей
Автори російськоюДзензерський Виктор Александрович, Дзензерский Виктор Александрович, Скосар Юрий Иванович, Аникеев Евгений Владимирович, Бурилов Сергей Владимирович, Скосар Вячеслав Юрьевич
МПК / Мітки
МПК: H01M 10/00, G01R 31/36
Мітки: батарей, акумуляторних, спосіб, якості, електричний, контролю
Код посилання
<a href="https://ua.patents.su/6-82245-elektrichnijj-sposib-kontrolyu-yakosti-akumulyatornikh-batarejj.html" target="_blank" rel="follow" title="База патентів України">Електричний спосіб контролю якості акумуляторних батарей</a>
Електричний спосіб контролю технічного стану свинцево-кислотних акумуляторних батарей
Номер патенту: 82129
Опубліковано: 11.03.2008
Автори: Дзензерський Віктор Олександрович, Анікеєв Євгеній Володимирович, Скосар Юрій Іванович, Поспєлов Валерій Вікторович, Скосар Вячеслав Юрійович, Видута Олена Леонідівна, Бурилов Сергій Володимирович
МПК: H01M 10/42, H01M 10/04, G01R 31/36
Мітки: свинцево-кислотних, стану, акумуляторних, спосіб, електричний, батарей, контролю, технічного
Формула / Реферат:
Електричний спосіб контролю технічного стану свинцево-кислотних акумуляторів і акумуляторних батарей з електролітом, який полягає в тому, що акумулятори акумуляторної батареї піддають розряду постійним струмом протягом деякого часу при температурі електроліту 18-27 °С, тестують напруги на всіх акумуляторах, визначають контрольний акумулятор, який відрізняється тим, що спочатку визначають густину електроліту
Пристрій для контролю зарядження акумуляторних батарей
Номер патенту: 46108
Опубліковано: 15.05.2002
Автори: Козлов Віктор Миколайович, Дубчак Микола Федорович, Козодій Олександр Степанович, Антонєнко Олександр Іванович, Черніков Володимир Анатолійович, Крижановський Олександр Анатолійович
МПК: H02J 7/02
Мітки: зарядження, акумуляторних, батарей, контролю, пристрій
Формула / Реферат:
Пристрій для контролю зарядження акумуляторних батарей, який містить електропривід, ізоляційний круг, вихідні клеми для підключення акумуляторних батарей, вхідні клеми для підключення джерела живлення, виконавче реле і блоки контролю зарядження акумуляторних батарей, який відрізняється тим, що на ізоляційному крузі встановлені два контакти, які електрично зв'язані з обмотками проміжних реле кожного із блоків контролю зарядження акумуляторних...
Пристрій для контролю акумуляторних батарей
Номер патенту: 62621
Опубліковано: 15.12.2003
Автори: Хаспеков Микола Іванович, Гомонович Олександр Михайлович, Копашинський Сергій Анатолійович
МПК: H01M 10/48
Мітки: батарей, пристрій, контролю, акумуляторних
Формула / Реферат:
Пристрій для контролю акумуляторних батарей, що містить вольтметр, конденсатор, блок дроселя низької частоти та комутаційний блок, який відрізняється тим, що додатково містить розташований в комутаційному блоці електронний секундомір, блок навантажувальних опорів, блок релейно-транзисторного генератора імпульсів, який підключений до входів комутаційного блока, а також тим, що блок дроселя низької частоти через розімкнуті контакти...
Спосіб відновлення акумуляторних батарей
Номер патенту: 14858
Опубліковано: 15.05.2006
Автори: Фінкель Олександр Борисович, Петровський Олександр Олексійович
МПК: H01M 10/54
Мітки: акумуляторних, батарей, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення акумуляторних батарей, що включає вимірювання напруги батареї і порівнювання її із заданим значенням, при виявленні короткозамкнених елементів здійснення попереднього розрядження батареї акумуляторів до 0-0,5 В і змінення електроліту на рекомендований виробником, після чого здійснюють зарядження до одержання максимальних значень, передбачених технічними характеристиками, який відрізняється тим, що зарядження акумуляторних...
Пристрій для контролю заряджання акумуляторних батарей
Номер патенту: 73991
Опубліковано: 17.10.2005
Автор: Дубчак Микола Федорович
МПК: H02J 7/00
Мітки: заряджання, контролю, батарей, акумуляторних, пристрій
Формула / Реферат:
Пристрій для контролю заряджання акумуляторних батарей, що містить підключений до електромережі через вхідні клеми електропривід для обертання контактної лижі, через яку від першої клеми першої вихідної пари клем проходить електричний струм і по черзі передається на перший та другий контакти, встановлені на ізоляційному крузі, з якими електрично з'єднані перші виводи обмоток реле, а другі їх виводи підключені до другої клеми першої вихідної...
Попередній патент: Штифт для випалювання виробів на стільникових підставках
Наступний патент: Ізолююча підвіска для кріплення і електричної ізоляції проводів
Випадковий патент: Біогазовий реактор для твердофазної ферментації