Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента
Номер патенту: 83782
Опубліковано: 25.09.2013
Автори: Кухаренко Світлана Анатоліївна, Дєвицький Олександр Анатолійович, Лавріненко Валерій Іванович, Ситник Борис Васильович

Формула / Реферат
Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента, який включає вибір поточних критеріїв, пов'язаних зі зносостійкістю, задання їх еталонних значень і визначення працездатності інструмента порівнянням поточних значень критеріїв з їх еталонними значеннями, який відрізняється тим, що за критерій беруть величину напруженості електростатичного поля частинок абразивного шламу, у якому знаходяться домішки, причому напруженість визначають шляхом безконтактної фіксації під час оброблення інструментом або після.
Текст
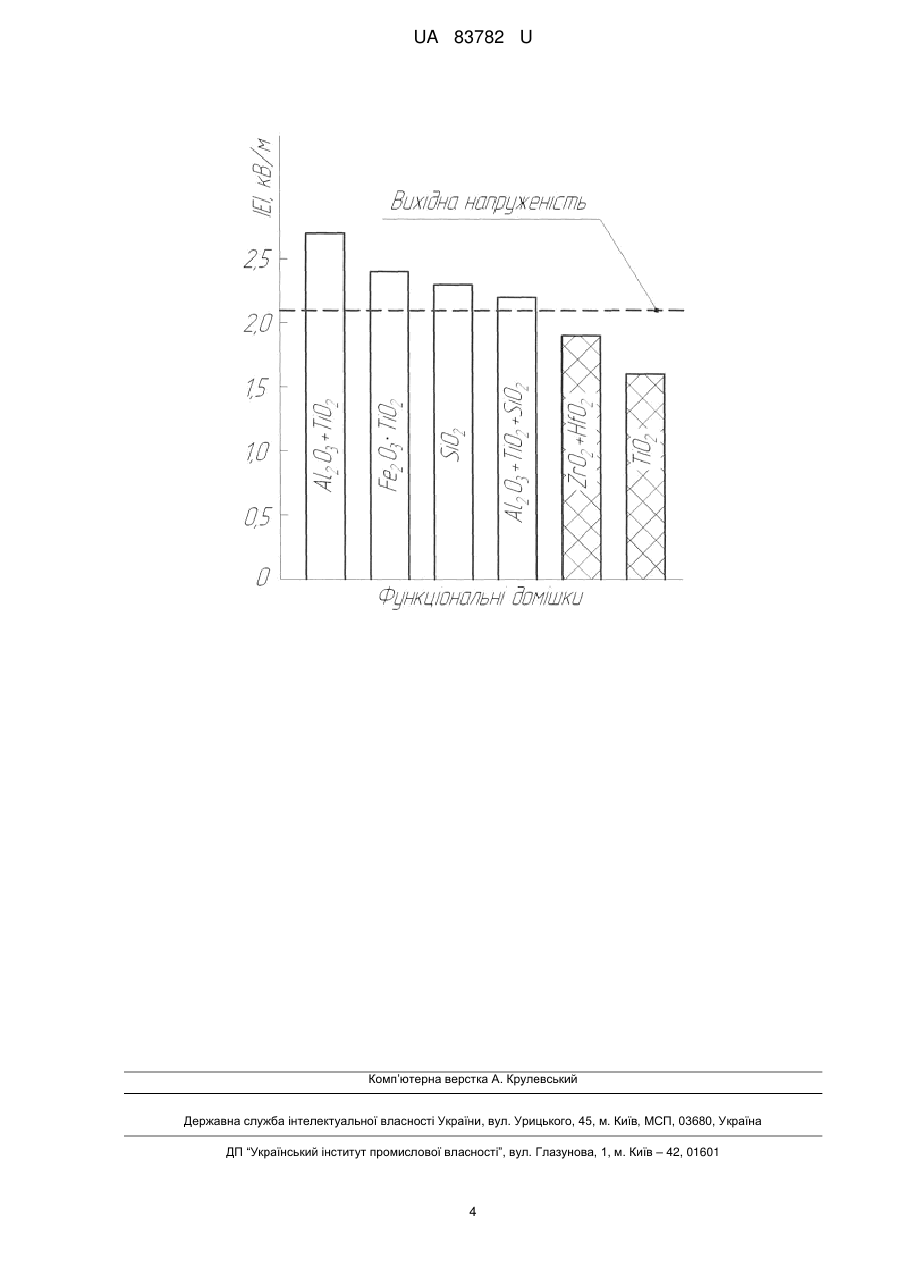
Реферат: Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента включає вибір поточних критеріїв, пов'язаних зі зносостійкістю, задання їх еталонних значень і визначення працездатності інструмента порівнянням поточних значень критеріїв з їх еталонними значеннями. За критерій беруть величину напруженості електростатичного поля частинок абразивного шламу, у якому знаходяться домішки, причому напруженість визначають шляхом безконтактної фіксації під час оброблення інструментом або після. UA 83782 U (12) UA 83782 U UA 83782 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів та струмопровідних матеріалів і може бути використана для оцінювання зносостійкості шліфувального інструмента, що враховується в подальшому його виготовленні та застосуванні. При алмазно-абразивному шліфуванні виникає трибоелектризація, яка по своїй суті є контактною електризацією. Різниця потенціалів при контактній електризації визначається різницею робіт виходу контактуючих матеріалів. В процесі шліфування спостерігається контакт метал-неметал. Електризація, що виникає при контакті металу з неметалом обумовлена, з одного боку, переходом електронів з металу до неметалу і, з іншого боку, переходом іонів того чи іншого знака з неметалу на металічну поверхню. Виникнення електричних зарядів при контакті тіл залежить від ряду факторів: відстані між поверхнями, що піддаються тертю та їх стану (наявності плівок вологи та забруднень, шорсткості); характеру взаємодії тіл, що контактують; коефіцієнту та швидкості тертя; тиску; природи заряду; наявності зовнішніх електричних полів; стану навколишнього середовища (вологості, температури, забрудненості повітря). Вивчення процесів контактної електризації двох систем важливо проводити в умовах, які виключають утворення плівок вологи та вплив зовнішніх електричних полів. Відомий спосіб оцінки інтенсивності зношування контактуючих поверхонь (пат. РФ № 2139517, МПК G01 N3/56, опубл. 10.10.1999). Даний спосіб полягає в тому, що реєструють сигнали змінної складової природної термоелектрорушійної сили і віброакустичної емісії, які одночасно виникають при контактній взаємодії в реальному проміжку часу. Реєстрація включає підсилення, фільтрацію, аналогово-цифрове перетворення сигналів і збереження їх в пам'яті пристрою. Далі проводять обробку сигналів, при цьому знаходять сукупності тимчасових інтервалів, протягом яких має місце сталість форми спектра сигналу термоелектрорушійної сили. Для автоматичного виявлення границь інтервалів стаціонарності використовують критерій відносної зміни форми спектра на основі швидкого перетворення Фур'є по малій кількості точок, що є векторною різницею поточного та попереднього значення миттєвого спектра сигналу термоЕРС. Кожен знайдений інтервал стаціонарності ідентифікують, тобто відносять до певного класу взаємодії контактуючих поверхонь. В якості критерію розподілу використовують функцію когерентності сигналів термоелектрорушійної сили та віброакустичної емісії, фазу взаємного спектра та інші параметри, що застосовуються в теорії розпізнавання. Інтенсивність зношування визначають як суму вкладів діючих класів контактної взаємодії. Недоліками даного способу є значні витрати часу на ідентифікацію знайдених інтервалів стаціонарності (на віднесення їх до певного класу взаємодії контактуючих поверхонь), а також трудомісткість подальших розрахунків інтенсивності зношування. Реалізація даної методики потребує використання цілої номенклатури обладнання, що додає незручності у його підключенні. Крім того, застосування даного способу можливе лише для лезового електропровідного інструмента та шліфувального інструмента на металевому зв'язуючому та неможливість його використання при шліфуванні кругами на органічному чи полімерному зв'язуючому, коли спостерігається контакт метал-неметал. Також відомий спосіб оцінки впливу термоструму на стійкість різального інструмента (пат. РФ № 2170648, кл. В23В25/06, опубл. 20.07.2001), що полягає в почерговому різанні струмопровідного матеріалу ізольованим і неізольованим від маси верстата інструментом і вимірюванні через рівні інтервали часу зносу контактної поверхні інструмента. Використовують різальну пластину, у якій на головні та допоміжні задні поверхні, прилеглі до двох з вершин, наносять діелектричне зносостійке покриття і проводять різання, послідовно змінюючи положення вершин ріжучої пластини в корпусі інструмента в умовах, коли зношується тільки її передня контактна поверхня. Потім порівнюють зафіксовані через рівні інтервали часу параметри зносу передньої поверхні ріжучої пластини і оцінюють ступінь впливу термоструму. Недоліком цього способу є можливість його використання лише для лезового різального інструмента. Дослідження ряду науковців засвідчили негативний вплив електричних явищ, які виникають в зоні контакту інструмент-деталь, на зносостійкість різального інструменту (Бобровский В.А. Влияние термоэлектрических токов на износ инструмента при резании металлов // Электрические явления при трении и резании металлов. - М.: Наука, 1969. - С. 7-26). Для боротьби з ними, в тому числі, запропоновано проводити модернізацію верстатів, шляхом використання діелектричних покриттів їх вузлів. Проте, це не надає однозначного результату, оскільки застосування даного методу дозволяє розірвати лише зовнішній контур (верстатінструмент-деталь-верстат), тобто нівелювати лише вплив електричних явищ, які виникають внаслідок взаємодії вузлів верстата, але ж електризація в зоні контакту інструмент-деталь продовжує мати місце. 1 UA 83782 U 5 10 15 20 25 30 35 40 45 50 55 60 В основу корисної моделі поставлено задачу такого удосконалення відомих способів оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів (НТМ) із введенням функціональних домішок, при якому за критерій оцінювання беруть величину напруженості електростатичного поля частинок абразивного шламу, у якому знаходяться домішки, причому напруженість визначають шляхом безконтактної фіксації під час оброблення інструментом або після. Поставлена задача вирішується тим, що вдосконалення оцінювання зносостійкості шліфувального інструмента з НТМ із введенням функціональних домішок реалізується за рахунок оцінювання ефективності їх дії вимірюванням величини напруженості електростатичного поля шламу, як наслідку зношування робочого шару інструменту, у складі якого знаходяться, в свою чергу, мікрочастинки домішок, причому вимірювання проводять безконтактним шляхом та порівнянням цієї величини з величиною напруженості електростатичного поля шламу, зафіксованою при шліфуванні еталонним інструментом без введення в шар таких домішок. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється, і технічними результатами, які досягаються при її реалізації, полягає в безконтактному фіксуванні величини напруженості електростатичного поля шламу, що поляризується в процесі шліфування, і використанні цієї величини при оцінюванні зносостійкості інструмента з НТМ. Реалізація способу полягає в вимірюванні напруженості електростатичного поля шламу (Е, кВ/м) під час або після оброблення кругами з НТМ, з відмінними функціональними домішками робочого шару. В процесі шліфування, шлам збирається в окремому контейнері, де і відбувається фіксація напруженості його електростатичного поля вимірювачем параметрів електростатичного поля ИПЭП-1. Далі зафіксована величина порівнюється з вихідним (Ев, кВ/м) значенням напруженості електростатичного поля шламу, зафіксованою після оброблення стандартним алмазноабразивним інструментом без вмісту домішок у робочому шарі. Визначивши значення напруженості електростатичного поля шламу, можна судити про відносні витрати НТМ у робочому шарі шліфувальних кругів. Якщо це значення нижче вихідного (еталонного) значення Ев - це говорить про вищу зносостійкість шліфувального інструменту, вищому ж значенню відповідають більші відносні витрати зерен НТМ. При здійсненні алмазно-абразивного шліфування важливо враховувати фактори, які впливають на електризацію в процесах оброблення, це дозволяє змінити перебіг умов контакту інструменту з деталлю при шліфуванні. Знаючи ж про негативний вплив електричних явищ, що спостерігаються при контакті інструмент-деталь-шлам, на відносні витрати абразивного матеріалу, важливо враховувати ефективність дії функціональних домішок у робочому шарі кругів з НТМ при їх виготовленні. Це досягається включенням як домішок сполук, оцінка ефективності яких характеризується нижчим, порівняно з еталонним (вихідним), значенням напруженості електростатичного поля шламу, зафіксованим під час або після оброблення кругами, які містять в своєму складі ці домішки. Перевагами запропонованого способу є те, що вимірювання величини Е, кВ/м здійснюється безконтактним шляхом, що дозволяє відмовитись від застосування додаткового громіздкого обладнання чи вводу безпосереднього контакту в зону шліфування, що економить час, та можливість застосування цього способу в процесах механічного оброблення, коли спостерігається контактна електризація по типу метал-неметал. Оскільки спосіб не передбачає підключення обладнання до замкнутого електричного контуру і, тим самим, не потребує використання суто струмопровідних інструмента та деталі. Перевагою також є те, що фіксація напруженості електростатичного поля шламу, за допомогою ИПЭП-1, не потребує подальших розрахунків та використання додаткового обладнання. Приклад Проведено шліфування зразків твердого сплаву Т15К6 алмазними кругами типу 12А2-45 габаритних розмірів 1255332 з вмістом в абразивному шарі алмазного порошку АС6 зернистості 125/100 і додаванням як домішок абразивного шару кварцового піску (SiO2), дистену (Аl2О3+ТіО2), ільменіту (Fе2О3ТiO2), ставроліту (Al2O3+TiO2+SiO2), циркону (ZrO2+HfO2) або 3 рутилу (ТіО2), при продуктивності обробки Q=500 мм /хв. Значення напруженості електростатичного поля шламу фіксувались за допомогою вимірювача параметрів електростатичного поля ИПЭП-1. Для підтвердження можливості використання способу на практиці також було визначено відносні витрати НТМ, як критерій зносу шліфувального інструмента, лінійним методом. Даний метод ґрунтується на визначенні зміни висоти робочого шару кругу за певний період його роботи, яке виконується за допомогою довгоміру. Визначивши зменшення висоти робочого 2 UA 83782 U 5 10 шару круга та знаючи кількість карат НТМ в ньому, визначаються відносні витрати алмазноабразивного порошку (q, мг/г). На кресленні зображено порівняння напруженості електростатичного поля шламу, зафіксованих після оброблення кругами з функціональними домішками в робочому шарі, з вихідним (еталонним) значенням, зафіксованим після оброблення кругом, який не містить домішок в робочому шарі. Дослідження показали (таблиця, фіг.), що найвище значення напруженості електростатичного поля шламу зафіксоване після оброблення кругами з домішками дистену в робочому шарі, найнижче - з домішками рутилу. Оцінивши, по отриманих значеннях, зносостійкість шліфувального інструмента з НТМ, можна говорити про те, що найвищу зносостійкість мають круги з вмістом рутилу як функціональної домішки в робочому шарі, найнижчу ж - з домішками дистену. Це варто пов'язати з високими діелектричними показниками рутилу. Таблиця Значення напруженості електростатичного поля шламу та відносних витрат НТМ після оброблення кругами з функціональними домішками в робочому шарі №, п/п 1 2 3 4 5 6 7 Характеристики НТМ АС6 125/100-100 %-В2-08 (стандартний інструмент) АС6 125/100-75 %+Кварц 315/250-25 %-В2-08 АС6 125/100-75 %+Дістен 160/125-25 %-В2-08 АС6 125/100-75 %+Ільменіт 160/125-25 %-В2-08 АС6 125/100-75 %+Ставроліт 160/125-25 %-В2-08 АС6 125/100-75 %+Циркон 160/125-25 %-В2-08 АС6 125/100-75 %+Рутил 125/100-25 %-В2-08 |Е|, кВ/м 2,1 2,3 2,7 2,4 2,2 1,9 1,6 q, мг/г 71,28 75,31 93,62 79,14 72,67 64,29 60,42 15 20 Крім того, як видно з таблиці, вищому значенню напруженості електростатичного поля шламу відповідають більші відносні витрати НТМ, що підтвердило результати досліджень. Отже, у нашому випадку, для зменшення електризації в зоні шліфування і, як наслідок, підвищення зносостійкості шліфувальних кругів із НТМ варто вносити, в якості функціональних домішок в робочому шарі інструменту, рутил або циркон. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента, який включає вибір поточних критеріїв, пов'язаних зі зносостійкістю, задання їх еталонних значень і визначення працездатності інструмента порівнянням поточних значень критеріїв з їх еталонними значеннями, який відрізняється тим, що за критерій беруть величину напруженості електростатичного поля частинок абразивного шламу, у якому знаходяться домішки, причому напруженість визначають шляхом безконтактної фіксації під час оброблення інструментом або після. 3 UA 83782 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 25/00, G01N 3/56
Мітки: інструмента, матеріалів, зносостійкості, функціональних, шар, шліфувального, оцінювання, спосіб, робочий, надтвердих, введенням, домішок
Код посилання
<a href="https://ua.patents.su/6-83782-sposib-ocinyuvannya-znosostijjkosti-shlifuvalnogo-instrumenta-z-nadtverdikh-materialiv-iz-vvedennyam-funkcionalnikh-domishok-u-robochijj-shar-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента</a>
Спосіб підвищення зносостійкості алмазного шліфувального інструменту

Номер патенту: 67305
Опубліковано: 10.02.2012
Автори: Бровченко Анатолій Михайлович, Лєщук Ірина Венедиктівна, Смоквина Володимир Віталійович, Ільницька Галина Дмитриївна, Лавріненко Валерій Іванович
МПК: B24B 9/00
Мітки: інструменту, зносостійкості, шліфувального, спосіб, підвищення, алмазного
Формула / Реферат:
Спосіб підвищення зносостійкості алмазного шліфувального інструменту, що включає алмази невисокої міцності (АС4-АС6) і базується на зміні властивостей алмазу, який відрізняється тим, що алмази попередньо розділяють за різною магнітною сприйнятливістю у магнітному полі на різні фракції та проводять термообробку необхідної фракції у інертному газовому середовищі при температурі 700-900 °C.
Спосіб підвищення зносостійкості різального інструмента
Номер патенту: 43594
Опубліковано: 25.08.2009
Автори: Степаненко Алла Миколаївна, Усачов Петро Антонович
МПК: C23C 22/05
Мітки: інструмента, зносостійкості, підвищення, спосіб, різального
Формула / Реферат:
Спосіб підвищення зносостійкості різального інструмента шляхом зміни фізико-механічних властивостей поверхневого шару інструментального матеріалу робочої поверхні інструмента, що включає знежирення в органічному розчиннику, декапірування у розчині соляної і сірчаної кислот, промивання у воді, що містить інгібітори корозії, нанесення нікель-фосфорногопокриття на робочу поверхню інструмента, промивання водою, сушіння і термообробку, який...
Спосіб підвищення зносостійкості різального інструмента
Номер патенту: 12010
Опубліковано: 16.01.2006
Автори: Мілько Володимир Володимирович, Гладкий Ярослав Миколайович
МПК: B22F 3/24
Мітки: різального, підвищення, спосіб, інструмента, зносостійкості
Формула / Реферат:
Спосіб підвищення зносостійкості різального інструмента шляхом нанесення на поверхню різального інструмента хімічним методом низькотемпературного покриття у вигляді плівок зносостійкого хрому товщиною до 10 мкм, який відрізняється тим, що обробка проводиться хімічним розчином у складі:лимонна кислота 50 гдистильована вода до 1 лбіхромат калію ...
Спосіб шліфування надтвердих матеріалів
Номер патенту: 76437
Опубліковано: 10.01.2013
Автори: Грабченко Анатолій Іванович, Кліменко Віталій Григорович, Пижов Іван Миколайович, Алексеєнко Дмитро Михайлович
МПК: B24B 1/00
Мітки: матеріалів, надтвердих, шліфування, спосіб
Формула / Реферат:
Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом a, а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут a здійснюють його повертання у...
Спосіб випробування і оцінювання зносостійкості пар тертя ковзання за схемою “циліндр – куля”
Номер патенту: 82697
Опубліковано: 12.08.2013
Автори: Диха Максим Олександрович, Диха Олександр Володимирович, Вельбой Володимир Пилипович
МПК: G01N 3/56
Мітки: пар, зносостійкості, оцінювання, випробування, схемою, ковзання, спосіб, куля, тертя, циліндр
Формула / Реферат:
Спосіб випробування і оцінювання зносостійкості пар тертя ковзання за схемою "циліндр - куля", за яким використовується зразок випробуваного матеріалу у формі циліндра і контрольний зразок (контртіло), між якими відбувається силовий контакт і відносне переміщення під час випробування, який відрізняється тим, що контртіло у формі кульки шарикопідшипника закріплено нерухомо, а інтенсивність зношування обчислюють за формулою
Попередній патент: Спосіб інтестинальної терапії
Наступний патент: Спосіб одержання лікарського засобу седативної, судинорозширювальної та спазмолітичної дії у твердій формі (таблеток, сублінгвальних таблеток або капсул)
Випадковий патент: Спосіб відновлення рецептивності ендометрія у жінок з ендометріальною формою непліддя