Спосіб підвищення зносостійкості різального інструмента
Номер патенту: 12010
Опубліковано: 16.01.2006
Автори: Гладкий Ярослав Миколайович, Мілько Володимир Володимирович
Формула / Реферат
Спосіб підвищення зносостійкості різального інструмента шляхом нанесення на поверхню різального інструмента хімічним методом низькотемпературного покриття у вигляді плівок зносостійкого хрому товщиною до 10 мкм, який відрізняється тим, що обробка проводиться хімічним розчином у складі:
лимонна кислота 50 г
дистильована вода до 1 л
біхромат калію 60 г
азотнокислий натрій 5 г.
Текст
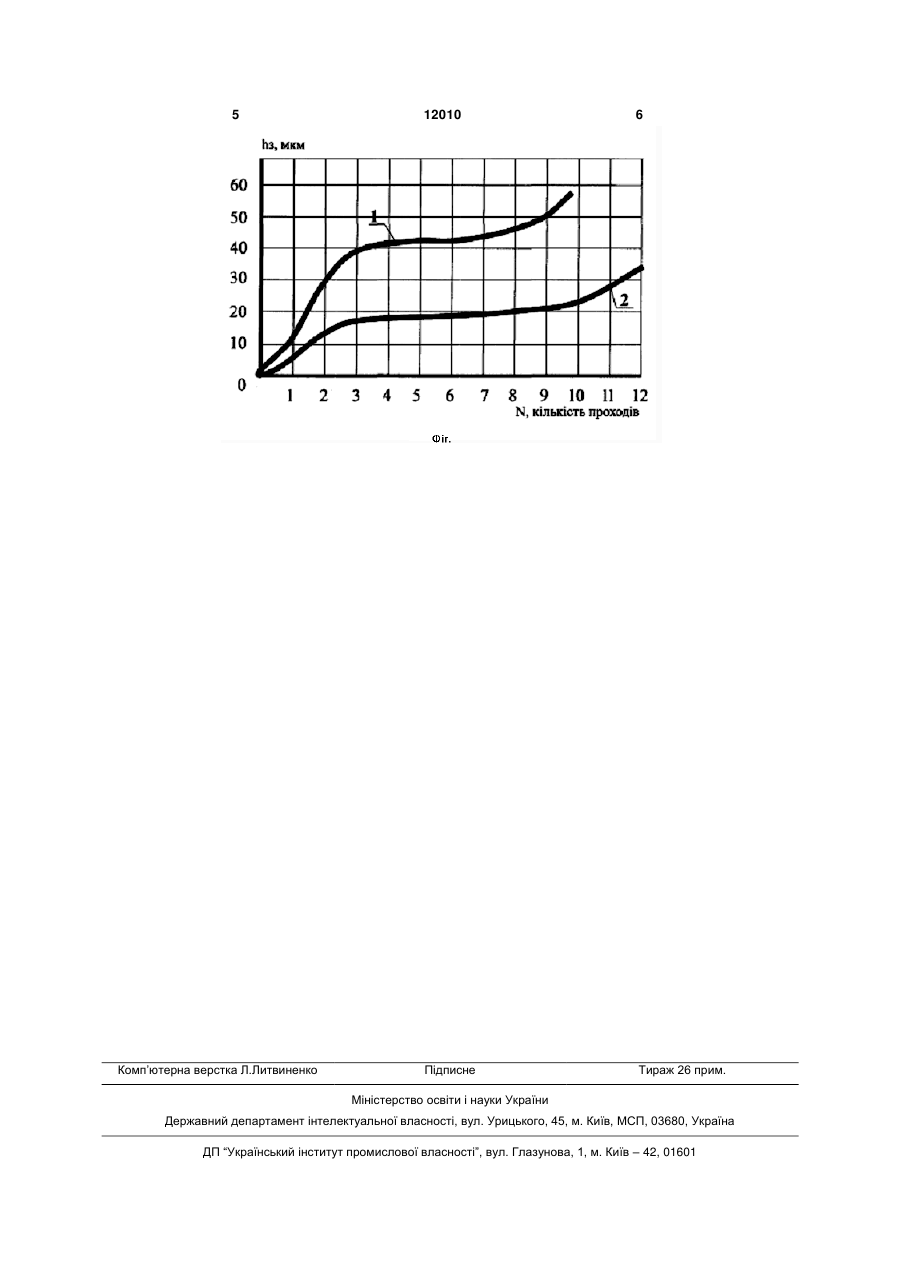
Спосіб підвищення зносостійкості різального інструмента шляхом нанесення на поверхню різа 3 12010 4 В основу корисної моделі поставлено завдан- число зубів - Z=45; ня комплексного підвищення зносостійкості різа- передній кут - =5; льного інструменту шляхом хімічного осадження - задній кут - =15. на його поверхні плівок хрому. Пази прорізали на заготовці довжиною 360мм, Поставлене завдання вирішується шляхом наглибиною h=3,5мм і режимах обробки: несення на поверхню різального інструменту хіміподача на зуб фрези – Sz=0,002мм/зуб; чним методом низькотемпературного покриття у подача на оберт – S0=0,083мм/об; вигляді плівок зносостійкого хрому товщиною до хвилинна подача – Sx=20мм/хв; 10мкм, згідно запропонованої корисної моделі, число обертів фрези - n=240об/хв; обробка проводиться хімічним розчином у складі: швидкість різання - V=59,5м/хв; лимонна кислота - 50г; Оброблюваний матеріал: дистильована вода - до 1л; розміри заготовки - 360 150 10мм; біхромат калію - 60г; матеріал заготовки - ШХ-15, твердість НВ азотнокислий натрій - 5г. 187...220. Осадження плівок хрому здійснюється хімічРезультати випробувань в порівнянні з станним методом при кімнатній температурі. Для цього дартними необробленими фрезами представлено обезжирений зразок (інструмент) занурювали на на Фіг., де показано вплив технології обробки дисвесь період обробки в простий хімічний розчин кових фрез на зношування зубців по задній повервище приведеного складу: хні при фрезеруванні пазів в заготовках із сталі Температура розчину - 333-347°К. ШХ15:1 - серійні необроблені фрези; 2 - фрези Час витримки в розчині до 75...90 хвилин. оброблені за запропонованим методом (1 прохід Відомо, що в процесі виготовлення різального =360мм, або 18 хвилин). інструменту з вуглецевих, легованих і швидкорізаАналогічний ефект підвищення зносостійкості льних сталей в результаті структурних перетвобуло виявлено і для інших різальних інструментів, рень при термічній обробці і кінцевому механічнозокрема різців та свердел. му доведенні поверхні шліфуванням виникають Джерела інформації. дефекти (мікро- і макротріщини) глибиною до 1. Андреев Α.Η. Инструментальные материа0,1мм [6, 7]. Такі поверхневі дефекти являються лы и их применение. -Обзор. -М.: НИИмаш, 1987. концентраторами напружень, які зменшують його 128с. працездатність, за рахунок зменшення границі 2. Верещака А.С., Касьянов С.В. Работоспосоміцності при згині, ударної в'язкості і границі вибность и эксплутационная надежность быстроретривалості. Крім цього вони підвищують схильність жущего инструмента при нанесении износостойких інструментальних матеріалів до крихкого руйнупокрытий //Высокопроизводительные конструкции вання. Поверхневі і підповерхневі дефекти в інрежущего инструмента. -М.: МДНТП им. Ф.Э. Дзеструментальних матеріалах призводять до викриржинского, 1976. -с.64-70. шування різальної кромки або руйнування 3. Браун У., Сроули Дж. Испытания высокопінструменту і одночасно являються центрами інтерочных металлических материалов на вязкость нсивного схвачування при терті стружки по його разрушения при плоской деформации. -М:. Мир, поверхні. 1972.- 243с. Приклад виконання способу 4. Верещака А.С., Деревлев П.С. Повышение В ємність з хімічним розчином в складі: производительности процесса фрезерования лимонна кислота - 50г; конструкционных сталей твердосплавным инструдистильована вода - до 1л; ментом с покрытиями //Высокопроизводительные біхромат калію - 60г; конструкции режущего инструмента. -М.: МДНТП азотнокислий натрій - 5г; им. Ф.Э. Дзержинского, 1976. -с.112-119. занурювались прорізні насадні фрези на тер5. Спосіб підвищення тріщиностійкості інструмін до 75...90 хвилин. Температура розчину - 333ментальних сталей. Гладкий Я.М., Сілін P.I., Се347°К. менюк B.I. Патент України №22093А від Для обробки використані дискові прорізні на23.04.1998p. садні фрези з основними параметрами: 6. Геллер Ю.А. Инструментальные стали. - діаметр фрези - D=79мм; М.:Металлургия, 1968. -568 с.7, Малинина Е.И. - товщина фрези - b=0,5 6мм; Образование трещин при термической обработке. - матеріал фрези - швидкорізальна сталь -М.:Машгиз, 1965. -372с. Р6М5; 5 Комп’ютерна верстка Л.Литвиненко 12010 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increasing the wear resistance of cutting tool
Автори англійськоюGladkyi Yaroslav Mykolaiovych, Milko Volodymyr Volodymyrovych
Назва патенту російськоюСпособ повышения износостойкости режущего инструмента
Автори російськоюГладкий Ярослав Николаевич, Милько Владимир Владимирович
МПК / Мітки
МПК: B22F 3/24
Мітки: підвищення, спосіб, різального, зносостійкості, інструмента
Код посилання
<a href="https://ua.patents.su/3-12010-sposib-pidvishhennya-znosostijjkosti-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення зносостійкості різального інструмента</a>
Спосіб підвищення зносостійкості твердосплавного різального інструменту
Номер патенту: 31610
Опубліковано: 15.12.2000
Автори: Мазур Микола Петрович, Мілько Володимир Володимирович
МПК: B22F 3/24
Мітки: твердосплавного, зносостійкості, різального, інструменту, спосіб, підвищення
Текст:
...2) перехід на обробку з нормативними режимами, що допускаються потужністю верстату і жорсткістю системи різання, яка продовжується до зношування зносостійкого поверхневого шару (5... 15 хв); 3) по завершенню цього часу проводиться відновлення зносостійкого поверхневого шару переходом на різання з оптимальною швидкістю, вирахованою для інструменту вже зношеного за попередній період роботи, і потім повторення циклу переходом на обробку з...
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Сошко Віктор Олександрович, Розов Юрій Георгійович
МПК: C21D 6/00, C23C 22/00
Мітки: спосіб, інструмента, зміцнення, різального
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 70145
Опубліковано: 15.09.2004
Автори: Ульшин Віктор Іванович, Тихомиров Сергій Володимирович, Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна, Сидорчук Олег Миколайович
МПК: B23P 15/48, B22F 7/06
Мітки: спосіб, інструмента, виготовлення, різального, заготовок
Формула / Реферат:
Спосіб виготовлення заготовок різального інструмента, що включає розміщення в контейнері металевого сердечника, засипання у щілину між стінками контейнера та сердечником порошку швидкорізальної сталі, який відрізняється тим, що сердечник встановлюють у керамічний контейнер, куди шляхом струминного формування розпилюють газом розплав швидкорізальної сталі та отримують біметалеву заготовку, яку виймають з контейнера для наступного покрокового...
Спосіб підвищення зносостійкості оброблюючого інструменту
Номер патенту: 21352
Опубліковано: 02.12.1997
Автори: Каплун Віталій Григорович, Пастух Ігор Маркович
МПК: C22C 27/00, C23C 4/00
Мітки: підвищення, оброблюючого, спосіб, зносостійкості, інструменту
Формула / Реферат:
Способ повьішения износостойкости обрабатывающего инструмента, включающий оснашение режущего инструмента механически закрепляемыми твердосплавними режущими злементами, отличающийся тем, что твердо-сплавньїе режуїдие злементн предварительно подвергают диффузионному упрочнению поверхности ионно-плазмснным методом.
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 69094
Опубліковано: 16.08.2004
Автори: Сидорчук Олег Миколаєвич, Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна
МПК: B23P 15/30, B22F 7/06
Мітки: виготовлення, інструмента, заготовок, спосіб, різального
Формула / Реферат:
Спосіб виготовлення заготовок різального інструмента з порошків швидкорізальних сталей, що включає розміщення в контейнері металевого осердя, засипку у щілину між стінками контейнера та осердям порошку швидкорізальної сталі, вакуумування, герметизацію та нагрів, який відрізняється тим, що контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу , механічній та...
Попередній патент: Мікрометричний нутромір
Наступний патент: Спосіб визначення зсувних характеристик мастильної плівки
Випадковий патент: Пристрій для зовнішнього шліфування циліндричних деталей