Спосіб комбінованої сфероідизуючої обробки сталі для металопродукції
Номер патенту: 88084
Опубліковано: 25.02.2014
Автори: Долженков Іван Єгорович, Мачуська Неоніла Данилівна, Івченко Олександр Васильович
Формула / Реферат
1. Спосіб комбінованої сфероідизуючої обробки сталі для металопродукції, що включає попередню обробку і короткочасний сфероідизуючий відпал без або з фазовою перекристалізацією, який відрізняється тим, що як предобробки здійснюють гартування по завершенні гарячої деформації.
2. Спосіб за п. 1, який відрізняється тим, що гартування сталей з будь-яким вмістом вуглецю здійснюють переривчасто або перервано і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури Мн+20…50 °C, після чого охолодження продовжують в довільному або регламентованому режимі, де Мн - температура початку мартенситного перетворення в °С.
3. Спосіб за п. 1, який відрізняється тим, що гартування сталей з вмістом вуглецю до 0,6 %, у яких температура Мк вище 20 °C здійснюють безперервно і проводять зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури Мк, після чого охолодження продовжують довільно або регламентовано, де Мк - температура кінця мартенситного перетворення в °C.
Текст
Реферат: UA 88084 U UA 88084 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до областей металургії та машинобудування, зокрема до термічної обробки металопрокату, кованок, штамповок та інших заготовок з конструкційних вуглецевих і легованих сталей, що передує виготовленню металопродукції або шляхом холодного штампування чи висадки кріпильних різьбових чи інших виробів, або обробки виробів різанням, або шляхом послідовного поєднання цих обробок. Відомий спосіб термічної обробки прокату з доевтектоїдних сталей, що включає гарячу пластичну деформацію, охолодження зі швидкістю більше критичної до 700-500 °C, ізотермічну витримку при цій температурі протягом 20-60 хв. і відпал при температурі 730-760 °C (А.С. 3 СРСР № 829687, МПК C21D 1/ 02, опублікований 15.05.1981 р., Бюл. № 18). Спосіб сприяє підвищенню ступеня сфероідизації карбідів за рахунок розширення інтервалу відпалу, однак отриманню стабільного результату перешкоджає відсутність взаємозв'язку температурного режиму і фактичного вмісту вуглецю в сталі. Крім цього проведення ізотермічної витримки при температурі 700-500 °C протягом 20-60 хв. вимагає додаткових енерговитрат, а також наявності відповідного термічного обладнання. Відомий спосіб сфероідизуючої обробки легованої сталі, що включає нагрів, пластичну деформацію в інтервалі 1250-1000 °C з обтисненням в 1-2-х останніх пропусках 8-15 %, регламентоване охолодження на повітрі і сфероідизуючий відпал при температурі Ас 1+10-40 °C 3 з подальшим повільним охолодженням (А.С. СРСР № 1168614, МПК C21D 1/78, C21D 8/00, опублікований 23.07.1985 р., Бюл. № 27). Відмінною особливістю даного способу є те, що витримку перед обтисненням в 1-2-х останніх пропусках здійснюють протягом 30-60 с, а охолодження з температури кінця прокатки проводять зі швидкістю 7-10 °C/с. Запропоноване рішення дозволяє підвищити якість прокату при одночасному скороченні тривалості відпалу. Недоліком відомого способу є те, що проведення охолодження від температури кінця прокатки зі швидкістю 7-10 °C/с не забезпечує формування сприятливої структури для прискорення процесів сфероідизації карбідів при відпалі вуглецевої сталі рядового складу. Прототипом пропонованої корисної моделі, як найбільш близьким за своєю технічною суттю та за результатом, що досягається, є спосіб сфероідизуючої обробки вуглецевих і легованих сталей, що включає прискорене охолодження до 350-500 °C після гарячої деформації, нагрівання до температури вище Ас1 та охолодження до температури нижче Аr1, при цьому нагрів до температури вище Ас1 проводять безпосередньо після охолодження до 350-500 °C зі швидкістю, яка забезпечує перлітне перетворення в процесі нагрівання (А.С. СРСР № 905296, 3 МПК C21D1/78, опублікований 15.02.1982 р., Бюл. № 6). Така обробка покращує структуру за рахунок подрібнення карбідів і знижує термічні напруги. Недоліками способу за прототипом є відсутність фіксованих параметрів прискореного охолодження до 350-500 °C, що не дозволяє створити на етапі предобробки структуру, сприятливу для прискореного перебігу процесів сфероідизації, і тим самим скоротити тривалість і вартість відпалу. Необхідність нагрівання до температури вище Ас 1 безпосередньо після охолодження до 350-500 °C також є недоліком через складність реалізації даного технологічного прийому в реальному виробничому процесі, де найчастіше наступне нагрівання і відпал виконують після охолодження і транспортування сталі на переробне виробництво. Крім цього загальновідомо, що термічні напруги не впливають на структуру, а впливають лише на властивості. Задачею пропонованої корисної моделі є скорочення тривалості та поліпшення якості сфероідизації карбідів в сталі за рахунок поліпшення умов сфероідизації, а також забезпечення дисперсності карбідів згідно з вимогами нормативної документації для даного виду металопродукції. Поставлена задача вирішується тим, що в пропонованому способі комбінованої сфероідизуючої обробки сталі для металопродукції, проведенню операції короткочасного сфероідизуючого відпалу без або з фазовою перекристалізацією передує технологічна операція предобробки - гартування по завершенні гарячої деформації. При цьому в одному випадку гартування сталей з будь-яким вмістом вуглецю здійснюють переривчасто або перервано і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури трохи вище температури початку мартенситного перетворення (Мн +20-50 °C), після чого охолодження продовжують в довільному або регламентованому режимі; в іншому випадку гартування сталі з вмістом вуглецю до 0,6 %, у якої температура кінця мартенситного перетворення (Мк) вище 20 °C, здійснюють безперервно і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури кінця мартенситного перетворення (Мк), після чого охолодження продовжують довільно або регламентовано. Технічним результатом пропонованої корисної моделі є поліпшення умов і якості сфероідизації карбідів, що призводить до суттєвого скорочення тривалості сфероідизації 1 UA 88084 U 5 10 15 20 25 30 35 40 45 50 55 60 карбідів в сталі, забезпеченню дисперсності (балу) карбідів згідно вимог нормативної документації для даного виду металопродукції, підвищенню механічних та експлуатаційних властивостей готової металопродукції. Досягнення зазначеного технічного результату забезпечується набором істотних відмітних ознак. Між сукупністю суттєвих ознак об'єкта, що заявляється, і досягаємим технічним результатом існує причинно-наслідковий зв'язок. У пропонованому способі операції сфероідизуючого відпалу без або з фазовою перекристалізацією передує або переривчасте, або перерване, або звичайне гартування. В одному випадку гартування здійснюють переривчасто або перервано і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури трохи вище температури початку мартенситного перетворення (Мн +20-50 °C), після чого охолодження продовжують в довільному або регламентованому режимі. Це прийнятно для сталей з будь-яким вмістом вуглецю. В іншому випадку гартування здійснюють безперервно і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури кінця мартенситного перетворення (Мк), після чого охолодження продовжують довільно або регламентовано. Це застосовується для сталей з вмістом вуглецю до 0,6 % С, у яких температура кінця мартенситного перетворення (Мк) вище 20 °C. При здійсненні предобробки сталі шляхом переривчастого або перерваного гартування до температури трохи вище температури початку мартенситного перетворення (М н+20-50 °C) в заевтектоїдних сталях запобігається виділення надлишкового цементиту по межах аустенітних зерен, під дією неминуче виникаючих термічних напружень в переохолодженому і пересиченому вуглецем аустеніті генерується висока щільність дислокацій, яка веде до регомогенізації (неоднорідності по вуглецю) переохолодженого аустеніту і розпаду його не за нормальним евтектоїдним механізмом на пластинчастий перліт, а до розпаду за абнормальним механізмом на "точковий" перліт (тобто перліт з дисперсністю глобулярних карбідних часток, що значно дрібніше першого балу стандартної шкали). До необхідних за нормативно-технічною документацією розмірів (балу) карбідні частки доводяться потім короткочасним підкритичним (тобто без фазової перекристалізації) відпалом, або ще більш короткочасним відпалом з фазовою перекристалізацією. При здійсненні предобробки шляхом безперервного гартування сталі з вмістом вуглецю в межах до 0,6 % до температури кінця мартенситного перетворення (Мк) і наступного охолодження в довільному або регламентованому режимі в металі формується структура мартенситу і переохолодженого залишкового аустеніту, що легко і швидко трансформуються при подальшому короткочасному підкритичному відпалі в перліт зернистий з однорозмірними (приблизно однаковими за розмірами) зернистими карбідами необхідного балу. Обидві предобробки випробувані в лабораторних і виробничих умовах на круглому металопрокаті з доевтектоїдних вуглецевих і низьколегованих конструкційних сталей для холодної висадки марок 25Г2, 40Х, на евтектоїдній інструментальній сталі марки У8 і на трубах з заевтектоїдних підшипникових сталей ШХ15, ШХ15СГ. Спосіб здійснюють наступним чином. Приклад 1 - кріплення. В умовах металургійного виробництва виготовили круглий прокат (катанку) діаметром 17,0 мм зі сталі марки 25Г2, який піддавали охолодженню за двома режимами. За першим прискореним з температури кінця прокатки (близько 1000 °C) шляхом перерваного гартування з самовідпуском до середньомасової температури 450 °C (Мн + 50 °C), змотування в моток і подальшого охолодження на повітрі. За другим змотування в моток і охолодження на повітрі (гарячекатаний стан). В умовах виробництва металевих виробів гарячекатаний прокат піддавали відпалу при температурі 680 °C протягом 4 годин (стандартний режим), а прискорено охолоджений при температурі 680 °C протягом 2 годин (скорочений режим). Скорочений режим відпалу прокату, що зазнав предобробку шляхом перерваного гартування, являє собою один з варіантів комбінованої сфероідизуючої обробки (КСО), що є предметом даної корисної моделі. Весь прокат переробляли на гайку розміром МІ2. Перед переробкою з поверхні прокату видаляли окалину (піддавали травленню) і проводили нанесення мастильного шару на поверхню (фосфатування). Під час перетягання прокату на волочильному стані АЗТМ 1/750 на дріт діаметром, що необхідний для виготовлення гайки, використовували дворазове волочіння на діаметр 14,3 мм. Виготовлення заготовки шестигранної гайки М12 (крок різьби 1,75 мм) за ДСТУ ГОСТ 5915:2008 проводили на холодновисадочному чотирипозиційному автоматичному пресі. Випробування гайок пробним навантаженням проводили згідно з вимогами стандарту шляхом осьового розтягування за допомогою випробувальної машини FP-100/1. Результати випробування показали, що гайки з гарячекатаної катанки витримують пробне навантаження 2 UA 88084 U 5 10 15 20 25 30 35 40 45 50 55 величиною 6,3-6,6 КН, що відповідає класу міцності 6, а гайки з катанки, що була піддана КСО, витримують пробне навантаження величиною 7,5-7,6 КН, що відповідає класу міцності 8. Виробництво продукції підвищеної міцності забезпечується за рахунок формування дрібнодисперсної структури в процесі КСО. При цьому досягається скорочення тривалості відпалу, що призводить до економії енерговитрат і зниження собівартості готової продукції. Приклад 2 - труби зі сталі ШХ15. В умовах трубопрокатного цеху гарячекатані труби зі сталі ШХ15 розмірами 160 × 12 та 118 × 15 мм довжиною 8 м після виходу з розкатного стану піддавали перерваному гартуванню водою у спеціальному потоковому охолоджувальному пристрої безперервної дії з перериванням гартування при температурах від 700 до 400 °C на поверхні труб з наступним доохолодженням на спокійному повітрі. Оскільки при таких режимах гартування мікроструктура труб в процесі гартування залишалася високопластичною аустенітною, неминуче виникаючи при цьому термічні напруження не викликали утворення гартівних тріщин; високі швидкості охолодження запобігають виділенню з переохолодженого аустеніту надлишкового легованого цементиту по межах зерен; генеровані в переохолодженому аустеніті термічними напруженнями дислокації призводили до перебігу в ньому одночасно двох механізмів перетворення: нормального на тонкодисперсний квазіевтектоїд з пластинчастою морфологією феритокарбідних фаз, і абнормального на "точковий" зернистий перліт. В результаті утворюється змішана структура з тонкопластинчастого і дрібнозернистого квазіперліту без карбідної сітки по межах зерен, яка більш сприятлива для прискорення сфероідизації карбідів, ніж мікроструктура пластинчастого перліту гарячекатаної сталі з карбідною сіткою по межах зерен. Перервано загартовані труби піддавали потім короткочасному одноступінчатому відпалу за режимом: аустенітизація 120 хвилин при 820 °C, охолодження зі швидкістю 40-45 °C/год. до 680 °C, подальше охолодження на спокійному повітрі. Загальний час відпалу не перевищував 4 години, що в три рази менше тривалості відпалів гарячекатаних труб. Металографічний аналіз і вимірювання твердості труб, що піддані комбінованій сфероідизуючій обробці (КСО), показали відповідність мікроструктури і твердості вимогам чинного стандарту. На підшипниковому заводі з труб розмірами 160 × 12 та 118 × 15 мм, що були піддані запропонованій КСО, були виготовлені зовнішні і внутрішні кільця для радіальних сферичних дворядних роликових підшипників №3518. Оброблюваність різанням при різанні труб на кільця, підрізці торців, розточуванню кілець, проточці роликових доріжок на верстатах ТТ8701, утруднень не викликали, витрата ріжучих інструментів не перевищувала нормативної. Готові кільця були піддані стандартній остаточній термічній обробці: гартуванню від 860 °C в олії і низькому відпуску при 160 °C 4 години на гартівно-відпускному агрегаті Н-170. Всі термічно оброблені кільця визнані придатними, використані для складання роликопідшипників з роликами з загального потоку. Сорок роликопідшипників № 3518 піддали стендовим випробуванням на довговічність при радіальному навантаженні 7178 кгс і швидкості обертання 1200 об/хв на машині ЦКБ-59. Посадка внутрішніх кілець підшипників на вал була напруженою, зовнішніх кілець в корпус - ковзною. Випробування проводили до виходу з ладу якої-небудь деталі. Визначали фактичну, контрольну та середню довговічність підшипників, коефіцієнт розсіяння та стійкість партії, що випробовується (%). За всіма показниками підшипники з кільцями з труб, що були піддані КСО, перевершували підшипники з кільцями з гарячекатаних труб, що були піддані традиційному сфероідизуючому відпалу. Випробування припиняли через вихід з ладу роликів, жодне дослідне кільце в процесі випробування не вийшло з ладу. Таким чином, запропоноване технічне рішення КСО труб з підшипникових сталей марок ШХ в порівнянні з традиційним сфероідизуючим відпалом гарячекатаних труб за рахунок введення в технологію їх виробництва предобробки, що полягає в перерваному гартуванні труб з прокатного нагріву, дозволяє: в рази скоротити тривалість відпалу і тим самим суттєво знизити витрату газу та електроенергії; суттєво поліпшити якість сфероідизації карбідної фази в результаті диспергування карбідів і запобігання виділенню важко сфероідизуючого надлишкового легованого цементиту по межах зерен, утворенню більш однорідного зернистого перліту з більш однорозмірними карбідними глобулями; підвищити експлуатаційні характеристики готових виробів. Таким чином запропонований спосіб комбінованої сфероідизуючої обробки сталі для металопродукції дозволяє поліпшити умови і якості сфероідизації карбідів, що призводить до суттєвого скорочення тривалості сфероідизації сталі та економії витрат на енергоносії, підвищенню механічних та експлуатаційних властивостей готової металопродукції. 3 UA 88084 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб комбінованої сфероідизуючої обробки сталі для металопродукції, що включає попередню обробку і короткочасний сфероідизуючий відпал без або з фазовою перекристалізацією, який відрізняється тим, що як предобробки здійснюють гартування по завершенні гарячої деформації. 2. Спосіб за п. 1, який відрізняється тим, що гартування сталей з будь-яким вмістом вуглецю здійснюють переривчасто або перервано і ведуть зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури Мн+20…50 °C, після чого охолодження продовжують в довільному або регламентованому режимі, де Мн - температура початку мартенситного перетворення в °С. 3. Спосіб за п. 1, який відрізняється тим, що гартування сталей з вмістом вуглецю до 0,6 %, у яких температура Мк вище 20 °C здійснюють безперервно і проводять зі швидкістю вище критичної швидкості гартування для даної марки сталі до температури М к, після чого охолодження продовжують довільно або регламентовано, де Мк - температура кінця мартенситного перетворення в °C. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюDolzhenkov Ivan Yehorovych, Machuska Neonila Danylivna
Автори російськоюДолженков Иван Егорович, Мачуська Неонила Даниловна
МПК / Мітки
МПК: C21D 1/78
Мітки: спосіб, металопродукції, сталі, сфероідизуючої, обробки, комбінованої
Код посилання
<a href="https://ua.patents.su/6-88084-sposib-kombinovano-sferoidizuyucho-obrobki-stali-dlya-metaloprodukci.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої сфероідизуючої обробки сталі для металопродукції</a>
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: обробки, сталі, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18
Мітки: спосіб, термічної, обробки, молольних, куль, сталі
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталі
Номер патенту: 76659
Опубліковано: 15.08.2006
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Зазимко Оксана Володимирівна, Опальчук Андрій Савович, Лопатько Костянтин Георгійович
Мітки: термічної, сталі, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення попереднього термоциклювання перед гартуванням, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 350, 550, 750°С з охолодженням у воді після кожного циклу, а після цього здійснюють нагрів до температури вище точки Ас1, на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3...
Спосіб термічної обробки сталі
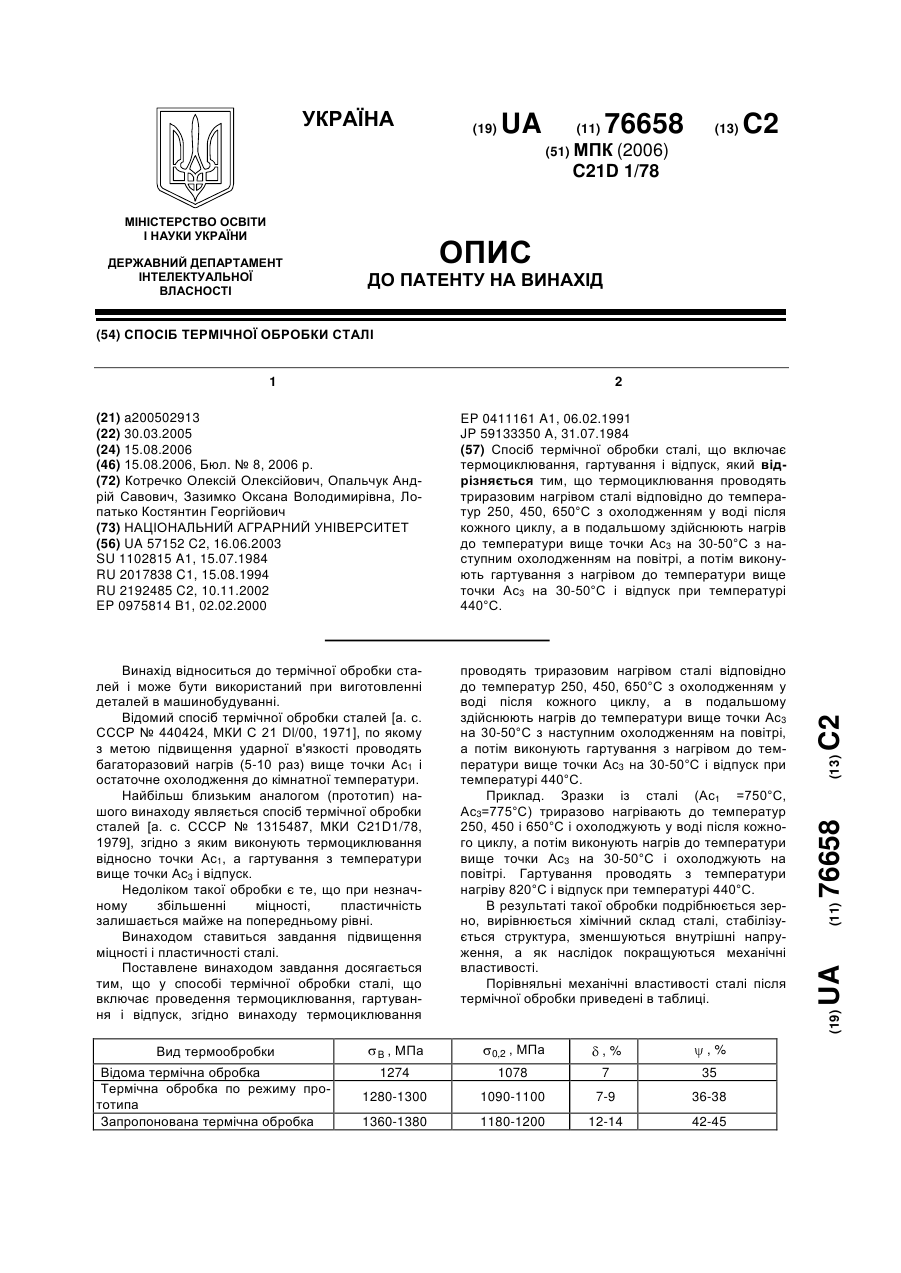
Номер патенту: 76658
Опубліковано: 15.08.2006
Автори: Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Зазимко Оксана Володимирівна, Опальчук Андрій Савович
МПК: C21D 1/78
Мітки: термічної, спосіб, сталі, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає термоциклювання, гартування і відпуск, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 250, 450, 650°С з охолодженням у воді після кожного циклу, а в подальшому здійснюють нагрів до температури вище точки Ас3 на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3 на 30-50°С і відпуск...
Спосіб термічної обробки металопродукції з легованих сталей, які нормалізуються
Номер патенту: 83059
Опубліковано: 27.08.2013
Автори: Уніят Михайло Анатолійович, Мірошниченко Вікторія Ігорівна, Ткаченко Ігор Федорович, Ткаченко Костянтин Ігоревич
МПК: C21D 1/00
Мітки: металопродукції, нормалізуються, термічної, легованих, спосіб, сталей, обробки
Формула / Реферат:
Спосіб термічної обробки металопродукції з легованих сталей, які нормалізуються, що включає нагрівання, ізотермічну витримку та кінцеву зміцнюючу термічну обробку (нормалізація), який відрізняється тим, що ізотермічну витримку здійснюють за наступних умов: Тв=½(Ас1+Ас3)±5 °C, tв=6÷9 хв/мм.
Попередній патент: Спосіб пересадки фрагментів селезінки
Наступний патент: Формувач складних кусково-лінійних функцій
Випадковий патент: Спосіб вимірювання температури