Спосіб наплавлення тонких фасонних дисків
Номер патенту: 90132
Опубліковано: 12.05.2014
Автори: Сенчишин Віктор Степанович, Шарик Мирослав Володимирович, Гаврилюк Володимир Ярославович, Пулька Чеслав Вікторович

Формула / Реферат
Спосіб наплавлення тонких фасонних дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення, одночасно обертають його відносно вертикальної осі, який відрізняється тим, що диск нагрівають при змінній питомій потужності в часі.
Текст
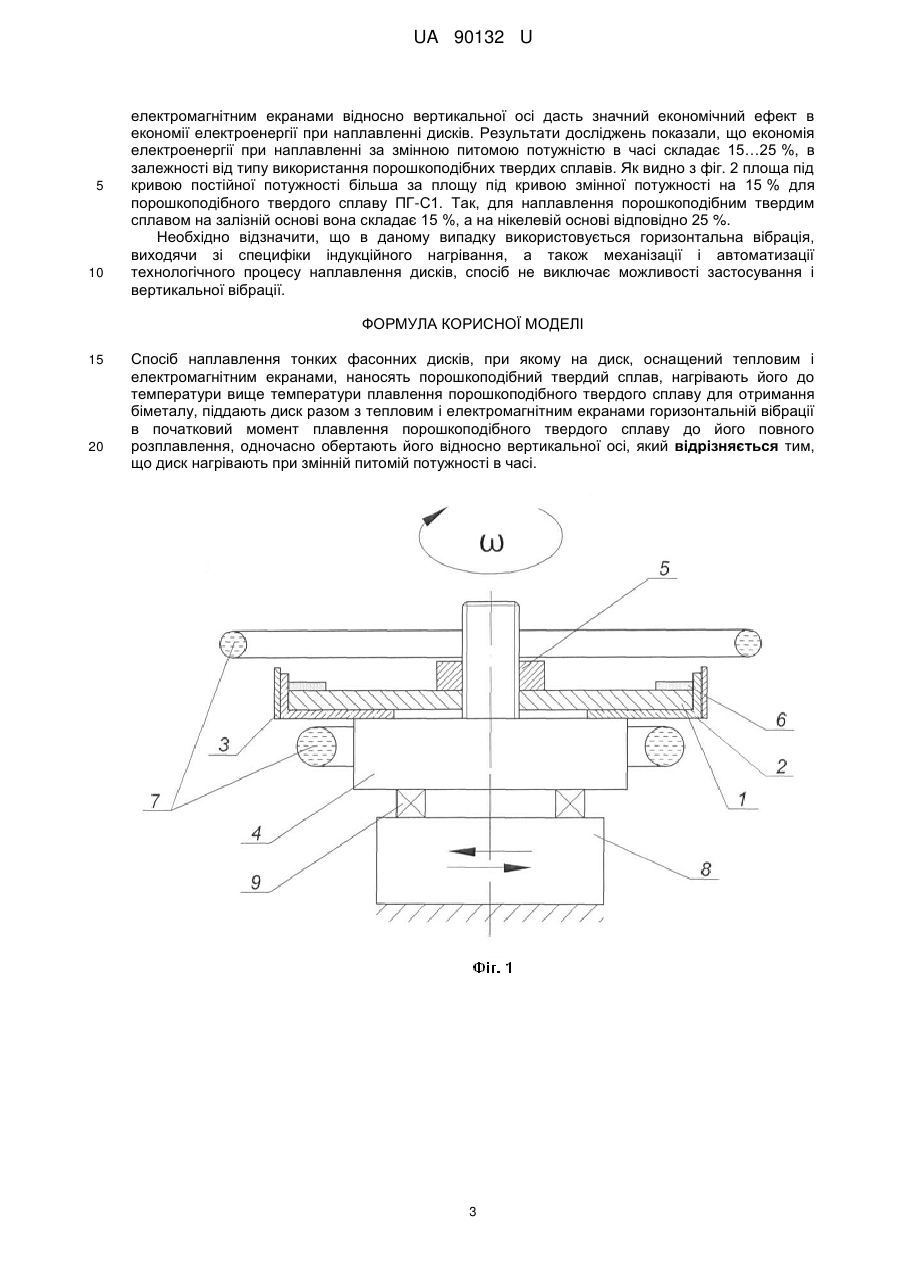
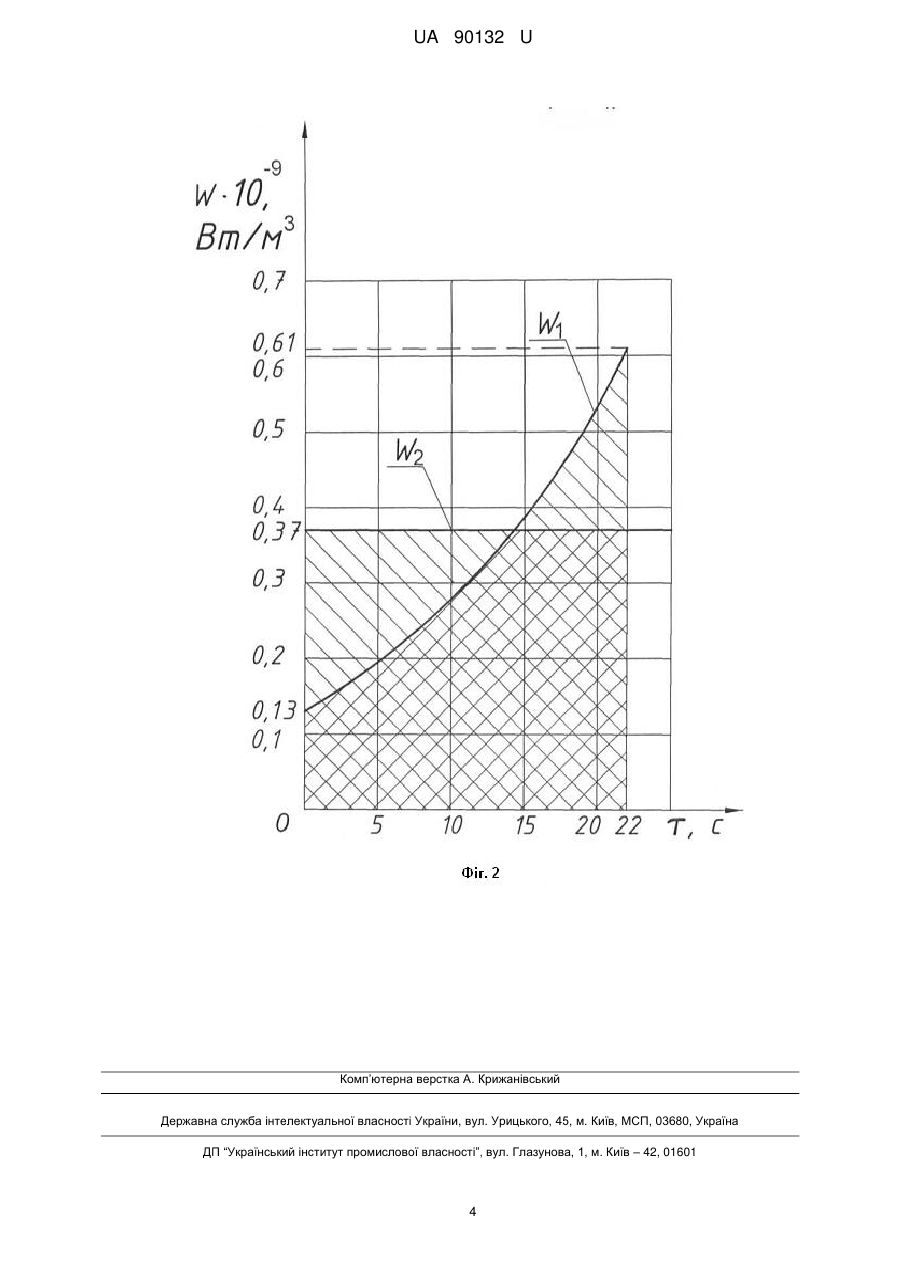
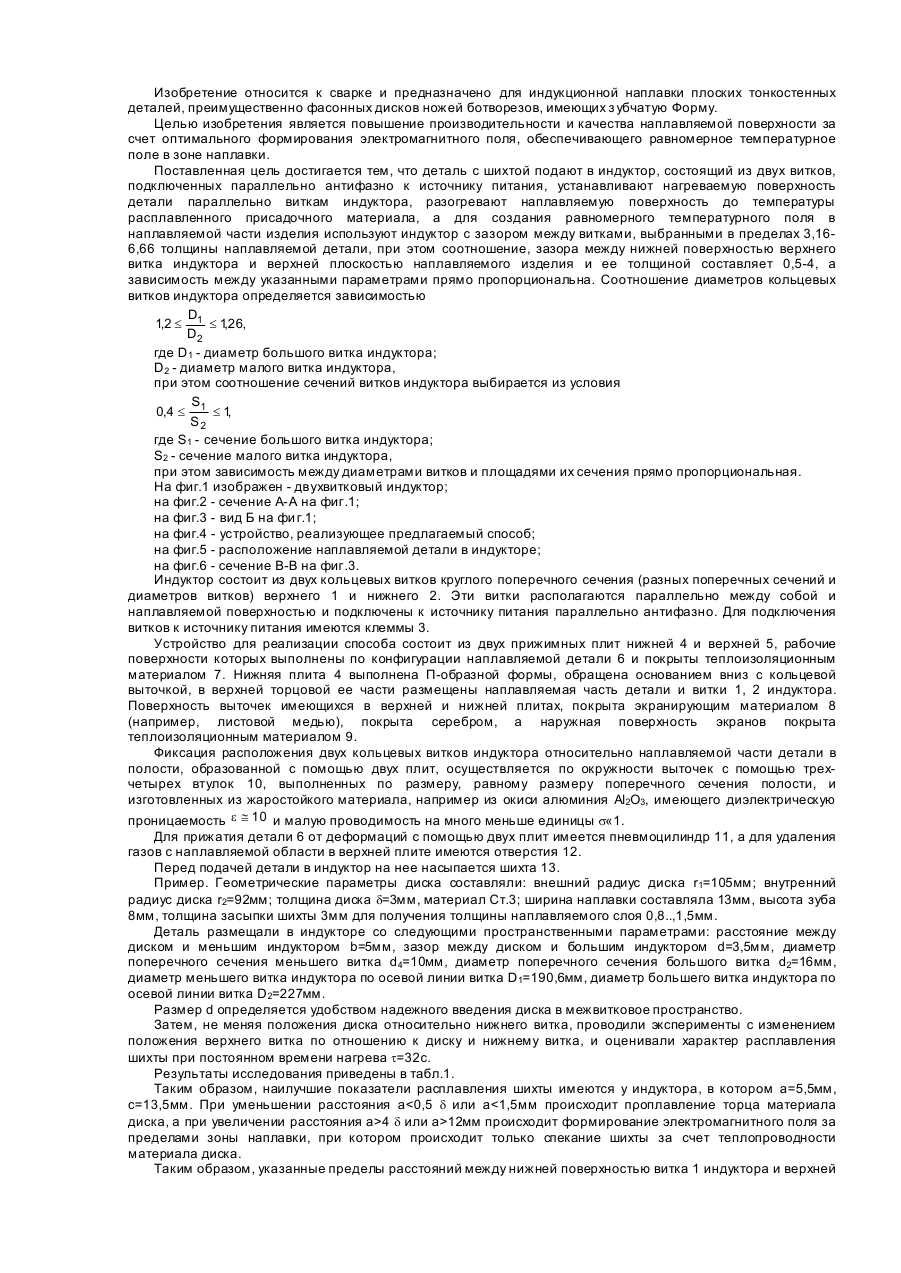
Реферат: Спосіб наплавлення тонких фасонних дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу. Піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення. Одночасно обертають його відносно вертикальної осі. Диск нагрівають при змінній питомій потужності в часі. UA 90132 U (54) СПОСІБ НАПЛАВЛЕННЯ ТОНКИХ ФАСОННИХ ДИСКІВ UA 90132 U UA 90132 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до споріднених із зварюванням технологій і може мати використання для наплавлення тонких фасонних дисків, які працюють в умовах абразивного спрацювання. Спосіб наплавлення тонких фасонних дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення, одночасно обертають його відносно вертикальної осі (див. пат. № 73032, МПК (2012.01) В23К 13/00, Бюл. № 17, 2012 p.). Недоліком даного способу є значні затрати електроенергії, для здійснення наплавлення за рахунок теплових втрат, які викликані конвекцією з поверхні диска, що підлягає наплавленню при постійній питомій потужності в часі. Диск, в цьому випадку, при значній її величині дуже швидко нагрівається до відповідної температури, де здійснюється інтенсивне тепловиділення в навколишнє середовище. В основу способу наплавлення тонких фасонних дисків поставлена задача розширення технологічних можливостей та збільшення економії електроенергії при наплавленні фасонних дисків, що приводить до зменшення теплових втрат в навколишнє середовище від поверхні диска. Поставлена задача вирішується тим, що спосіб наплавлення тонких фасонних дисків, при якому на диск, який оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, диск разом з тепловим і електромагнітним екранами піддають горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення, одночасно обертають його відносно вертикальної осі, згідно з корисною моделлю, диск нагрівають при змінній питомій потужності в часі. На фіг. 1 представлена схема здійснення способу наплавлення тонких фасонних дисків, на фіг. 2 показано характер зміни питомої потужності на індукторі, заштриховані площі при постійній та змінній потужностях в часі. Спосіб реалізують наступним чином. Тонкий фасонний диск 1, який жорстко з'єднаний з тепловим 2 та електромагнітним 3 екранами, встановлюють на стіл 4 і закріплюють болтом 5. Потім наносять порошкоподібний твердий сплав 6 спеціальним дозатором на відповідну ширину і товщину, для отримання шару наплавленого металу товщиною 0,8-1,5 мм. Після цього вмикають генератор (на фіг. 1 не показано) і подають струм на двовитковий кільцевий індуктор 7, за допомогою якого здійснюється нагрівання диска по всій робочій поверхні за змінною питомою потужністю в часі, яка визначається за формулою: Tзд m amt , W1 e sham де Tзд - температура, при якій плавиться порошкоподібний твердий сплав, - коефіцієнт теплопровідності матеріалу диска, m - безрозмірна стала величина: Bio , m 2 sh - синус гіперболічний, a - коефіцієнт температуропровідності, - час нагрівання порошкоподібного твердого сплаву в процесі наплавлення до температури Tзд , e - основа натурального логарифму, t - значення часу в даний момент, Bio k - критерій Біо, - товщина диска, - коефіцієнт тепловіддачі для зносостійкого матеріалу, що наплавляють, k - коефіцієнт, який враховує тепловіддачу з поверхні матеріалу, що наплавляють: k . 1 UA 90132 U 5 10 15 20 25 30 Нагрівання здійснюється по експоненті. При досягненні відповідної температури на поверхні диска, від якої починає плавитись порошкоподібний твердий сплав 6, вмикають вібратор горизонтальних коливань 8 і одночасно вмикають механізм 9 для обертання диска 1, екранів 2, 3 і стола 4 відносно вертикальної осі. Коли порошкоподібний твердий сплав 6 повністю розплавився, вимикають одночасно механізм обертання 9 та вібратор горизонтальних коливань 8. Далі отриманий біметал вільно охолоджується на повітрі. Після цього наплавлений диск знімають, ставлять інший диск на стіл і так цикл способу повторюється. При такому режимі зміни питомої потужності в часі, тобто починаючи з малої потужності нагрівання, в даному -9 3 -9 3 випадку з W 1=0,13·10 Вт/м і закінчуючи значенням W 1=0,61·10 Вт/м . Диск поступово нагрівається і не має такого інтенсивного теплообміну з навколишнім середовищем, як при -9 3 нагріванні за постійною питомою потужністю в часі W 2=0,37·10 Вт/м див на фіг. 2. Приклад конкретного виконання способу наплавлення тонких фасонних дисків Для практичного вивчення впливу режиму нагрівання диска за змінною питомою потужністю в часі, з одночасним прикладанням вібрації в момент плавлення порошкоподібного твердого сплаву та обертання диска разом з тепловим і електромагнітним екранами, відносно вертикальної осі, в процесі наплавлення та дослідження економії електроенергії, були проведені експерименти, для прикладу частотою струму 50 Гц з амплітудою коливань 0,2…0,6 мм та швидкістю обертання диска 0,005…0,01 м/с. Диск з тепловим та електромагнітним екранами встановлювали на спеціальний рухомий стіл з механізмом обертання та вібратором горизонтальних коливань, після чого виконували наплавлення. Обертання диска здійснювали в початковий момент плавлення порошкоподібного твердого сплаву до моменту повного його розплавлення з використанням горизонтальної вібрації. Потім диск вільно охолоджувався на повітрі. Для дослідження процесу наплавлення було використано: - матеріал диска - сталь Ст3; - діаметр диска - 210 мм; - товщина диска - 3 мм; - порошкоподібний твердий сплав ПГ-С1 на залізній основі. Хімічний склад порошкоподібного твердого сплаву ПГ-С1 (сормайт 1) представлено в таблиці 1. +0,3 Товщина шихти і наплавленого металу складала відповідно 3 -0,2 мм та 0,8…1,5 мм. Експерименти проводили на високочастотному генераторі ВЧИ-63/0,44, потужністю 63 кВт, частотою 440 кГц. Температура плавлення шихти складала 1250-1300 °C, для сплаву ПГ-С1. Основні параметри режиму індукційного наплавлення зразків приведені в таблиці 2. 35 Таблиця 1 Хімічний склад порошкоподібного твердого сплаву Наплавлюваний Хімічний склад, % матеріал тип Марка С Сr Si Ni Mn В ПГ-СІ сормайт № 2,52,80,4порошок 27-31 3,0-5,0 1 (У30 × 3,3 4,2 1,5 28Н4С4) Сu W Fe Твердість наплавлюваного металу (HRC) основа 51 Таблиця 2 Режими індукційного наплавлення зразків Напруга на контурі, кВ Анодна напруга, кВ Струм сітки лампи, Л Струм анода лампи, А Час наплавлення, с 2,2 7,0 8,3 10,0 3,6 0,95 1,1 3,1 22 Примітка. Чисельник - вхідні значення (t=0 с), знаменник - вихідні значення (t=22 с) Застосування даного способу в техніці при використанні режиму нагрівання (змінною питомою потужністю в часі), горизонтальної вібрації та обертання диска разом з тепловим та 2 UA 90132 U 5 10 електромагнітним екранами відносно вертикальної осі дасть значний економічний ефект в економії електроенергії при наплавленні дисків. Результати досліджень показали, що економія електроенергії при наплавленні за змінною питомою потужністю в часі складає 15…25 %, в залежності від типу використання порошкоподібних твердих сплавів. Як видно з фіг. 2 площа під кривою постійної потужності більша за площу під кривою змінної потужності на 15 % для порошкоподібного твердого сплаву ПГ-С1. Так, для наплавлення порошкоподібним твердим сплавом на залізній основі вона складає 15 %, а на нікелевій основі відповідно 25 %. Необхідно відзначити, що в даному випадку використовується горизонтальна вібрація, виходячи зі специфіки індукційного нагрівання, а також механізації і автоматизації технологічного процесу наплавлення дисків, спосіб не виключає можливості застосування і вертикальної вібрації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб наплавлення тонких фасонних дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення, одночасно обертають його відносно вертикальної осі, який відрізняється тим, що диск нагрівають при змінній питомій потужності в часі. 3 UA 90132 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPulka Cheslav Viktorovych, Havryliuk Volodymyr Yaroslavovych, Senchyshyn Viktor Stepanovych, Sharyk Myroslav Volodymyrovych
Автори російськоюПулька Чеслав Викторович, Гаврилюк Владимир Ярославович, Сенчишин Виктор Степанович, Шарик Мирослав Владимирович
МПК / Мітки
МПК: B23K 13/00
Мітки: наплавлення, тонких, дисків, спосіб, фасонних
Код посилання
<a href="https://ua.patents.su/6-90132-sposib-naplavlennya-tonkikh-fasonnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення тонких фасонних дисків</a>
Спосіб наплавлення тонких дисків
Номер патенту: 73032
Опубліковано: 10.09.2012
Автори: Шаблій Олег Миколайович, Пулька Чеслав Вікторович, Шарик Мирослав Володимирович, Сенчишин Віктор Степанович, Гаврилюк Володимир Ярославович
МПК: B23K 13/00
Мітки: спосіб, дисків, тонких, наплавлення
Формула / Реферат:
Спосіб наплавлення тонких дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, насипають порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, який відрізняється тим, що диск разом з тепловим і електромагнітним екранами піддають горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного...
Пристрій для наплавлення тонких фасонних дисків
Номер патенту: 59994
Опубліковано: 10.06.2011
Автори: Сенчишин Віктор Степанович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: пристрій, тонких, наплавлення, фасонних, дисків
Формула / Реферат:
Пристрій для наплавлення тонкостінних деталей, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого встановлений під наплавлювальною поверхнею диска з діаметром його витка, меншим за діаметр диска, а другий виток встановлений над наплавлювальною поверхнею диска, діаметр витка якого більший за діаметр...
Спосіб наплавлення сталевих дисків
Номер патенту: 72129
Опубліковано: 10.08.2012
Автори: Гаврилюк Володимир Ярославович, Шарик Мирослав Володимирович, Пулька Чеслав Вікторович, Сенчишин Віктор Степанович, Шаблій Олег Миколайович
МПК: B23K 13/00
Мітки: наплавлення, спосіб, сталевих, дисків
Формула / Реферат:
1. Спосіб наплавлення сталевих дисків, при якому на диск насипають порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають горизонтальній вібрації частотою 50 Гц з амплітудою 0,2…0,6 мм при початковому розплавленні порошкоподібного твердого сплаву до моменту повного його розплавлення, який відрізняється тим, що диск при горизонтальній вібрації...
Спосіб наплавлення тонких плоских сталевих деталей
Номер патенту: 54204
Опубліковано: 25.10.2010
Автори: Король Олег Іванович, Сенчишин Віктор Степанович, Шаблій Олег Миколайович, Шарик Мирослав Володимирович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: тонких, плоских, деталей, спосіб, сталевих, наплавлення
Формула / Реферат:
Спосіб наплавлення тонких плоских сталевих деталей, що включає насипання порошкоподібного твердого сплаву на деталь, нагрівання її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу з наступним його вільним остиганням, який відрізняється тим, що при початковому розплавленні порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній...
Спосіб наплавлення тонкостінних фасонних дисків
Номер патенту: 55349
Опубліковано: 17.03.2003
Автори: Будзан Богдан Павлович, Пулька Чеслав Вікторович, Скочило Василь Михайлович, Шаблій Олег Миколайович
МПК: B23K 13/00
Мітки: фасонних, тонкостінних, наплавлення, спосіб, дисків
Формула / Реферат:
Способ наплавки тонкостенных фасонных дисков, при котором размещают наплавляемую деталь с нанесенной на нее шихтой над нижним витком индуктора, наружный диаметр которого меньше наружного диаметра наплавляемой детали, а выше верхней плоскости наплавляемой детали располагают верхний виток индуктора, внутренний диаметр которого превышает наружный диаметр наплавляемой детали, при этом витки индуктора подключают к источнику тока высокой частоты...
Попередній патент: Спосіб ізоляції водоприпливів у нафтових та газоконденсатних свердловинах
Наступний патент: Спосіб профілактики рецидивування та метастазування після ендопротезування при злоякісних первинних та метастатичних пухлинах кісток нижніх кінцівок
Випадковий патент: Двопозиційний електромагнітний привід