Спосіб наплавлення тонких плоских сталевих деталей
Номер патенту: 54204
Опубліковано: 25.10.2010
Автори: Шарик Мирослав Володимирович, Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Сенчишин Віктор Степанович, Король Олег Іванович
Формула / Реферат
Спосіб наплавлення тонких плоских сталевих деталей, що включає насипання порошкоподібного твердого сплаву на деталь, нагрівання її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу з наступним його вільним остиганням, який відрізняється тим, що при початковому розплавленні порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній вібрації частотою 50 Гц і амплітудою 0,8-1,2 мм.
Текст
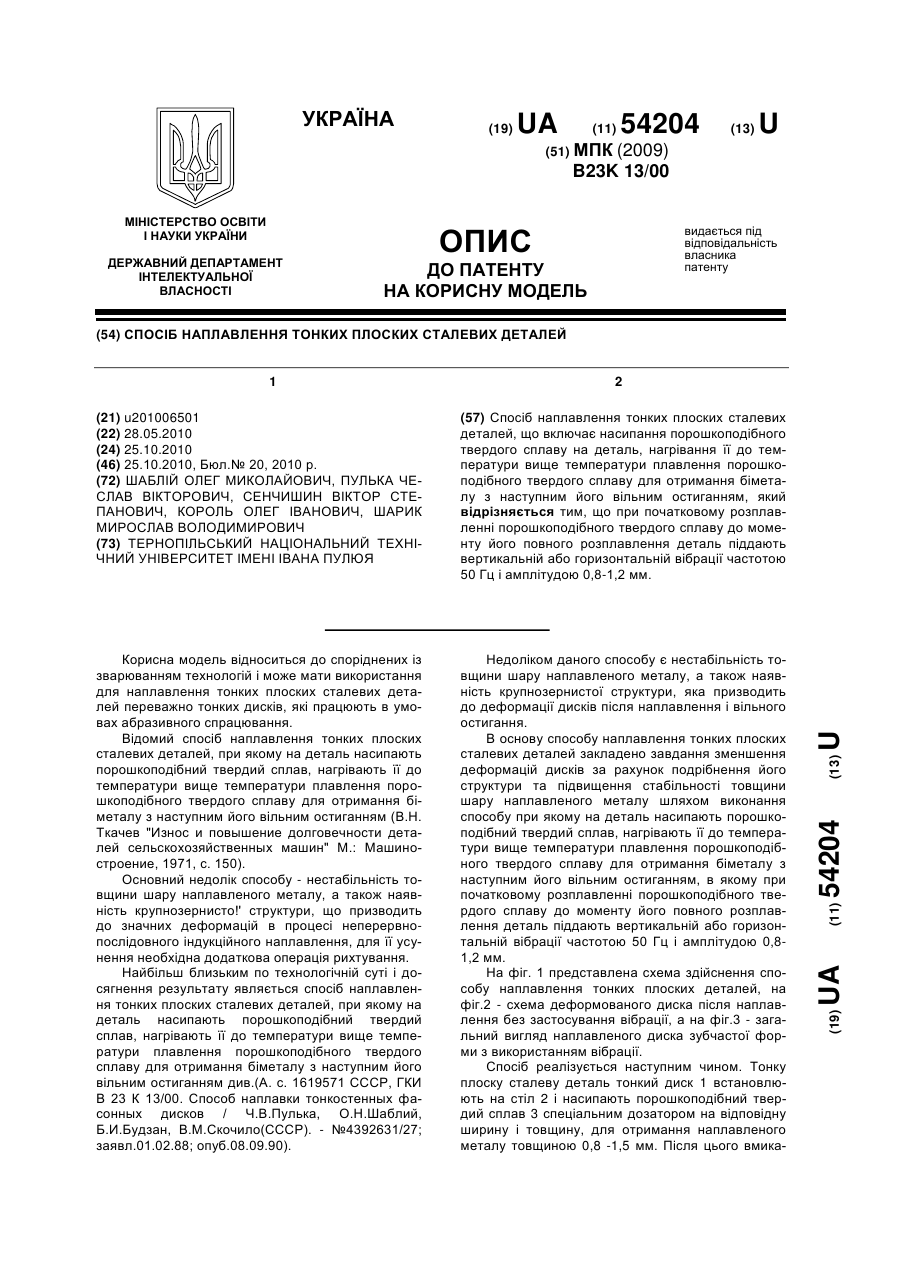
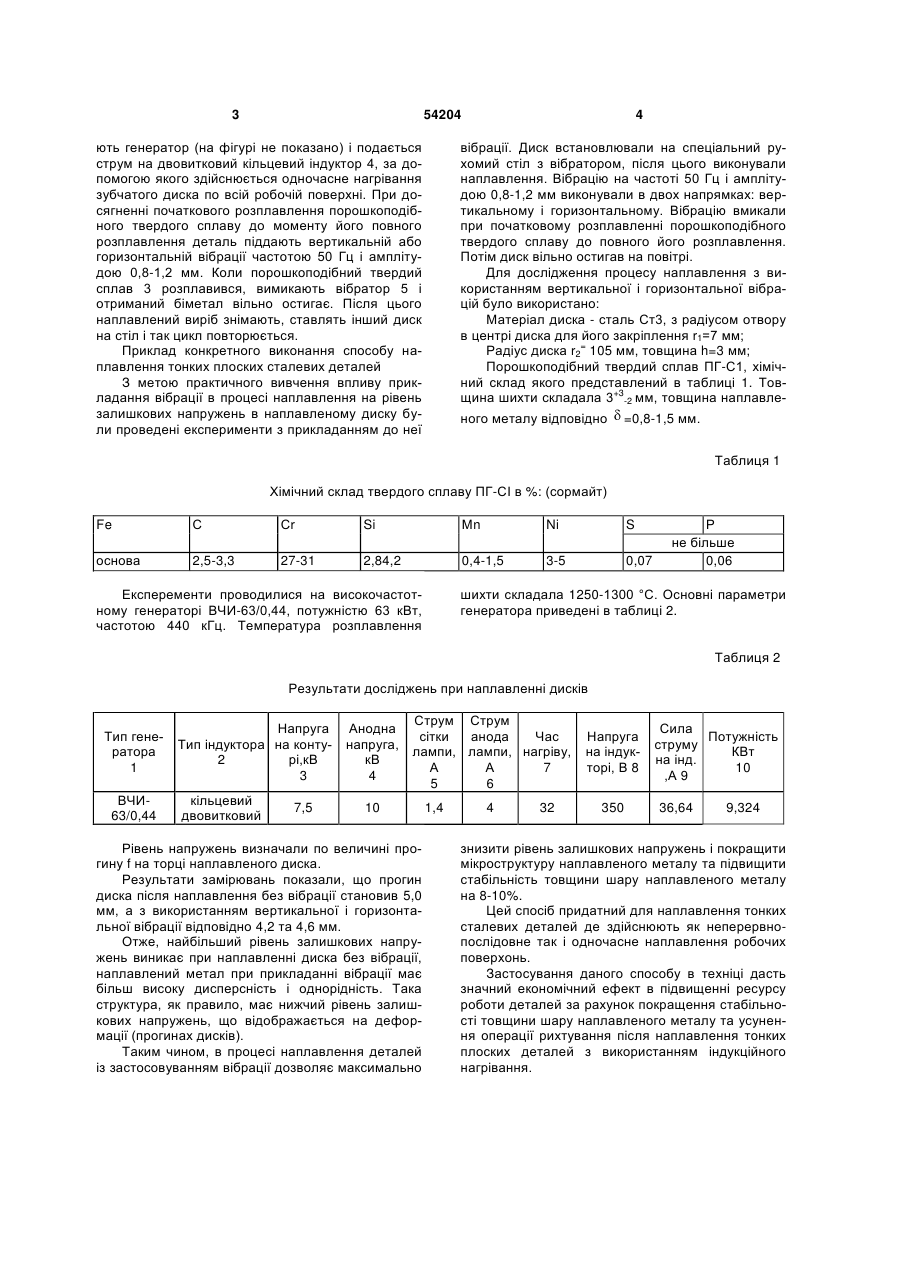
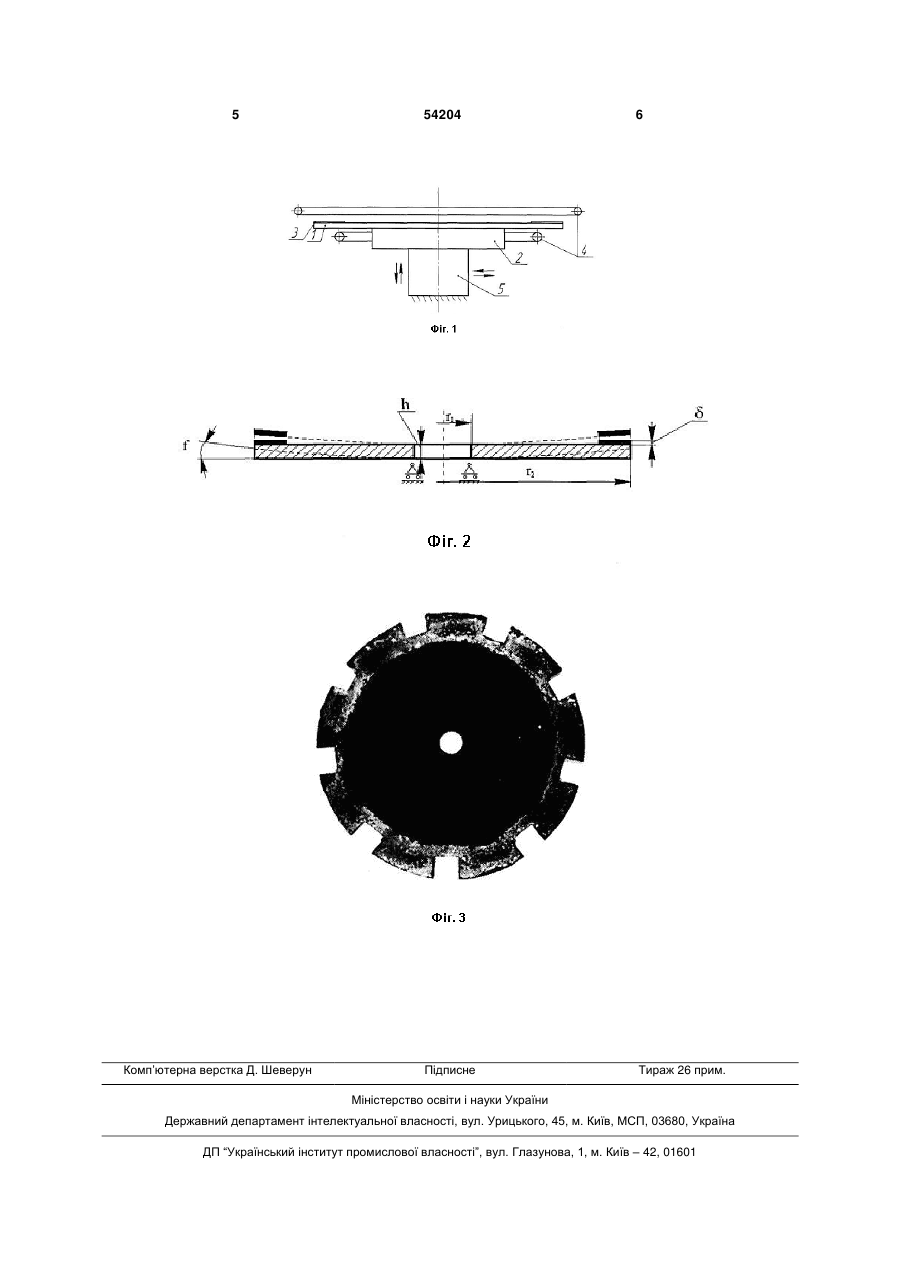
Спосіб наплавлення тонких плоских сталевих деталей, що включає насипання порошкоподібного твердого сплаву на деталь, нагрівання її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу з наступним його вільним остиганням, який відрізняється тим, що при початковому розплавленні порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній вібрації частотою 50 Гц і амплітудою 0,8-1,2 мм. (19) (21) u201006501 (22) 28.05.2010 (24) 25.10.2010 (46) 25.10.2010, Бюл.№ 20, 2010 р. (72) ШАБЛІЙ ОЛЕГ МИКОЛАЙОВИЧ, ПУЛЬКА ЧЕСЛАВ ВІКТОРОВИЧ, СЕНЧИШИН ВІКТОР СТЕПАНОВИЧ, КОРОЛЬ ОЛЕГ ІВАНОВИЧ, ШАРИК МИРОСЛАВ ВОЛОДИМИРОВИЧ (73) ТЕРНОПІЛЬСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ ІМЕНІ ІВАНА ПУЛЮЯ 3 54204 ють генератор (на фігурі не показано) і подається струм на двовитковий кільцевий індуктор 4, за допомогою якого здійснюється одночасне нагрівання зубчатого диска по всій робочій поверхні. При досягненні початкового розплавлення порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній вібрації частотою 50 Гц і амплітудою 0,8-1,2 мм. Коли порошкоподібний твердий сплав 3 розплавився, вимикають вібратор 5 і отриманий біметал вільно остигає. Після цього наплавлений виріб знімають, ставлять інший диск на стіл і так цикл повторюється. Приклад конкретного виконання способу наплавлення тонких плоских сталевих деталей З метою практичного вивчення впливу прикладання вібрації в процесі наплавлення на рівень залишкових напружень в наплавленому диску були проведені експерименти з прикладанням до неї 4 вібрації. Диск встановлювали на спеціальний рухомий стіл з вібратором, після цього виконували наплавлення. Вібрацію на частоті 50 Гц і амплітудою 0,8-1,2 мм виконували в двох напрямках: вертикальному і горизонтальному. Вібрацію вмикали при початковому розплавленні порошкоподібного твердого сплаву до повного його розплавлення. Потім диск вільно остигав на повітрі. Для дослідження процесу наплавлення з використанням вертикальної і горизонтальної вібрацій було використано: Матеріал диска - сталь Ст3, з радіусом отвору в центрі диска для його закріплення r1=7 мм; Радіус диска r2= 105 мм, товщина h=3 мм; Порошкоподібний твердий сплав ПГ-С1, хімічний склад якого представлений в таблиці 1. Товщина шихти складала 3+3-2 мм, товщина наплавленого металу відповідно =0,8-1,5 мм. Таблиця 1 Хімічний склад твердого сплаву ПГ-СІ в %: (сормайт) Fe С Сr Si Мn Ni S основа 2,5-3,3 27-31 2,84,2 0,4-1,5 3-5 0,07 Експеременти проводилися на високочастотному генераторі ВЧИ-63/0,44, потужністю 63 кВт, частотою 440 кГц. Температура розплавлення Р не більше 0,06 шихти складала 1250-1300 °С. Основні параметри генератора приведені в таблиці 2. Таблиця 2 Результати досліджень при наплавленні дисків Тип генератора 1 ВЧИ63/0,44 Напруга Тип індуктора на конту2 рі,кВ 3 кільцевий двовитковий 7,5 Струм Струм Анодна сітки анода Час напруга, лампи, лампи, нагріву, кВ А А 7 4 5 6 10 Рівень напружень визначали по величині прогину f на торці наплавленого диска. Результати замірювань показали, що прогин диска після наплавлення без вібрації становив 5,0 мм, а з використанням вертикальної і горизонтальної вібрації відповідно 4,2 та 4,6 мм. Отже, найбільший рівень залишкових напружень виникає при наплавленні диска без вібрації, наплавлений метал при прикладанні вібрації має більш високу дисперсність і однорідність. Така структура, як правило, має нижчий рівень залишкових напружень, що відображається на деформації (прогинах дисків). Таким чином, в процесі наплавлення деталей із застосовуванням вібрації дозволяє максимально 1,4 4 32 Напруга на індукторі, В 8 350 Сила Потужність струму КВт на інд. 10 ,А 9 36,64 9,324 знизити рівень залишкових напружень і покращити мікроструктуру наплавленого металу та підвищити стабільність товщини шару наплавленого металу на 8-10%. Цей спосіб придатний для наплавлення тонких сталевих деталей де здійснюють як неперервнопослідовне так і одночасне наплавлення робочих поверхонь. Застосування даного способу в техніці дасть значний економічний ефект в підвищенні ресурсу роботи деталей за рахунок покращення стабільності товщини шару наплавленого металу та усунення операції рихтування після наплавлення тонких плоских деталей з використанням індукційного нагрівання. 5 Комп’ютерна верстка Д. Шеверун 54204 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing thin flat steel parts
Автори англійськоюShablii Oleh Mykolaiovych, Pulka Cheslav Viktorovych, Senchyshyn Viktor Stepanovych, Korol Oleh Ivanovych, Sharyk Myroslav Volodymyrovych
Назва патенту російськоюСпособ наплавки тонких плоских стальных деталей
Автори російськоюШаблий Олег Николаевич, Пулька Чеслав Викторович, Сенчишин Виктор Степанович, Король Олег Иванович, Шарик Мирослав Владимирович
МПК / Мітки
МПК: B23K 13/00
Мітки: спосіб, тонких, деталей, сталевих, плоских, наплавлення
Код посилання
<a href="https://ua.patents.su/3-54204-sposib-naplavlennya-tonkikh-ploskikh-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення тонких плоских сталевих деталей</a>
Пристрій для наплавлення плоских тонкостінних деталей
Номер патенту: 55346
Опубліковано: 17.03.2003
Автори: Шаблій Олег Миколайович, Будзан Богдан Павлович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: пристрій, наплавлення, тонкостінних, плоских, деталей
Формула / Реферат:
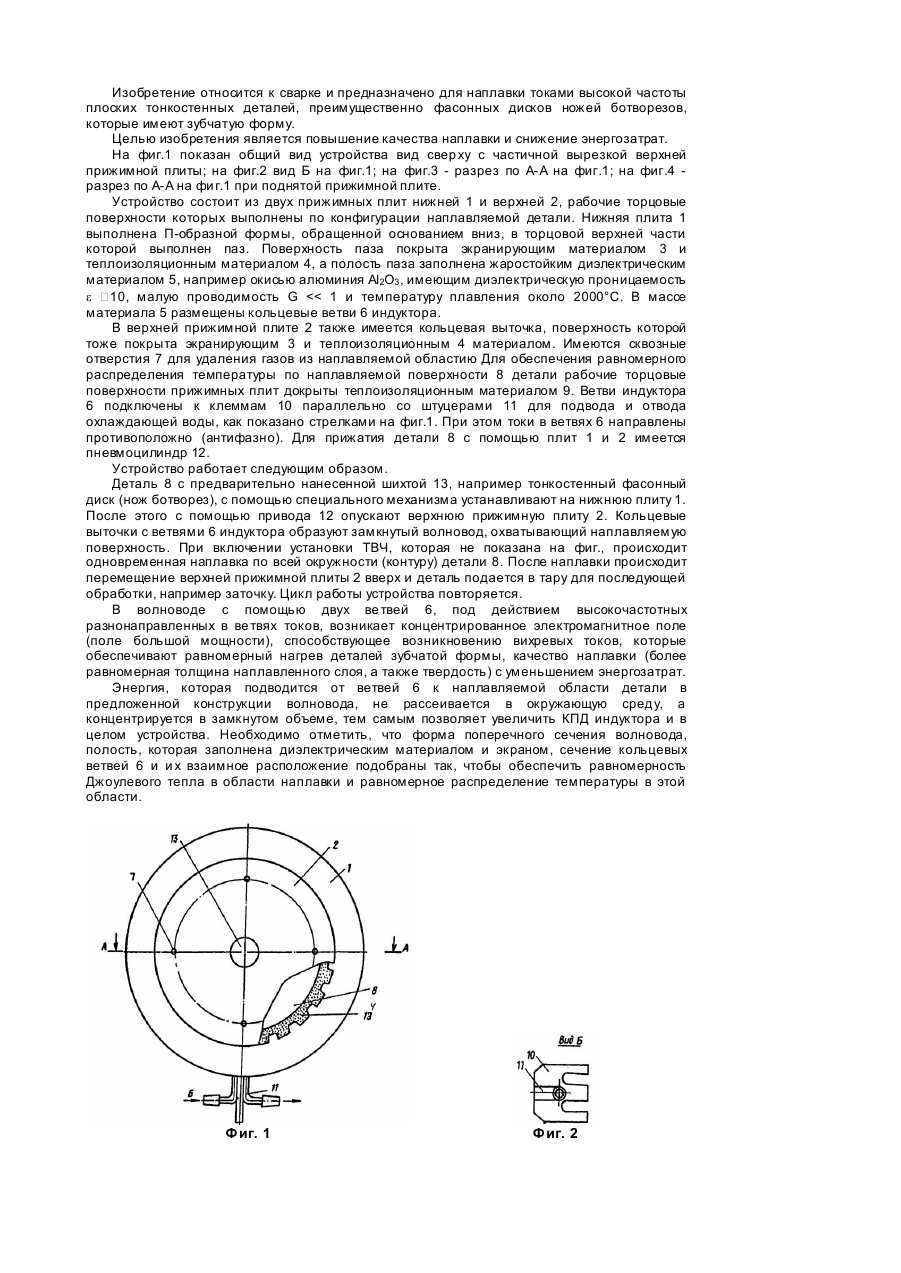
1. Устройство для наплавки плоских тонкостенных деталей, содержащее верхнюю прижимную плиту с выточкой для размещения в ней шихты и нижнюю прижимную плиту с вмонтированными в нее ветвями индуктора, отличающееся тем, что, с целью повышения качества наплавки и снижения энергозатрат, нижняя прижимная плита также выполнена с выточкой, образующей с выточкой верхней плиты замкнутую полость для размещения в ней наплавляемой части детали, поверхности...
Спосіб наплавлення деталей
Номер патенту: 39659
Опубліковано: 10.03.2009
Автори: Воробйов Володимир Вікторович, Зареченський Деніс Олександрович
МПК: B22D 19/08
Мітки: деталей, спосіб, наплавлення
Формула / Реферат:
1. Спосіб наплавлення деталей, який включає установлення з зазором на тверду сталеву заготовку форми-контейнера, яку виконують з наплавною порожниною і здійснюють її герметизацію, який відрізняється тим, що герметизацію наплавної порожнини форми-контейнера, яку обладнують ввідною і вивідною трубками, виконують за допомогою аргону, який подають під тиском через ввідну трубку, яку після контролю герметизації глушать і обварюють по...
Сплав для наплавлення деталей
Номер патенту: 53996
Опубліковано: 25.10.2010
Автори: Гедрович Анатолій Іванович, Бородіна Катерина Валентинівна, Назарко Олександр Сергійович
МПК: C22C 38/02, C22C 38/16
Мітки: наплавлення, деталей, сплав
Формула / Реферат:
Сплав для наплавлення деталей, що містить:вуглець, кремній, хром, марганець, молібден, нікель, мідь, залізо, який відрізняється тим, що до складу матеріалу додатково введений титан при наступному співвідношенні компонентів, мас. %: вуглець 0,03-0,05 кремній 0,5-1,0 марганець 0,5-1,0 мідь 1,5-2,0 ...
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23P 6/00, B23K 9/04, C23C 4/12
Мітки: деталей, спрацьованих, поверхонь, спосіб, сталевих, відновлення, машин
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей
Номер патенту: 34440
Опубліковано: 11.08.2008
Автори: Кузик Олександр Володимирович, Лисенко Сергій Володимирович, Жулай Олександр Юрійович, Аулін Віктор Васильович, Молчан Ігор Павлович, Бобрицький Віталій Миколайович
МПК: B23K 9/04
Мітки: порожнистих, небазових, чавунних, електродугового, циліндричних, наплавлення, деталей, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей, при якому спрацьовані поверхні поетапно наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траєкторії із частковим переплавленням суміжних валиків, причому зону наплавлення захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи його під гострим кутом до електрода, який відрізняється тим, що потік кисню...
Попередній патент: Спосіб виготовлення широкосмугових гвинтових заготовок
Наступний патент: Екскаватор одноківшевий
Випадковий патент: Пристрій для відділення твердих речовин від топкового газу у котлі з циркулюючим псевдозрідженим шаром (варіанти)