Пристрій та спосіб планетарного шліфування плоских поверхонь
Номер патенту: 91409
Опубліковано: 26.07.2010
Автори: Долматов Анатолій Іванович, Горбачов Олексій Олександрович, Горбачов Олександр Федорович, Курін Максим Олександрович


Формула / Реферат
1. Пристрій для планетарного шліфування плоских поверхонь, який являє собою планетарну шліфувальну головку із дробовим відношенням чисел величин кутових швидкостей з абразивними кругами, який відрізняється тим, що він додатково оснащений зубчастим колесом, жорстко пов'язаним з водилом і шестірнею внутрішнього зачеплення, жорстко пов'язаною із сонячним колесом, причому шестірня внутрішнього зачеплення й зубчасте колесо зв'язані кінематично за допомогою двох додаткових шестерень, координати яких підпорядковуються залежностям:
 ,
,
![]() ,
,
при цьому числа зубів шестерень і коліс підібрані таким чином, щоб виконувалися умови: ![]() ,
,
де Zдод. - число зубів додаткових шестерень;
Zс.к. - число зубів сонячного колеса;
Zз.к. - число зубів зубчастого колеса, жорстко закріпленого на шпинделі;
Zш.в.з. - число зубів шестірні внутрішнього зачеплення;
m - модуль шестірні внутрішнього зачеплення;
Zc. - число зубів сателіта;
k i n - натуральні числа.
2. Спосіб планетарного шліфування плоских поверхонь, при якому деталі надають рух подачі відносно інструмента, за який беруть планетарну шліфувальну головку із дробовим відношенням чисельних величин кутових швидкостей з абразивними кругами, яким надають безупинний доворот, при цьому швидкість подачі деталі визначають за формулою:
![]() ,
,
а кінематичні й геометричні параметри планетарної шліфувальної головки зв'язані співвідношенням:
при зустрічному обертанні головки й абразивних кругів
![]() ,
,
при попутному обертанні головки й абразивних кругів
![]() ,
,
де: m - кількість абразивних кругів на планетарній шліфувальній головці;
wг - кутова швидкість планетарної шліфувальної головки або водила;
[az] - гранично припустима величина припуску, що знімає ріжучим абразивним зерном за один прохід;
Dг - зовнішній діаметр планетарної шліфувальної головки;
dкp - діаметр абразивних кругів;
t - глибина шліфування;
l0 - середня відстань між ріжучими абразивними зернами, розташованими один за одним в одній площині;
Vг,Vкp - відповідно лінійні швидкості планетарної шліфувальної головки й абразивних кругів,
який відрізняється тим, що кут довороту абразивних кругів за кожний оберт планетарної головки визначають за формулою:
![]() .
.
Текст
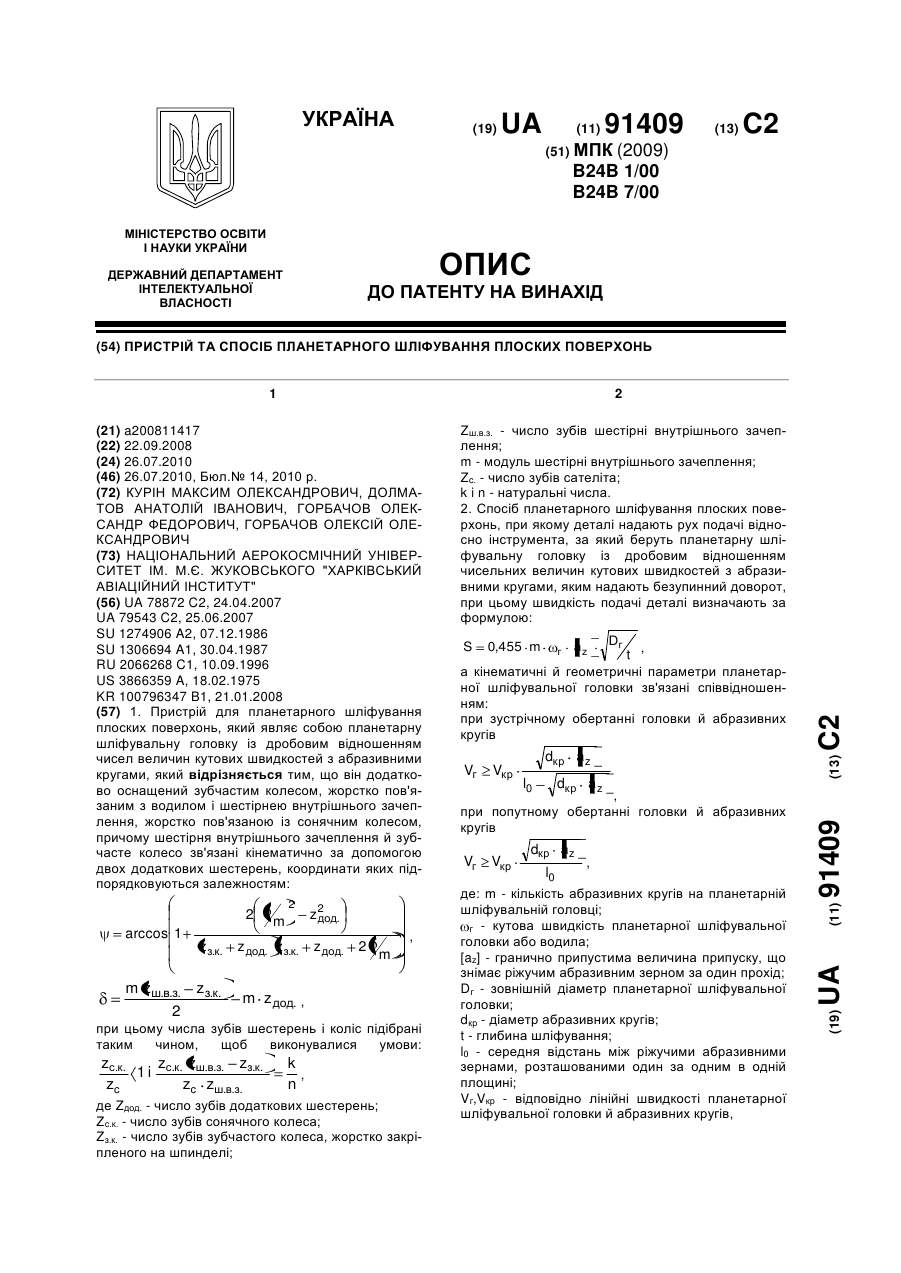
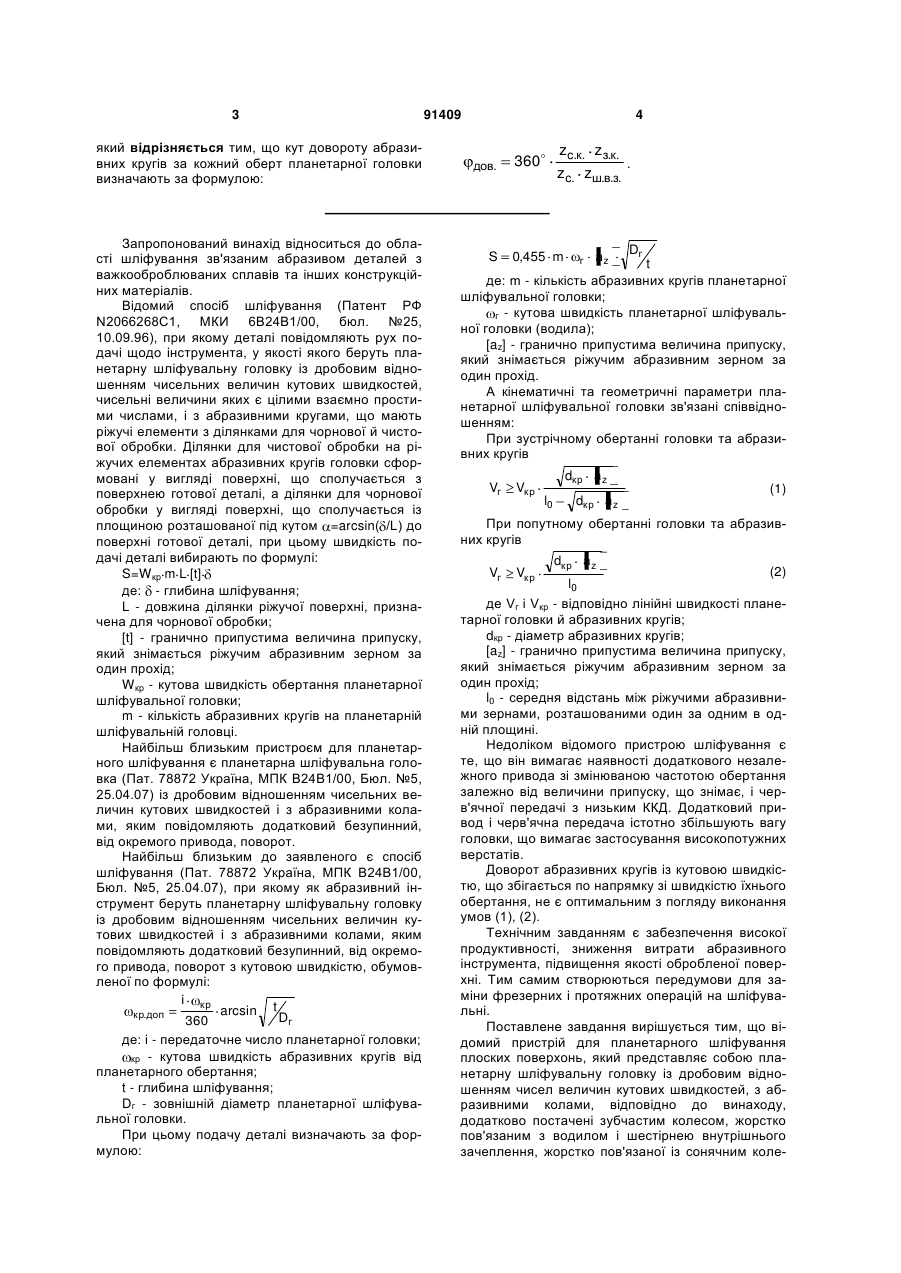
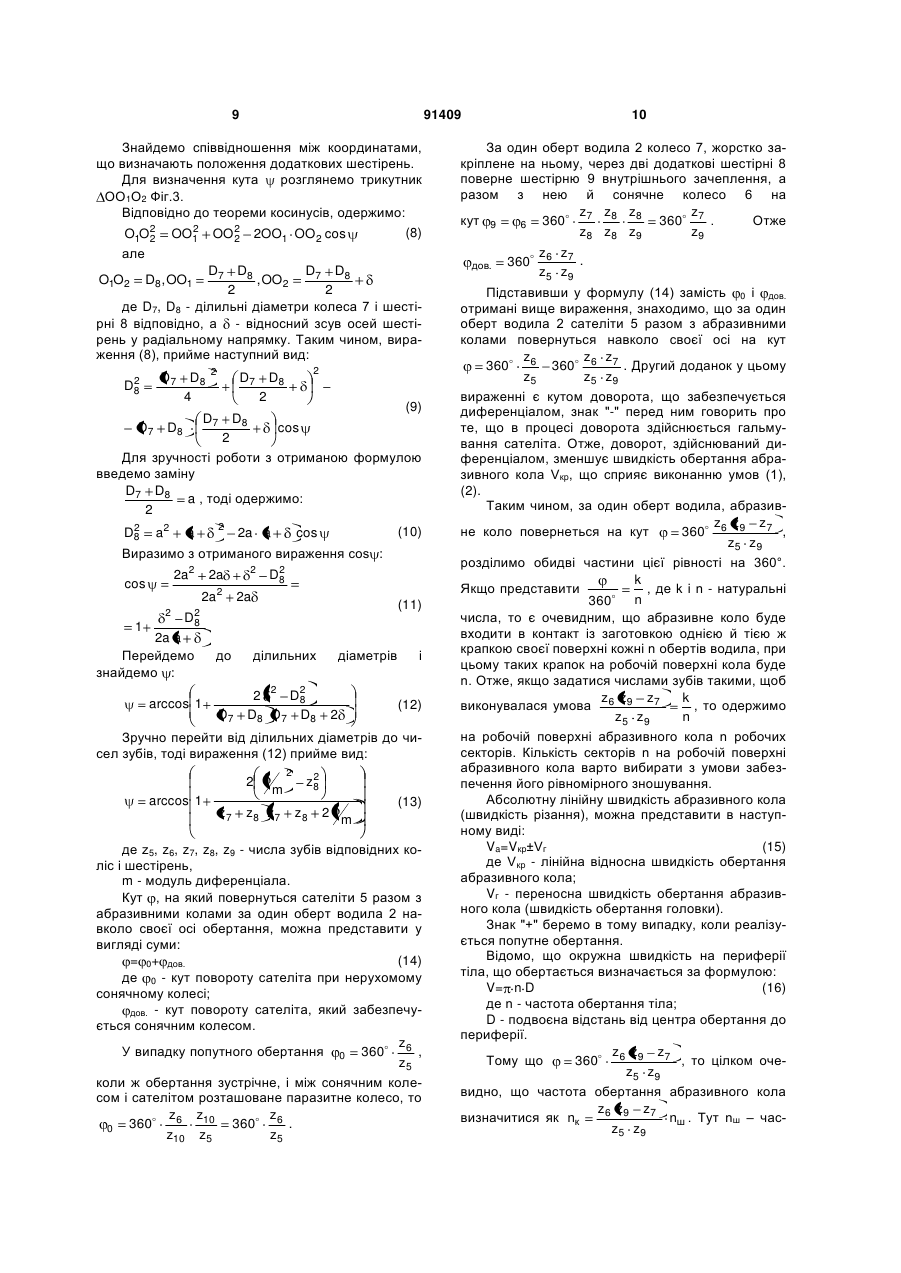
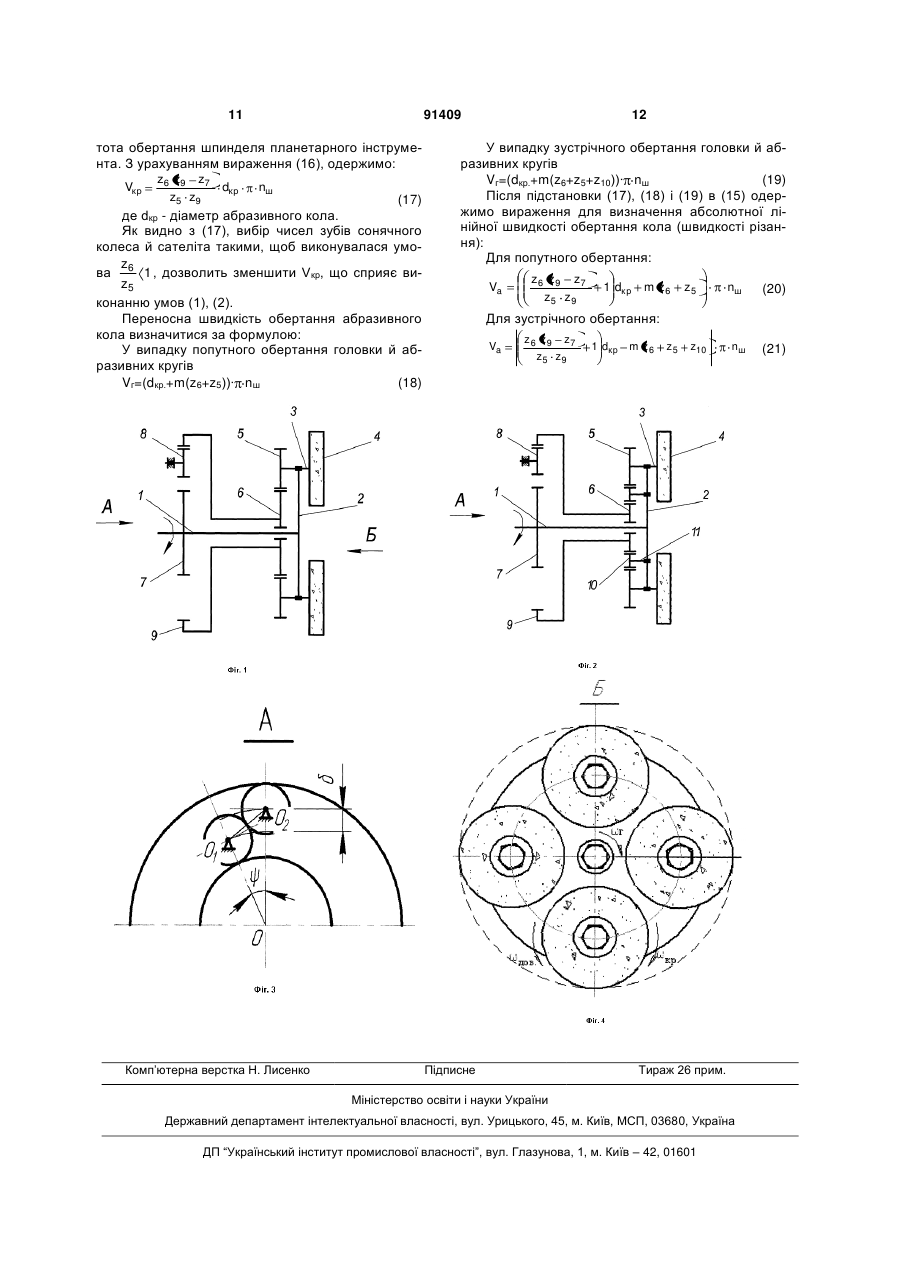
1. Пристрій для планетарного шліфування плоских поверхонь, який являє собою планетарну шліфувальну головку із дробовим відношенням чисел величин кутових швидкостей з абразивними кругами, який відрізняється тим, що він додатково оснащений зубчастим колесом, жорстко пов'язаним з водилом і шестірнею внутрішнього зачеплення, жорстко пов'язаною із сонячним колесом, причому шестірня внутрішнього зачеплення й зубчасте колесо зв'язані кінематично за допомогою двох додаткових шестерень, координати яких підпорядковуються залежностям: 3 який відрізняється тим, що кут довороту абразивних кругів за кожний оберт планетарної головки визначають за формулою: Запропонований винахід відноситься до області шліфування зв'язаним абразивом деталей з важкооброблюваних сплавів та інших конструкційних матеріалів. Відомий спосіб шліфування (Патент РФ N2066268C1, МКИ 6В24В1/00, бюл. №25, 10.09.96), при якому деталі повідомляють рух подачі щодо інструмента, у якості якого беруть планетарну шліфувальну головку із дробовим відношенням чисельних величин кутових швидкостей, чисельні величини яких є цілими взаємно простими числами, і з абразивними кругами, що мають ріжучі елементи з ділянками для чорнової й чистової обробки. Ділянки для чистової обробки на ріжучих елементах абразивних кругів головки сформовані у вигляді поверхні, що сполучається з поверхнею готової деталі, а ділянки для чорнової обробки у вигляді поверхні, що сполучається із площиною розташованої під кутом =arcsin( /L) до поверхні готової деталі, при цьому швидкість подачі деталі вибирають по формулі: S=Wкp m L [t] де: - глибина шліфування; L - довжина ділянки ріжучої поверхні, призначена для чорнової обробки; [t] - гранично припустима величина припуску, який знімається ріжучим абразивним зерном за один прохід; Wкp - кутова швидкість обертання планетарної шліфувальної головки; m - кількість абразивних кругів на планетарній шліфувальній головці. Найбільш близьким пристроєм для планетарного шліфування є планетарна шліфувальна головка (Пат. 78872 Україна, МПК В24В1/00, Бюл. №5, 25.04.07) із дробовим відношенням чисельних величин кутових швидкостей і з абразивними колами, яким повідомляють додатковий безупинний, від окремого привода, поворот. Найбільш близьким до заявленого є спосіб шліфування (Пат. 78872 Україна, МПК В24В1/00, Бюл. №5, 25.04.07), при якому як абразивний інструмент беруть планетарну шліфувальну головку із дробовим відношенням чисельних величин кутових швидкостей і з абразивними колами, яким повідомляють додатковий безупинний, від окремого привода, поворот з кутовою швидкістю, обумовленої по формулі: і кр arcsin t кр.доп Dг 360 де: і - передаточне число планетарної головки; кр - кутова швидкість абразивних кругів від планетарного обертання; t - глибина шліфування; Dг - зовнішній діаметр планетарної шліфувальної головки. При цьому подачу деталі визначають за формулою: 91409 4 дов. 360 zc.к. zз.к. . zc. zш.в.з. S 0,455 m Vг Vкр г аz Dг t де: m - кількість абразивних кругів планетарної шліфувальної головки; г - кутова швидкість планетарної шліфувальної головки (водила); [az] - гранично припустима величина припуску, який знімається ріжучим абразивним зерном за один прохід. А кінематичні та геометричні параметри планетарної шліфувальної головки зв'язані співвідношенням: При зустрічному обертанні головки та абразивних кругів dкр аz l0 dкр аz (1) При попутному обертанні головки та абразивних кругів dкр а z (2) l0 де Vг і Vкp - відповідно лінійні швидкості планетарної головки й абразивних кругів; dкp - діаметр абразивних кругів; [az] - гранично припустима величина припуску, який знімається ріжучим абразивним зерном за один прохід; l0 - середня відстань між ріжучими абразивними зернами, розташованими один за одним в одній площині. Недоліком відомого пристрою шліфування є те, що він вимагає наявності додаткового незалежного привода зі змінюваною частотою обертання залежно від величини припуску, що знімає, і черв'ячної передачі з низьким ККД. Додатковий привод і черв'ячна передача істотно збільшують вагу головки, що вимагає застосування високопотужних верстатів. Доворот абразивних кругів із кутовою швидкістю, що збігається по напрямку зі швидкістю їхнього обертання, не є оптимальним з погляду виконання умов (1), (2). Технічним завданням є забезпечення високої продуктивності, зниження витрати абразивного інструмента, підвищення якості обробленої поверхні. Тим самим створюються передумови для заміни фрезерних і протяжних операцій на шліфувальні. Поставлене завдання вирішується тим, що відомий пристрій для планетарного шліфування плоских поверхонь, який представляє собою планетарну шліфувальну головку із дробовим відношенням чисел величин кутових швидкостей, з абразивними колами, відповідно до винаходу, додатково постачені зубчастим колесом, жорстко пов'язаним з водилом і шестірнею внутрішнього зачеплення, жорстко пов'язаної із сонячним колеVг Vкр 5 91409 сом. Причому шестірня внутрішнього зачеплення й зубчасте колесо зв'язані кінематично за допомогою двох додаткових шестірень, координати яких підкорюються залежностям: 2 arccos 1 zз.к. 2 m z дод. zз.к. z2 . дод z дод. 2 , m m zш.в.з. zз.к. m z дод. , 2 при цьому числа зубів шестірень і коліс підібрані таким чином, щоб виконувалися умови: zс.к. z z zз.к. k , 1 i с.к. ш.в.з. zc zc zш.в.з. n де Zдод. - число зубів додаткових шестірень; Zс.к. - число зубів сонячного колеса; Zз.к. - число зубів зубчастого колеса, жорстко закріпленого на шпинделі; Zш.в.з. - число зубів шестірні внутрішнього зачеплення; m - модуль шестірні внутрішнього зачеплення; Zc. - число зубів сателіта; k i n - натуральні числа. Поставлене завдання вирішується також тим, що в способі планетарного шліфування плоских поверхонь, при якому деталі повідомляють рух подачі щодо інструмента, у якості якого беруть планетарну шліфувальну головку із дробовим відношенням чисельних величин кутових швидкостей, з абразивними колами, яким повідомляють безупинний доворот, а подачу деталі визначають за формулою: S 0,455 m Vг Vкр г аz Dг t а кінематичні та геометричні параметри планетарної шліфувальної головки зв'язані співвідношенням: - при зустрічному обертанні головки й абразивних кругів dкр аz l0 dкр аz - при попутному обертанні головки та абразивних кругів Vг Vкр dкр а z , l0 де: m - кількість абразивних кругів планетарної шліфувальної головки; г - кутова швидкість планетарної шліфувальної головки або водила; [az] - гранично припустима величина припуску, який знімається ріжучим абразивним зерном за один прохід; Dг - зовнішній діаметр планетарної шліфувальної головки; Dкp - діаметр абразивних кругів; t - глибина шліфування; l0 - середня відстань між ріжучими абразивними зернами, розташованими один за одним в одній площині; 6 Vг, Vкp - відповідно лінійні швидкості планетарної головки й абразивних кругів, відповідно до винаходу кут доворота абразивних кругів за кожний оберт планетарної головки визначають за формулою: zc.к. zз.к. , дов. 360 zc. zш.в.з. де Zc.к. - число зубів сонячного колеса; Zз.к. - число зубів зубчастого колеса, жорстко закріпленого на шпинделі; Zш.в.з. - число зубів шестірні внутрішнього зачеплення. Рішень із подібними ознаками в інших областях техніки заявником не виявлено. Запропонований пристрій у порівнянні з прототипом має меншу вагу, тому що не потрібен додатковий електропривод і черв'ячна передача, що дозволяє використовувати недорогі малопотужні верстати. А заявлений спосіб шліфування забезпечує високу продуктивність, сприяє зниженню витрат абразивного інструменту за рахунок його рівномірного зношування. На Фіг.1 і Фіг.2 показані пристрої для планетарного шліфування плоских поверхонь, які дозволяють реалізувати запропонований спосіб планетарного шліфування. На Фіг.3 зображений вид А Фіг.1 і Фіг.2. На Фіг.4 зображений вид Б Фіг.1. Пристрій для планетарного шліфування плоских поверхонь складається зі шпинделя 1, що обертається двигуном (не показаний). На шпинделі 1 жорстко закріплене зубчасте колесо 7 і водило 2, що несе на валах 3 абразивні круги 4, і сателіти 5 з можливістю обкатування сонячного колеса 6, що у свою чергу жорстко пов'язане з шестірнею внутрішнього зачеплення 9. Зубчасте колесо 7 і шестірня 9 зв'язані кінематично за допомогою двох додаткових шестірень 8, які можуть обертатися тільки навколо своєї осі (Фіг.1). У випадку, коли необхідно одержати зустрічне обертання водила 2 і абразивних кругів, між сонячним колесом 6 і сателітом 5 на додаткових валах 11 установлюються паразитні колеса 10 (Фіг.2). Взаємне положення осей обертання шестірень 8 визначається зсувом у радіальному напрямку 8 та кутом . Числа зубів шестірень і коліс підбираються таким чином, щоб виконувалися умови z6 z z z7 k , 1й 6 9 z5 z5 z9 n де k і n - натуральні числа, a z5, z6, z7, z8, z9, числа зубів відповідних коліс і шестірень. При обертанні шпинделя 1 з водилом 2 сателіти 5, обкатуючи сонячне колесо 6, через паразитне колесо 10 (у випадку зустрічного обертання кола й головки), повідомляють абразивним колам 4 головки обертовий рух, що складається з обертання навколо осі шпинделя 1 і власної. Одночасно здійснюється доворот сонячного колеса 6 убік обертання водила 2, що забезпечується вузлом диференціала, що складається з колеса 7, жорстко закріпленому на водил і 2, двох додаткових шестірень 8 і шестірні внутрішнього зачеплення 9, жорстко пов'язаної із сонячним колесом 6. 7 91409 Диференціальний механізм працює таким чином. За один оберт водила 2 колесо 7, жорстко закріплене на ньому, через дві додаткові шестірні 8, шестірню 9 внутрішнього зачеплення й сонячне колесо 6, доверие сателіти 5 разом з абразивними z z колами 4 на кут дов. 360 6 7 . z5 z9 При цьому кут , на який повернуться сателіти 5 разом з абразивними колами за один оберт водила 2 навколо своєї осі обертання, буде дорівнювати z z z7 k . 360 6 9 360 z5 z9 n Є очевидним, що абразивне коло буде входити в контакт із заготовкою однією й тією ж крапкою своєї поверхні кожні п обертів водила, при цьому таких крапок на робочій поверхні кола буде n. Запропонований спосіб планетарного шліфування реалізується в такий спосіб. Спочатку здійснюють виправлення абразивних кругів кожним з відомих способів. Після цього на робочому столі, наприклад, плоскошліфувального верстата, закріплюють у настановному пристосуванні оброблюваний виріб. Далі включають привод планетарної шліфувальної головки, що забезпечує поступальні швидкості всієї головки Vг і абразивних кругів Vкp, зв'язані співвідношеннями: При зустрічному обертанні головки та абразивних кругів Vг Vкр dкр аz (3) dкр аz l0 При попутному обертанні головки та абразивних кругів Vг Vкр dкр а z (4) l0 При цьому за один оберт водила, сателіти 5 разом з абразивними колами повернуться навколо k своєї осі обертання на кут . 360 n Останнім включають привод, наприклад, поздовжньої подачі робочого стола плоскошліфувального верстата. При цьому, швидкість подачі встановлюється відповідно до співвідношення: аz Dг (5) t Чисельні значення параметрів dкp, Dг, m, г залежать від конструктивних особливостей планетарної шліфувальної головки і верстата, глибина шліфування t задається з конструктивних особливостей оброблюваної деталі, а величина [az] і l0 можуть бути визначені розрахунковими шляхами, наприклад, з нормативно-довідкових (або інших) матеріалів (див., наприклад, С.Н.Корчак. Продуктивність процесу шліфування сталевих деталей. М.: «Машинобудування», 1974, 280с. або Л.Р.Филимонов. Високошвидкісне шліфування. Л.: «Машинобудування», Ленінградське відділення, 1979, 248с, іл.) або експериментально. S 0,455 m г 8 Кількість секторів n, на робочій поверхні абразивного кола варто вибирати з умови забезпечення його рівномірного зношування. Підбор чисел зубів коліс і шестірень можна здійснити різними методами, так наприклад, якщо в якості вихідних даних задане тільки число робочих секторів n абразивного кола, то можна скористатися наступною методикою. Спочатку підібрати такі z5 і z6, щоб виконуваz6 лася умова n - натуральне число, тоді z5 z6 n , a z7=z9-k, або ж прийняти z9=n ,тоді z5, z5 z6 і k необхідно підібрати такі, щоб виконувалася z умова 5 k - натуральне число, тоді кількість зуz6 бів колеса 7 визначиться за формулою z5 z7 z9 k. z6 У будь-якому випадку при виборі значень z7 і z9, варто враховувати, що між колесом 7 і шестірнею 9 будуть перебувати дві додаткові шестірні 8, кількість зубів яких підкоряється нерівності z9 z7 z z7 . z8 9 2 4 Після підбора чисел зубів, необхідно перевірити технологічні можливості планетарного інструмента, а саме, чи забезпечує він на даному встаткуванні запропоновану швидкість різання матеріалу. Для цього необхідно скористатися формулами: При попутному обертанні абразивного кола й головки z9 z 6 z9 z7 z5 z9 1 dкр m z6 z5 nmax Vрез. (6) При зустрічному обертанні абразивного кола й головки z 6 z9 z7 z5 z9 m z6 z5 1 dкр nmax Vрез. (7) z10 де dкp - мінімальний діаметр абразивного інструмента встановлюваного на планетарну шліфувальну головку; m - модуль зубів планетарного механізму; nmax - максимальна частота обертання шпинделя на якому встановлений планетарний інструмент; Vpeз. - запропонована швидкість різання матеріалу. Її значення вибирають із нормативнодовідкової літератури на підставі даних про оброблюваний матеріал, матеріал абразиву, виду зв'язування й т.п. [див., наприклад, Абразивна й алмазна обробка матеріалів. Довідник Під ред. д-ра техн. наук. проф. А.Н.Резникова. М., «Машинобудування», 1977]. Після включення поздовжньої подачі робочого стола, виріб подається на планетарну шліфувальну головку із заданою швидкістю й відбувається знімання заданого припуску за один прохід. 9 91409 Знайдемо співвідношення між координатами, що визначають положення додаткових шестірень. Для визначення кута розглянемо трикутник ОО1О2 Фіг.3. Відповідно до теореми косинусів, одержимо: O1O2 2 але 2 OO1 OO2 2OO1 OO2 cos 2 (8) D7 D8 D7 D8 O1O2 D8 , OO1 , OO2 2 2 де D7, D8 - ділильні діаметри колеса 7 і шестірні 8 відповідно, а - відносний зсув осей шестірень у радіальному напрямку. Таким чином, вираження (8), прийме наступний вид: D7 D8 4 2 D8 2 2 D7 D8 2 (9) D7 D8 cos 2 Для зручності роботи з отриманою формулою введемо заміну D7 D8 a , тоді одержимо: 2 D7 2 D8 D8 a2 2 a 2a a (10) cos Виразимо з отриманого вираження cos : 2a2 cos 2a2 2 1 2a 2 2 D8 2a (11) 2 D8 2a a Перейдемо знайдемо : arccos 1 до ділильних D7 діаметрів 2 2 2 D8 D8 D7 D8 і (12) 2 Зручно перейти від ділильних діаметрів до чисел зубів, тоді вираження (12) прийме вид: 2 arccos 1 z7 2 m z8 z7 2 z8 z8 2 (13) m де z5, z6, z7, z8, z9 - числа зубів відповідних коліс і шестірень, m - модуль диференціала. Кут , на який повернуться сателіти 5 разом з абразивними колами за один оберт водила 2 навколо своєї осі обертання, можна представити у вигляді суми: (14) = 0+ дов. де 0 - кут повороту сателіта при нерухомому сонячному колесі; дов. - кут повороту сателіта, який забезпечується сонячним колесом. z У випадку попутного обертання 0 360 6 , z5 коли ж обертання зустрічне, і між сонячним колесом і сателітом розташоване паразитне колесо, то z z6 z10 360 6 . 0 360 z10 z5 z5 10 За один оберт водила 2 колесо 7, жорстко закріплене на ньому, через дві додаткові шестірні 8 поверне шестірню 9 внутрішнього зачеплення, а разом з нею й сонячне колесо 6 на z z7 z8 z8 кут 9 Отже 360 7 . 6 360 z8 z8 z9 z9 дов. 360 z 6 z7 . z5 z9 Підставивши у формулу (14) замість 0 і дов. отримані вище вираження, знаходимо, що за один оберт водила 2 сателіти 5 разом з абразивними колами повернуться навколо своєї осі на кут z z z 360 6 360 6 7 . Другий доданок у цьому z5 z5 z9 вираженні є кутом доворота, що забезпечується диференціалом, знак "-" перед ним говорить про те, що в процесі доворота здійснюється гальмування сателіта. Отже, доворот, здійснюваний диференціалом, зменшує швидкість обертання абразивного кола Vкp, що сприяє виконанню умов (1), (2). Таким чином, за один оберт водила, абразивz z z7 не коло повернеться на кут , 360 6 9 z5 z9 розділимо обидві частини цієї рівності на 360°. k Якщо представити , де k і n - натуральні n 360 числа, то є очевидним, що абразивне коло буде входити в контакт із заготовкою однією й тією ж крапкою своєї поверхні кожні n обертів водила, при цьому таких крапок на робочій поверхні кола буде n. Отже, якщо задатися числами зубів такими, щоб z z z7 k виконувалася умова 6 9 , то одержимо z 5 z9 n на робочій поверхні абразивного кола n робочих секторів. Кількість секторів n на робочій поверхні абразивного кола варто вибирати з умови забезпечення його рівномірного зношування. Абсолютну лінійну швидкість абразивного кола (швидкість різання), можна представити в наступному виді: Va=Vкр±Vг (15) де Vкp - лінійна відносна швидкість обертання абразивного кола; Vг - переносна швидкість обертання абразивного кола (швидкість обертання головки). Знак "+" беремо в тому випадку, коли реалізується попутне обертання. Відомо, що окружна швидкість на периферії тіла, що обертається визначається за формулою: V= n D (16) де n - частота обертання тіла; D - подвоєна відстань від центра обертання до периферії. z z z7 Тому що , то цілком оче360 6 9 z5 z9 видно, що частота обертання абразивного кола z 6 z9 z7 визначитися як nк nш . Тут nш – часz 5 z9 11 91409 тота обертання шпинделя планетарного інструмента. З урахуванням вираження (16), одержимо: Vкр z6 z9 z7 z5 z9 dкр nш (17) де dкp - діаметр абразивного кола. Як видно з (17), вибір чисел зубів сонячного колеса й сателіта такими, щоб виконувалася умоz ва 6 1 , дозволить зменшити Vкp, що сприяє виz5 конанню умов (1), (2). Переносна швидкість обертання абразивного кола визначитися за формулою: У випадку попутного обертання головки й абразивних кругів Vг=(dкp.+m(z6+z5))· nш (18) Комп’ютерна верстка Н. Лиcенко 12 У випадку зустрічного обертання головки й абразивних кругів Vг=(dкp.+m(z6+z5+z10))· nш (19) Після підстановки (17), (18) і (19) в (15) одержимо вираження для визначення абсолютної лінійної швидкості обертання кола (швидкості різання): Для попутного обертання: Va z 6 z9 z7 z5 z9 1 dкр m z 6 z5 nш (20) nш (21) Для зустрічного обертання: Va z 6 z9 z7 z5 z9 Підписне 1 dкр m z6 z5 z10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method of planetary grinding flat surfaces
Автори англійськоюKurin Maksym Oleksandrovych, Dolmatov Anatolii Ivanovych, Horbachov Oleksandr Fedorovych, Horbachov Oleksii Oleksandrovych
Назва патенту російськоюУстройство и способ планетарного шлифования плоских поверхностей
Автори російськоюКурин Максим Александрович, Долматов Анатолий Иванович, Горбачев Александр Федорович, Горбачов Алексей Александрович
МПК / Мітки
Мітки: спосіб, шліфування, плоских, планетарного, поверхонь, пристрій
Код посилання
<a href="https://ua.patents.su/6-91409-pristrijj-ta-sposib-planetarnogo-shlifuvannya-ploskikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб планетарного шліфування плоских поверхонь</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Гусєв Володимир Владиленович, Бєлов Сергій Геннадійович, Молчанов Олександр Дмитрієвич
МПК: B24B 9/06
Мітки: спосіб, плоских, поверхонь, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування плоских поверхонь і пристрій для його здійснення
Номер патенту: 79543
Опубліковано: 25.06.2007
Автори: Телегін Олексій Васильович, Сурду Микола Васильович
МПК: B24B 7/00
Мітки: шліфування, плоских, здійснення, поверхонь, пристрій, спосіб
Формула / Реферат:
1. Спосіб шліфування плоских поверхонь, який полягає в тому, що абразивний інструмент установлюють під кутом до оброблюваної поверхні і надають йому обертання навколо першої осі, співпадаючої з віссю абразивного інструмента, який відрізняється тим, що абразивному інструменту додатково надають обертання навколо другої осі, перпендикулярної до оброблюваної поверхні і пересічної з віссю абразивного інструмента, і переносне обертання навколо...
Спосіб шліфування плоских поверхонь
Номер патенту: 48173
Опубліковано: 10.03.2010
Автори: Тіптюк Олександр Миколайович, Алексеєнко Дмитро Михайлович
МПК: B24B 1/00
Мітки: плоских, спосіб, шліфування, поверхонь
Формула / Реферат:
Спосіб шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, що полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціонування внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціонування внутрішнього круга відносно зовнішнього круга здійснюють в радіальному напрямку, при тому вісь...
Спосіб планетарного шліфування
Номер патенту: 78872
Опубліковано: 25.04.2007
Автори: Долматов Анатолій Іванович, Телегін Олексій Васильович, Горбачов Олексій Олександрович, Сурду Микола Васильович
МПК: B24B 1/00
Мітки: планетарного, шліфування, спосіб
Формула / Реферат:
1. Спосіб планетарного шліфування, при якому деталі надають руху подачі відносно інструмента, за який беруть планетарну шліфувальну головку з дробовим відношенням чисельних величин кутових швидкостей з абразивними кругами, який відрізняється тим, що абразивним кругом надають додаткового безупинного, від окремого приводу, повороту з кутовою швидкістю, обрахованою за формулою:
Спосіб безцентрового шліфування сферичних поверхонь

Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Сластьоненко Олена Сергіївна, Кальченко Володимир Віталійович
МПК: B24B 11/00
Мітки: сферичних, спосіб, поверхонь, шліфування, безцентрового
Формула / Реферат:
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс...
Попередній патент: Спосіб і пристрій для проведення пусконалагоджувальних робіт і балансування системи центрального водяного опалювання
Наступний патент: Спосіб різання автомобільних фільтрів з металевого корпусу, кришки і фільтруючого елемента
Випадковий патент: Газова турбіна і спосіб її експлуатації