Спосіб планетарного шліфування
Номер патенту: 78872
Опубліковано: 25.04.2007
Автори: Сурду Микола Васильович, Телегін Олексій Васильович, Горбачов Олексій Олександрович, Долматов Анатолій Іванович

Формула / Реферат
1. Спосіб планетарного шліфування, при якому деталі надають руху подачі відносно інструмента, за який беруть планетарну шліфувальну головку з дробовим відношенням чисельних величин кутових швидкостей з абразивними кругами, який відрізняється тим, що абразивним кругом надають додаткового безупинного, від окремого приводу, повороту з кутовою швидкістю, обрахованою за формулою:
![]() ,
,
де ![]() - передаточне число планетарної головки;
- передаточне число планетарної головки;
![]() - кутова швидкість абразивних кругів від планетарного обертання,
- кутова швидкість абразивних кругів від планетарного обертання,
![]() - глибина шліфування;
- глибина шліфування;
![]() - зовнішній діаметр планетарної шліфувальної головки.
- зовнішній діаметр планетарної шліфувальної головки.
2. Спосіб планетарного шліфування за п. 1, який відрізняється тим, що подачу деталі визначають за формулою:
![]() ,
,
де ![]() - кількість абразивних кругів на планетарній шліфувальній головці;
- кількість абразивних кругів на планетарній шліфувальній головці;
![]() - кутова швидкість планетарної шліфувальної головки;
- кутова швидкість планетарної шліфувальної головки;
![]() - гранично припустима величина припуску, що знімається абразивним різальним зерном, за один прохід.
- гранично припустима величина припуску, що знімається абразивним різальним зерном, за один прохід.
3. Спосіб планетарного шліфування за п. 1 або п. 2, який відрізняється тим, що кінематичні і геометричні параметри планетарної шліфувальної головки зв'язані співвідношенням:
- при зустрічному обертанні головки й абразивних кругів
![]() ,
,
- при односпрямованому обертанні головки й абразивних кругів
![]() ,
,
де ![]() і
і ![]() - відповідно лінійні швидкості планетарної головки й абразивних кругів;
- відповідно лінійні швидкості планетарної головки й абразивних кругів;
![]() - діаметр абразивних кругів;
- діаметр абразивних кругів;
![]() - гранично припустима величина припуску, що знімається абразивним різальним зерном, за один прохід;
- гранично припустима величина припуску, що знімається абразивним різальним зерном, за один прохід;
![]() - середня відстань між абразивними різальними зернами, розташованими одне за одним в одній площині.
- середня відстань між абразивними різальними зернами, розташованими одне за одним в одній площині.
Текст
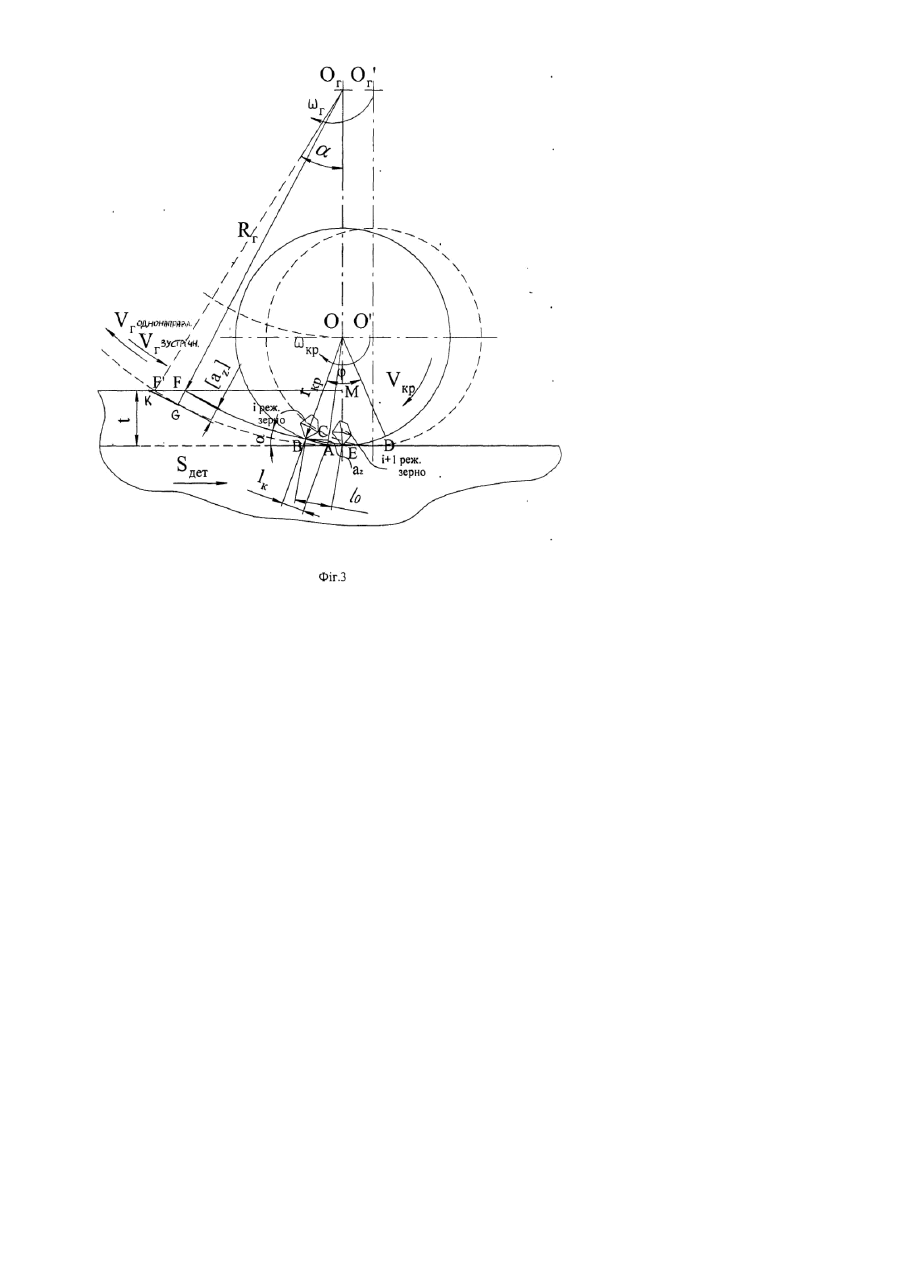
Винахід відноситься до металообробки в машинобудуванні; зокрема до шліфування зв'язаним абразивом з важко оброблюваних і інши х конструкційних матеріалів, обробка яких сполучена з необхідністю знімання великих припусків. Відомий, спосіб шліфування, при якому як абразивний інструмент беруть планетарну шліфувальну головку з дробовим відношенням чисельних величин кутови х швидкостей, чисельні величини яких є цілими, взаємно простими числами [а.с. СРСР №1274906, кл. У24В1/00, 1986p.]. Недоліком цього способу шліфування є той факт, що він не дозволяє вести обробку відразу на всю (будь-яку) величину припуску, що знімається. Найбільш близьким до запропонованого є спосіб шліфування [Патент РФ N2066268C1, МКИ 6В24В1/00, бюл. №25, 10.09.96], при якому деталі надають рух подачі щодо інструмента, за який беруть Планетарну шліфувальну головку з дробовим відношенням чисельних величин кутових швидкостей, чисельні величини яких є цілими взаємно простими числами, і з абразивними кругами, що мають різальні елементи з ділянками для чорнової і чистової обробки. Ділянки для чистової обробки на елементах абразивних різальних кругів головки сформовані у вигляді поверхні що сполучається з поверхнею готової деталі, а ділянки для чорнової обробки - у виді поверхні, що сполучається з площиною, розташованою під кутом a=arcsin(d/L) до поверхні готової деталі, при цьому швидкість подачі деталі вибирають по формулі: (1) S=Wкр·m·L·[t]·d де: d - глибина шліфування; L - довжина ділянки різальної поверхні, призначеної для чорнової обробки; [t] - гранично припустима величина припуску, що знімається абразивним різальним зерном за один прохід; Wкр - кутова швидкість обертання планетарної шліфувальної головки; m - кількість абразивних кругів на планетарній шліфувальній голівці. Недоліком відомого способу є, по-перше, зміна форми абразивних кругів у результаті первісного і наступного виправлень після розмірного зносу кругів (з окружності перетворюється в еліпс), через те, що в процесі різання беруть участь різальні зерна не всією периферією круга, а тільки окремих ділянок. Це приводить до передчасного зносу абразивних зерен, знижує продуктивність і якість обробки. По-друге, зазначений спосіб не гарантує безприжогової обробки, тому що немає критеріальних залежностей, що встановлюють взаємозв'язок технологічних, кінематичних, геометричних параметрів, знайдених з умови одержання максимально можливого значення проміжку часу Dtр між двома послідовними актами знімання стружки з тієї самої ділянки оброблюваної поверхні, що забезпечує найбільш повне протікання адсорбційної взаємодії поверхнево-активних речовин ЗOTЗ із ювенільними ділянками оброблюваної поверхні в контактній зоні (ефект Ребіндера) [Повышение эффективности шлифо вания путем совершенствования кинематики процесса. Н.В. Сурду, А.И. Долматов, А.Ф. Горбачев, А.А. Горбачев. Сборник научных тр удов «Вопросы проектирования и производства конструкций летательных аппаратов», вып. 22(5), с. 118...125., 2000г.]. По-третє, надійність роботи і безпека використання зазначеного способу залежить від безлічі випадкових факторів. Наприклад, при випадковому провороті абразивного круга, він змінює своє положення щодо оброблюваної поверхні, тобто сполучення оброблюваної поверхні і ділянок абразивного круга, що сполучаються з нею, порушиться. Це приведе до удару і різкого збільшення навантаження на абразивний круг і навіть до руйнування абразивного круга. По-четверте, у формулу для визначення подачі S входить величина L, яка залежить від кута нахилу a = arcsin d L . Ці величини для їхнього визначення вимагають додаткових оброблюваної поверхні обчислень. Технічною задачею є забезпечення високої продуктивності, зниження витрати абразивного інструмента, підвищення якості оброблюваної поверхні. Тим самим створюються передумови для заміни фрезерних і протяжливих операцій на шліфувальні. Для досягнення поставленої задачі, у способі планетарного шліфування, при якому надають рух подачі відносно інструмента, за який беруть планетарну шліфувальну головку з дробовим відношенням чисельних величин кутових швидкостей з абразивними кругами, відповідно до винаходу, абразивним кругам надають додатковий безупинний від окремого привода поворот з кутовою швидкістю, визначеною по формулі: ( ) wкр. доп. = і × wкр 360 × arcsin t Dг (2) де: і - передаточне число планетарної головки; wкр - кутова швидкість абразивних гр угів від планетарного обертання t - глибина шлі фування; Dг - зовнішній діаметр планетарної шліфувальної головки. Швидкість подачі визначають по формулі: S = 0,455 × m × wг × [a z ]× Dг t (3) де: m - кількість абразивних гругів планетарній шліфувальній голівці; wг - кутова швидкість планетарної шліфувальної головки (водила); [az] - гранично припустима величина припуску, що знімається абразивним різальним зерном за один прохід; При цьому кінематичні і геометричні параметри зв'язані співвідношенням: - При зустрічному обертанні головки й абразивних кругів Vг ³ Vкр × dкр × [az ] (4) l0 - dкр × [az ] - При побіжному обертанні головки й абразивних кругів Vг ³ Vкр × dкр × [az ] (5) l0 де Vг і Vкр - відповідно лінійні швидкості планетарної головки й абразивних кругів dкр - діаметр абразивних кругів; [az] - гранично припустима величина припуску, що знімається абразивним різальним зерном за один прохід; І0 - середня відстань між абразивними різальними зернами, розташованими одне за одним в одній площині. Даний спосіб забезпечує найбільш повне протікання адсорбційної взаємодії поверхнево-активних речовин ЗOTЗ із ювенільними ділянками оброблюваної поверхні в контактній зоні (ефект Ребіндера). На Фіг.1 показана принципова схема пристрою для реалізації пропонованого способу планетарного шліфування. На Фіг.2 зображений вид А на Фіг.1. На Фіг.3 зображена умовна схема взаємодії різальних зерен абразивного круга з оброблюваною поверхнею. Пристрій для реалізації запропонованого способу складається зі шпинделя 1, що обертається двигуном (не показаний). На шпинделі 1 жорстко закріплено водило 2, що несе на валах 3 абразивні круги 4 головки, і сателіти 5 з можливістю обкатування останніми сонячного колеса 6, що має можливість безупинного повороту, наприклад, за допомогою черв'ячного венця від черв'яка 7, що обертається додатковим приводом (не показаний). При обертанні шпинделя 1 з водилом 2 сателіти 5, обкатуючи сонячне колесо 6, надають абразивним кругам 4 головки обертальний рух, що складається з обертання навколо осі шпинделя 1 і власного. При цьому у випадку зупинки додаткового привода зубчастого колеса 7 і нерухомого і рухомого центроїда, P рівного Q , де Ρ і Q - цілі взаємно прості числа, різальний елемент за один оборот водила 2 робить в 1+ P Q оборотів, а через Q оборотів водило 2 - ціле число оборотів, рівне (Р+Q). абсолютному русі Причому кінематикою обумовлене контактування абразивних кругів головки з поверхнею, що шліфується, числом рівномірно розміщених на робочій поверхні секторів, рівним Q, з повторюваністю контактування кожного через кожні Q оборотів водила, тобто без включення додаткового привода черв'яка 7. Кінематика, планетарної шліфувальної головки (ПШГ) побудована таким чином, що кожна точка різальної поверхні кожного сектора абразивних кругів головки описує в площині обертання ПШГ замкнуту лінію, причому на кожному абразивному крузі розташовано по Q точок, що мають зовсім однакову (співпадаючу) траєкторію. При включенні додаткового привода обертання черв'яка 7 шліфувальним кругом на кожен оборот водила 2 надається безупинний додатковий поворот для того, щоб при знятті наступного шару матеріалу з оброблюваної поверхні не вступили б у процес шліфування різальні зерна попереднього сектора абразивного круга. Запропонований спосіб планетарного шліфування реалізується в такий спосіб. Спочатку здійснюють виправлення абразивних кругів кожним з відомих способів. Після цього на робочому столі, наприклад, пласкошліфувального верстата, закріплюють в настановному пристосуванні оброблюваний виріб. Далі включають привод ПШГ, що забезпечує поступальні швидкості всієї головки Vкр, зв'язані співвідношеннями: - При зустрічному обертанні головки й абразивних кругів ( Vг ³ Vкр × ) dкр × [az ] (6) l0 - dкр × [az ] - При побіжному обертанні головки й абразивних кругів Vг ³ Vкр × dкр × [az ] (7) l0 Потім включають привод додаткового повороту, що надає абразивним кругам крім планетарного обертання додатковий безупинний поворот з кутовою швидкістю: wкр. доп. = і × wкр 360 × arcsin t Dг (8) Останнім включають привод, наприклад, подовжньої подачі робочого столу пласкошліфувального верстата. При цьому, швидкість подачі установлюють відповідно до співвідношення: S = 0,455 × m × wг × [a z ]× Dг t (9) Чисельне значення параметрів dкр Dг, m, I, wкр залежить від конструктивних особливостей ПШГ і верстата, глибину шлі фування задають з конструктивних особливостей оброблюваної деталі, а величини [az] і І0 можуть бути визначені розрахунковим шляхом, наприклад, з нормативно-довідкових (чи інших) матеріалів [див., наприклад, С.Н. Корчак. Производительность процесса шлифования стальных деталей. Μ.: «Машиностроение», 1974, 280с. или Л.Р. Филимонов. Высокоскоростное шлифование. Л.: «Машиностроение», Ленинградское отделение, 1979г., 248с., ил.] або експериментально. Після включення подовжньої подачі робочого столу, виріб подають на ППІГ із заданою швидкістю і знімають заданий припуск за один прохід. У процесі шліфування необхідно створити умови для найбільш повного протікання адсорбційної взаємодії поверхнево-активних речовин ЗOTЗ з ювенільними ділянками оброблюваної поверхні в контактній зоні (ефект Ребіндера), тобто проміжок часу Dt р між двома послідовними актами знімання стружки з однієї ділянки поверхні повинний бути не менше, ніж латентний період Dtр часу розвитку ефекту Ребиндера, що у першому наближенні можна вважати рівним часу утворення хемосорбційнного шару, тобто Dtр Dt х ³1 (10) Представимо схему обробки ГГШГ плоских поверхонь на Фіг.3. Абразивні круга радіуса rкр обертаються щодо осі Ог, а за рахунок планетарного переміщення утворюють оброблену поверхню у вигляді дуги DF. Використовуючи принцип суперпозиції, замінимо переміщення деталі з подачею Sдет на лінійне ' D = ОО ' = O гОГ = FF ' переміщення головки з абразивним кругом величиною . Лінія перетинання дуг окружностей шліфувального круга·радіуса rкр й окружності планетарної головки радіуса R г визначить довжину контакту Ік абразивного круга з оброблюваною поверхнею Ік =АВ. Величина переміщення D (а значить і величина подачі деталі Sдет) вибирається з таких умов роботи різальних зерен, при яких товщина стружки, що знімається кожним різальним зерном за прохід, не повинна перевищувати припустиму величину az=AC, при якій забезпечуються найбільш сприятливі умови роботи абразивного інструмента з погляду його розмірної стійкості, зносостійкості і міцності. Щоб поліпшити умови стружкоутворення при шліфуванні, необхідно збільшити час взаємодії поверхнево-активних речовин, що містяться в ЗOTЗ з ювенільними ділянками оброблюваної поверхні, що розкриваються різальними зернами розташованими одне за одним в одній площині до максимально можливої величини. Це досягається за умови, що швидкість переміщення оброблюваної поверхні (чи ПШГ) щодо абразивного круга буде такою, що за проміжок часу між виходом із зони різання і-го різального зірна і входом у зону різання і+1-го різального зерна що розташоване за і-им зерном, оброблювана поверхня виробу переміститься і стане в положення, при якому точка виходу з контакту і-го різального зерна стане точкою входу в зону контакту (різання) і+1-го зерна. У цьому випадку виключається контакт і+1-го різального зерна з ювенільною поверхнею, розкритою і-тим різальним зерном тим самим час взаємодії цієї поверхні з ПАР ЗOTЗ збільшується майже на порядок у порівнянні з традиційними методами шліфування, а значить і ступінь прояву е фекту Ребіндера теж значно зросте. Для цього необхідно, щоб виконувалася умова (2), тобто: Dtр ³ D tх , чи lк І -І ³ 0 к Vг Vкр (11) Звідки: Vг ³ Vкр Ік І0 - Ік (12) де Vг - швидкість поступального переміщення оброблюваної поверхні виробу, тобто переміщення зони різання з поступальною швидкістю переміщення планетарної головки щодо оброблюваної поверхні; Vкр - швидкість поступального переміщення поверхні абразивного інструмента; Ік - довжина дуги безпосереднього контакту абразивного інструмента з виробом; І0 - середня відстань між абразивними різальними зернами розташованими одне за одним в одній площині (І0 величина залежить від зернистості круга, її середньостатистичні значення лежать у межах Іо=0,5...6мм, [Байкалов А.К. Введение в теорию шлифования // Киев: На укова думка, 1978, 207с.]). Коли напрямок поступального переміщення ПШГ у зоні контакту оброблюваної поверхні з інструментом збігається з напрямком поступального переміщення поверхні інструмента, що ріже, тобто при однонапрвленому обертанні ПШГ і шліфувального круга, проміжок часу, за який різальне зерно покриває І0 відстань, повинний бути рівним проміжку часу, за яке точка А (точка входу зерна, що ріже, у контакт) переміститься в положення точки В (точка виходу зерна, що ріже, з контакту), тобто lк І І ³ 0 чи Vг = к Vг Vкр I0 (13) Для визначення довжини контакту Ік шлі фувального круга й оброблюваної поверхні розглянемо трикутники DВОС і DАВС: із трикутника ВОС ( 2 ВС = ОВ 2 - ОС 2 = rкр - rкр - а z )2 = (14) = 2 rкрa z - a 2 z із трикутника ABC 2 ВС = АВ 2 - АС 2 = Ік - а2 z (15) Дорівнюючи вирази (14) і (15) і з огляду на, що 2rкр - це діаметр шліфувального круга dкр, одержимо: Ік = dкр a z (16) З Фіг.3 видно, що при переміщенні абразивного круга уздовж оброблюваної поверхні по дузі AF' величина аz безупинно збільшується і досягає максимального значення [az] в момент виходу круга з зони обробки, тоді вираз для визначення довжини контакту шліфувального круга з оброблюваною поверхнею прийме вигляд: Ік = dкр a z (17) Підставляємо (17) у формули (12) і (13), одержимо співвідношення швидкостей шліфувального круга і планетарної головки: - при зустрічному обертанні шліфувального круга і головки Vг ³ Vкр × dкр × [az ] l0 - dкр × [az ] (18) - при побіжному обертанні шліфувального круга і головки Vг ³ Vкр × dкр × [az ] l0 (7) Таким чином, формули (18) і (19) установлюють взаємозв'язок кінематичних і геометричних параметрів ПШГ, що забезпечують сприятливі умови стружкоутворення за рахунок створення умов для прояву адсорбційного ефекту Ребіндера. Для визначення величини подачі використовуємо таку умову роботи різальних зерен, коли максимальна товщина стружки, що знімається кожним різальним зерном за прохід, не перевищує гранично припустиму [аz] величину, при якій забезпечуються найбільш сприятливі умови роботи абразивних зерен [Байкалов А.К. Введение в теорию шли фования // Киев: Наукова думка, 1978, 207с.]. За інтервал часу Dtр=1 /mwг між двома послідовними актами знімання стружки з тієї ж самої ділянки оброблюваної поверхні, виріб повинний переміститися в подовжньому напрямку на таку відстань D=FF' (Фіг.1), при якій припуск не перевищує величини [аz], тобто D=Sдет·Dt р=Sдет/mwг (20) де Sдет - величина подачі оброблюваної деталі; wг - кутова швидкість планетарної шліфувальної головки; m - кількість шліфувальних кругів ПШГ. Для визначення величини D проведемо дотичну KG у крапці G до траєкторії переміщення головки. Одержимо трикутник KGF, у якому гіпотенуза KF=FF'+F'K. FF'=D, а F'K з похибкою, що не перевищує 1,2...2%, приймемо рівним F’K»0,1D. Тоді KF=1,1D. З подоби трикутників DFKG і DFOг M випливає, що GF FM = KF OгF (21) З трикутника DFOг M визначимо величину FM як FM = Oг F2 - OгМ2 (22) де ОгF=Rг - радіус планетарної головки; ОгМ= ОгС-МС=Rг-t, де t - глибина припуску, що знімається планетарною головкою. Тоді FM = R2 - (Rг - t )2 = 2Rг t - t 2 г . З огляду на те, що 2Rг=Dr (діаметр планетарної головки), а величиною t2 в порівнянні з добутком 2Rгt можна знехтувати, одержимо Підставляючи всі знайдені значення в (21), визначимо D: D= Dг [az ] 2,2 Dг t = [az ] 2,2 Dг t FM = Dг t . (23) Дорівнюючи вирази (20) і (23) одержимо вираз для визначення подачі деталі: S дет = 0,455mwг [az ] Dг / t (24) Для забезпечення рівномірності знімання матеріалу з оброблюваної поверхні кожним різальним зерном по всій периферії абразивних кругів, тобто рівномірного зносу останніх, необхідно, щоб сектор ВОЕ з кутом j=і·б абразивного круга, призначений для знімання одного шару матеріалу уздовж дуги окружності AF’ після здійснення головкою одного обороту, не вступив би знову в процес обробки наступного шару матеріалу. Для цього необхідно, щоб абразивний круг за кожен оборот ПШГ одержував додатковий поворот на кут a = arcsin j= і·a, де wкр. доп = і × wкр 360 t t = arcsin LK Dг × arcsin t - з постійною додатковою кутовою швидкістю повороту: (25) Dг забезпечуючи загальну кутову швидкість обертання абразивних кругів wкр.о від планетарного обертання wкр і додаткового обертання wкр.доп від додаткового привода: æ i wкр.о = wкр × ç 1 + × arcsin è 360 t ö Dг ÷ ø (26) Надання абразивним кругам крім планетарного обертання безперервного додаткового повороту від окремого привода забезпечує рівномірний знос абразивних зерен по всій периферії круга, що зменшує знос і витрату абразивних кругів, кількість виправлень, підвищує продуктивність, точність і якість оброблених деталей. Витримуючи знайдені співвідношення швидкостей головки й абразивних кругів, процес шліфування може проводитись на всю (кожну) глибину з мінімальними енерговитратами, тому що при цьому забезпечуються найбільш сприятливі умови зняття стружки кожним абразивним зерном. При підтримці подовжньої подачі на розрахунковому рівні припуск, що знімається кожним різальним зерном не буде перевищувати гранично припустимого значення (аz). Таким чином, у пропонованому способі планетарного шліфування забезпечується рівномірне навантаження на кожне різальне зерно, при цьому не перевищується гранично припустиме значення товщини стр ужки, що знімається. Усе це забезпечує умови для підвищення розмірної стійкості абразивного інструмента, продуктивності, ефективності і надійності обробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of planetary grinding
Автори англійськоюHorbachov Oleksii Oleksandrovych, Surdu Mykola Vasyliovych, Dolmatov Anatolii Ivanovych
Назва патенту російськоюСпособ планетарного шлифования
Автори російськоюГорбачов Алексей Александрович, Сурду Николай Васильевич, Долматов Анатолий Иванович
МПК / Мітки
МПК: B24B 1/00
Мітки: шліфування, планетарного, спосіб
Код посилання
<a href="https://ua.patents.su/7-78872-sposib-planetarnogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб планетарного шліфування</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Бєлов Сергій Геннадійович, Молчанов Олександр Дмитрієвич, Вяльцев Микола Васильович, Гусєв Володимир Владиленович
МПК: B24B 9/06
Мітки: плоских, спосіб, шліфування, поверхонь
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування
Номер патенту: 56455
Опубліковано: 15.05.2003
Автори: Байков Анатолій Вікторович, Михайлов Олександр Миколаєвич, Іщенко Олександр Львович, Удовиченко Володимир Олександрович, Швирьов Дмитро Олександрович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування торцевими шліфувальними кругами на багатоінструментальній планетарній головці, при якому торцеві шліфувальні круги розташовують на окружності планетарної головки для одержання обертального руху щодо своєї осі й осі планетарної головки, а також планетарній головці повідомляють поступальний рух щодо виробу, який відрізняється тим, що торцеві круги розташовують на двох і більш окружностях різного діаметра планетарної головки і...
Спосіб шліфування
Номер патенту: 46335
Опубліковано: 15.05.2002
Автори: Михайлов Олександр Миколаєвич, Удовиченко Володимир Олександрович, Буленков Євген Олександрович, Іщенко Олександр Львович, Байков Анатоій Вікторович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоінструментальної головки і відносне переміщення багатоінструментальної головки і виробу, який відрізняється тим, що шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Шам Максим Костянтинович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: поверхонь, шліфування, безцентрового, циліндричних, поздовжного, спосіб
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Жадан Олександр Васильович
МПК: B24B 5/00
Мітки: двох, циліндричних, спосіб, деталей, одночасного, торців, шліфування
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Попередній патент: Двочастотний кільцевий газорозрядний лазер
Наступний патент: Кромкомоталка
Випадковий патент: Двостадійний спосіб заморожування продукції для подальшого сублімаційного сушіння