Спосіб безцентрового шліфування сферичних поверхонь
Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Сластьоненко Олена Сергіївна, Рудик Андрій Васильович, Кальченко Володимир Віталійович

Формула / Реферат
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс в напрямку ведучого круга, а шліфувальний та ведучий круги мають дзеркальні профілі, які забезпечують переміщення центру кульки в одній площині, перпендикулярній осі обертання барабана, причому на виході сфер із зони обробки на торцях кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворювальні ділянки, розташовані на відстані, що дорівнює діаметру вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску.
2. Спосіб за пунктом 1, який відрізняється тим, що як опорну поверхню використовують рухомий диск, який обертається навколо осі, паралельної осі обертання барабана та зміщеної відносно неї на величину ексцентриситету.
Текст
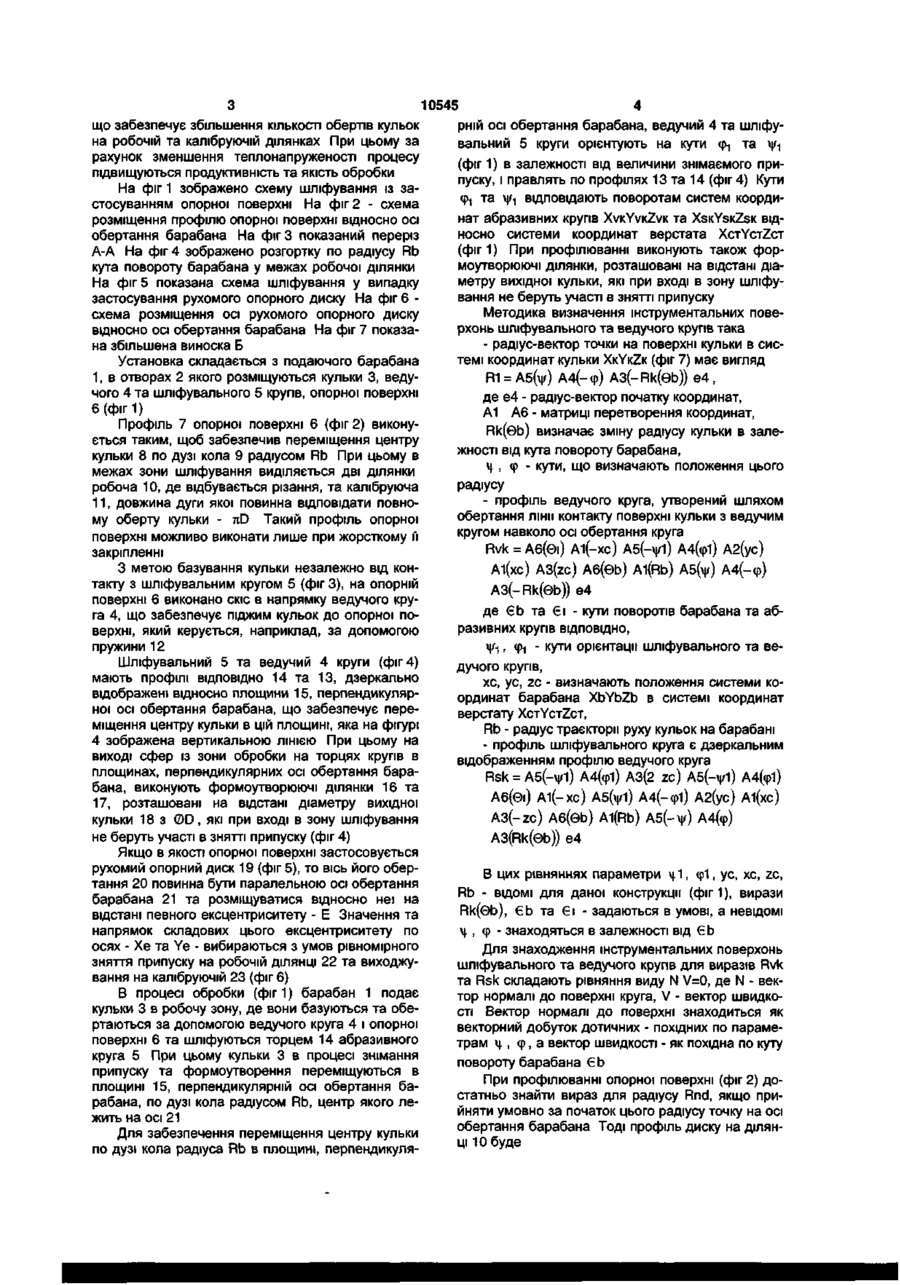
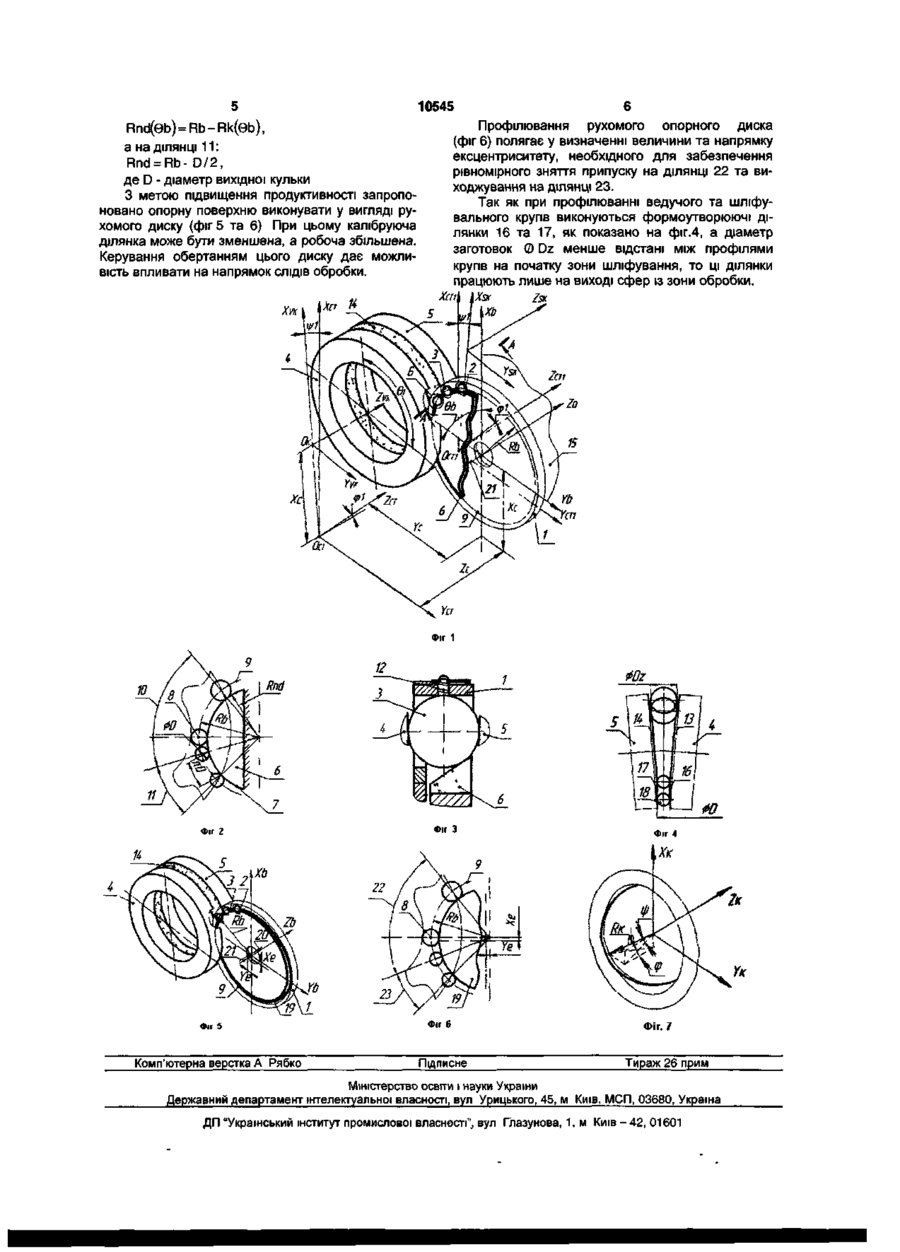
1 Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної пове рхні, на якій і виконують скіс в напрямку ведучого круга, а шліфувальний та ведучий круги мають дзеркальні профілі, які забезпечують переміщення центру кульки в одній площині, перпендикулярній осі обертання барабана, причому на виході сфер із зони обробки на торцях кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворювальні ділянки, розташовані на відстані, що дорівнює діаметру вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску 2 Спосіб за пунктом 1, який відрізняється тим, що як опорну поверхню використовують рухомий диск, який обертається навколо осі, паралельної осі обертання барабана та зміщеної відносно неї на величину ексцентриситету Корисна модель відноситься до абразивної обробки і може бути використана у ПІДШИПНИКОВІЙ, автотракторній, авіаційній промисловості при фінішній обробці деталей типу куля Відомим Є спосіб безцентрового шліфування сферичної поверхні за допомогою пристрою, в якому кульки обробляються в робочому просторі, утвореному верхнім та нижнім шліфувальним кругами, за допомогою створення натягу між кругами [Р п 01164551 А, (С) 1989 JPO&Japio B24B11/06] Недоліком цього способу є можливість його застосування лише для чорнової обробки та те, що спосіб ефективний тільки для кульок малого діаметру Найбільш близьким до даного є спосіб безцентрового шліфування сферичної поверхні за допомогою спеціального пристрою, котрий складається з шліфувального круга, опорного ножа та ведучого круга, на робочій поверхні якого виконана гвинтова канавка з постійним профілем западини, по якій в процесі обробки переміщуються кульки, а гвинтова канавка виконана з неперервною зміною положення бісектриси кута нахилу западини відносно осі обертання ведучого круга [ас 1158330, СРСР МКИВ24В11/02] Недоліками даного способу є жорсткий зв язок двох складових у швидкості обертання кульки в процесі обробки та можливість застосування даного способу лише для фінішної обробки Мета корисної моделі - підвищення точності та продуктивності обробки сферичних поверхонь за один прохід в режимі глибинного шліфування за рахунок того, що центр кульки в процесі знімання припуску та формоутворення переміщується в площині, перпендикулярній осі обертання барабана, по дузі кола, центр якого лежить на цій осі Для здійснення цієї мети виконуються дзеркальні профілі на ведучому та шліфувальному кругах і такий профіль опорної поверхні, які забезпечують переміщення центру кульки по дузі кола з постійним радіусом як на чорновій ДІЛЯНЦІ обробки, так і на калібруючій, а також на виході сфер із зони обробки на торцях абразивних кругів в площинах, перпендикулярних осі обертання барабана, виконують формоутворюючі ділянки, розташовані на відстані діаметру вихідної кульки, які при вході в зону шліфування не беруть участі в знятті припуску Крім того, з метою підвищення точності обробки в якості опорної поверхні, на якій базуються кульки, використовується рухомий опорний диск, £2 w Ю ^f LQ С5 гт р ZZ> ^f J ^ 5Г ^ 10545 4 що забезпечує збільшення КІЛЬКОСТІ обертів кульок рній осі обертання барабана, ведучий 4 та шліфуна робочій та калібруючій ділянках При цьому за вальний 5 круги орієнтують на кути ф) та у-\ рахунок зменшення теплонапруженості процесу (фіг 1) в залежності від величини знімаємого припідвищуються продуктивність та якість обробки пуску, і правлять по профілях 13 та 14 (фіг 4) Кути На фіг 1 зображено схему шліфування із заФ1 та \ /| відповідають поворотам систем коорди|стосуванням опорної поверхні На фіг 2 - схема нат абразивних кругів XVKYVKZVK та XSKYSKZSK ВІДрозміщення профілю опорної поверхні відносно осі НОСНО системи координат верстата XCTYCTZCT обертання барабана На фіг 3 показаний переріз (фіг 1) При профілюванні виконують також форА-А На фіг 4 зображено розгортку по радіусу Rb моутворюючі ділянки, розташовані на відстані діакута повороту барабана у межах робочої ділянки метру вихідної кульки, які при вході в зону шліфуНа фіг 5 показана схема шліфування у випадку вання не беруть участі в знятті припуску застосування рухомого опорного диску На фіг 6 Методика визначення інструментальних повесхема розміщення осі рухомого опорного диску відносно осі обертання барабана На фіг 7 показархонь шліфувального та ведучого кругів така на збільшена виноска Б - радіус-вектор точки на поверхні кульки в системі координат кульки XKYKZK (фіг 7) має вигляд Установка складається з подаючого барабана I, в отворах 2 якого розміщуються кульки 3, ведуR1 = А5(і|/) A4(-q>) A3(-Rk(0b)) e4 , чого 4 та шліфувального 5 кругів, опорної поверхні де е4 - радіус-вектор початку координат, 6 (фіг 1) А1 А6 - матриці перетворення координат, Профіль 7 опорної поверхні 6 (фіг 2) виконуRk(0b) визначає зміну радіусу кульки в залеється таким, щоб забезпечив переміщення центру жності від кута повороту барабана, кульки 8 по дузі кола 9 радіусом Rb При цьому в ц. , ф - кути, що визначають положення цього межах зони шліфування виділяється дві ділянки робоча 10, де відбувається різання, та калібруюча радіусу II, довжина дуги якої повинна відповідати повно- профіль ведучого круга, утворений шляхом му оберту кульки - лО Такий профіль опорної обертання лінії контакту поверхні кульки з ведучим поверхні можливо виконати лише при жорсткому її кругом навколо осі обертання круга закріпленні Rvk = Аб(0і) А1(-хс) А5(-\|П) А4(
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centerless grinding of spherical surfaces
Автори англійськоюKalchenko Volodymyr Vitaliiovych, Rudyk Andrii Vasyliovych
Назва патенту російськоюСпособ бесцентровой шлифовки сферических поверхностей
Автори російськоюКальченко Владимир Витальевич, Рудык Андрей Васильевич
МПК / Мітки
МПК: B24B 11/00
Мітки: безцентрового, поверхонь, шліфування, спосіб, сферичних
Код посилання
<a href="https://ua.patents.su/4-10545-sposib-bezcentrovogo-shlifuvannya-sferichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб безцентрового шліфування сферичних поверхонь</a>
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Саєд Мортеза Хашемінежад, Субін Анатолій Анатолійович, Олійник Валерій Петрович, Петраков Юрій Володимирович
МПК: B24B 1/00
Мітки: торцевих, спосіб, шліфування, поверхонь, сферичних
Формула / Реферат:
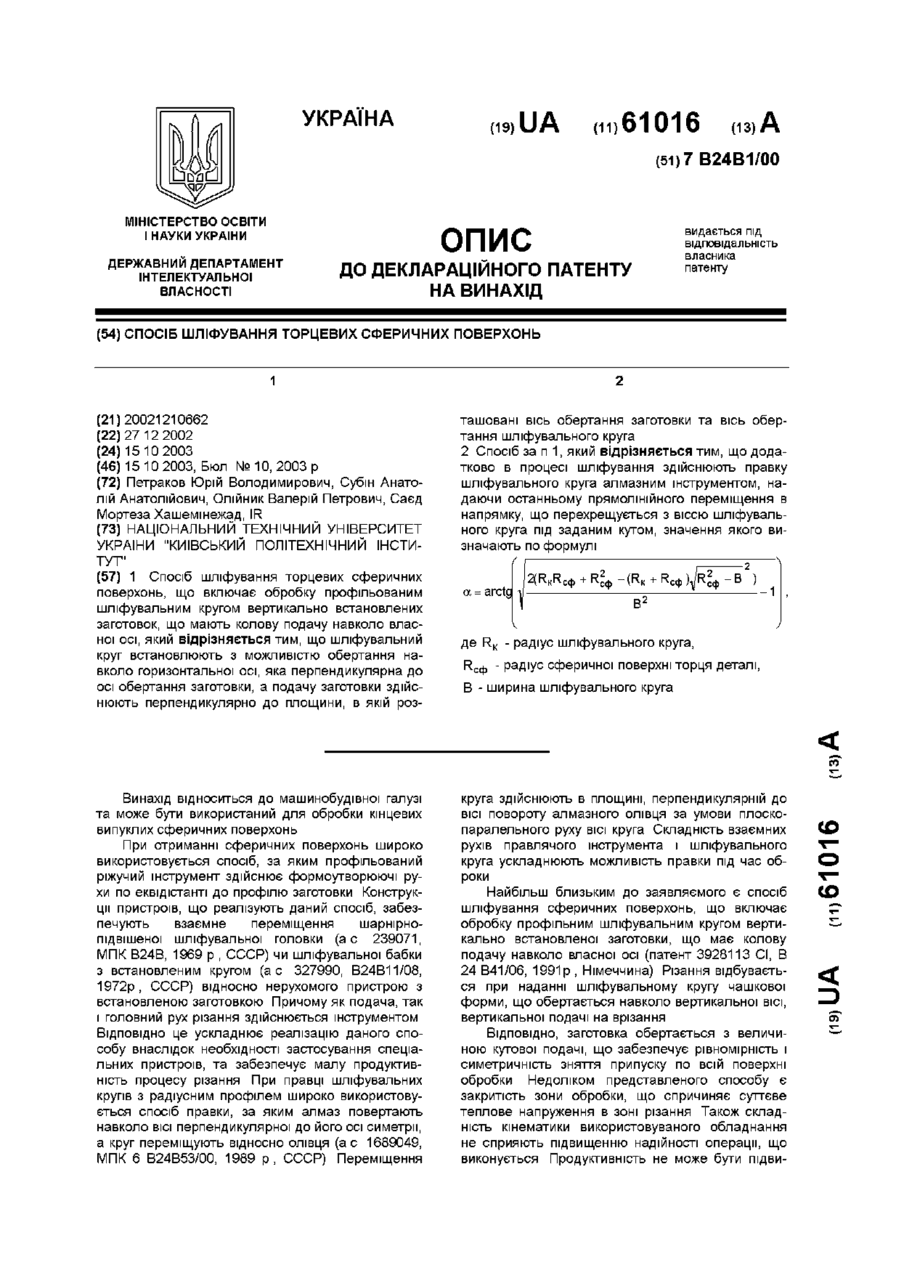
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Бєлов Сергій Геннадійович, Молчанов Олександр Дмитрієвич, Гусєв Володимир Владиленович
МПК: B24B 9/06
Мітки: поверхонь, спосіб, шліфування, плоских
Формула / Реферат:
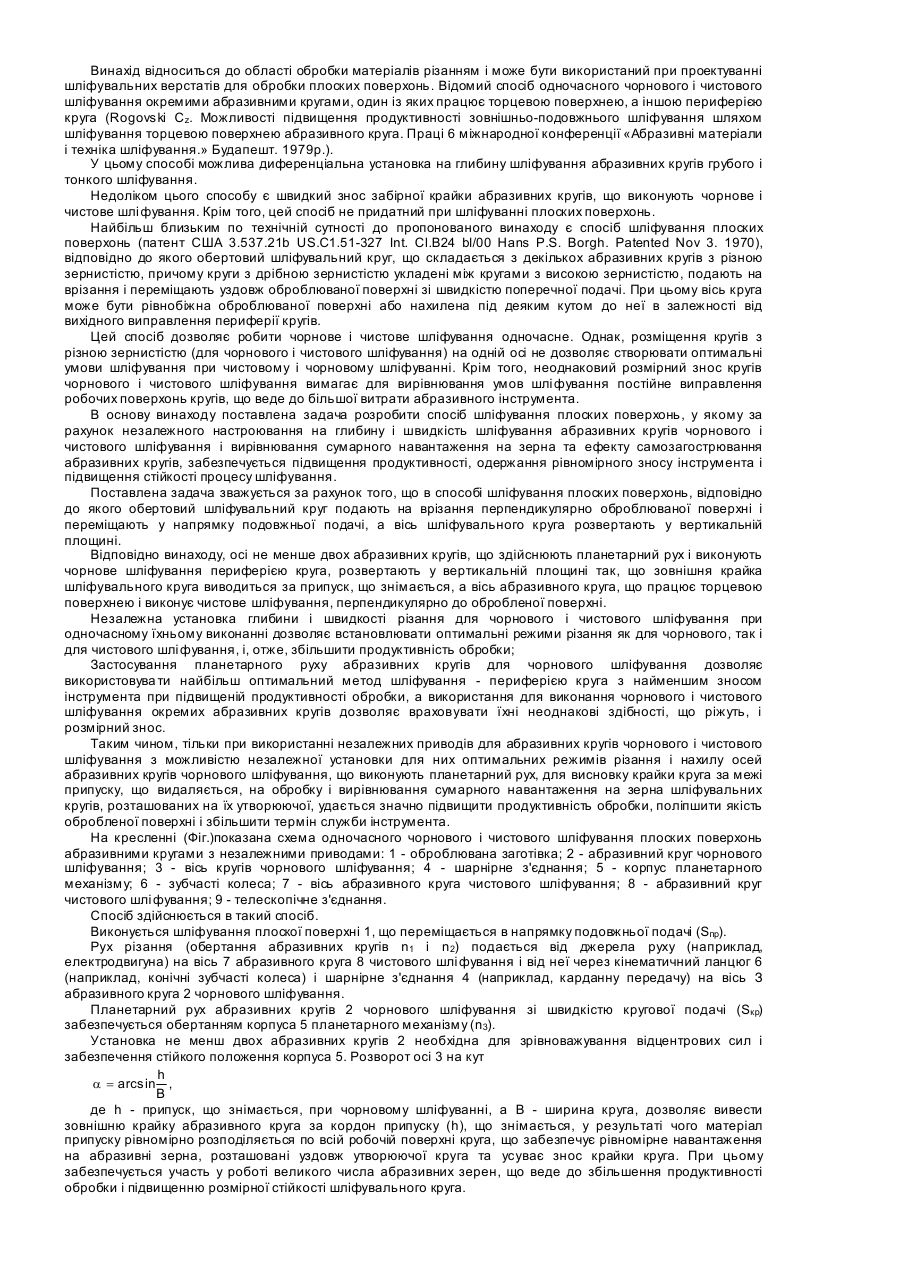
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: шліфування, поверхонь, циліндричних, спосіб, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 73614
Опубліковано: 15.08.2005
Автори: Батиєв Анатолій Джангірович, Власенко Василь Миколайович, Римчук Данило Васильович, Ломакін Віктор Дмитрович, Вайсберг Григорій Львович
МПК: B23B 5/00, B24B 11/00
Мітки: сферичних, пристрій, поверхонь, деталей, обробки
Формула / Реферат:
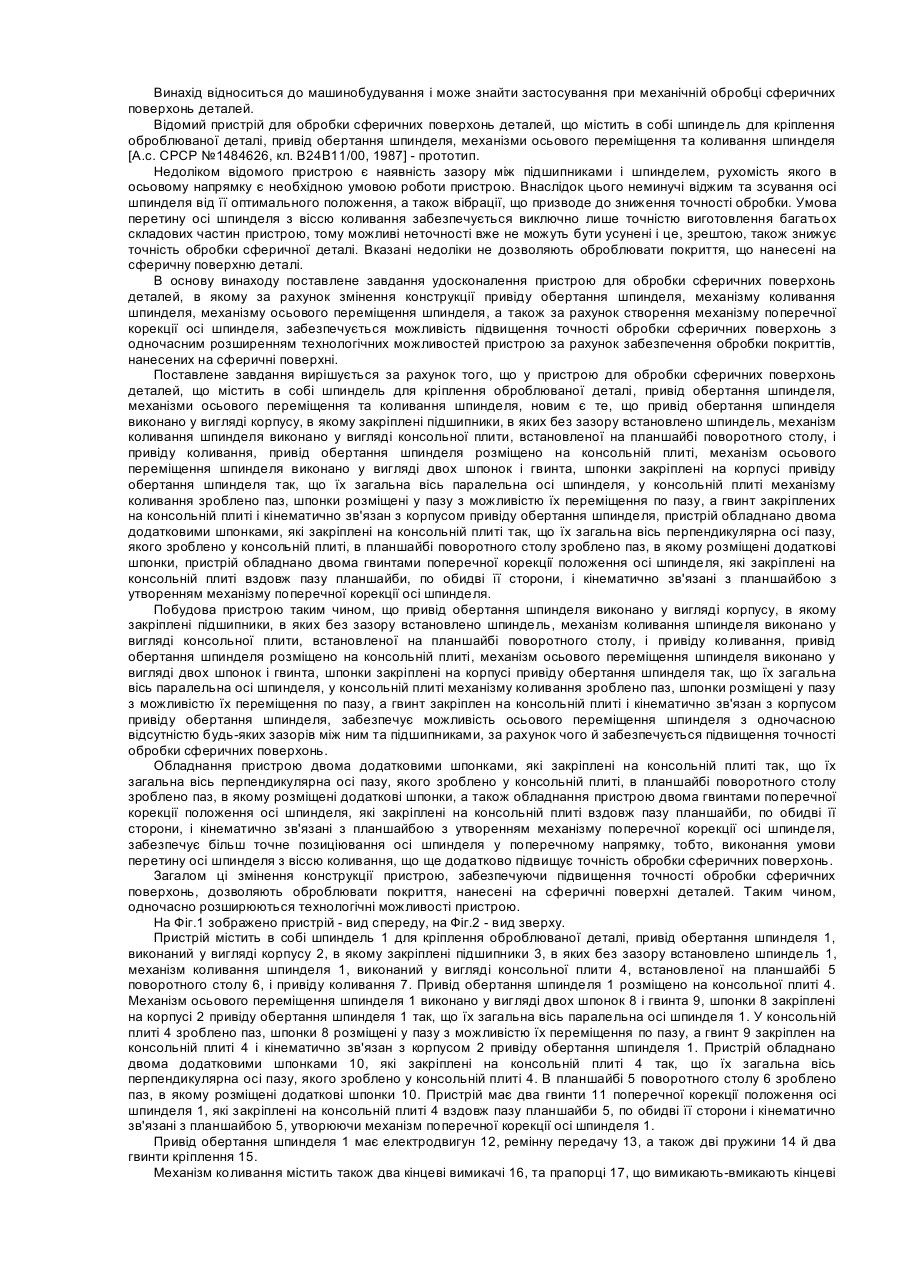
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, який відрізняється тим, що привід обертання шпинделя містить корпус, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя містить консольну плиту, встановлену на планшайбі поворотного столу, і привід...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 64233
Опубліковано: 16.02.2004
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: сферичних, реалізації, обробки, пристрій, поверхонь, спосіб
Формула / Реферат:
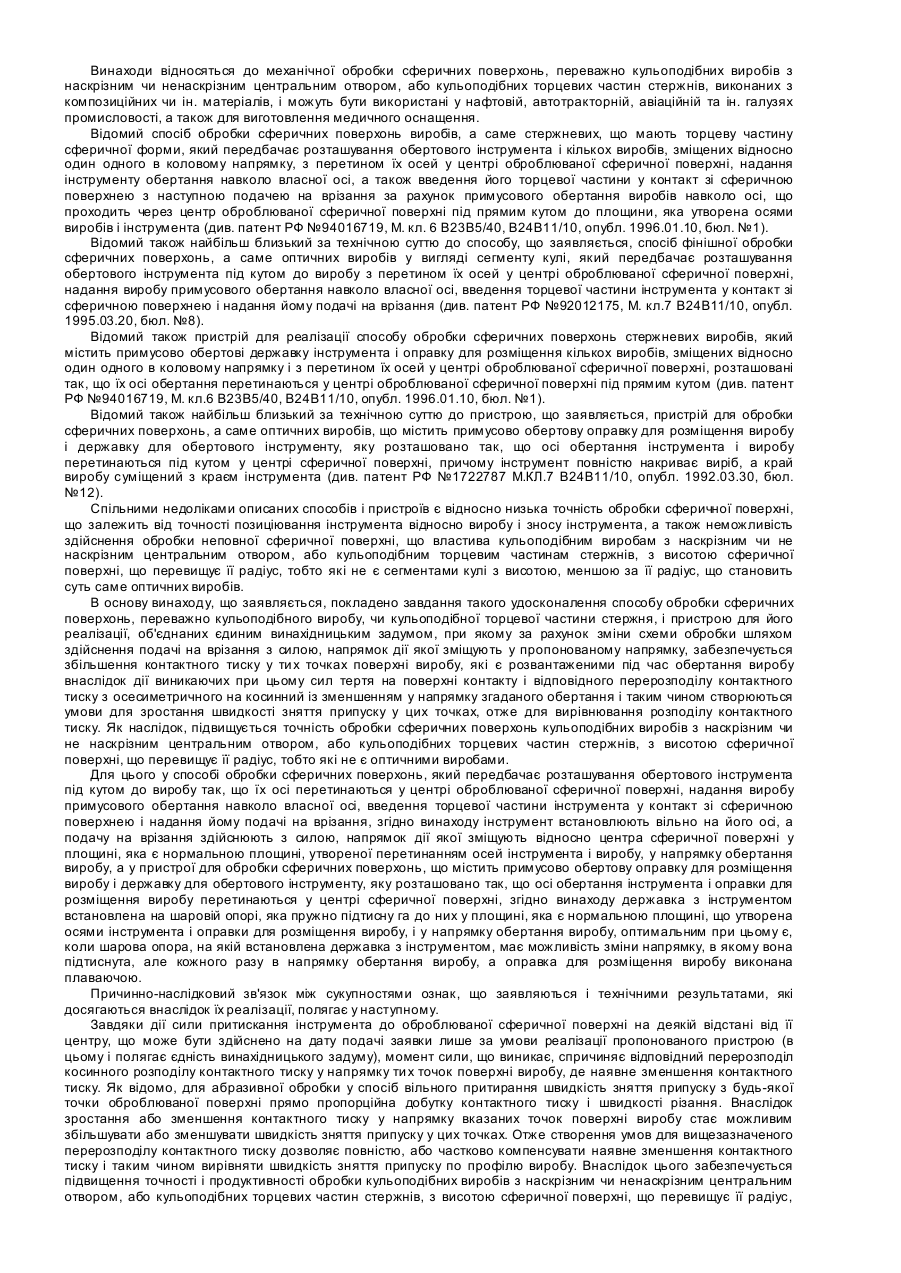
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Попередній патент: Установка для біологічної очистки стічних вод
Наступний патент: Распатор ковальової
Випадковий патент: Теплова ізоляція