Багатомісцеве касетне пристосування
Номер патенту: 91976
Опубліковано: 25.07.2014
Автори: Пижов Іван Миколайович, Кліменко Віталій Григорович, Алексеєнко Дмитро Михайлович
Формула / Реферат
Багатомісцеве касетне пристосування для закріплення різцевих вставок, що містить збірний корпус, виконаний у вигляді двох напівпризм, встановлених з можливістю повороту щодо верхньої частини корпусу, що має поздовжній паз для розміщення вкладишів, напівпризми мають поверхні, призначені для взаємодії з введеним в пристосування клином і базування, з розташуванням двох базових поверхонь на напівпризмах, а третьої - на клині, яке відрізняється тим, що поздовжній паз виконаний зі зміщенням в одну з бічних сторін верхньої частини корпусу, у другій частині якого виконані наскрізні отвори, осі яких перпендикулярні до поздовжньої осі паза, при цьому верхня частина отворів зрізана таким чином, щоб довжина хорди, яка утворена в результаті перерізу верхньої площини корпусу з кожним отвором знаходилася в межах:
d sin{90° - arcsin[(2h-d-2h')/d]}<Lx<d-0,2,
де Lx - довжина хорди, мм; d - діаметр вставки, що підлягає заточуванню, мм; h - висота вставки, мм; h' - гарантована висота вильоту вставки, рівна 0,1-0,2 мм.
Текст
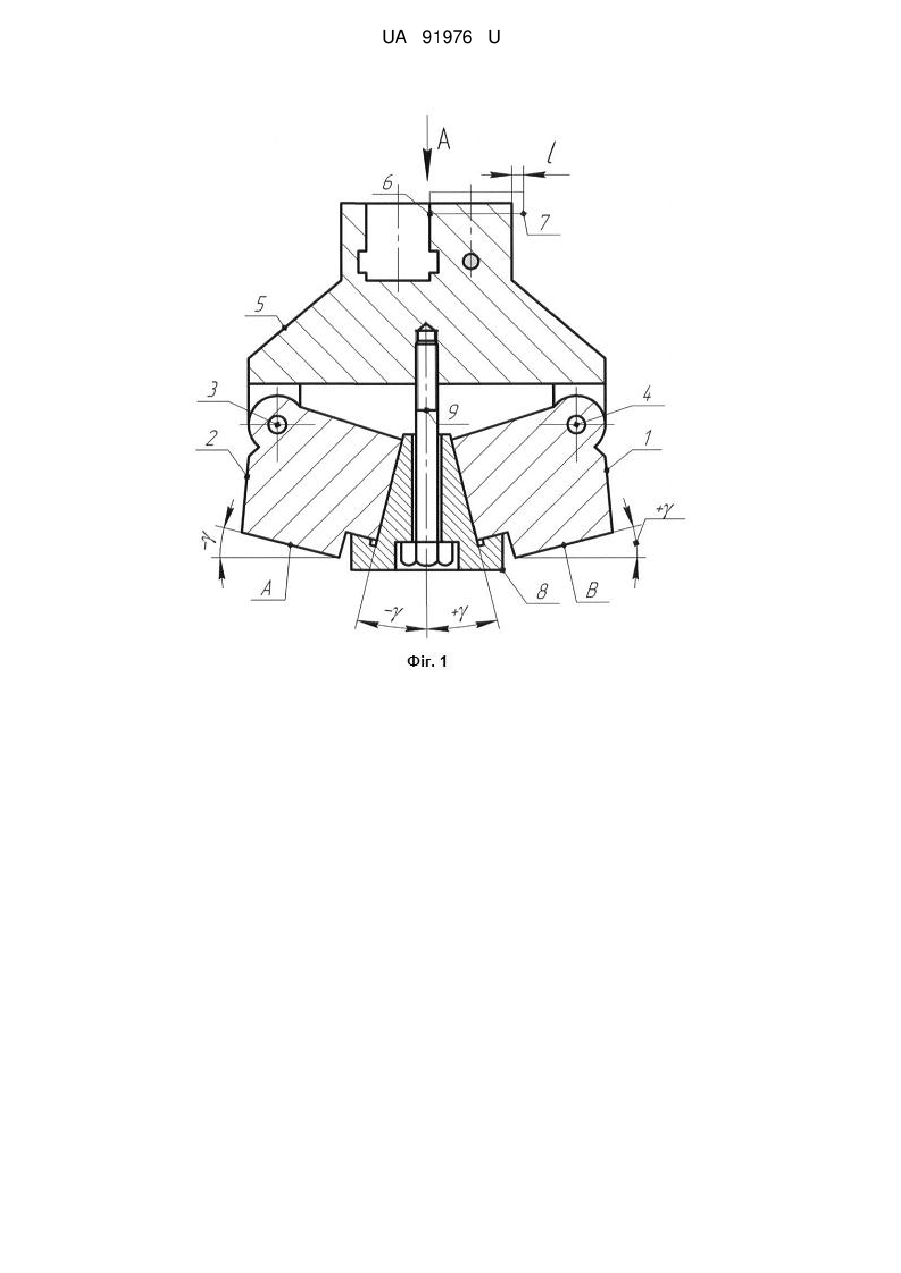
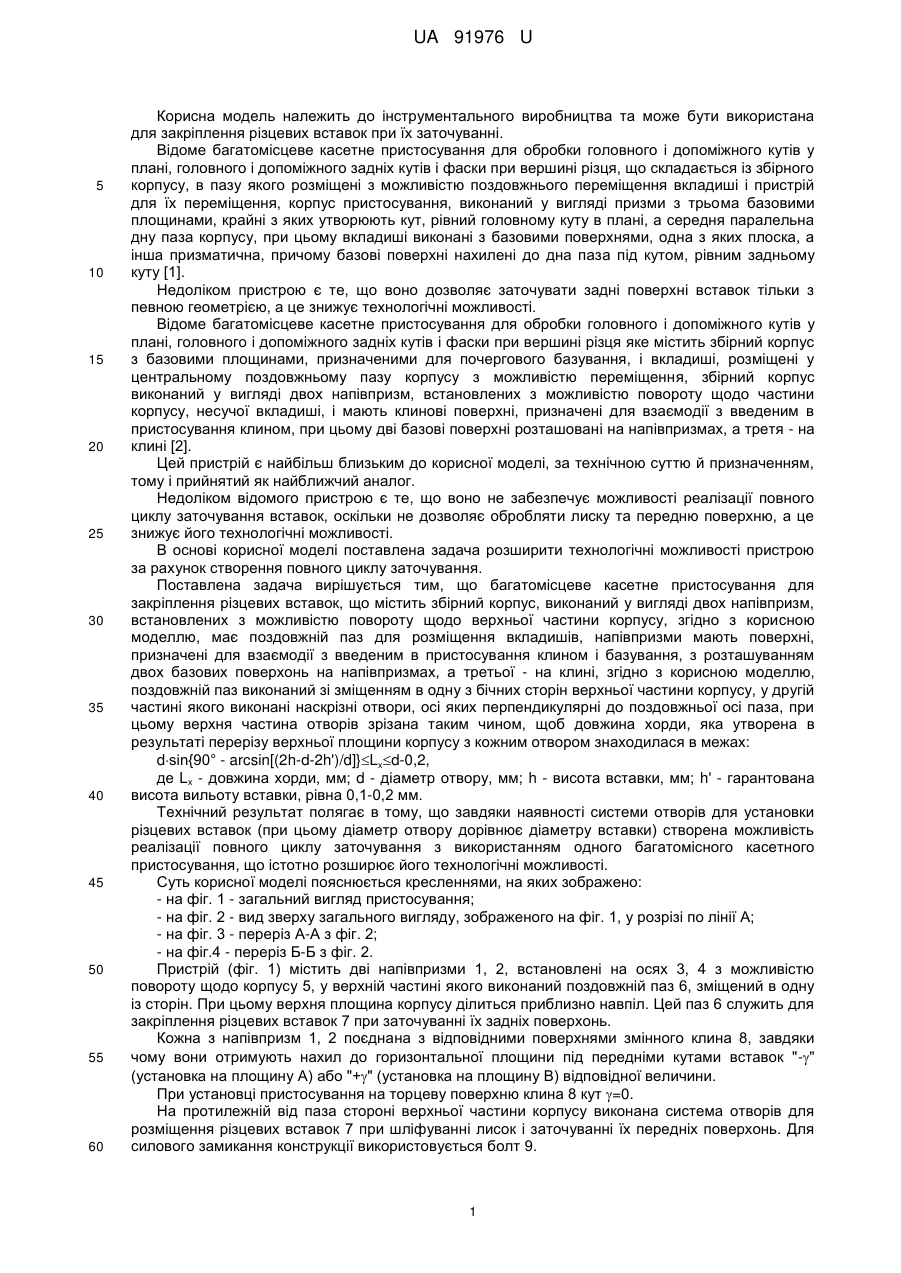
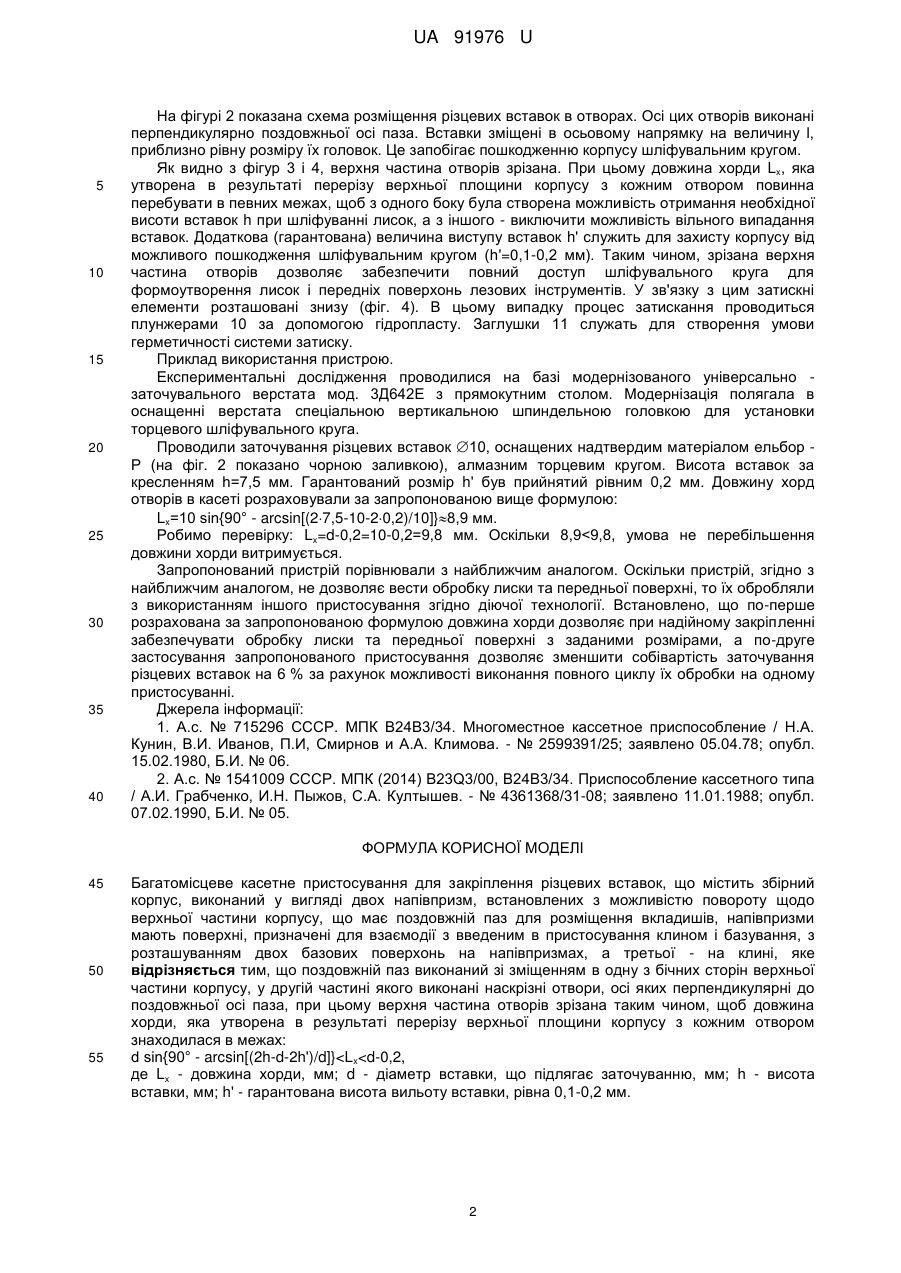
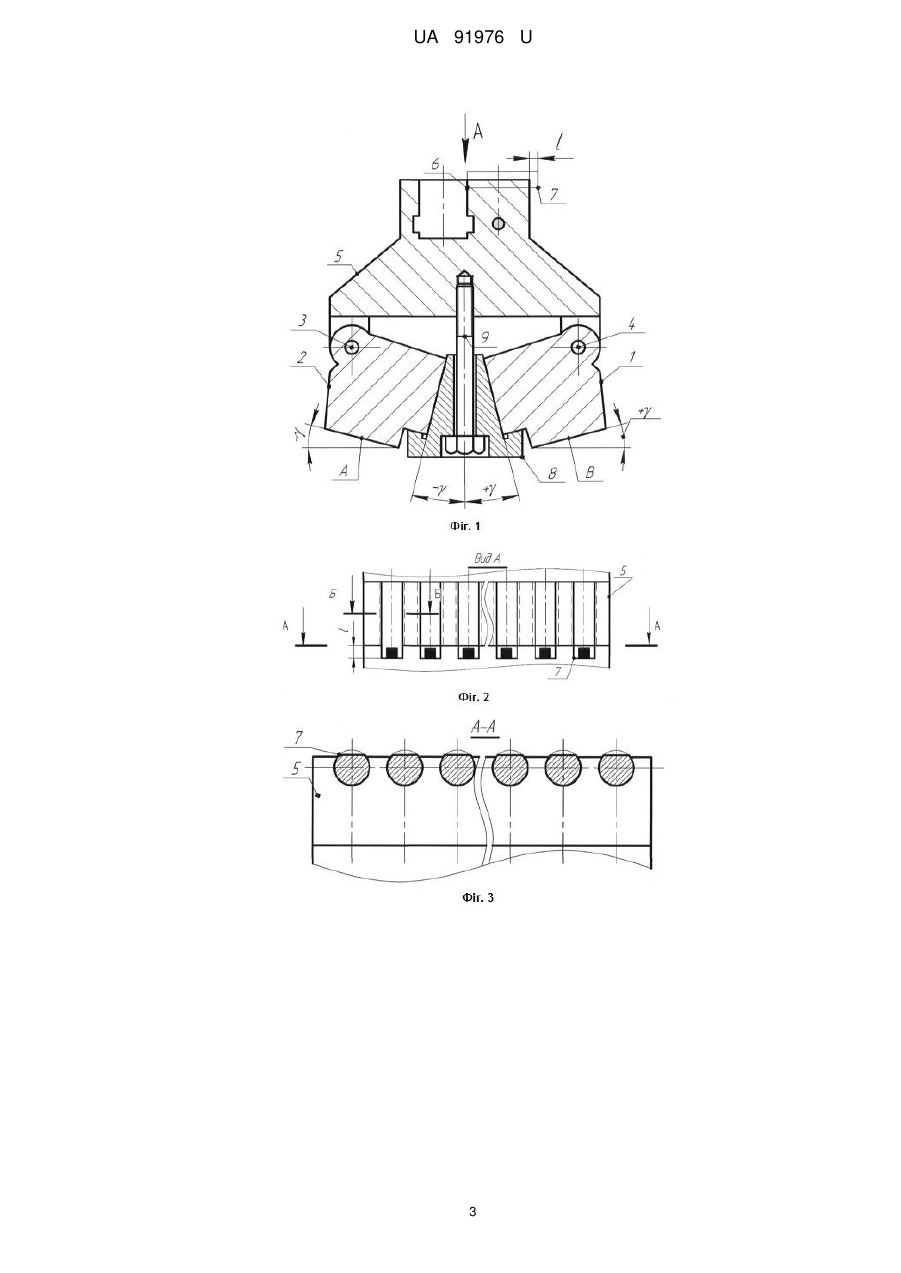
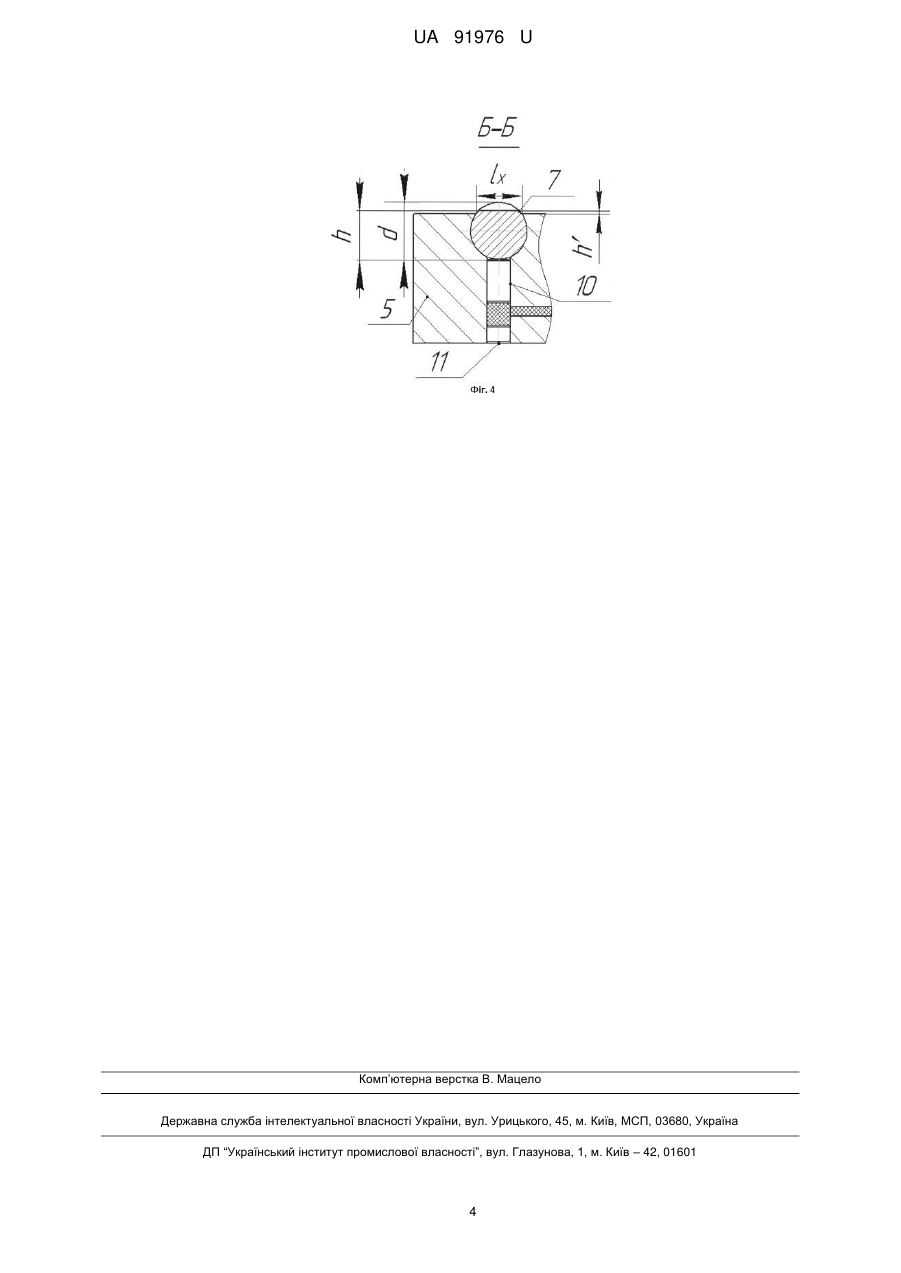
Реферат: UA 91976 U UA 91976 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інструментального виробництва та може бути використана для закріплення різцевих вставок при їх заточуванні. Відоме багатомісцеве касетне пристосування для обробки головного і допоміжного кутів у плані, головного і допоміжного задніх кутів і фаски при вершині різця, що складається із збірного корпусу, в пазу якого розміщені з можливістю поздовжнього переміщення вкладиші і пристрій для їх переміщення, корпус пристосування, виконаний у вигляді призми з трьома базовими площинами, крайні з яких утворюють кут, рівний головному куту в плані, а середня паралельна дну паза корпусу, при цьому вкладиші виконані з базовими поверхнями, одна з яких плоска, а інша призматична, причому базові поверхні нахилені до дна паза під кутом, рівним задньому куту [1]. Недоліком пристрою є те, що воно дозволяє заточувати задні поверхні вставок тільки з певною геометрією, а це знижує технологічні можливості. Відоме багатомісцеве касетне пристосування для обробки головного і допоміжного кутів у плані, головного і допоміжного задніх кутів і фаски при вершині різця яке містить збірний корпус з базовими площинами, призначеними для почергового базування, і вкладиші, розміщені у центральному поздовжньому пазу корпусу з можливістю переміщення, збірний корпус виконаний у вигляді двох напівпризм, встановлених з можливістю повороту щодо частини корпусу, несучої вкладиші, і мають клинові поверхні, призначені для взаємодії з введеним в пристосування клином, при цьому дві базові поверхні розташовані на напівпризмах, а третя - на клині [2]. Цей пристрій є найбільш близьким до корисної моделі, за технічною суттю й призначенням, тому і прийнятий як найближчий аналог. Недоліком відомого пристрою є те, що воно не забезпечує можливості реалізації повного циклу заточування вставок, оскільки не дозволяє обробляти лиску та передню поверхню, а це знижує його технологічні можливості. В основі корисної моделі поставлена задача розширити технологічні можливості пристрою за рахунок створення повного циклу заточування. Поставлена задача вирішується тим, що багатомісцеве касетне пристосування для закріплення різцевих вставок, що містить збірний корпус, виконаний у вигляді двох напівпризм, встановлених з можливістю повороту щодо верхньої частини корпусу, згідно з корисною моделлю, має поздовжній паз для розміщення вкладишів, напівпризми мають поверхні, призначені для взаємодії з введеним в пристосування клином і базування, з розташуванням двох базових поверхонь на напівпризмах, а третьої - на клині, згідно з корисною моделлю, поздовжній паз виконаний зі зміщенням в одну з бічних сторін верхньої частини корпусу, у другій частині якого виконані наскрізні отвори, осі яких перпендикулярні до поздовжньої осі паза, при цьому верхня частина отворів зрізана таким чином, щоб довжина хорди, яка утворена в результаті перерізу верхньої площини корпусу з кожним отвором знаходилася в межах: dsin{90° - arcsin[(2h-d-2h')/d]}Lxd-0,2, де Lx - довжина хорди, мм; d - діаметр отвору, мм; h - висота вставки, мм; h' - гарантована висота вильоту вставки, рівна 0,1-0,2 мм. Технічний результат полягає в тому, що завдяки наявності системи отворів для установки різцевих вставок (при цьому діаметр отвору дорівнює діаметру вставки) створена можливість реалізації повного циклу заточування з використанням одного багатомісного касетного пристосування, що істотно розширює його технологічні можливості. Суть корисної моделі пояснюється кресленнями, на яких зображено: - на фіг. 1 - загальний вигляд пристосування; - на фіг. 2 - вид зверху загального вигляду, зображеного на фіг. 1, у розрізі по лінії А; - на фіг. 3 - переріз А-А з фіг. 2; - на фіг.4 - переріз Б-Б з фіг. 2. Пристрій (фіг. 1) містить дві напівпризми 1, 2, встановлені на осях 3, 4 з можливістю повороту щодо корпусу 5, у верхній частині якого виконаний поздовжній паз 6, зміщений в одну із сторін. При цьому верхня площина корпусу ділиться приблизно навпіл. Цей паз 6 служить для закріплення різцевих вставок 7 при заточуванні їх задніх поверхонь. Кожна з напівпризм 1, 2 поєднана з відповідними поверхнями змінного клина 8, завдяки чому вони отримують нахил до горизонтальної площини під передніми кутами вставок "-" (установка на площину А) або "+" (установка на площину В) відповідної величини. При установці пристосування на торцеву поверхню клина 8 кут =0. На протилежній від паза стороні верхньої частини корпусу виконана система отворів для розміщення різцевих вставок 7 при шліфуванні лисок і заточуванні їх передніх поверхонь. Для силового замикання конструкції використовується болт 9. 1 UA 91976 U 5 10 15 20 25 30 35 40 На фігурі 2 показана схема розміщення різцевих вставок в отворах. Осі цих отворів виконані перпендикулярно поздовжньої осі паза. Вставки зміщені в осьовому напрямку на величину l, приблизно рівну розміру їх головок. Це запобігає пошкодженню корпусу шліфувальним кругом. Як видно з фігур 3 і 4, верхня частина отворів зрізана. При цьому довжина хорди Lx, яка утворена в результаті перерізу верхньої площини корпусу з кожним отвором повинна перебувати в певних межах, щоб з одного боку була створена можливість отримання необхідної висоти вставок h при шліфуванні лисок, а з іншого - виключити можливість вільного випадання вставок. Додаткова (гарантована) величина виступу вставок h' служить для захисту корпусу від можливого пошкодження шліфувальним кругом (h'=0,1-0,2 мм). Таким чином, зрізана верхня частина отворів дозволяє забезпечити повний доступ шліфувального круга для формоутворення лисок і передніх поверхонь лезових інструментів. У зв'язку з цим затискні елементи розташовані знизу (фіг. 4). В цьому випадку процес затискання проводиться плунжерами 10 за допомогою гідропласту. Заглушки 11 служать для створення умови герметичності системи затиску. Приклад використання пристрою. Експериментальні дослідження проводилися на базі модернізованого універсально заточувального верстата мод. 3Д642Е з прямокутним столом. Модернізація полягала в оснащенні верстата спеціальною вертикальною шпиндельною головкою для установки торцевого шліфувального круга. Проводили заточування різцевих вставок 10, оснащених надтвердим матеріалом ельбор Р (на фіг. 2 показано чорною заливкою), алмазним торцевим кругом. Висота вставок за кресленням h=7,5 мм. Гарантований розмір h' був прийнятий рівним 0,2 мм. Довжину хорд отворів в касеті розраховували за запропонованою вище формулою: Lx=10 sin{90° - arcsin[(27,5-10-20,2)/10]}8,9 мм. Робимо перевірку: Lx=d-0,2=10-0,2=9,8 мм. Оскільки 8,9
ДивитисяДодаткова інформація
Автори англійськоюAlekseienko Dmytro Mykhailovych, Pyzhov Ivan Mykolaiovych
Автори російськоюАлексеенко Дмитрий Михайлович, Пыжов Иван Николаевич
МПК / Мітки
Мітки: багатомісцеве, касетне, пристосування
Код посилання
<a href="https://ua.patents.su/6-91976-bagatomisceve-kasetne-pristosuvannya.html" target="_blank" rel="follow" title="База патентів України">Багатомісцеве касетне пристосування</a>
Пристосування для перевезення рідин організму різних видів тварин
Номер патенту: 78801
Опубліковано: 25.03.2013
Автори: Замазій Андрій Анатолійович, Камбур Марія Дмитрівна, Півень Світлана Миколаївна, Передера Олена Сергіївна
МПК: F17C 3/00
Мітки: організму, пристосування, видів, перевезення, рідин, тварин, різних
Формула / Реферат:
Пристосування для перевезення рідин організму різних видів тварин, яке відрізняється тим, що на середині висоти пластмасового корпусу розташовано коло отворів для пробірок із пробами, шийка для внесення льоду та кришка.
Універсальне допоміжне хрестоподібне пристосування для укладання плитки

Номер патенту: 43080
Опубліковано: 27.07.2009
Автор: Гоцкало Станіслав Вікторович
МПК: E04F 21/00
Мітки: хрестоподібне, допоміжне, пристосування, плитки, укладання, універсальне
Формула / Реферат:
1. Універсальне допоміжне хрестоподібне пристосування для укладання плитки, яке містить вертикальний тримач, опорний елемент, обмежувач, виконаний з можливістю горизонтального переміщення плитки уздовж опорного елемента, яке відрізняється тим, що опорний елемент виконаний у вигляді розпірного елемента шва за можливістю вертикального переміщення плитки відносно нього, а обмежувач виконаний у вигляді прямокутника, причому розпірний елемент шва...
Пристрій та спосіб формування відкривального пристосування на пакувальному листі, відкривальне пристосування з пластмаси та пакет для рідких продуктів харчування
Номер патенту: 54461
Опубліковано: 17.03.2003
Автори: Густафссон Пер, Рендіна Антоніо
МПК: B29C 45/14, B29C 45/33
Мітки: відкривальне, харчування, пристрій, формування, відкривального, пристосування, спосіб, продуктів, пакувальному, пластмаси, рідких, пакет, листі
Формула / Реферат:
1. Пристрій для формування способом лиття під тиском відкривальних пристосувань з пластмаси у отворах у листі пакувального матеріалу, що містить принаймні одне, перше, знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з першою стороною листа, позиціонованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від першої сторони...
Пристосування для гнуття патрубків проштовхуванням
Номер патенту: 39045
Опубліковано: 15.06.2004
Автори: Косинський Олександр Іванович, Чугунов Віктор Федорович
МПК: B21D 9/00
Мітки: гнуття, проштовхуванням, патрубків, пристосування
Формула / Реферат:
Пристосування для гнуття патрубків проштовхуванням, що складається з двох півматриць, в яких виконаний криволінійний струмок, та пуансона, яке відрізняється тим, що між пуансоном та заготовкою розташований сферичний вкладиш з кулькою з можливістю обертання останньої відносно вкладиша, при цьому діаметр криволінійного струмка матриці виконаний постійним і дорівнює діаметру отвору у фланці, який встановлений на матриці.
Пристосування для фіксації свиней
Номер патенту: 67643
Опубліковано: 27.02.2012
Автори: Камбур Марія Дмитрівна, Піхтірьова Аліна Володимирівна, Замазій Андрій Анатолійович
МПК: A01K 1/00
Мітки: свиней, пристосування, фіксації
Формула / Реферат:
Пристосування для фіксації свиней, переносне, що складається з металевої основи, яке відрізняється тим, що на основі розташовані бокові стінки, які вільно рухаються, та металеві штирі для зміни довжини пристосування по параметрах тварин.
Попередній патент: Установка очищення рідких радіоактивних відходів (ррв) від радіоактивних компонентів
Наступний патент: Спосіб ранньої та диференційної діагностики важкості перебігу вроджених пневмоній у доношених новонароджених
Випадковий патент: Ромштекси з зернопродуктами пробудженими (пшениця єсо)