Спосіб нанесення охолоджувального засобу

Формула / Реферат
1. Спосіб нанесення охолоджувального засобу (8) на прокатуваний матеріал (1) і/або на щонайменше один робочий валок (3) прокатної кліті (2) з осередком деформації (9), причому прокатуваний матеріал (1) прокатують за допомогою прокатної кліті (2), який відрізняється тим, що кількість охолоджувального засобу (8), який необхідно нанести, визначають залежно від потужності, що підводиться в осередок деформації, яку визначають як суму потужності щонайменше одного приводу прокатної кліті (2) і потужності вихідного натягу прокатуваного матеріалу (1) у прокатній кліті (2), за відрахуванням потужності вхідного натягу прокатуваного матеріалу (1) у прокатній кліті (2).
2. Спосіб за пунктом 1, який відрізняється тим, що кількість охолоджувального засобу (8), який необхідно нанести, визначають пропорційно до потужності, що підводиться в осередок деформації (9).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що додатково визначають площинність прокатуваного матеріалу (1) по множині зон (11) у напрямку ширини (у) прокатуваного матеріалу (1), при цьому охолоджувальний засіб (8) наносять залежно від визначеного розподілу площинності розосереджено по множині зон (11) на прокатуваний матеріал (1) і/або на щонайменше один робочий валок (3).
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що включає такі кроки:
і) встановлення загальної кількості охолоджувача, який необхідно нанести, залежно від потужності, що підводиться в осередок деформації (9),
іі) встановлення кількостей охолоджувача для зон (11) залежно від розузгодження розподілу площинності,
ііі) визначення різниці кількостей охолоджувача шляхом порівняння суми встановлених згідно з кроком іі) кількостей охолоджувача із загальною кількістю охолоджувача, встановленою згідно з кроком і),
iv) визначення додаткових складових кількостей охолоджувача для зон (11) на основі визначеної згідно з кроком ііі) різниці кількостей охолоджувача з урахуванням верхньої і нижньої меж кількостей охолоджувача для зон (11),
v) повторення кроків від іі) до iv), доки різниця кількостей охолоджувача згідно з кроком ііі) не опуститься нижче попередньо заданого значення.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що охолоджувальний засіб (8) наносять на прокатуваний матеріал (1) за допомогою множини охолоджувальних сопел (5), розташованих у відповідності кожній зоні (11).
6. Машинозчитуваний носій даних, що містить записаний у ньому програмний код для здійснення кроків способу за п. 4 або п. 5 при виконанні його на керуючій обчислювальній машині (7).
7. Керуюча обчислювальна машина (7) для щонайменше однієї прокатної кліті (2), яка відрізняється тим, що вона виконана зі здатністю зчитування носія даних за пунктом 6 і виконання записаного в ньому програмного коду.
8. Прокатна кліть (2), що містить систему охолодження (5, 10), систему вимірювання площинності (6) і керуючу обчислювальну машину (7) за пунктом 7, причому керуюча обчислювальна машина (7) зв'язана з системою вимірювання площинності (6) та системою охолодження (5, 10).
9. Прокатна кліть (2) за пунктом 8, причому система охолодження (5, 10) містить множину охолоджувальних сопел (5), розташованих на щонайменше одній балці (10).
Текст
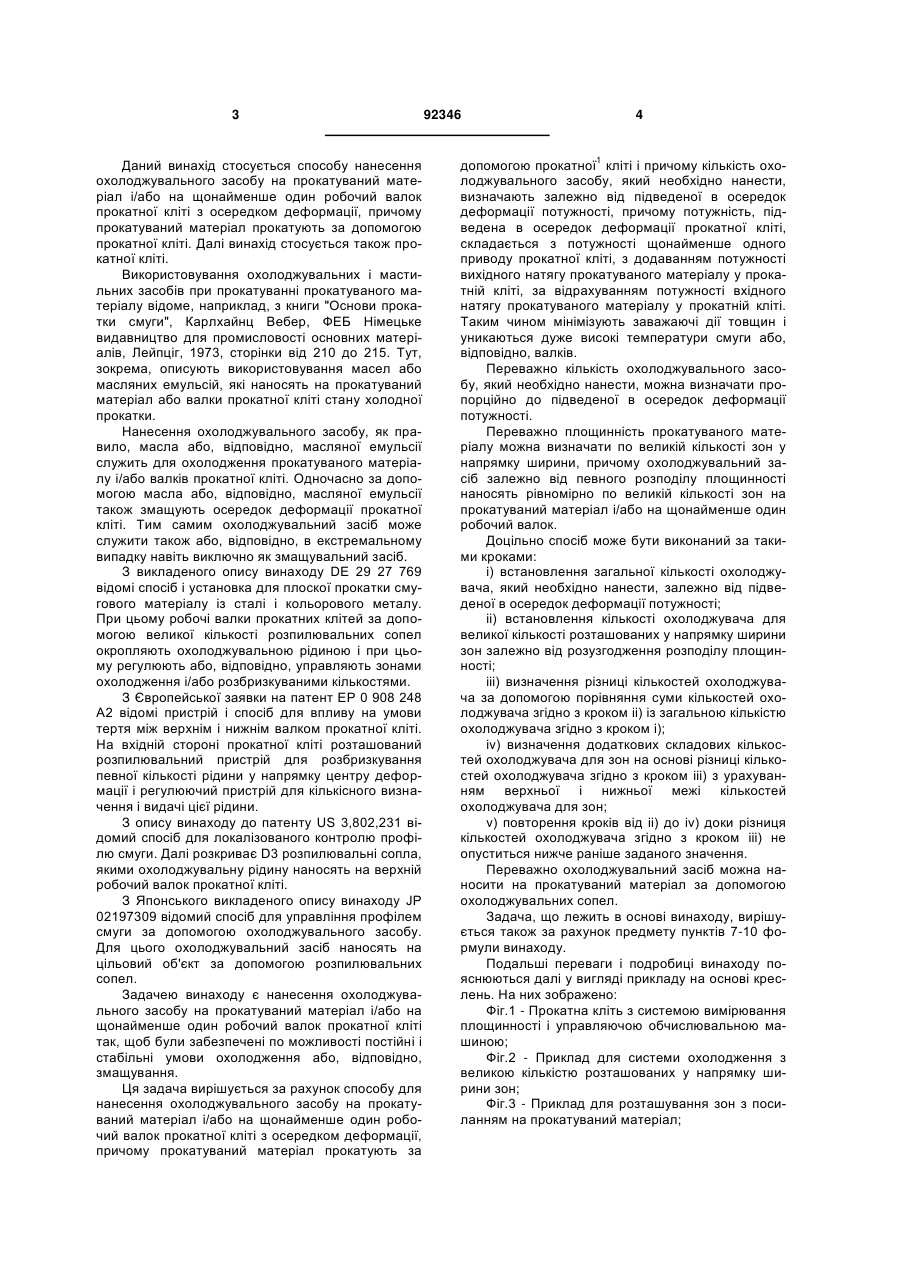
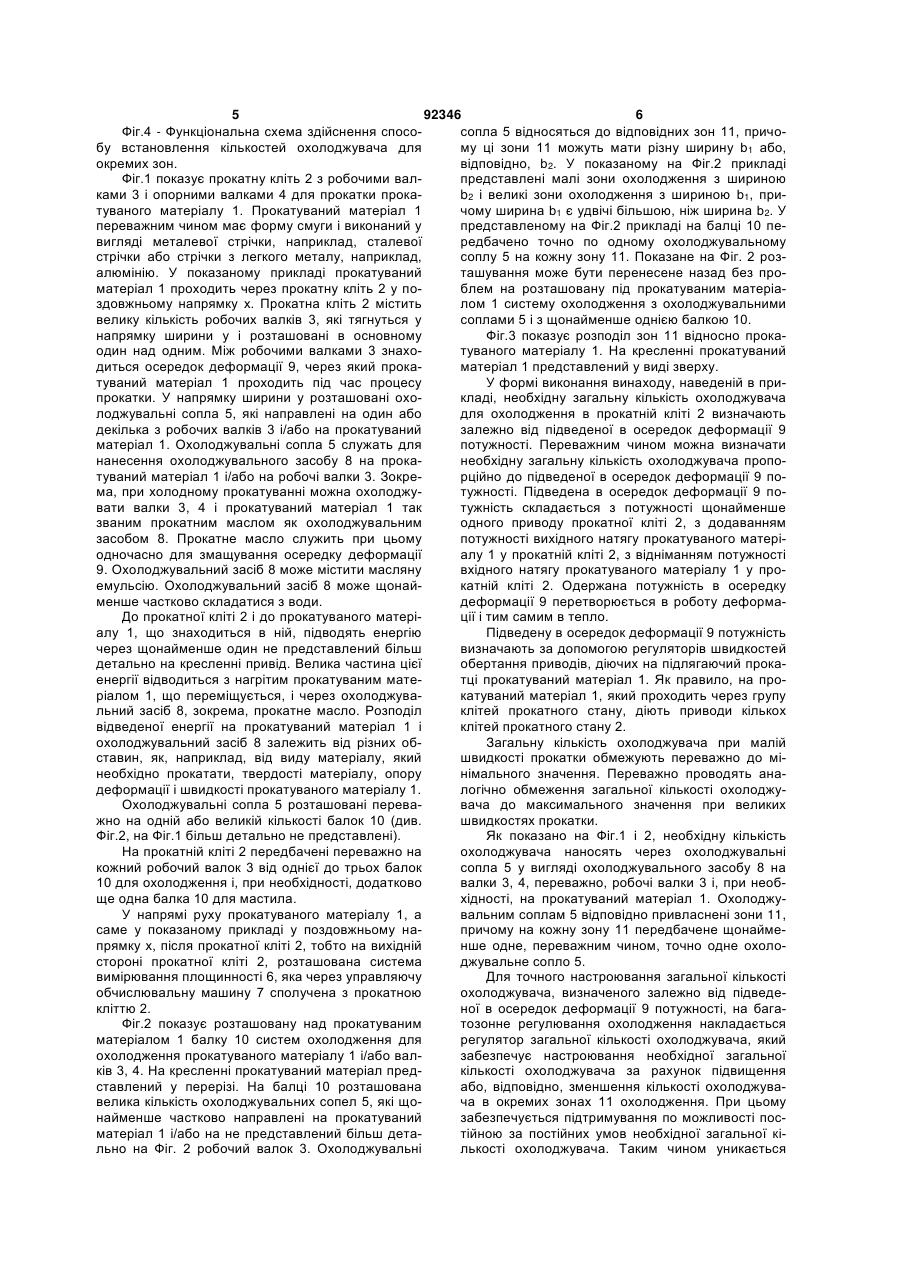
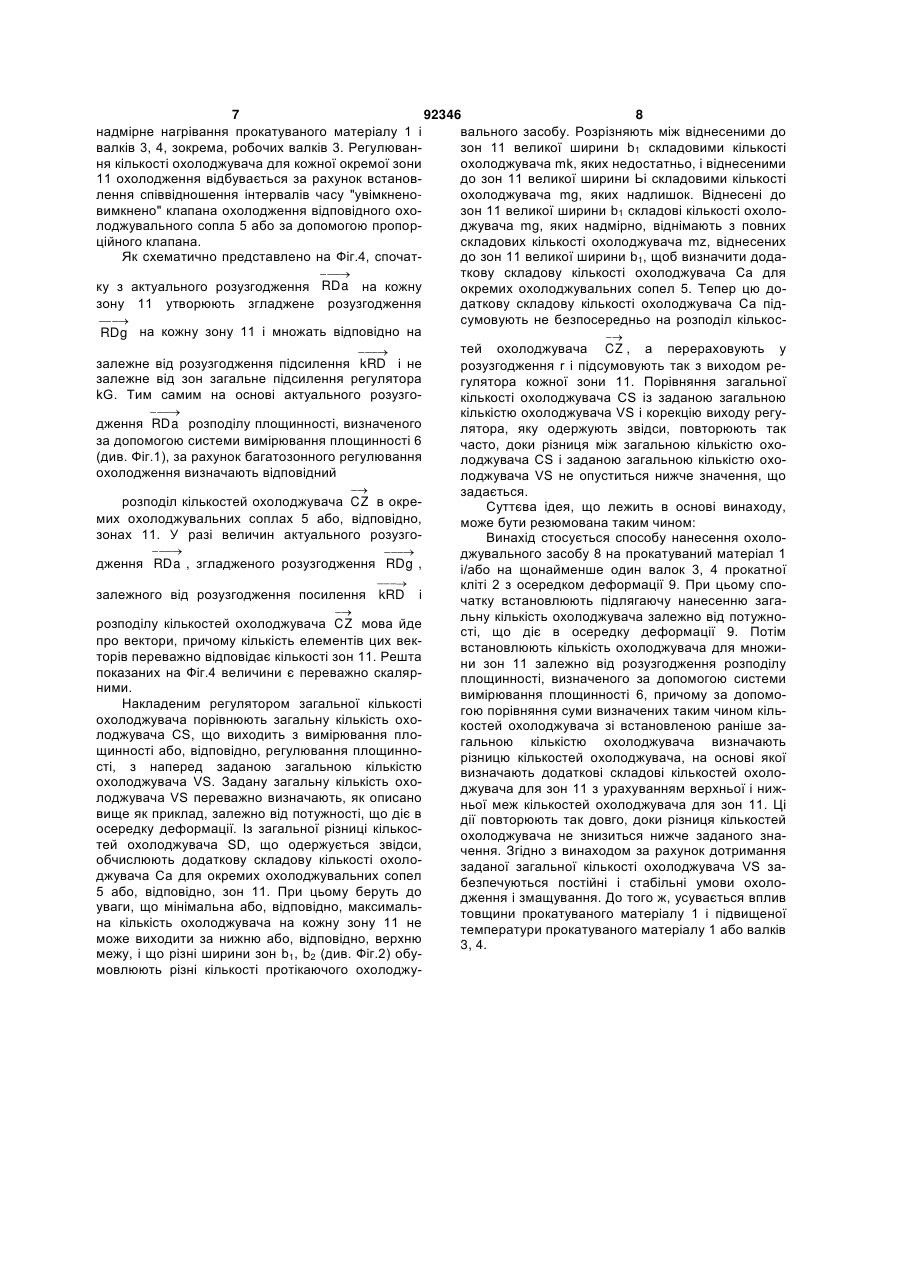
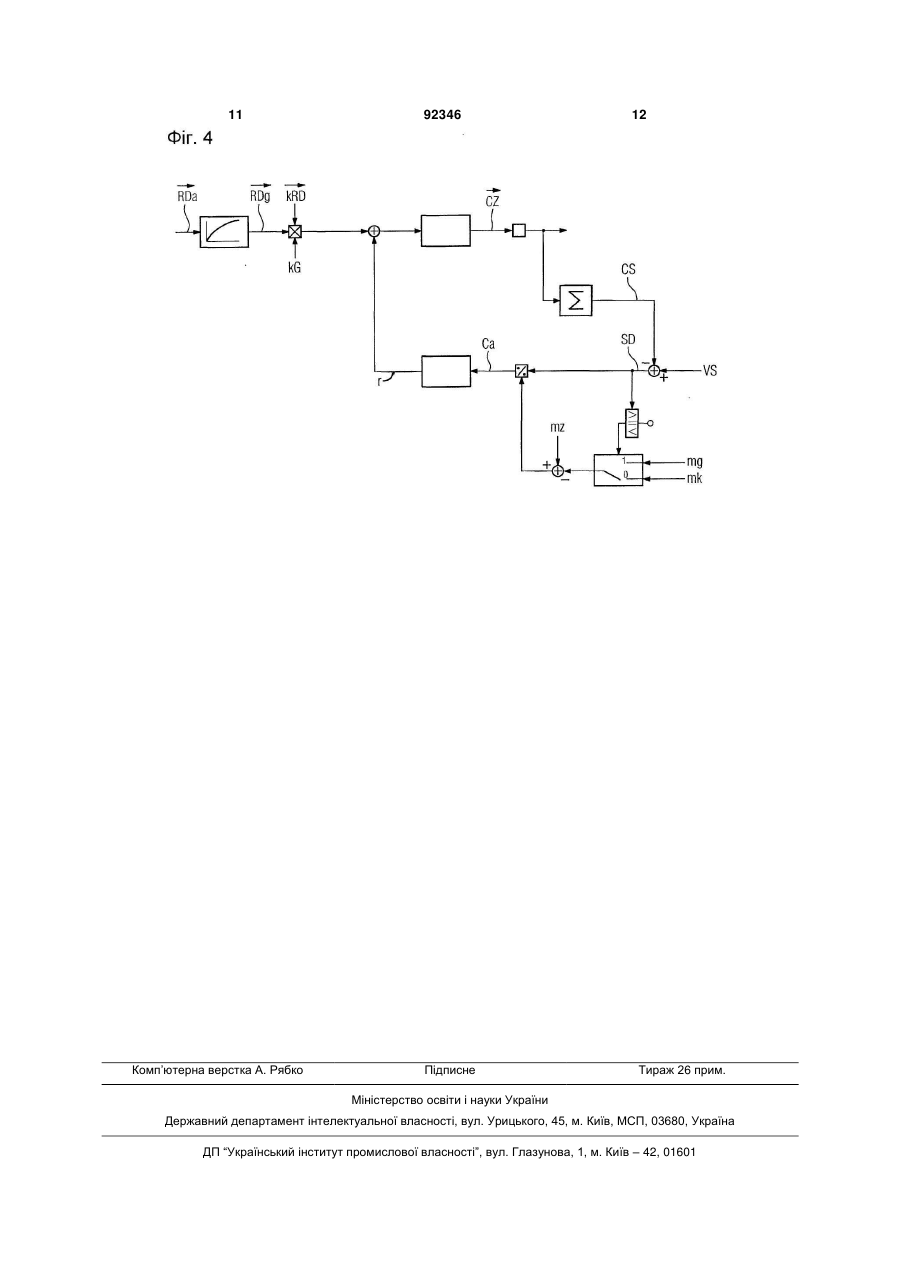
1. Спосіб нанесення охолоджувального засобу (8) на прокатуваний матеріал (1) і/або на щонайменше один робочий валок (3) прокатної кліті (2) з осередком деформації (9), причому прокатуваний матеріал (1) прокатують за допомогою прокатної кліті (2), який відрізняється тим, що кількість охолоджувального засобу (8), який необхідно нанести, визначають залежно від потужності, що підводиться в осередок деформації, яку визначають як суму потужності щонайменше одного приводу прокатної кліті (2) і потужності вихідного натягу прокатуваного матеріалу (1) у прокатній кліті (2), за відрахуванням потужності вхідного натягу прокатуваного матеріалу (1) у прокатній кліті (2). 2. Спосіб за пунктом 1, який відрізняється тим, що кількість охолоджувального засобу (8), який необхідно нанести, визначають пропорційно до потужності, що підводиться в осередок деформації (9). 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що додатково визначають площинність прокатуваного матеріалу (1) по множині зон (11) у напрямку ширини (у) прокатуваного матеріалу (1), при цьому охолоджувальний засіб (8) наносять залежно від визначеного розподілу площинності розосереджено по множині зон (11) на прокатуваний матеріал (1) і/або на щонайменше один робочий валок (3). 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що включає такі кроки: 2 (19) 1 3 Даний винахід стосується способу нанесення охолоджувального засобу на прокатуваний матеріал і/або на щонайменше один робочий валок прокатної кліті з осередком деформації, причому прокатуваний матеріал прокатують за допомогою прокатної кліті. Далі винахід стосується також прокатної кліті. Використовування охолоджувальних і мастильних засобів при прокатуванні прокатуваного матеріалу відоме, наприклад, з книги "Основи прокатки смуги", Карлхайнц Вебер, ФЕБ Німецьке видавництво для промисловості основних матеріалів, Лейпціг, 1973, сторінки від 210 до 215. Тут, зокрема, описують використовування масел або масляних емульсій, які наносять на прокатуваний матеріал або валки прокатної кліті стану холодної прокатки. Нанесення охолоджувального засобу, як правило, масла або, відповідно, масляної емульсії служить для охолодження прокатуваного матеріалу і/або валків прокатної кліті. Одночасно за допомогою масла або, відповідно, масляної емульсії також змащують осередок деформації прокатної кліті. Тим самим охолоджувальний засіб може служити також або, відповідно, в екстремальному випадку навіть виключно як змащувальний засіб. З викладеного опису винаходу DE 29 27 769 відомі спосіб і установка для плоскої прокатки смугового матеріалу із сталі і кольорового металу. При цьому робочі валки прокатних клітей за допомогою великої кількості розпилювальних сопел окропляють охолоджувальною рідиною і при цьому регулюють або, відповідно, управляють зонами охолодження і/або розбризкуваними кількостями. З Європейської заявки на патент ЕР 0 908 248 А2 відомі пристрій і спосіб для впливу на умови тертя між верхнім і нижнім валком прокатної кліті. На вхідній стороні прокатної кліті розташований розпилювальний пристрій для розбризкування певної кількості рідини у напрямку центру деформації і регулюючий пристрій для кількісного визначення і видачі цієї рідини. З опису винаходу до патенту US 3,802,231 відомий спосіб для локалізованого контролю профілю смуги. Далі розкриває D3 розпилювальні сопла, якими охолоджувальну рідину наносять на верхній робочий валок прокатної кліті. З Японського викладеного опису винаходу JP 02197309 відомий спосіб для управління профілем смуги за допомогою охолоджувального засобу. Для цього охолоджувальний засіб наносять на цільовий об'єкт за допомогою розпилювальних сопел. Задачею винаходу є нанесення охолоджувального засобу на прокатуваний матеріал і/або на щонайменше один робочий валок прокатної кліті так, щоб були забезпечені по можливості постійні і стабільні умови охолодження або, відповідно, змащування. Ця задача вирішується за рахунок способу для нанесення охолоджувального засобу на прокатуваний матеріал і/або на щонайменше один робочий валок прокатної кліті з осередком деформації, причому прокатуваний матеріал прокатують за 92346 4 допомогою прокатної1 кліті і причому кількість охолоджувального засобу, який необхідно нанести, визначають залежно від підведеної в осередок деформації потужності, причому потужність, підведена в осередок деформації прокатної кліті, складається з потужності щонайменше одного приводу прокатної кліті, з додаванням потужності вихідного натягу прокатуваного матеріалу у прокатній кліті, за відрахуванням потужності вхідного натягу прокатуваного матеріалу у прокатній кліті. Таким чином мінімізують заважаючі дії товщин і уникаються дуже високі температури смуги або, відповідно, валків. Переважно кількість охолоджувального засобу, який необхідно нанести, можна визначати пропорційно до підведеної в осередок деформації потужності. Переважно площинність прокатуваного матеріалу можна визначати по великій кількості зон у напрямку ширини, причому охолоджувальний засіб залежно від певного розподілу площинності наносять рівномірно по великій кількості зон на прокатуваний матеріал і/або на щонайменше один робочий валок. Доцільно спосіб може бути виконаний за такими кроками: і) встановлення загальної кількості охолоджувача, який необхідно нанести, залежно від підведеної в осередок деформації потужності; іі) встановлення кількості охолоджувача для великої кількості розташованих у напрямку ширини зон залежно від розузгодження розподілу площинності; ііі) визначення різниці кількостей охолоджувача за допомогою порівняння суми кількостей охолоджувача згідно з кроком іі) із загальною кількістю охолоджувача згідно з кроком і); iv) визначення додаткових складових кількостей охолоджувача для зон на основі різниці кількостей охолоджувача згідно з кроком ііі) з урахуванням верхньої і нижньої межі кількостей охолоджувача для зон; ν) повторення кроків від іі) до iv) доки різниця кількостей охолоджувача згідно з кроком ііі) не опуститься нижче раніше заданого значення. Переважно охолоджувальний засіб можна наносити на прокатуваний матеріал за допомогою охолоджувальних сопел. Задача, що лежить в основі винаходу, вирішується також за рахунок предмету пунктів 7-10 формули винаходу. Подальші переваги і подробиці винаходу пояснюються далі у вигляді прикладу на основі креслень. На них зображено: Фіг.1 - Прокатна кліть з системою вимірювання площинності і управляючою обчислювальною машиною; Фіг.2 - Приклад для системи охолодження з великою кількістю розташованих у напрямку ширини зон; Фіг.3 - Приклад для розташування зон з посиланням на прокатуваний матеріал; 5 92346 6 Фіг.4 - Функціональна схема здійснення спососопла 5 відносяться до відповідних зон 11, причобу встановлення кількостей охолоджувача для му ці зони 11 можуть мати різну ширину b1 або, окремих зон. відповідно, b2. У показаному на Фіг.2 прикладі Фіг.1 показує прокатну кліть 2 з робочими валпредставлені малі зони охолодження з шириною ками 3 і опорними валками 4 для прокатки прокаb2 і великі зони охолодження з шириною b1, притуваного матеріалу 1. Прокатуваний матеріал 1 чому ширина b1 є удвічі більшою, ніж ширина b2. У переважним чином має форму смуги і виконаний у представленому на Фіг.2 прикладі на балці 10 певигляді металевої стрічки, наприклад, сталевої редбачено точно по одному охолоджувальному стрічки або стрічки з легкого металу, наприклад, соплу 5 на кожну зону 11. Показане на Фіг. 2 розалюмінію. У показаному прикладі прокатуваний ташування може бути перенесене назад без проматеріал 1 проходить через прокатну кліть 2 у поблем на розташовану під прокатуваним матеріаздовжньому напрямку х. Прокатна кліть 2 містить лом 1 систему охолодження з охолоджувальними велику кількість робочих валків 3, які тягнуться у соплами 5 і з щонайменше однією балкою 10. напрямку ширини у і розташовані в основному Фіг.3 показує розподіл зон 11 відносно прокаодин над одним. Між робочими валками 3 знахотуваного матеріалу 1. На кресленні прокатуваний диться осередок деформації 9, через який прокаматеріал 1 представлений у виді зверху. туваний матеріал 1 проходить під час процесу У формі виконання винаходу, наведеній в припрокатки. У напрямку ширини у розташовані охокладі, необхідну загальну кількість охолоджувача лоджувальні сопла 5, які направлені на один або для охолодження в прокатній кліті 2 визначають декілька з робочих валків 3 і/або на прокатуваний залежно від підведеної в осередок деформації 9 матеріал 1. Охолоджувальні сопла 5 служать для потужності. Переважним чином можна визначати нанесення охолоджувального засобу 8 на проканеобхідну загальну кількість охолоджувача пропотуваний матеріал 1 і/або на робочі валки 3. Зокрерційно до підведеної в осередок деформації 9 пома, при холодному прокатуванні можна охолоджутужності. Підведена в осередок деформації 9 повати валки 3, 4 і прокатуваний матеріал 1 так тужність складається з потужності щонайменше званим прокатним маслом як охолоджувальним одного приводу прокатної кліті 2, з додаванням засобом 8. Прокатне масло служить при цьому потужності вихідного натягу прокатуваного матеріодночасно для змащування осередку деформації алу 1 у прокатній кліті 2, з відніманням потужності 9. Охолоджувальний засіб 8 може містити масляну вхідного натягу прокатуваного матеріалу 1 у проемульсію. Охолоджувальний засіб 8 може щонайкатній кліті 2. Одержана потужність в осередку менше частково складатися з води. деформації 9 перетворюється в роботу деформаДо прокатної кліті 2 і до прокатуваного матеріції і тим самим в тепло. алу 1, що знаходиться в ній, підводять енергію Підведену в осередок деформації 9 потужність через щонайменше один не представлений більш визначають за допомогою регуляторів швидкостей детально на кресленні привід. Велика частина цієї обертання приводів, діючих на підлягаючий прокаенергії відводиться з нагрітим прокатуваним матетці прокатуваний матеріал 1. Як правило, на проріалом 1, що переміщується, і через охолоджувакатуваний матеріал 1, який проходить через групу льний засіб 8, зокрема, прокатне масло. Розподіл клітей прокатного стану, діють приводи кількох відведеної енергії на прокатуваний матеріал 1 і клітей прокатного стану 2. охолоджувальний засіб 8 залежить від різних обЗагальну кількість охолоджувача при малій ставин, як, наприклад, від виду матеріалу, який швидкості прокатки обмежують переважно до мінеобхідно прокатати, твердості матеріалу, опору німального значення. Переважно проводять анадеформації і швидкості прокатуваного матеріалу 1. логічно обмеження загальної кількості охолоджуОхолоджувальні сопла 5 розташовані перевавача до максимального значення при великих жно на одній або великій кількості балок 10 (див. швидкостях прокатки. Фіг.2, на Фіг.1 більш детально не представлені). Як показано на Фіг.1 і 2, необхідну кількість На прокатній кліті 2 передбачені переважно на охолоджувача наносять через охолоджувальні кожний робочий валок 3 від однієї до трьох балок сопла 5 у вигляді охолоджувального засобу 8 на 10 для охолодження і, при необхідності, додатково валки 3, 4, переважно, робочі валки 3 і, при необще одна балка 10 для мастила. хідності, на прокатуваний матеріал 1. ОхолоджуУ напрямі руху прокатуваного матеріалу 1, а вальним соплам 5 відповідно привласнені зони 11, саме у показаному прикладі у поздовжньому напричому на кожну зону 11 передбачене щонаймепрямку х, після прокатної кліті 2, тобто на вихідній нше одне, переважним чином, точно одне охолостороні прокатної кліті 2, розташована система джувальне сопло 5. вимірювання площинності 6, яка через управляючу Для точного настроювання загальної кількості обчислювальну машину 7 сполучена з прокатною охолоджувача, визначеного залежно від підведекліттю 2. ної в осередок деформації 9 потужності, на багаФіг.2 показує розташовану над прокатуваним тозонне регулювання охолодження накладається матеріалом 1 балку 10 систем охолодження для регулятор загальної кількості охолоджувача, який охолодження прокатуваного матеріалу 1 і/або валзабезпечує настроювання необхідної загальної ків 3, 4. На кресленні прокатуваний матеріал предкількості охолоджувача за рахунок підвищення ставлений у перерізі. На балці 10 розташована або, відповідно, зменшення кількості охолоджувавелика кількість охолоджувальних сопел 5, які щоча в окремих зонах 11 охолодження. При цьому найменше частково направлені на прокатуваний забезпечується підтримування по можливості посматеріал 1 і/або на не представлений більш детатійною за постійних умов необхідної загальної кільно на Фіг. 2 робочий валок 3. Охолоджувальні лькості охолоджувача. Таким чином уникається 7 92346 8 надмірне нагрівання прокатуваного матеріалу 1 і вального засобу. Розрізняють між віднесеними до валків 3, 4, зокрема, робочих валків 3. Регулюванзон 11 великої ширини b1 складовими кількості ня кількості охолоджувача для кожної окремої зони охолоджувача mk, яких недостатньо, і віднесеними 11 охолодження відбувається за рахунок встановдо зон 11 великої ширини Ьі складовими кількості лення співвідношення інтервалів часу "увімкненоохолоджувача mg, яких надлишок. Віднесені до вимкнено" клапана охолодження відповідного охозон 11 великої ширини b1 складові кількості охололоджувального сопла 5 або за допомогою пропорджувача mg, яких надмірно, віднімають з повних ційного клапана. складових кількості охолоджувача mz, віднесених Як схематично представлено на Фіг.4, спочатдо зон 11 великої ширини b1, щоб визначити додаткову складову кількості охолоджувача Са для ку з актуального розузгодження RDa на кожну окремих охолоджувальних сопел 5. Тепер цю дозону 11 утворюють згладжене розузгодження даткову складову кількості охолоджувача Са підсумовують не безпосередньо на розподіл кількосRDg на кожну зону 11 і множать відповідно на тей охолоджувача CZ , а перераховують у залежне від розузгодження підсилення kRD і не розузгодження r і підсумовують так з виходом резалежне від зон загальне підсилення регулятора гулятора кожної зони 11. Порівняння загальної kG. Тим самим на основі актуального розузгокількості охолоджувача CS із заданою загальною кількістю охолоджувача VS і корекцію виходу регудження RDa розподілу площинності, визначеного лятора, яку одержують звідси, повторюють так за допомогою системи вимірювання площинності 6 часто, доки різниця між загальною кількістю охо(див. Фіг.1), за рахунок багатозонного регулювання лоджувача CS і заданою загальною кількістю охоохолодження визначають відповідний лоджувача VS не опуститься нижче значення, що задається. розподіл кількостей охолоджувача CZ в окреСуттєва ідея, що лежить в основі винаходу, мих охолоджувальних соплах 5 або, відповідно, може бути резюмована таким чином: зонах 11. У разі величин актуального розузгоВинахід стосується способу нанесення охолоджувального засобу 8 на прокатуваний матеріал 1 дження RDa , згладженого розузгодження RDg , і/або на щонайменше один валок 3, 4 прокатної кліті 2 з осередком деформації 9. При цьому спозалежного від розузгодження посилення kRD і чатку встановлюють підлягаючу нанесенню загальну кількість охолоджувача залежно від потужнорозподілу кількостей охолоджувача CZ мова йде сті, що діє в осередку деформації 9. Потім про вектори, причому кількість елементів цих веквстановлюють кількість охолоджувача для множиторів переважно відповідає кількості зон 11. Решта ни зон 11 залежно від розузгодження розподілу показаних на Фіг.4 величини є переважно скалярплощинності, визначеного за допомогою системи ними. вимірювання площинності 6, причому за допомоНакладеним регулятором загальної кількості гою порівняння суми визначених таким чином кільохолоджувача порівнюють загальну кількість охокостей охолоджувача зі встановленою раніше залоджувача CS, що виходить з вимірювання плогальною кількістю охолоджувача визначають щинності або, відповідно, регулювання площиннорізницю кількостей охолоджувача, на основі якої сті, з наперед заданою загальною кількістю визначають додаткові складові кількостей охолоохолоджувача VS. Задану загальну кількість оходжувача для зон 11 з урахуванням верхньої і нижлоджувача VS переважно визначають, як описано ньої меж кількостей охолоджувача для зон 11. Ці вище як приклад, залежно від потужності, що діє в дії повторюють так довго, доки різниця кількостей осередку деформації. Із загальної різниці кількосохолоджувача не знизиться нижче заданого знатей охолоджувача SD, що одержується звідси, чення. Згідно з винаходом за рахунок дотримання обчислюють додаткову складову кількості охолозаданої загальної кількості охолоджувача VS заджувача Са для окремих охолоджувальних сопел безпечуються постійні і стабільні умови охоло5 або, відповідно, зон 11. При цьому беруть до дження і змащування. До того ж, усувається вплив уваги, що мінімальна або, відповідно, максимальтовщини прокатуваного матеріалу 1 і підвищеної на кількість охолоджувача на кожну зону 11 не температури прокатуваного матеріалу 1 або валків може виходити за нижню або, відповідно, верхню 3, 4. межу, і що різні ширини зон b1, b2 (див. Фіг.2) обумовлюють різні кількості протікаючого охолоджу 9 92346 10 11 Комп’ютерна верстка А. Рябко 92346 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for applying coolant
Автори англійськоюBerghs Andreas, Simbeck Robert
Назва патенту російськоюСпособ нанесения хладагента
Автори російськоюБергс Андреас, Зимбекк Роберт
МПК / Мітки
МПК: B21B 27/06, B21B 37/28, B21B 37/74
Мітки: охолоджувального, засобу, нанесення, спосіб
Код посилання
<a href="https://ua.patents.su/6-92346-sposib-nanesennya-okholodzhuvalnogo-zasobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення охолоджувального засобу</a>
Концентрат мастильно-охолоджувального технологічного засобу для механічної обробки металів

Номер патенту: 66172
Опубліковано: 15.03.2007
Автори: Лє Кім Зієн, Ленд'єл Йосип Васильович, Малиновський Григорій Трохимович, До Зуй Дінь, Процишин Віра Томівна, Фунг Тхі Монг, Іщук Юрій Лукич, Фам Тхі Тху Ха
МПК: C10N 40/20, C10M 173/00, C10M 133/08, C10M 141/00, C10M 133/42
Мітки: обробки, мастильно-охолоджувального, механічної, засобу, металів, технологічного, концентрат
Формула / Реферат:
1. Концентрат мастильно-охолоджувального технологічного засобу для механічної обробки металів, що містить нафтову оливу, неіоногенний емульгатор та продукт взаємодії рослинної олії з триетаноламіном і гідроксидом калію при їх масовому співвідношенні (2,3-7,0):(0,66-2,0):0,5 відповідно, який відрізняється тим, що додатково містить олеїлсаркозин та 1,3,5-три-(b-гідроксіетил)-гексагідро-S-триазин при такому співвідношенні компонентів, мас....
Спосіб нанесення лікарського або косметичного засобу на шкіру людини
Номер патенту: 25492
Опубліковано: 10.08.2007
Автори: Бочаров Юрій Валерійович, Ященко Володимир Михайлович
МПК: A61M 35/00
Мітки: шкіру, косметичного, людини, засобу, нанесення, лікарського, спосіб
Формула / Реферат:
Спосіб нанесення лікарського або косметичного засобу на шкіру людини, при якому здійснюють контакт пристрою, що має засіб, призначений для нанесення, який відрізняється тим, що програмовано регулюють швидкість пересування по шкірі людини та надавлювання пристрою на шкіру людини.
Спосіб прокатки матеріалу
Номер патенту: 85076
Опубліковано: 25.12.2008
Автори: Більген Крістіан, Айхерт Крістоф
МПК: B21B 27/06, B21B 45/02
Мітки: спосіб, прокатки, матеріалу
Формула / Реферат:
1. Спосіб прокатки матеріалу, зокрема гарячої прокатки широкої штаби, за допомогою чистового стану або на ливарно-прокатній установці, при якому перед надходженням прокатуваного матеріалу в осередок деформації прокатної кліті, наносять мастило напряму на поверхню робочих валків або непрямо через поверхню опорних валків з подальшою передачею на поверхню робочих валків, при цьому на поверхні робочих валків утворюється шар мастила, що...
Спосіб діагностики периферичного нейроваскулярного синдрому від впливу вібрації, шуму, фізичного перевантаження та охолоджувального мікроклімату
Номер патенту: 30095
Опубліковано: 15.11.2000
Автори: Науменко Борис Сергійович, Ященко Андрій Борисович, Дворніченко Григорій Борисович
МПК: A61B 5/01, A61B 10/00, A61B 5/026
Мітки: фізичного, спосіб, шуму, перевантаження, діагностики, нейроваскулярного, мікроклімату, периферичного, охолоджувального, впливу, вібрації, синдрому
Формула / Реферат:
Спосіб діагностики периферичного нейроваскулярного синдрому від впливу вібрації, охолоджувального мікроклімату, фізичного перевантаження та шуму шляхом визначення порушень системи кровообігу, а також поліневритичних та вегетотрофічних порушень в кінцівках, який відрізняється тим, що у особи визначають на кінцівках поріг больової чутливості, наявність пароксизмальних акроангіоспазмів, венозний тонус, об'ємну швидкість кровообігу, м'язову...
Розпилювальний пристрій для аплікації охолоджувального флюїду
Номер патенту: 90328
Опубліковано: 26.04.2010
Автори: Гейгер Йорг, Патрік Кемпбелл
МПК: A61M 35/00, A61B 18/02
Мітки: пристрій, охолоджувального, розпилювальний, флюїду, аплікації
Формула / Реферат:
1. Розпилювальний пристрій для аплікації охолоджувального флюїду з резервуаром (1), в якому охолоджувальний флюїд зберігається у рідкій формі при надлишковому тиску, з рідинним випускним клапаном (2) та з розпилювальною головкою (3; 3b), котра встановлена на резервуарі (1) і має капілярну трубку (30; 30b), розміщену у клапанному штовхачі (31; 31b) у такий спосіб, що вхідний кінець (300) капілярної трубки (30; 30а; 30b) з'єднаний з рідинним...
Попередній патент: Пристрій і спосіб для перемежовування каналу в системі зв’язку
Наступний патент: Спосіб з’єднання багатошарової труби з фітингом та насадка для нагрівання
Випадковий патент: Спосіб киснево-флюсового різання