Спосіб з’єднання багатошарової труби з фітингом та насадка для нагрівання
Формула / Реферат
1. Спосіб з'єднання багатошарової композитної труби з фітингом, при якому фітинг з'єднується з багатошаровою трубою, яка має щонайменше один внутрішній шар з термопластичного пластикового матеріалу, щонайменше один алюмінієвий шар, який нанесений на зазначений внутрішній шар та має коефіцієнт розширення щодо зміни тиску чи температури, нижчий ніж зазначений внутрішній шар, та зовнішній шар з термопластичного пластикового матеріалу, який вкриває зазначений алюмінієвий шар, при цьому щонайменше один торець багатошарової труби піддається обробці шляхом зрізання алюмінієвого шару з метою створення каналу заповнення у формі кільцевого каналу, при цьому канал запаюється за допомогою насадки для нагрівання шляхом заповнення каналу розплавленим матеріалом кінцевої частини труби у такий спосіб, що алюмінієвий шар стає прихованим після заплавлення каналу, після чого кінцева частина багатошарової труби, нагріта з боку зазначеного торця, з'єднується з фітингом шляхом їх притискання одне до одного в осьовому напрямку.
2. Спосіб за пунктом 1, в якому багатошарова труба з'єднується з фітингом за допомогою зварювання.
3. Спосіб за пунктом 1, в якому фітинг з'єднується з багатошаровою трубою, яка має внутрішній та зовнішній шари однакової чи майже однакової товщини.
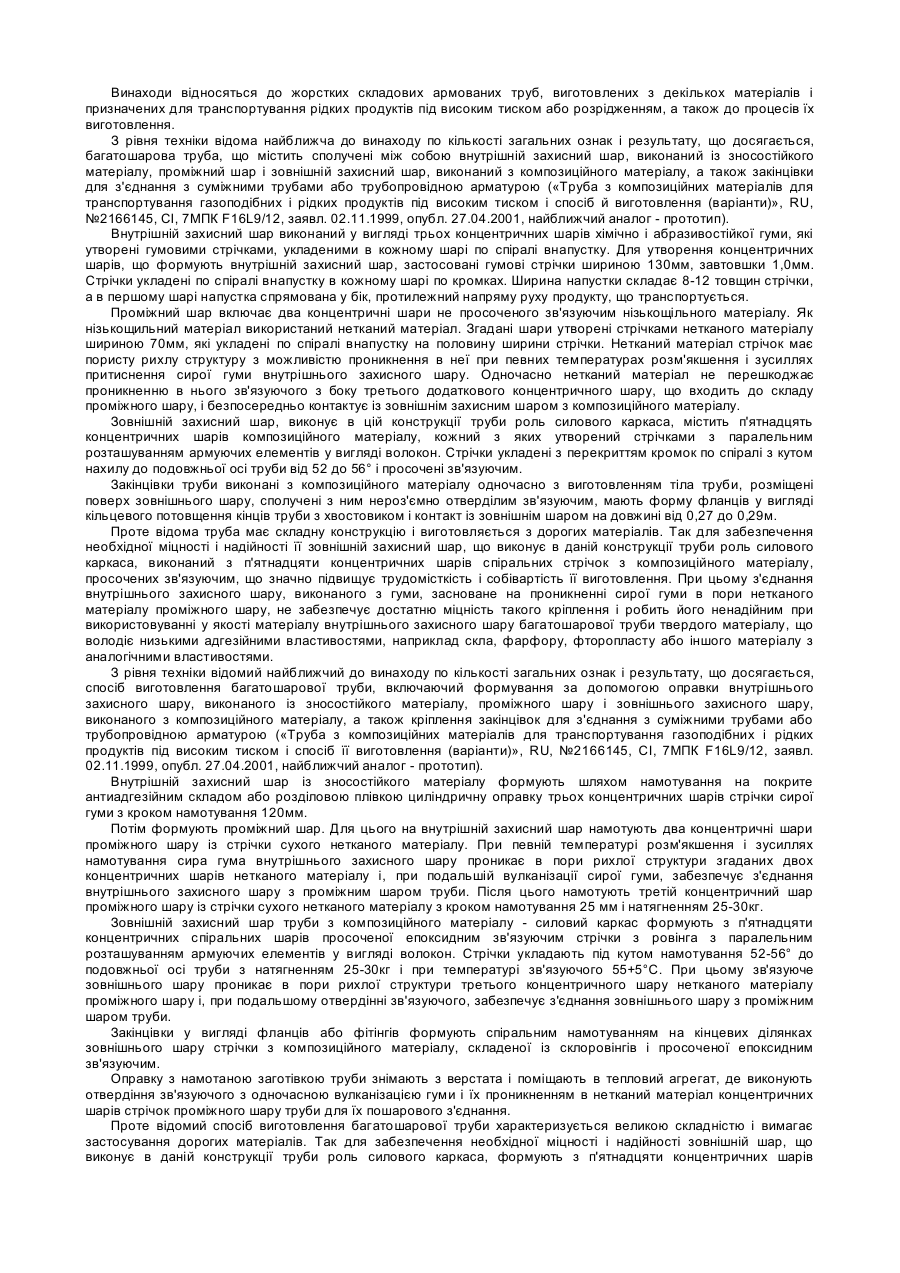
4. Насадка для нагрівання, що використовується для способу за одним з пунктів 1-3, яка складається з корпусу у формі порожнистого циліндра, одна з основ якого має отвір з діаметром, який відповідає діаметру труби, що має торцевий канал, що слугує для наповнення розплавленим матеріалом труби щонайменше з однієї з її кінцевих частин, та на бічній поверхні зазначеного циліндра влаштовано вентиляційний отвір для відведення повітря з розплавленого кільцевого каналу під час нагрівання кінцевої частини труби, вставленої у насадку, та розплавленого пластику для індикації заповнення каналу, та зсередини іншої основи зазначеного циліндра виконано виступ, що є внутрішньою опорою для кінцевої частини труби та призначений для запобігання утворенню закраїни на цій частині труби під час її нагрівання.
Текст
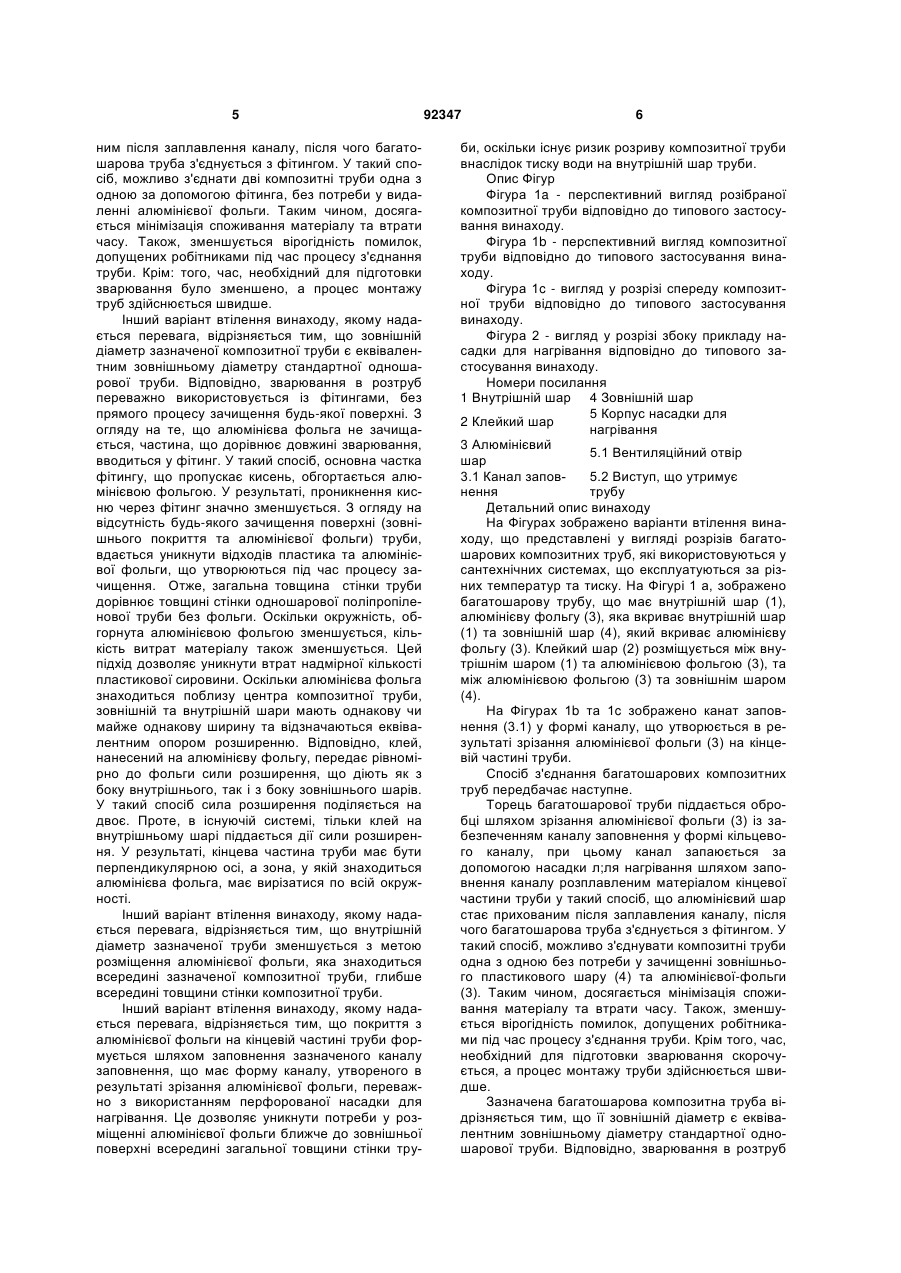
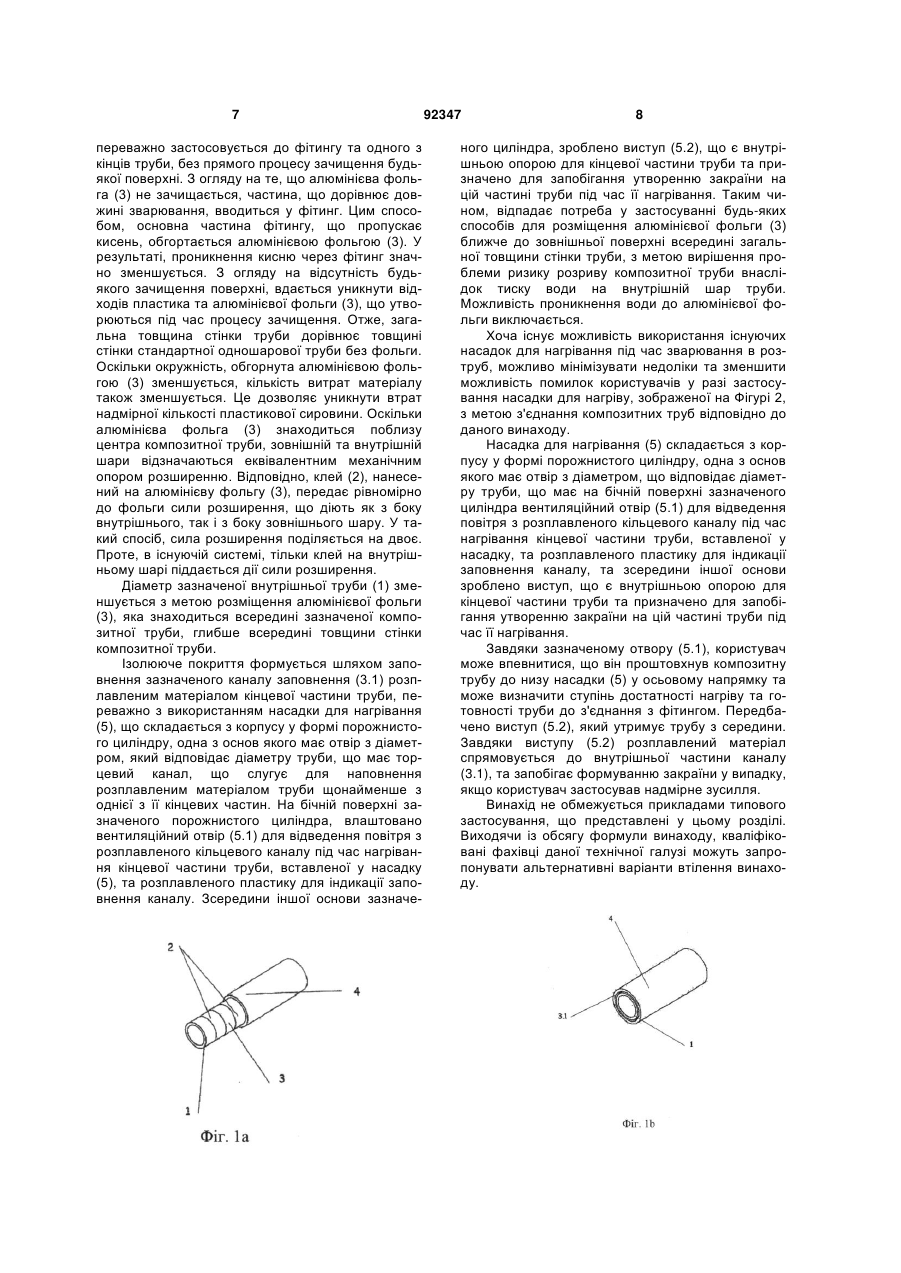
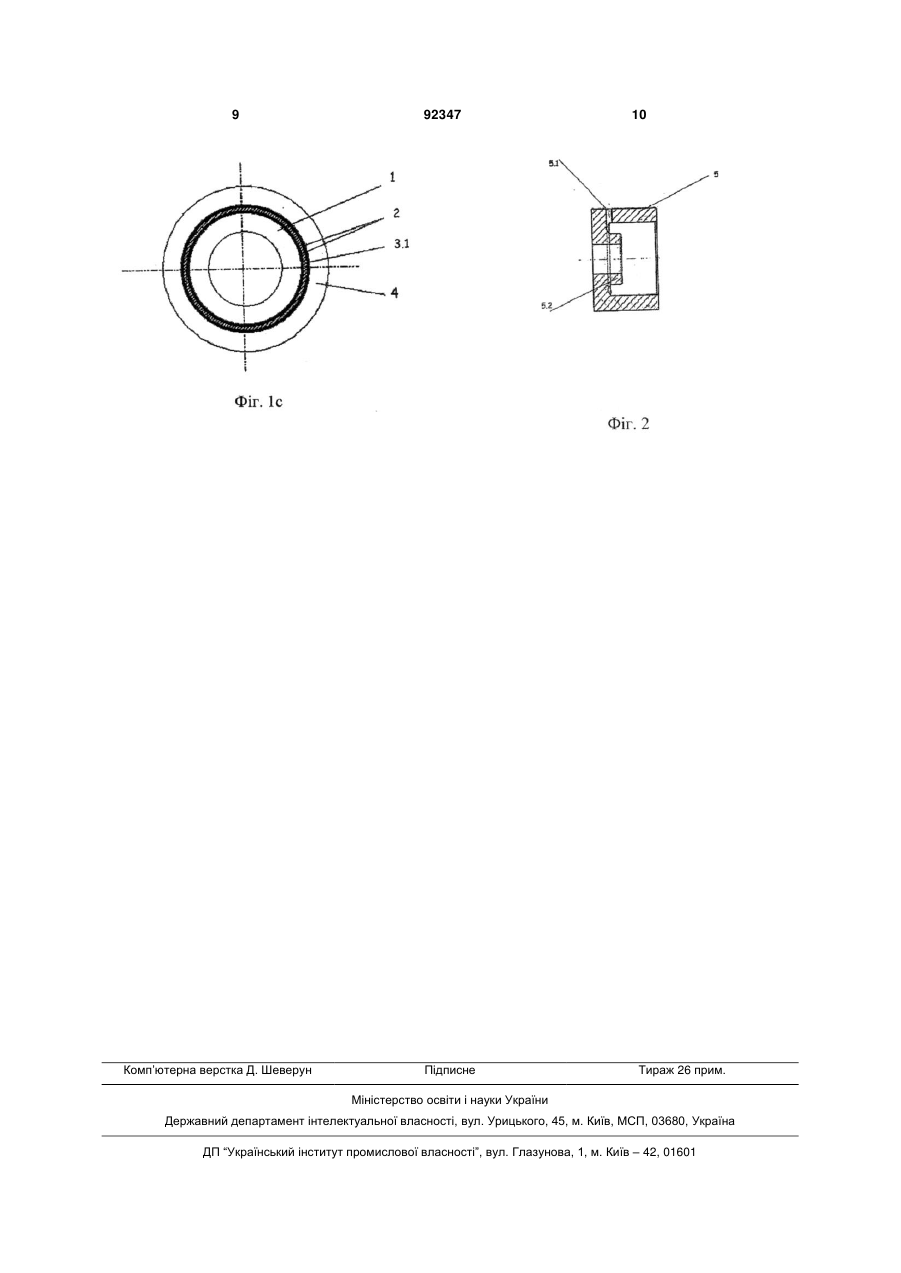
1. Спосіб з'єднання багатошарової композитної труби з фітингом, при якому фітинг з'єднується з багатошаровою трубою, яка має щонайменше один внутрішній шар з термопластичного пластикового матеріалу, щонайменше один алюмінієвий шар, який нанесений на зазначений внутрішній шар та має коефіцієнт розширення щодо зміни тиску чи температури, нижчий ніж зазначений внутрішній шар, та зовнішній шар з термопластичного пластикового матеріалу, який вкриває зазначений алюмінієвий шар, при цьому щонайменше один торець багатошарової труби піддається обробці шляхом зрізання алюмінієвого шару з метою створення каналу заповнення у формі кільцевого каналу, при цьому канал запаюється за допомогою C2 2 (11) 1 3 позитні труби відомі, наприклад, з патентів WO 1999/061833, опублікованого 02.12.1999 та US20020007861, опублікованого 24.01.2002 Внутрішня структура композитних труб, що наразі використовуються, включає співполімерну поліпропіленову (PPR) трубу, у якій протікає рідина, матеріал, що має клейкі властивості, яким покривається співполімерна поліпропіленова труба, алюмінієву фольгу, що покриває зазначений клейкий матеріал, матеріал, що має клейкі властивості, який наноситься на зазначену алюмінієву фольгу, та захисне зовнішнє покриття, що наноситься на зазначений клейкий матеріал. Алюмінієва фольга наноситься на поліпропіленову трубу, виготовлену із товщиною стінки, відповідно до стандартів, і зрештою, після нанесення тонкого покриття, виріб є готовим та пропонується на ринку. На практиці, композитні труби та фітинги можуть з'єднуватися за допомогою зварювання в розтруб. Під час практичного застосування, зовнішнє покриття PPR та алюмінієва фольга мають зачищатися та видалятися з метою забезпечення можливості виконання процесу з'єднання. Таким чином, забезпечується відповідність загальної товщини стінки товщині стінки стандартної труби (одношарової поліпропіленової труби) без фольги. Інакше, виникає проблема сумісності під час з'єднання з фітингами. В існуючих системах, алюмінієва фольга, з огляду на з'єднання з фітингами, розміщується ближче до зовнішньої поверхні в межах загальної товщини стінки труби через ризик розриву труби внаслідок натиску води під тиском, що проникає між фольгою та пластиковим матеріалом. Це означає, що внутрішній шар має бути виготовлений за розміром, здатним до витримування тиску відповідно до стандартів. У зазначеній практиці використання композитних труб, обов'язковою умовою є зачищення частини поверхні (зовнішнього покриття та алюмінієвої фольги) труби за допомогою інструмента для зачищення з метою забезпечення сумісності з фітингами, що призводить до втрати матеріалу та часу. Також існує вірогідність помилок, допущених робітниками в процесі з'єднання. Іншим недоліком зазначеної практики є те, що монтаж системи займає багато часу, оскільки підготовка до зварювання є трудомістким процесом. Зазначена співполімерна поліпропіленова (PPR) труба неминуче повинна мати більшу загальну товщину стінки, щоб забезпечити витримування тиску. Це призводить до надмірного використання пластикової сировини та алюмінієвої фольги. Спроба усунути вищезазначені недоліки була зроблена за допомогою способу з'єднання багатошарових труб з фітингами, що розкривається у патентній заявці WO 2005019718, опублікованій 03.03.2005, що є найближчим аналогом даного винаходу. Спосіб з'єднання багатошарової труби включає щонайменше зовнішній та внутрішній шари з термопластичного матеріалу та проміжну алюмінієву фольгу з фітингом, виготовленим із термопластичного матеріалу, при цьому фітинг має паз для 92347 4 утримання кінцевої частини багатошарової труби. Кінцева частина багатошарової труби вставляється у паз фітингу, що забезпечує контакт фітинга з внутрішнім та зовнішнім шарами багатошарової труби, з наступним застосуванням тепла щодо фітинга та труби, яке спричиняє місцеве плавлення у місці з'єднання. Вищезазначене технічне рішення має наступні недоліки: 1. збільшення витрат на виготовлення спеціальних фітингів з пазами для розташування кінцевих частин багатошарових труб; 2. ускладнення, пов'язані із зберіганням, транспортуванням та монтажем зазначених спеціальних фітингів, а також ризики виходу з ладу внаслідок конструктивних особливостей; 3. неможливість застосування загальноприйнятого та стандартного фітингу внаслідок необхідності використання спеціальних фітингів; 4. підвищення тиску рідини внаслідок збільшення діаметру труби у місці з'єднання труби з фітингом, оскільки кінці труби розміщуються всередині пазу фітингу, що спричиняє ризик розриву труби. Ціль винаходу З огляду на відомий стан речей у даній галузі, ціль даного винаходу полягає в тому, щоб усунути існуючі недоліки шляхом вдосконалення способу з'єднання багатошарових композитних труб, що використовуються у сантехнічних системах. Інша ціль винаходу полягає у забезпеченні способу з'єднання багатошарових труб, що мають стандартний діаметр застосування, без потреби у зачищенні зазначеного зовнішнього покриття та шарів алюмінієвої фольги під час з'єднання зазначених композитних труб. Таким чином, з огляду на відсутність у потребі процесу зачищення, буде можливим включити алюмінієву фольгу та зовнішнє покриття до загальної товщини стінки труби. Відповідно, основна частка фітингу, що пропускає кисень, буде покрита алюмінієвою фольгою. З метою досягнення зазначених цілей було вдосконалено багатошарові композитні труби, стійкі до тиску та корозії, які використовуються у сантехнічних системах, та мають щонайменше один внутрішній шар та щонайменше один шар алюмінієвої фольги, що відрізняється низькою проникністю кисню, нанесений на зазначений внутрішній шар, та який має нижчий коефіцієнт теплового розширення порівняно із зазначеним внутрішнім шаром, та зовнішнє покриття, що вкриває алюмінієву фольгу. Відповідно до варіанту втілення винаходу, якому надається перевага, з метою збереження алюмінієвого покриття на внутрішньому шарі всередині фітингу, не знімаючи зазначеного покриття під час з'єднання зазначеної композитної труби за допомогою фітингів, щонайменше один торець багатошарової труби піддається обробці шляхом зрізання алюмінієвої фольги із забезпеченням каналу заповнення у формі кільцевого каналу, при цьому канал запаюється за допомогою насадки для нагрівання шляхом заповнення каналу розплавленим матеріалом кінцевої частини труби у такий спосіб, що алюмінієвий шар стає прихова 5 ним після заплавлення каналу, після чого багатошарова труба з'єднується з фітингом. У такий спосіб, можливо з'єднати дві композитні труби одна з одною за допомогою фітинга, без потреби у видаленні алюмінієвої фольги. Таким чином, досягається мінімізація споживання матеріалу та втрати часу. Також, зменшується вірогідність помилок, допущених робітниками під час процесу з'єднання труби. Крім: того, час, необхідний для підготовки зварювання було зменшено, а процес монтажу труб здійснюється швидше. Інший варіант втілення винаходу, якому надається перевага, відрізняється тим, що зовнішній діаметр зазначеної композитної труби є еквівалентним зовнішньому діаметру стандартної одношарової труби. Відповідно, зварювання в розтруб переважно використовується із фітингами, без прямого процесу зачищення будь-якої поверхні. З огляду на те, що алюмінієва фольга не зачищається, частина, що дорівнює довжині зварювання, вводиться у фітинг. У такий спосіб, основна частка фітингу, що пропускає кисень, обгортається алюмінієвою фольгою. У результаті, проникнення кисню через фітинг значно зменшується. З огляду на відсутність будь-якого зачищення поверхні (зовнішнього покриття та алюмінієвої фольги) труби, вдається уникнути відходів пластика та алюмінієвої фольги, що утворюються під час процесу зачищення. Отже, загальна товщина стінки труби дорівнює товщині стінки одношарової поліпропіленової труби без фольги. Оскільки окружність, обгорнута алюмінієвою фольгою зменшується, кількість витрат матеріалу також зменшується. Цей підхід дозволяє уникнути втрат надмірної кількості пластикової сировини. Оскільки алюмінієва фольга знаходиться поблизу центра композитної труби, зовнішній та внутрішній шари мають однакову чи майже однакову ширину та відзначаються еквівалентним опором розширенню. Відповідно, клей, нанесений на алюмінієву фольгу, передає рівномірно до фольги сили розширення, що діють як з боку внутрішнього, так і з боку зовнішнього шарів. У такий спосіб сила розширення поділяється на двоє. Проте, в існуючій системі, тільки клей на внутрішньому шарі піддається дії сили розширення. У результаті, кінцева частина труби має бути перпендикулярною осі, а зона, у якій знаходиться алюмінієва фольга, має вирізатися по всій окружності. Інший варіант втілення винаходу, якому надається перевага, відрізняється тим, що внутрішній діаметр зазначеної труби зменшується з метою розміщення алюмінієвої фольги, яка знаходиться всередині зазначеної композитної труби, глибше всередині товщини стінки композитної труби. Інший варіант втілення винаходу, якому надається перевага, відрізняється тим, що покриття з алюмінієвої фольги на кінцевій частині труби формується шляхом заповнення зазначеного каналу заповнення, що має форму каналу, утвореного в результаті зрізання алюмінієвої фольги, переважно з використанням перфорованої насадки для нагрівання. Це дозволяє уникнути потреби у розміщенні алюмінієвої фольги ближче до зовнішньої поверхні всередині загальної товщини стінки тру 92347 6 би, оскільки існує ризик розриву композитної труби внаслідок тиску води на внутрішній шар труби. Опис Фігур Фігура 1a - перспективний вигляд розібраної композитної труби відповідно до типового застосування винаходу. Фігура 1b - перспективний вигляд композитної труби відповідно до типового застосування винаходу. Фігура 1c - вигляд у розрізі спереду композитної труби відповідно до типового застосування винаходу. Фігура 2 - вигляд у розрізі збоку прикладу насадки для нагрівання відповідно до типового застосування винаходу. Номери посилання 1 Внутрішній шар 4 Зовнішній шар 5 Корпус насадки для 2 Клейкий шар нагрівання 3 Алюмінієвий 5.1 Вентиляційний отвір шар 3.1 Канал запов5.2 Виступ, що утримує нення трубу Детальний опис винаходу На Фігурах зображено варіанти втілення винаходу, що представлені у вигляді розрізів багатошарових композитних труб, які використовуються у сантехнічних системах, що експлуатуються за різних температур та тиску. На Фігурі 1 а, зображено багатошарову трубу, що має внутрішній шар (1), алюмінієву фольгу (3), яка вкриває внутрішній шар (1) та зовнішній шар (4), який вкриває алюмінієву фольгу (3). Клейкий шар (2) розміщується між внутрішнім шаром (1) та алюмінієвою фольгою (3), та між алюмінієвою фольгою (3) та зовнішнім шаром (4). На Фігурах 1b та 1c зображено канат заповнення (3.1) у формі каналу, що утворюється в результаті зрізання алюмінієвої фольги (3) на кінцевій частині труби. Спосіб з'єднання багатошарових композитних труб передбачає наступне. Торець багатошарової труби піддається обробці шляхом зрізання алюмінієвої фольги (3) із забезпеченням каналу заповнення у формі кільцевого каналу, при цьому канал запаюється за допомогою насадки л;ля нагрівання шляхом заповнення каналу розплавленим матеріалом кінцевої частини труби у такий спосіб, що алюмінієвий шар стає прихованим після заплавления каналу, після чого багатошарова труба з'єднується з фітингом. У такий спосіб, можливо з'єднувати композитні труби одна з одною без потреби у зачищенні зовнішнього пластикового шару (4) та алюмінієвої-фольги (3). Таким чином, досягається мінімізація споживання матеріалу та втрати часу. Також, зменшується вірогідність помилок, допущених робітниками під час процесу з'єднання труби. Крім того, час, необхідний для підготовки зварювання скорочується, а процес монтажу труби здійснюється швидше. Зазначена багатошарова композитна труба відрізняється тим, що її зовнішній діаметр є еквівалентним зовнішньому діаметру стандартної одношарової труби. Відповідно, зварювання в розтруб 7 переважно застосовується до фітингу та одного з кінців труби, без прямого процесу зачищення будьякої поверхні. З огляду на те, що алюмінієва фольга (3) не зачищається, частина, що дорівнює довжині зварювання, вводиться у фітинг. Цим способом, основна частина фітингу, що пропускає кисень, обгортається алюмінієвою фольгою (3). У результаті, проникнення кисню через фітинг значно зменшується. З огляду на відсутність будьякого зачищення поверхні, вдається уникнути відходів пластика та алюмінієвої фольги (3), що утворюються під час процесу зачищення. Отже, загальна товщина стінки труби дорівнює товщині стінки стандартної одношарової труби без фольги. Оскільки окружність, обгорнута алюмінієвою фольгою (3) зменшується, кількість витрат матеріалу також зменшується. Це дозволяє уникнути втрат надмірної кількості пластикової сировини. Оскільки алюмінієва фольга (3) знаходиться поблизу центра композитної труби, зовнішній та внутрішній шари відзначаються еквівалентним механічним опором розширенню. Відповідно, клей (2), нанесений на алюмінієву фольгу (3), передає рівномірно до фольги сили розширення, що діють як з боку внутрішнього, так і з боку зовнішнього шару. У такий спосіб, сила розширення поділяється на двоє. Проте, в існуючій системі, тільки клей на внутрішньому шарі піддається дії сили розширення. Діаметр зазначеної внутрішньої труби (1) зменшується з метою розміщення алюмінієвої фольги (3), яка знаходиться всередині зазначеної композитної труби, глибше всередині товщини стінки композитної труби. Ізолююче покриття формується шляхом заповнення зазначеного каналу заповнення (3.1) розплавленим матеріалом кінцевої частини труби, переважно з використанням насадки для нагрівання (5), що складається з корпусу у формі порожнистого циліндру, одна з основ якого має отвір з діаметром, який відповідає діаметру труби, що має торцевий канал, що слугує для наповнення розплавленим матеріалом труби щонайменше з однієї з її кінцевих частин. На бічній поверхні зазначеного порожнистого циліндра, влаштовано вентиляційний отвір (5.1) для відведення повітря з розплавленого кільцевого каналу під час нагрівання кінцевої частини труби, вставленої у насадку (5), та розплавленого пластику для індикації заповнення каналу. Зсередини іншої основи зазначе 92347 8 ного циліндра, зроблено виступ (5.2), що є внутрішньою опорою для кінцевої частини труби та призначено для запобігання утворенню закраїни на цій частині труби під час її нагрівання. Таким чином, відпадає потреба у застосуванні будь-яких способів для розміщення алюмінієвої фольги (3) ближче до зовнішньої поверхні всередині загальної товщини стінки труби, з метою вирішення проблеми ризику розриву композитної труби внаслідок тиску води на внутрішній шар труби. Можливість проникнення води до алюмінієвої фольги виключається. Хоча існує можливість використання існуючих насадок для нагрівання під час зварювання в розтруб, можливо мінімізувати недоліки та зменшити можливість помилок користувачів у разі застосування насадки для нагріву, зображеної на Фігурі 2, з метою з'єднання композитних труб відповідно до даного винаходу. Насадка для нагрівання (5) складається з корпусу у формі порожнистого циліндру, одна з основ якого має отвір з діаметром, що відповідає діаметру труби, що має на бічній поверхні зазначеного циліндра вентиляційний отвір (5.1) для відведення повітря з розплавленого кільцевого каналу під час нагрівання кінцевої частини труби, вставленої у насадку, та розплавленого пластику для індикації заповнення каналу, та зсередини іншої основи зроблено виступ, що є внутрішньою опорою для кінцевої частини труби та призначено для запобігання утворенню закраїни на цій частині труби під час її нагрівання. Завдяки зазначеному отвору (5.1), користувач може впевнитися, що він проштовхнув композитну трубу до низу насадки (5) у осьовому напрямку та може визначити ступінь достатності нагріву та готовності труби до з'єднання з фітингом. Передбачено виступ (5.2), який утримує трубу з середини. Завдяки виступу (5.2) розплавлений матеріал спрямовується до внутрішньої частини каналу (3.1), та запобігає формуванню закраїни у випадку, якщо користувач застосував надмірне зусилля. Винахід не обмежується прикладами типового застосування, що представлені у цьому розділі. Виходячи із обсягу формули винаходу, кваліфіковані фахівці даної технічної галузі можуть запропонувати альтернативні варіанти втілення винаходу. 9 Комп’ютерна верстка Д. Шеверун 92347 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of multi-layered pipe with fitting and nozzle for heating
Автори англійськоюBirtane Tamer, Gemici Zafer, Teke Ismail
Назва патенту російськоюСпособ соединения многослойной трубы с фитингом и насадка для нагревания
Автори російськоюБиртейн Тамер, Гемичи Зафер, Теке Измаил
МПК / Мітки
МПК: F16L 58/00, F16L 47/00, F16L 13/00
Мітки: насадка, трубі, спосіб, фітингом, з'єднання, багатошарової, нагрівання
Код посилання
<a href="https://ua.patents.su/5-92347-sposib-zehdnannya-bagatosharovo-trubi-z-fitingom-ta-nasadka-dlya-nagrivannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання багатошарової труби з фітингом та насадка для нагрівання</a>
Багатошарова труба і спосіб виготовлення багатошарової труби
Номер патенту: 70421
Опубліковано: 15.10.2004
Автори: Кущенко Сергій Миколайович, Ліпицький Станіслав Григорович
МПК: F16L 9/00
Мітки: трубі, виготовлення, багатошарової, багатошарова, труба, спосіб
Формула / Реферат:
1. Багатошарова труба, що містить сполучені між собою внутрішній захисний шар, виконаний із зносостійкого матеріалу, проміжний шар і зовнішній захисний шар, виконаний з композиційного матеріалу, а також закінцівки для з'єднання з суміжними трубами або трубопровідною арматурою, яка відрізняється тим, що внутрішній захисний шар і проміжний шар скріплені між собою гнучкими джгутами, при цьому проміжний шар виконаний з полімербетону, армованого...
Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою
Номер патенту: 82320
Опубліковано: 10.04.2008
Автори: Уйсал Гульчай, Бейтмен Аян Роджер
МПК: F16L 9/00, B29C 53/00, B29C 63/26
Мітки: спосіб, металевою, навивання, виготовлення, спірально, композиційна, пластикової, навитої, виготовлена, спіральним, стрічка, композиційної, навиванням, трубі, варіанти, стрічки, труба
Формула / Реферат:
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка має:довгасту пластикову стрічку, що має основну частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню,щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, тадовгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення...
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Омура Томохіко, Араі Юдзі, Томомацу Куніакі, Абе Тосіхару
МПК: C22C 38/28, C22C 38/22
Мітки: безшовної, трубі, низьколегована, безшовні, сталеві, сортаменту, нафтопромислового, спосіб, виготовлення, сталь, сталевої
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Спосіб та оребрена труба для термічного крекінгу вуглеводнів, спосіб одержання оребреної труби з відцентрово відлитої труби
Номер патенту: 85044
Опубліковано: 25.12.2008
Автори: Ганзер Бенно, Вельперт Петер, Якобі Дітлінде, Кірххайнер Рольф
МПК: C10G 9/20, B21C 37/15
Мітки: оребреної, спосіб, одержання, трубі, відцентрової, відлитої, крекінгу, труба, оребрена, термічного, вуглеводнів
Формула / Реферат:
1. Спосіб термічного крекінгувуглеводнів в присутності водяної пари, де завантажувану суміш пропускають через труби з внутрішніми спіралеподібними ребрами, які нагрівають ззовні, який відрізняється тим, що закручений потік створюють у безпосередній близькості від ребер, які мають кут профілю 16°-25° і проходять під кутом 20°-40° відносно осі труби, і перетворюють на зону ядра з переважно осьовою течією при збільшенні радіальної відстані від...
Спосіб охолодження екструдованої полімерної труби
Номер патенту: 47245
Опубліковано: 25.01.2010
Автори: Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович
МПК: B29C 47/88
Мітки: трубі, спосіб, екструдованої, полімерної, охолодження
Формула / Реферат:
Спосіб охолодження екструдованої полімерної труби, що включає її калібрування, а також охолодження її зовнішньої і внутрішньої поверхонь, який відрізняться тим, що охолодження внутрішньої поверхні полімерної труби здійснюють за межами зони калібрування.
Попередній патент: Спосіб нанесення охолоджувального засобу
Наступний патент: Поліморфи етилового ефіру 3-[(2-{[4-(гексилоксикарбоніламіноімінометил)феніламіно]метил}-1-метил-1н-бензимідазол-5-карбоніл)піридин-2-іламіно]пропіонової кислоти
Випадковий патент: Кожухотрубний теплообмінник