Пристрій для з’єднання штаб
Номер патенту: 92523
Опубліковано: 10.11.2010
Автори: Томциг Міхель, Золь Ральф-Хартмут, де Кок Петер
Формула / Реферат
1. Пристрій (100) для затискання, різання і з'єднання штаб в нескінченну штабу, який містить затискний пристрій (125), різальний пристрій (155) і з'єднувальний пристрій (195), який відрізняється тим, що затискний, різальний і з'єднувальний пристрої (125, 155, 195) кінематично пов'язані один з одним.
2. Пристрій за п. 1, який відрізняється тим, що затискний пристрій (125) містить верхній і нижній затиски (110, 120) штаби, виконані з можливістю керованого переміщення за допомогою важелів (Н1, Н2, L1, L2) в напрямку один до одного або один від одного для затискання або звільнення штаб (200).
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що різальний пристрій (155) містить верхні й нижні різальні ножі (130-l, 130-r, 150-l, 150-r), наприклад верхні ножі й нижні ножі, при цьому нижні різальні ножі (130-l, 130-r) виконані з можливістю керованого всування і висування за допомогою важелів (131).
4. Пристрій за п. 3, який відрізняється тим, що нижні різальні ножі (130-l, 130-r) виконані з можливістю опускання.
5. Пристрій за п. 3 або п. 4, який відрізняється тим, що різальний пристрій (155) містить верхні й нижні різальні ножі (130-l, 130-r, 150-l, 150-r), при цьому верхні різальні ножі (150-l, 150-r) виконані з можливістю переміщення для різання з верхнього положення у напрямку до нижніх різальних ножів (130-l, 130-r).
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що він виконаний з можливістю переміщення різаних кінців штаб один до одного за рахунок бічного зсуву відповідного затискного пристрою (125).
7. Пристрій за п. 6, який відрізняється тим, що для опори кінців штаб він містить щонайменше один зварювальний стіл (170), виконаний з можливістю переміщення до кінців штаб, які не мають опори.
8. Пристрій за п. 7, який відрізняється тим, що щонайменше один зварювальний стіл (170) виконаний з двох або більше частин.
9. Пристрій за п. 7 або п. 8, який відрізняється тим, що зварювальний стіл (170) спирається в декількох місцях по ширині штаб за допомогою важелів (L3) на нижні різальні ножі (130).
10. Пристрій за п. 7 або п. 8, який відрізняється тим, що він виконаний з можливістю використання функції опускання нижніх різальних ножів (130) для затискання штаби.
11. Пристрій за будь-яким із пп. 1-10, який відрізняється тим, що пристрій (100) виконаний по суті симетричним і має два затискних пристрої (125), два різальних пристрої (155) і щонайменше один з'єднувальний пристрій (195).
12. Пристрій за п. 11, який відрізняється тим, що щонайменше один із затискних пристроїв має механізм для вирівнювання по висоті.
13. Пристрій за п. 12, який відрізняється тим, що механізм для вирівнювання по висоті має механізм ексцентрикового регулювання.
14. Спосіб експлуатації пристрою (100) для затискання, різання і з'єднання штаб в нескінченну штабу, що містить затискний пристрій (125), різальний пристрій (155) і з'єднувальний пристрій (195), за будь-яким із пп. 1-13, який відрізняється тим, що на першій стадії відкривають затискний пристрій (125) пристрою (100) для введення двох кінців штаб.
15. Спосіб за п. 14, який відрізняється тим, що на наступній стадії кінці штаб жорстко затискають за допомогою затискного пристрою (125).
16. Спосіб за п. 15, який відрізняється тим, що на наступній стадії кінці штаб ріжуть за допомогою щонайменше одного різального пристрою (155).
17. Спосіб за п. 16, який відрізняється тим, що на наступній стадії різані кінці штаб знов позиціонують.
18. Спосіб за п. 17, який відрізняється тим, що виконують підтримання різаних кінців штаб після операції різання за допомогою щонайменше одного зварювального стола (170), який складається з декількох частин, наприклад з двох частин.
19. Спосіб за п. 17, який відрізняється тим, що виконують узгодження висоти обох різаних кінців штаб з метою забезпечення можливості вирівнювання відмінностей в товщині підлягаючих з'єднанню штаб.
20. Спосіб за будь-яким із пп. 17-19, який відрізняється тим, що на наступній стадії з'єднують кінці штаб.
21. Спосіб за п. 20, який відрізняється тим, що на наступній стадії з'єднану штабу знову звільняють із затискного пристрою (125).
Текст
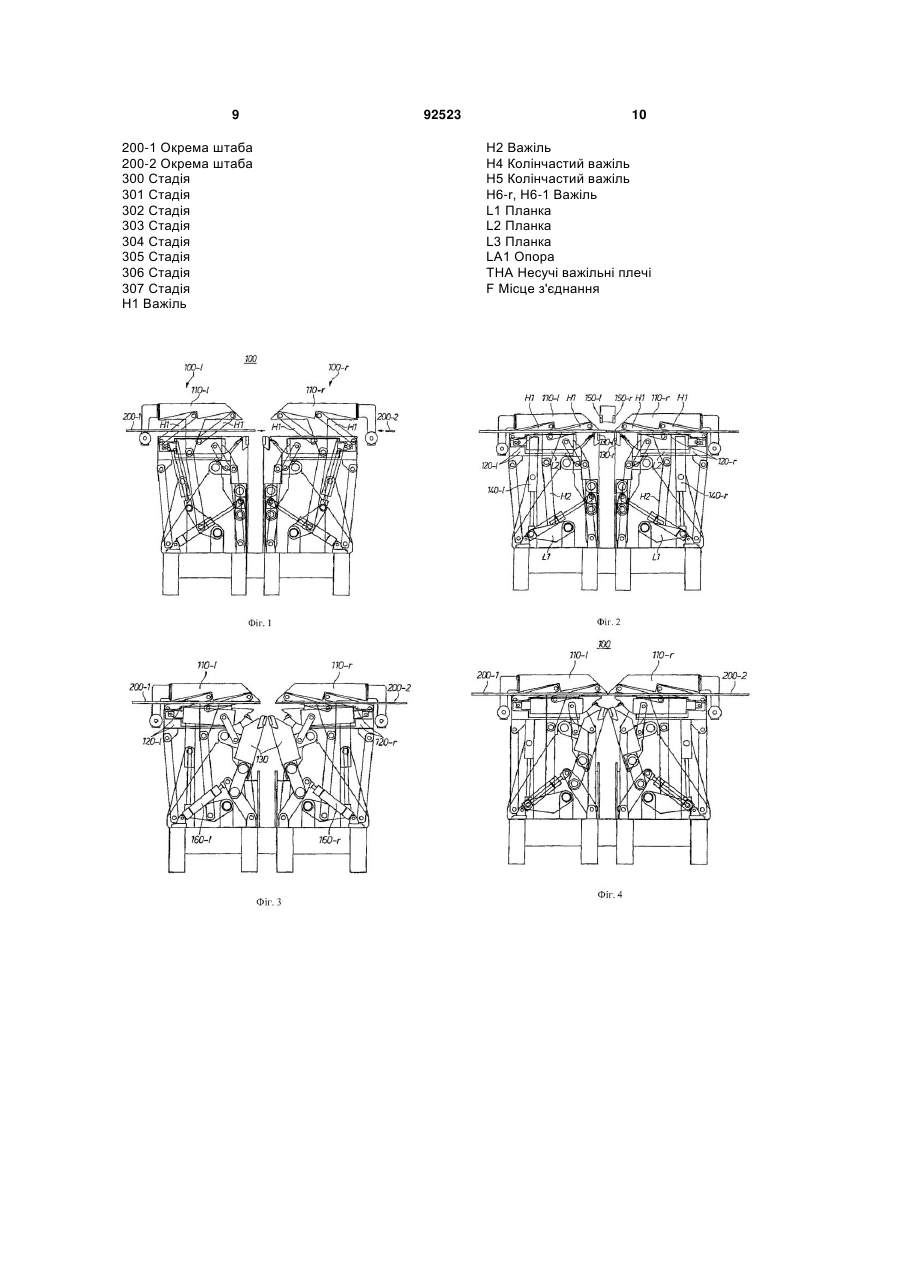
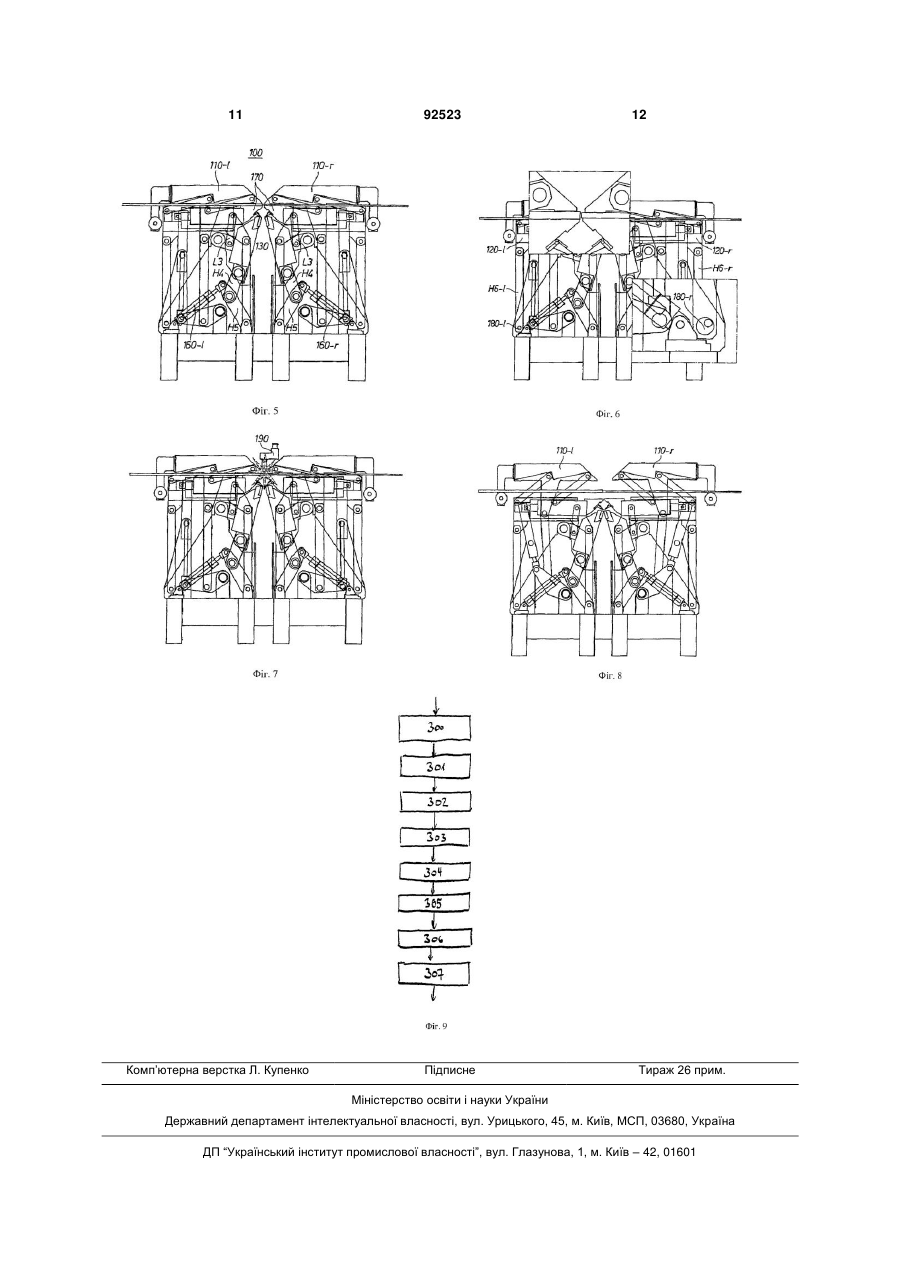
1. Пристрій (100) для затискання, різання і з'єднання штаб в нескінченну штабу, який містить затискний пристрій (125), різальний пристрій (155) і з'єднувальний пристрій (195), який відрізняється тим, що затискний, різальний і з'єднувальний пристрої (125, 155, 195) кінематично пов'язані один з одним. 2. Пристрій за п. 1, який відрізняється тим, що затискний пристрій (125) містить верхній і нижній затиски (110, 120) штаби, виконані з можливістю керованого переміщення за допомогою важелів (Н1, Н2, L1, L2) в напрямку один до одного або один від одного для затискання або звільнення штаб (200). 3. Пристрій за п. 1 або п. 2, який відрізняється тим, що різальний пристрій (155) містить верхні й нижні різальні ножі (130-l, 130-r, 150-l, 150-r), наприклад верхні ножі й нижні ножі, при цьому нижні різальні ножі (130-l, 130-r) виконані з можливістю керованого всування і висування за допомогою важелів (131). 4. Пристрій за п. 3, який відрізняється тим, що нижні різальні ножі (130-l, 130-r) виконані з можливістю опускання. 5. Пристрій за п. 3 або п. 4, який відрізняється тим, що різальний пристрій (155) містить верхні й нижні різальні ножі (130-l, 130-r, 150-l, 150-r), при цьому верхні різальні ножі (150-l, 150-r) виконані з 2 (19) 1 3 92523 4 16. Спосіб за п. 15, який відрізняється тим, що на наступній стадії кінці штаб ріжуть за допомогою щонайменше одного різального пристрою (155). 17. Спосіб за п. 16, який відрізняється тим, що на наступній стадії різані кінці штаб знов позиціонують. 18. Спосіб за п. 17, який відрізняється тим, що виконують підтримання різаних кінців штаб після операції різання за допомогою щонайменше одного зварювального стола (170), який складається з декількох частин, наприклад з двох частин. 19. Спосіб за п. 17, який відрізняється тим, що виконують узгодження висоти обох різаних кінців штаб з метою забезпечення можливості вирівнювання відмінностей в товщині підлягаючих з'єднанню штаб. 20. Спосіб за будь-яким із пп. 17-19, який відрізняється тим, що на наступній стадії з'єднують кінці штаб. 21. Спосіб за п. 20, який відрізняється тим, що на наступній стадії з'єднану штабу знову звільняють із затискного пристрою (125). Винахід належить до пристрою і способу затиску, розрізання і з'єднання штаб в нескінченну штабу. При обробці металевих штаб доцільно виконувати цю обробку безперервно, оскільки за рахунок цього немає необхідності використовувати в процесі час на зміну підлягаючих обробці деталей. Однак, коли деталями є металеві листи кінцевої довжини, то їх переважно з'єднувати. За рахунок багаторазового повторення такого з'єднання можна створювати так звану «нескінченну штабу». Потім нескінченна штаба піддається обробці на безперервній обробляючій лінії (лінії безперервної обробки). Після обробки нескінченну штабу звичайно знов розрізають на окремі штаби. Відомі з рівня техніки пристрої для цього способу з'єднання є дуже складними або ж не має необхідної при з'єднанні точності. Крім того, вони дуже складні в поводженні. Зокрема, в цих пристроях кромки підлягаючих з'єднанню один з одним металевих листів не паралельні одна одній, або ж з'єднувальний шов є, щонайменше по суті, не плоским. Тому задачею винаходу є створення пристрою і способу, за допомогою яких, відповідно, можна створювати нескінченну штабу зі стрічок листового металу просто, швидко і з високою якістю. Відносно пристрою це досягається згідно з винаходом за рахунок пристрою для затиску, різання і з'єднання штаб в нескінченну штабу, що містить затискне пристосування, різальне пристосування і з'єднувальне пристосування, при цьому затискне, різальне і з'єднувальне пристосування кінетично пов'язані один з одним. При цьому переважно, якщо затискне пристосування містить верхній і нижній затиски для штаби, виконані з можливістю керованого переміщення за допомогою важелів в напрямку один до одного або один від одного для затиску або звільнення штаб. При цьому особливо переважно, якщо різальне пристосування містить верхні і нижні різальні ножі (верхні ножі і нижні ножі), при цьому нижні різальні ножі виконані з можливістю керованого всування і висування за допомогою важелів. Згідно з іншим переважним прикладом виконання, нижні різальні ножі (нижні ножі) виконані з можливістю опускання. При цьому щонайменше в ще одному прикладі виконання переважно, якщо різа льне пристосування містить верхні і нижні різальні ножі, при цьому верхні різальні ножі (верхні ножі) виконані з можливістю руху, або переміщення або навантаження, зверху для різання в напрямку нижніх різальних ножів. Згідно з іншим переважним аспектом винаходу, після різання різані штаби мають можливість переміщення одна до одної за рахунок бічного зсуву щонайменше одного затискного пристосування. При цьому при наявності двох протилежних затискних пристосувань може бути переважним, якщо в бічному напрямку можуть зсуватися одне або обидва затискних пристосування. З'єднувальний пристрій може переважно містити зварювальне пристосування зі зварювальним столом. Згідно з іншим переважним аспектом винаходу, для опори кінця штаби зварювальний стіл можна переміщувати до кінця штаби, який не має опори. Крім того, переважно, якщо зварювальний стіл виконаний з можливістю переміщення, наприклад повороту, за допомогою важелів і виконавчих елементів, наприклад гідроциліндрів. При цьому особливо переважно, якщо зварювальний стіл спирається в декількох місцях по ширині штаб/штаби за допомогою важелів на нижній різальний ніж/нижні різальні ножі. Особливо доцільно, якщо функція опускання нижнього різального ножа використовується для затиску штаби, при цьому зварювальний стіл виконаний з можливістю підведення до штаби. Також доцільно, якщо пристрій виконаний по суті симетрично і має два затискних пристосування, два різальних пристосування і два з'єднувальних пристосування. Вони переважно розташовані дзеркально симетрично один навпроти одного. Крім того, доцільно, якщо щонайменше одне із затискних пристосувань має механізм для вирівнювання по висоті. Особливо переважно, якщо обидва затискних пристосування мають такий механізм для вирівнювання по висоті, так що можна здійснювати вирівнювання по висоті на будь-якій стороні. Переважно, якщо механізм для вирівнювання по висоті має ексцентрикове регулювання. Задача винаходу відносно способу досягається згідно з винаходом за рахунок способу експлуатації пристрою для затиску, різання і з'єднання штаб в нескінченну штабу, що містить щонаймен 5 ше два затискних пристосування, одне різальне пристосування і одне з'єднувальне пристосування, при цьому на першій стадії відкривають затискне пристосування для введення двох кінців штаб. При цьому переважно, якщо на наступній стадії кінці штаб затискають за допомогою затискного пристосування. Крім того, переважно, якщо на наступній стадії кінці штаб ріжуть за допомогою різального пристосування/різальних пристосувань, і на наступній стадії кінці штаб знов позиціонують. Крім того, переважно, якщо на наступній стадії виконують підтримку різаних кінців штаб за допомогою зварювального стола, який складається з декількох частин, наприклад, з двох частин, і на наступній стадії виконують узгодження висоти обох різаних кінців штаб з метою забезпечення можливості вирівнювання відмінностей товщини підлягаючих з'єднанню штаб, при цьому на наступній стадії з'єднують кінці штаб. Також переважно, якщо на наступній стадії затискне пристосування знов звільняє з'єднану штабу. Переважні модифікації приведені в залежних пунктах формули винаходу. Нижче приводиться докладне пояснення винаходу на основі прикладу виконання з посиланнями на прикладені креслення, на яких схематично показано: Фіг.1 - пристрій згідно з винаходом для з'єднання штаб; Фіг.2 - пристрій згідно з винаходом для з'єднання штаб; Фіг.3 - пристрій згідно з винаходом для з'єднання штаб; Фіг.4 - пристрій згідно з винаходом для з'єднання штаб; Фіг.5 - пристрій згідно з винаходом для з'єднання штаб; Фіг.6 - пристрій згідно з винаходом для з'єднання штаб; Фіг.7 - пристрій згідно з винаходом для з'єднання штаб; Фіг.8 - пристрій згідно з винаходом для з'єднання штаб; і Фіг.9 - блок-схема виконання способу згідно з винаходом. Переважне виконання винаходу Нижче приводиться опис пристрою згідно з винаходом і стадій способу з'єднання окремих штаб з посиланнями на фігури. При цьому однакові конструктивні елементи позначені однаковими позиціями. Крім того, елементи пристрою на правій стороні позначені з додаванням -r, а на лівій стороні - з додаванням -1. На Фіг.1 показаний пристрій 100 згідно з винаходом, який має праву частину 100-r і ліву частину 100-1 пристрою 100. Обидві частини пристрою виконані по суті дзеркально симетричними і по суті відповідають за керування однієї з підлягаючих з'єднанню окремих штаб. Так, першу окрему штабу 200-1 подають або вводять в ліву частину 100-1 зліва, а другу окрему штабу 200-2 подають або вводять в праву частину 100-r пристрою 100 праворуч. Для введення штаб 200-1, 200-2 верхні затиски 110-1, 110-r штаб виконані з можливістю пово 92523 6 роту за допомогою розташованих у вигляді паралелограма важелів НІ вгору у відкрите положення. При цьому пристрій 100 має як в правій частині 100-r, так і в лівій частині 100-1 затиски 110 штаби, які можна відкривати і закривати для захоплення і втримання штаби або, відповідно, окремої штаби 200-1, 200-2. При цьому затиски штаби складаються кожний з двох переміщуваних відносно один одного затисків 110-r, 110-1 і 120-r, 120-1 штаби. При цьому відповідний верхній затиск 110-r і, відповідно, 110-1 штаби взаємодіє з нижнім затиском 120-r і, відповідно, 120-1 штаби. Верхній затиск штаби виконаний з можливістю повороту за рахунок напрямку розташованих у вигляді паралелограма важелів НІ таким чином, що між верхнім затиском 110 штаби і нижнім затиском 120 штаби виникає зазор або приймальна зона для прийому штаби, яка при зворотному повороті знов закривається, і штаба затискається і утримується затисками 110, 120 штаби. При цьому щонайменше верхні і нижні затиски 110, 120 штаби утворюють затискне пристосування 125 для затиску штаби. Як показано на Фіг.2, після відкривання затисків 110, 120 штаби обидві окремі штаби 200-1 і 200-2 з їх подачею праворуч і зліва спочатку зсуваються разом до середини пристрою 100 так, що вони стикаються одна з одною або, відповідно, розташовані в стик між затисками штаби. Після чого верхні затиски 110-r і 110-1 штаби опускаються в закрите положення, в якому потім обидві окремі штаби 100-1 і 200-2 нерухомо затискаються між верхнім затиском 110-r, 110-1 штаби і нижнім затиском 120-r і 120-1 штаби. Верхні затиски 110-r і 110-1 штаби спрямовуються в своєму поворотному русі важелями Н1, а привідне зусилля для процесу повороту забезпечується, наприклад, за допомогою гідравлічних циліндрів 140. При цьому відкривання і закривання верхніх затисків 110 штаб здійснюється за допомогою гідравлічних циліндрів 140-r і 140-1 у взаємодії з планками L1, L2 і важелями Н1, Н2, при цьому щонайменше гідравлічні циліндри 140 розташовані переважно зовні на пристрої. Планки L1 з'єднані на одній стороні з гідравлічними циліндрами 140, при цьому на своєму іншому кінці вони спираються з можливістю повороту на опору LA1. З планкою L1 з'єднані одним своїм кінцем з можливістю повороту важелі Н1, при цьому важелі Н2 з'єднані іншим своїм кінцем з можливістю повороту з планками L2. Планки L2, в свою чергу, з'єднані з верхніми затисками 110 штаби. При підйомі або висуненні гідравлічного поршня або, відповідно, плунжера гідравлічного циліндра 140, планка L1 повертається вгору і одночасно повертається важіль Н2 вгору і відхиляє планку L2 і верхній затиск 110 штаби вгору. Потім штаби лежать в середній зоні одночасно на нижніх ножах 130-1, 130-r. Потім в середній зоні між лівим і правим верхніми затисками 110-1, 110-r штаби опускаються верхні ножі 150-1, 150-r на обидві штаби і відрізають у взаємодії з нижніми ножами 130-1, 130-r їх відповідні кінці. Після різання обидва нових кінці штаб 200-1, 200-2 мають кожний чисту і пряму кромку розрізу, при цьому обидві кромки розрізу орієнтовані по суті парале 7 льно одна одній. При цьому щонайменше верхні і нижні ножі 130, 150 утворюють різальне пристосування 155 для різання штаби. Як показано на Фіг.3, обидва нижніх ножі 1301, 130-r з їх опорами 130 після операції різання повертаються вниз за допомогою гідравлічних циліндрів 160-1, 160-r. При цьому обидві штаби 200-1 і 200-2 залишаються, як і раніше, затиснутими між верхніми і нижніми затисками 110, 120 штаби. Поворот вниз ножових опор 130 з нижніми ножами 130-1, 130-r переважно використовується для затиску штаб. Як показано також на Фіг.3, ножові опори 130 шарнірно з'єднані через важелі 131-1, 131-r з гідравлічними циліндрами 160-1, 160-r, так що за рахунок керування гідравлічним поршнем гідравлічного циліндра відбувається регулювання нахилу і тим самим положення ножів 130-1, 130-r. На Фіг.4 показано, що праві і ліві, верхні і нижні затиски 110, 120 штаби разом з обома, все ще затиснутими штабами 200-1, 200-2 переміщаються до середини пристрою 100 в напрямку один до одного з метою зведення разом обох відрізаних кінців штаб в місці F з'єднання. Це зведення разом здійснюється за допомогою повороту несучих важільних плечей ТНА, які несуть затиски штаби. Однак після зведення разом штаби 200-1, 200-2 спочатку не підтримуються в місці F з'єднання. Для підтримки штаб 200-1, 200-2 в місці з'єднання потім, як показано на Фіг.5, переміщається лівий і правий зварювальний стіл 170-1, 170-r знизу до кінців штаб. При цьому зварювальні столи 170-1, 170-r спираються декількома розташованими з розподілом по ширині пристрою і, відповідно, штаб планками L3 на повернені ножові опори 130. За рахунок цього запобігається недопустимо велике прогинання зварювальних столів по ширині. Як показано на Фіг.5, зварювальні столи 170-1, 170-r за рахунок встановлення знов ножових опор з нижніми ножами за допомогою колінчастих важелів Н4, Н5 і гідравлічних циліндрів 160-1, 160-r підводяться знизу до кінців штаб, і тим самим кінці штаб також нерухомо затискаються між верхніми затисками штаби і зварювальним столом. Для повторного встановлення ножових опор 130, гідравлічні циліндри 160 на Фіг.5 висунені трохи більше в порівнянні з Фіг.4. Як показано на Фіг.6, перед зварюванням кінців штаб, зокрема при штабах різної товщини, відбувається вирівнювання по висоті так, що обидва кінці штаб розташовані і зафіксовані по висоті центрально один до одного; іншими словами, штаби з'єднуються на нейтральній осі. Встановлене таким чином положення кінців штаб представляє власне положення зварювання. Узгодження по висоті здійснюється за допомогою ексцентрикового механізму, що містить ексцентрик 180-r, 180-1 і важіль H6-r, H6-1, який з'єднує ексцентрик з нижнім затиском 120-r, 120-1 штаби. Ексцентриковий механізм переважно розташований на обох сторонах, як зліва, так і праворуч. Однак, згідно з винаходом, ексцентриковий механізм може бути розташований лише в одному місці. Потім в положенні зварювання з'єднуються обидва кінці штаб за допомогою з'єднувального 92523 8 пристосування 195. З'єднувальне пристосування може бути переважно зварювальним пристосуванням 190, як показано на Фіг.7, яке можна опускати зверху над положенням зварювання, і зварювати кінці штаб один з одним. Для цього зварювальне пристосування переважно опускається або позиціонується. Після виконання операції зварювання зварена з двох штаб «нескінченна штаба» звільняється від затиснення, як показано на Фіг.8, за рахунок, зокрема повороту обох верхніх затисків 110-1, 110-r штаби знов вгору у відкрите положення. Потім нескінченна штаба готова для безперервної обробки в безперервній установці. Пристрій 100 дозволяє відповідно до приведеного вище опису виконувати багатоступеневий спосіб затиску, різання і з'єднання штаб в так звану нескінченну штабу, як схематично показано в блок-схемі на Фіг.9. На першій стадії 300 відкривають затискне пристосування 110, 120 пристрою 100 для введення двох кінців штаб. Потім на наступній стадії 301 нерухомо затискають кінці штаб для різання кінців штаб на наступній стадії 302. Після цього на наступній стадії 303 різані кінці штаб знов позиціонують (стадія 304) і після цього підтримують в місці з'єднання (стадія 305), а потім з'єднують на наступній стадії 306, перш ніж затискне пристосування на останній стадії 307 знов звільняє штабу. Підтримка кінців штаб після операції різання і нове позиціонування переважно відбувається за допомогою зварювального стола, який складається з декількох частин, наприклад, з двох частин, який підіймають знизу до штаби в кінцевій зоні або до кінця штаби. Крім того, перед з'єднанням може відбуватися також узгодження по висоті, для забезпечення можливості вирівнювання відмінності по товщині підлягаючих з'єднанню штаб. Це здійснюється, наприклад, за допомогою ексцентрикового механізму. Перелік позицій 100 Пристрій 100-r, 100-1 Права і ліва частини пристрою 110 Верхній затиск штаби 110-r, 110-1 Верхній затиск штаби 120 Нижній затиск штаби 120-r, 120-1 Нижній затиск штаби 125 Затискне пристосування 130 Ножова опора для нижніх ножів 131-r, 131-1 Важелі 140 Гідравлічний циліндр 140-r, 140-1 Гідравлічний циліндр 150 Верхній ніж 150-r, 150-1 Верхній ніж 155 Різальне пристосування 160 Гідравлічний циліндр 160-r, 160-1 Гідравлічний циліндр 170 Зварювальний стіл 170-r, 170-1 Зварювальний стіл 180 Ексцентрик 180-r, 180-1 Ексцентрик 190 Зварювальний пристрій 195 З'єднувальний пристрій 200 Штаба 9 200-1 Окрема штаба 200-2 Окрема штаба 300 Стадія 301 Стадія 302 Стадія 303 Стадія 304 Стадія 305 Стадія 306 Стадія 307 Стадія Н1 Важіль 92523 10 Н2 Важіль Н4 Колінчастий важіль Н5 Колінчастий важіль Н6-r, Н6-1 Важіль L1 Планка L2 Планка L3 Планка LA1 Опора ТНА Несучі важільні плечі F Місце з'єднання 11 Комп’ютерна верстка Л. Купенко 92523 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійською20ffliph0fflipv0linewidth15240posrelh0flayoutincell0flayoutincell0apparatus and method for connection strips
Автори англійськоюSohl Ralf-Hartmut, de Kock Peter, Tomzig Michel
Назва патенту російськоюУстройство для соединения полос
Автори російськоюЗоль Ральф-Хартмут, де Кок Петер, Томциг Михель
МПК / Мітки
МПК: B23K 37/04, B21B 15/00, B23K 11/087
Мітки: пристрій, штаб, з'єднання
Код посилання
<a href="https://ua.patents.su/6-92523-pristrijj-dlya-zehdnannya-shtab.html" target="_blank" rel="follow" title="База патентів України">Пристрій для з’єднання штаб</a>
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: холодної, штаб, спосіб, прокатки
Формула / Реферат:
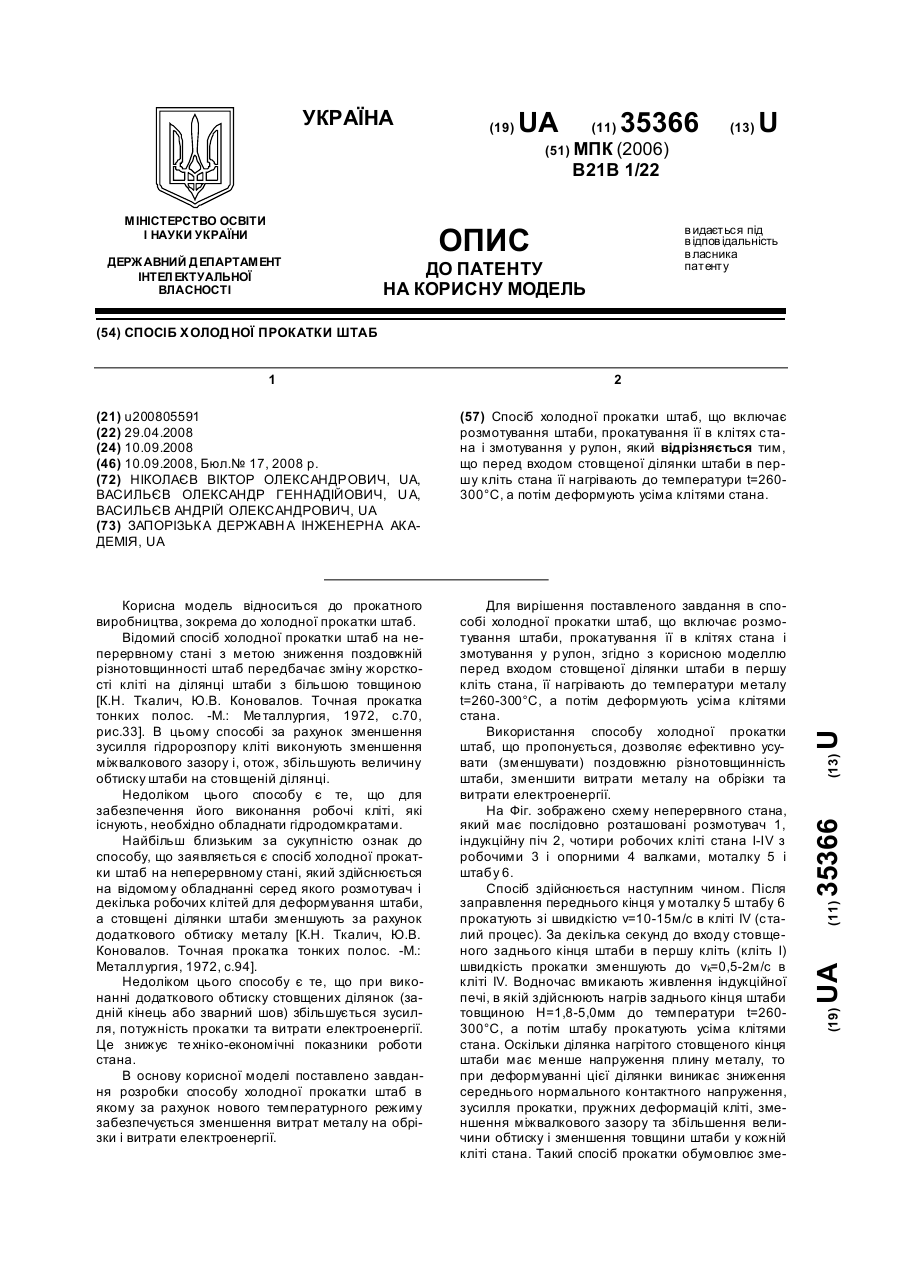
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Гуськов Олександр Миколайович, Володін Олександр Валентинович, Котелевець Юрій Сергійович, Мануйленко Валентин Кирилович, Лях Володимир Миколайович
МПК: B21C 47/00
Мітки: розмотуванні, штаб, стикування, спосіб, кінців, рулонів
Формула / Реферат:
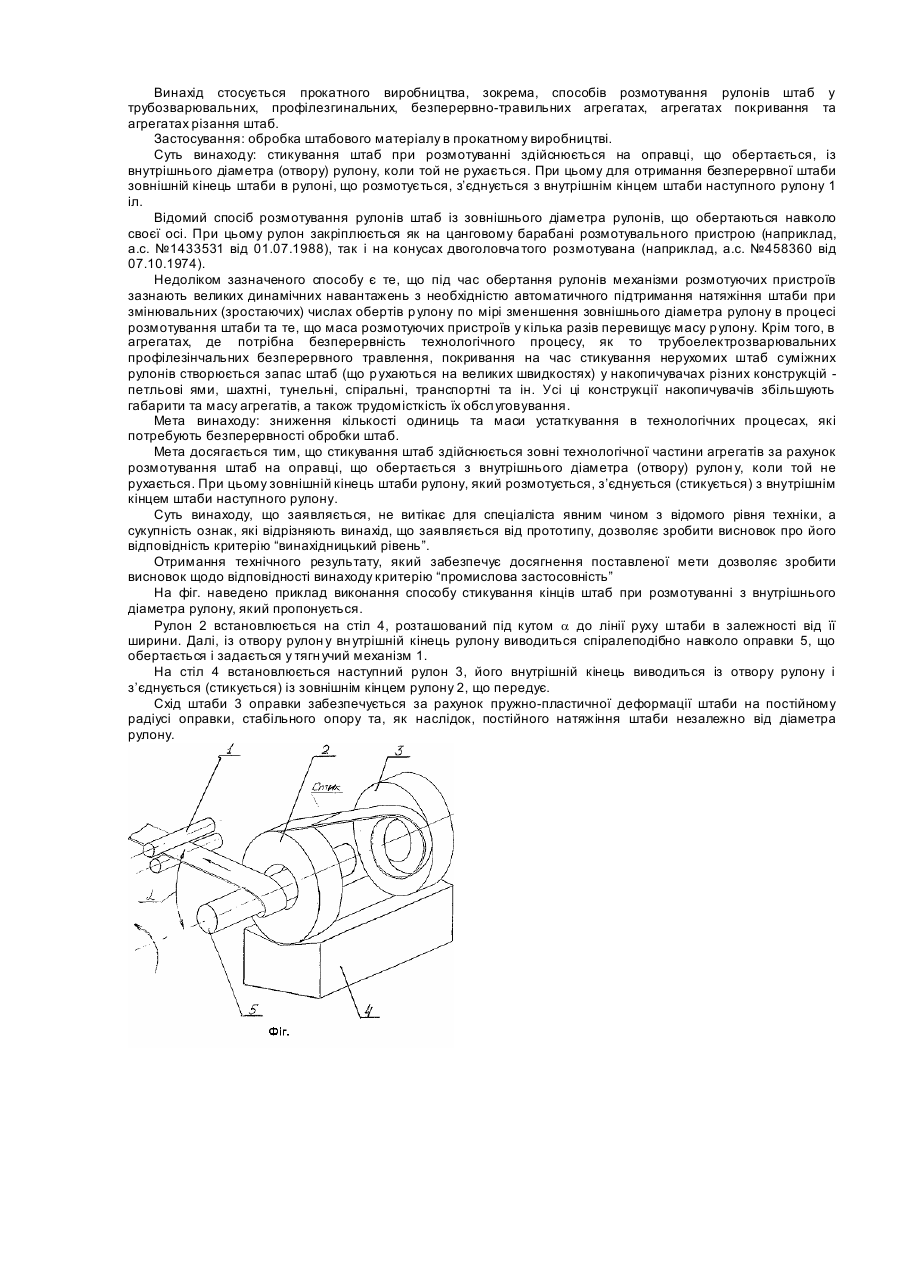
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Шеремет Володимир Олександрович, Севернюк Володимир Васильович, Педь Валерій Вікторович, Нечепоренко Володимир Андрійович
МПК: B21B 43/00
Мітки: стану, дрібносортового, підрівнювання, холодильнику, штаб, пристрій, прокату
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Кудрин Володимир Іванович, Штехно Олег Миколайович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: спосіб, штаб, безперервного, прокатування
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Попередній патент: Спосіб одержання сухої композиції біомаси лактобактерій
Наступний патент: Шахтна сушарка зі спеціальним розміщенням повітропропускних дахів і спосіб сушіння сипучого матеріалу
Випадковий патент: Високонапірна радіально-осьова гідротурбіна