Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
Формула / Реферат
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Текст
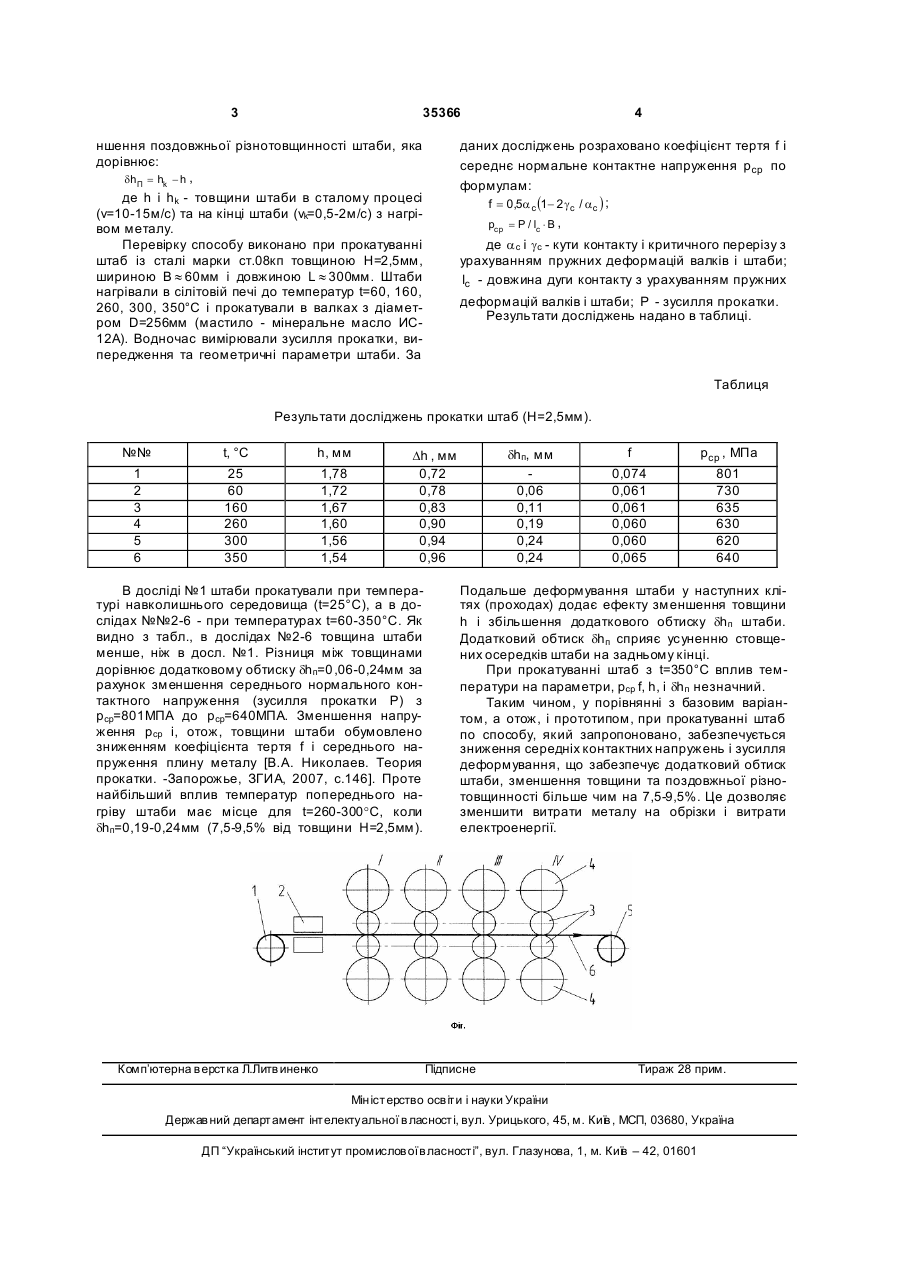
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260300°C, а потім деформують усіма клітями стана. (19) (21) u200805591 (22) 29.04.2008 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, UA, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, U A, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ, UA (73) ЗАПОРІЗЬКА ДЕРЖАВН А ІНЖЕНЕРНА АКАДЕМІЯ, UA 3 35366 ншення поздовжньої різнотовщинності штаби, яка дорівнює: dh П = hk - h , де h і hk - товщини штаби в сталому процесі (v=10-15м/с) та на кінці штаби (vk=0,5-2м/с) з нагрівом металу. Перевірку способу виконано при прокатуванні штаб із сталі марки ст.08кп товщиною Н=2,5мм, шириною В » 60мм і довжиною L » 300мм. Штаби нагрівали в сілітовій печі до температур t=60, 160, 260, 300, 350°С і прокатували в валках з діаметром D=256мм (мастило - мінеральне масло ИС12А). Водночас вимірювали зусилля прокатки, випередження та геометричні параметри штаби. За 4 даних досліджень розраховано коефіцієнт тертя f і середнє нормальне контактне напруження p cp по формулам: f = 0,5a c (1- 2 g c / ac ) ; pcp = P / lc × B , де a с і gс - кути контакту і критичного перерізу з урахуванням пружних деформацій валків і штаби; lc - довжина дуги контакту з урахуванням пружних деформацій валків і штаби; P - зусилля прокатки. Результати досліджень надано в таблиці. Таблиця Результати досліджень прокатки штаб (Н=2,5мм). №№ 1 2 3 4 5 6 t, °C 25 60 160 260 300 350 h, мм 1,78 1,72 1,67 1,60 1,56 1,54 В досліді №1 штаби прокатували при температурі навколишнього середовища (t=25°C), а в дослідах №№2-6 - при температурах t=60-350°C. Як видно з табл., в дослідах №2-6 товщина штаби менше, ніж в досл. №1. Різниця між товщинами дорівнює додатковому обтиску dhп=0 ,06-0,24мм за рахунок зменшення середнього нормального контактного напруження (зусилля прокатки Р) з pср=801МПА до pср=640МПА. Зменшення напруження pср і, отож, товщини штаби обумовлено зниженням коефіцієнта тертя f і середнього напруження плину металу [В.А. Николаев. Теория прокатки. -Запорожье, ЗГИА, 2007, с.146]. Проте найбільший вплив температур попереднього нагріву штаби має місце для t=260-300°C, коли dhп=0,19-0,24мм (7,5-9,5% від товщини Н=2,5мм). Комп’ютерна в ерстка Л.Литв иненко dhп, мм 0,06 0,11 0,19 0,24 0,24 Dh , мм 0,72 0,78 0,83 0,90 0,94 0,96 f 0,074 0,061 0,061 0,060 0,060 0,065 p cp , МПа 801 730 635 630 620 640 Подальше деформування штаби у наступних клітях (проходах) додає ефекту зменшення товщини h і збільшення додаткового обтиску dhп штаби. Додатковий обтиск dhп сприяє усуненню стовщених осередків штаби на задньому кінці. При прокатуванні штаб з t=350°C вплив температури на параметри, pср f, h, і dhп незначний. Таким чином, у порівнянні з базовим варіантом, а отож, і прототипом, при прокатуванні штаб по способу, який запропоновано, забезпечується зниження середніх контактних напружень і зусилля деформування, що забезпечує додатковий обтиск штаби, зменшення товщини та поздовжньої різнотовщинності більше чим на 7,5-9,5%. Це дозволяє зменшити витрати металу на обрізки і витрати електроенергії. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Oleksandr Неnnаdшіоvусh, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ холодной прокатки полос
Автори російськоюНиколаев Виктор Александрович, Васильев Александр Геннадьевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: прокатки, спосіб, холодної, штаб
Код посилання
<a href="https://ua.patents.su/2-35366-sposib-kholodno-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної прокатки штаб</a>
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Володимир Віталійович, Бойко Володимир Семенович, Бочаров Віталій Федорович, Норка Сергій Петрович
МПК: B21B 1/04
Мітки: тонких, особливої, спосіб, холодної, станах, безперервних, штаб, прокатки
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Будніков Володимир Іванович, Климанчук Владислав Владиславович, Кожевникова Ірина Олександрівна, Гарбер Едуард Олександрович, Медведєв Микола Петрович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Побегайло Олег Андрійович, Норка Сергій Петрович, Ділігенський Євген Володимирович
МПК: B21B 37/16, B21B 37/46, B21B 1/22, B21B 37/48, B21B 37/00
Мітки: багатоклітьовому, стані, холодної, безперервної, прокатки, спосіб, штаб, тонких
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Тилик Василь Трохимович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Мацко Сергій Володимирович, Сімененко Олег Володимирович, Путнокі Олександр Юліусович, Іванченко Віталій Георгійович, Кузьмичов Вячеслав Михайлович, Мовшович Вілорд Соломонович
Мітки: спосіб, надтонких, штаб, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Кудрин Володимир Іванович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Телюк Віктор Григорович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: штаб, безперервного, прокатування, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Вольфович Георгій Вольфович, Автономов Семен Володимирович, Попов Марат Васильович, Попов Олексій Маратович, Живцов Сергій Павлович
МПК: B21B 17/00, B21B 21/00
Мітки: стан, способу, холодної, здійснення, прокатки, спосіб, труб
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Попередній патент: Ножиці дискові
Наступний патент: Спосіб вирощування монокристалів кремнію з розплаву
Випадковий патент: Пластина для остеосинтезу виростків великогомілкової кістки