Спосіб прокатки штаб
Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович

Формула / Реферат
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Текст
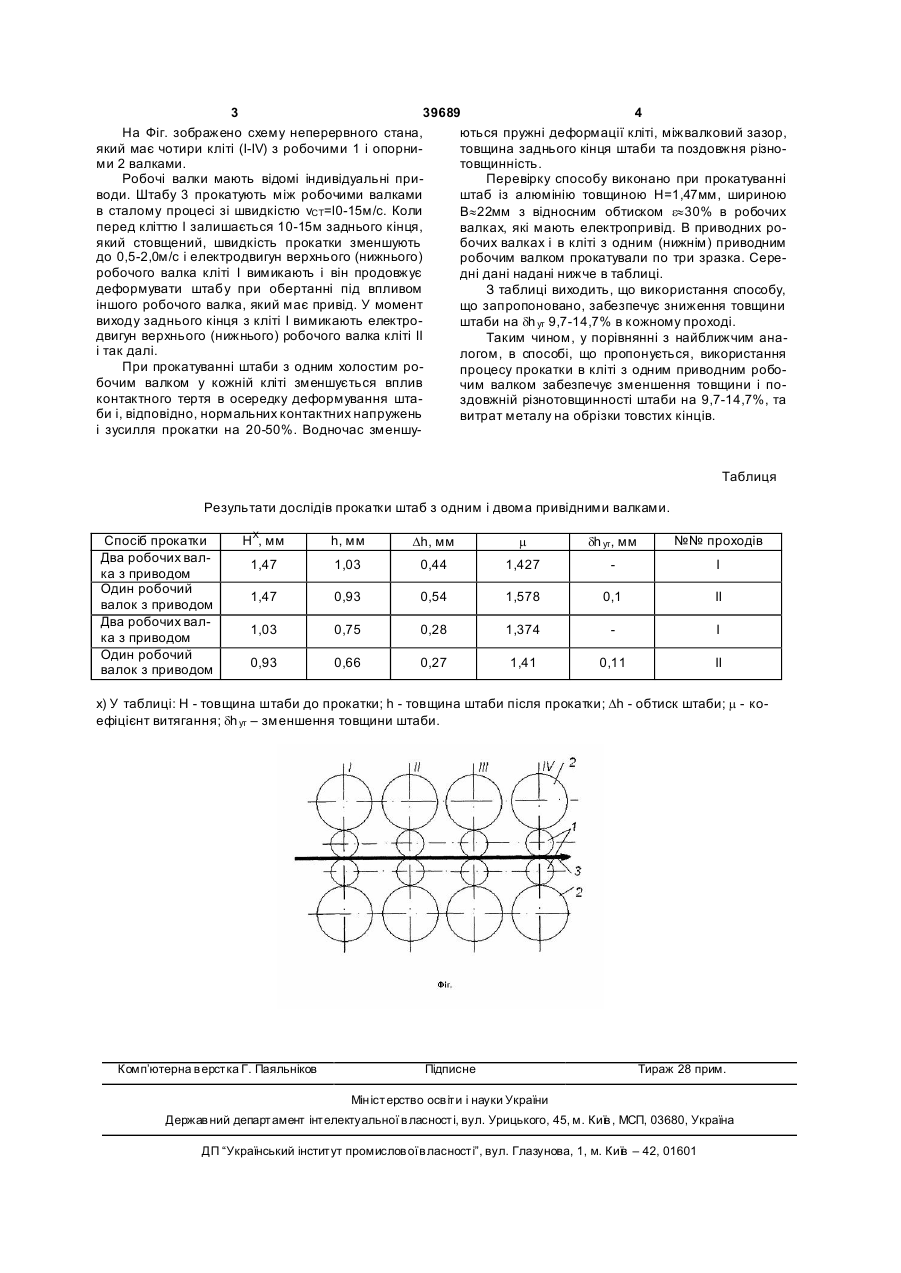
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком. (19) (21) u200811165 (22) 15.09.2008 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, UA, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, U A, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ, UA (73) ЗАПОРІЗЬКА ДЕРЖАВН А ІНЖЕНЕРНА АКАДЕМІЯ, UA 3 39689 4 На Фіг. зображено схему неперервного стана, ються пружні деформації кліті, міжвалковий зазор, який має чотири кліті (I-IV) з робочими 1 і опорнитовщина заднього кінця штаби та поздовжня різноми 2 валками. товщинність. Робочі валки мають відомі індивідуальні приПеревірку способу виконано при прокатуванні води. Штабу 3 прокатують між робочими валками штаб із алюмінію товщиною Н=1,47мм, шириною в сталому процесі зі швидкістю vСТ=l0-15м/с. Коли В»22мм з відносним обтиском e»30% в робочих перед кліттю І залишається 10-15м заднього кінця, валках, які мають електропривід. В приводних роякий стовщений, швидкість прокатки зменшують бочих валках і в кліті з одним (нижнім) приводним до 0,5-2,0м/с і електродвигун верхнього (нижнього) робочим валком прокатували по три зразка. Сереробочого валка кліті І вимикають і він продовжує дні дані надані нижче в таблиці. деформувати штабу при обертанні під впливом З таблиці виходить, що використання способу, іншого робочого валка, який має привід. У момент що запропоновано, забезпечує зниження товщини виходу заднього кінця з кліті І вимикають електроштаби на dh ут 9,7-14,7% в кожному проході. двигун верхнього (нижнього) робочого валка кліті II Таким чином, у порівнянні з найближчим анаі так далі. логом, в способі, що пропонується, використання При прокатуванні штаби з одним холостим ропроцесу прокатки в кліті з одним приводним робобочим валком у кожній кліті зменшується вплив чим валком забезпечує зменшення товщини і поконтактного тертя в осередку деформування штаздовжній різнотовщинності штаби на 9,7-14,7%, та би і, відповідно, нормальних контактних напружень витрат металу на обрізки товстих кінців. і зусилля прокатки на 20-50%. Водночас зменшуТаблиця Результати дослідів прокатки штаб з одним і двома привідними валками. Спосіб прокатки Два робочих валка з приводом Один робочий валок з приводом Два робочих валка з приводом Один робочий валок з приводом HX, мм h, мм Dh, мм m dh yт, мм №№ проходів 1,47 1,03 0,44 1,427 I 1,47 0,93 0,54 1,578 0,1 II 1,03 0,75 0,28 1,374 I 0,93 0,66 0,27 1,41 0,11 II х) У таблиці: Н - товщина штаби до прокатки; h - товщина штаби після прокатки; Dh - обтиск штаби; m - коефіцієнт витягання; dh ут – зменшення товщини штаби. Комп’ютерна в ерстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Oleksandr Hennadiiovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович, Васильев Александр Геннадьевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Код посилання
<a href="https://ua.patents.su/2-39689-sposib-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб</a>
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: штаб, холодної, спосіб, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Норка Сергій Петрович, Бочаров Володимир Віталійович, Бочаров Віталій Федорович, Бойко Володимир Семенович
МПК: B21B 1/04
Мітки: спосіб, прокатки, особливої, станах, холодної, штаб, безперервних, тонких
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Мовшович Вілорд Соломонович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Тилик Василь Трохимович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: безперервного, штаб, прокатування, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Іванченко Віталій Георгійович, Піховкін Микола Миколайович, Тилик Василь Трохимович, Мацко Сергій Володимирович, Кузьмичов Вячеслав Михайлович, Коваль Сергій Миколайович, Сімененко Олег Володимирович
Мітки: прокатки, гарячої, надтонких, штаб, спосіб
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: стеккеля, гарячої, спосіб, штаб, прокатки, установка, прокатній, кліті
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Попередній патент: Процес безконтактного контролю ступеня порушень умов ізотермічності термоелектричних середовищ
Наступний патент: Спосіб виробництва йогурту
Випадковий патент: Спосіб дифузійного насичення поверхонь виробів