Спосіб регулювання зварювального струму та пристрій для його реалізації
Номер патенту: 93152
Опубліковано: 10.01.2011
Автори: Бондаренко Юлія Валеріївна, Бондаренко Олександр Федорович, Паеранд Юрій Едуардович

Формула / Реферат
1. Спосіб регулювання зварювального струму, згідно з яким на відповідальному етапі зварювання струм регулюють в безперервному режимі, а протягом іншого часу - в імпульсному, який відрізняється тим, що зварювальний струм формують як суму n струмів, які регулюють окремо в межах від 0 до заданого максимального значення Іmах; наростання зварювального струму забезпечують послідовним додаванням струмів, при цьому до моменту досягнення значення Іmах кожним струмом, що додається, його регулювання здійснюють в безперервному режимі, а після досягнення значення Іmах цей струм продовжують підтримувати в імпульсному режимі.
2. Пристрій для регулювання зварювального струму, що містить транзисторний регулятор зварювального струму, включений послідовно у вторинне коло джерела живлення, та систему керування транзисторним регулятором, який відрізняється тим, що транзисторний регулятор зварювального струму побудовано у вигляді багатокоміркової структури, що складається з n транзисторних комірок, кожна з яких регулює струм в межах від 0 до заданого максимального значення Imax, при цьому виходи системи керування, з яких надходять сигнали керування, з'єднано з відповідними входами комірок транзисторного регулятора, а інформаційні виходи комірок, з яких надходять сигнали про стан комірок, з'єднані із входами системи керування.
Текст
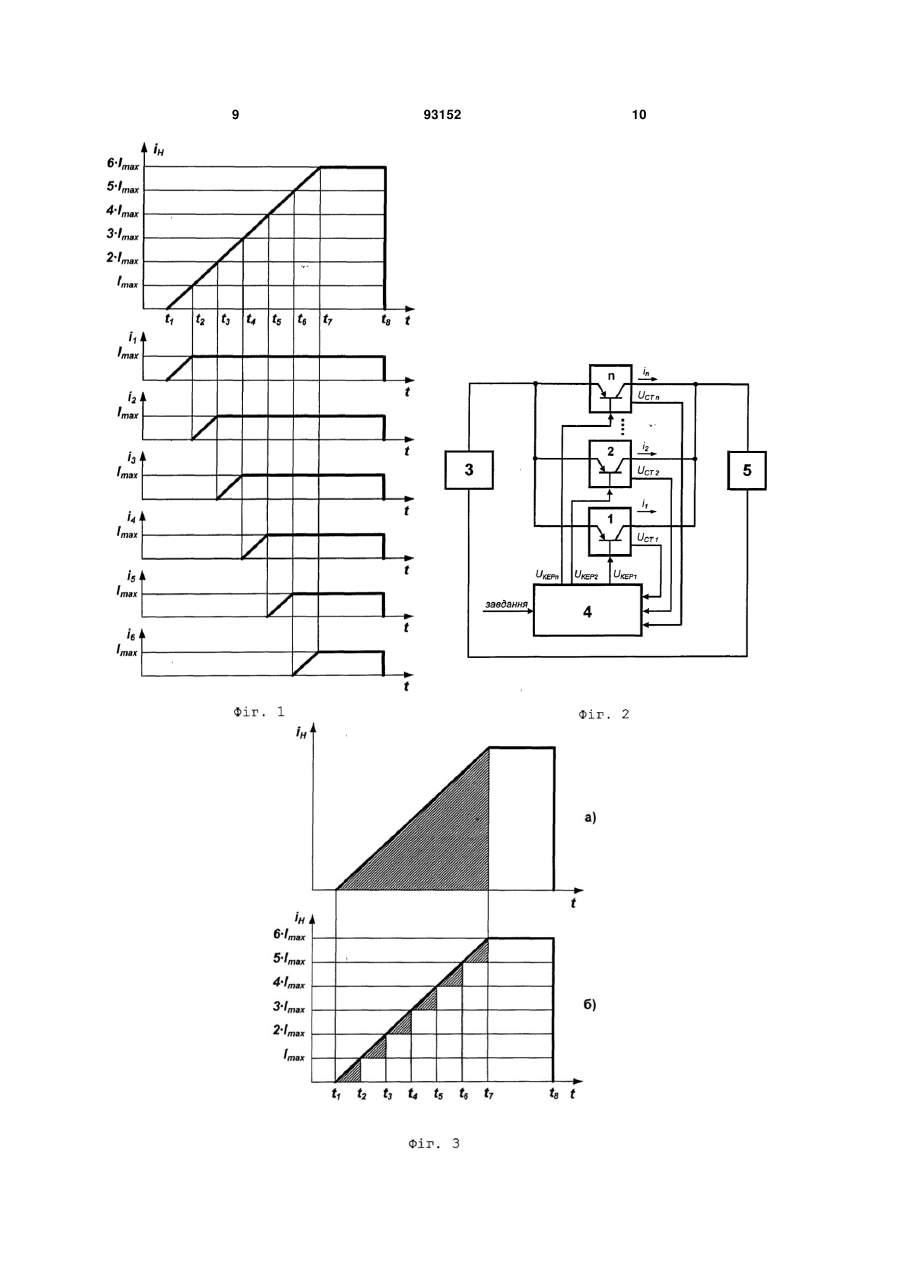
1. Спосіб регулювання зварювального струму, згідно з яким на відповідальному етапі зварювання струм регулюють в безперервному режимі, а протягом іншого часу - в імпульсному, який відрізняється тим, що зварювальний струм формують як C2 2 (19) 1 3 з'єднання, особливо при мікрозварюванні, імпульс зварювального струму повинен змінюватися у часі наступним чином: на початковому етапі повинен поступово наростати за певним законом, вибір якого визначається конкретними умовами зварювання, впродовж часу, необхідного для стабілізації зварюваного контакту, а далі повинен підтримуватися на заданому максимальному рівні впродовж часу, достатнього для формування з'єднання (Паэранд Ю.Э. Источник питания для контактной микросварки с программируемой формой сварочного импульса / Ю.Э. Паэранд, А.Ф. Бондаренко // Технология и конструирование в электронной аппаратуре. -2006. - № 4. - С. 51-54). Найбільш важливим для утворення якісного з'єднання етапом формування зварювального імпульсу є початковий етап поступового наростання струму, тому на цьому етапі заданий закон зміни імпульсу повинен бути відпрацьований регулятором з дуже високою точністю (Паэранд Ю.Э. Источник питания для контактной микросварки с программируемой формой сварочного импульса / Ю.Э. Паэранд, А.Ф. Бондаренко // Технология и конструирование в электронной аппаратуре. - 2006. - №4. - С. 51-54). Оскільки величина зварювального струму може сягати сотень ампер або навіть одиниць кілоампер, а тривалість відповідального етапу поступового наростання струму складає значну частину загального часу формування зварювального імпульсу (3080% усієї тривалості імпульсу) втрати потужності на транзисторному регуляторі можуть суттєво перевищувати корисну потужність струму у навантаженні (зварюваному контакті). Технічною задачею винаходу є вдосконалення способу регулювання струму в процесі контактного мікрозварювання та пристрою для реалізації цього способу з метою підвищення ККД регулятора та збереження високої точності регулювання. Поставлена задача досягається за рахунок того, що в способі регулювання зварювального струму, згідно з яким на відповідальному етапі зварювання струм регулюється в безперервному режимі, а протягом іншого часу - в імпульсному, згідно з винаходом зварювальний струм формують як суму n струмів, які регулюють окремо в межах від 0 до заданого максимального значення Іmах; наростання зварювального струму забезпечують послідовним додаванням струмів, при цьому до моменту досягнення значення Іmах кожним струмом, що додається, його регулювання здійснюють в безперервному режимі, а після досягнення значення Іmах цей струм продовжують підтримувати в імпульсному режимі. Також поставлена задача досягається тим, що в пристрої для регулювання зварювального струму, що містить транзисторний регулятор зварювального струму, включений послідовно у вторинне коло джерела живлення, та систему керування транзисторним регулятором, відповідно до винаходу транзисторний регулятор зварювального струму побудовано у вигляді багатокоміркової структури, що складається з n транзисторних комірок, кожна з яких регулює струм в межах від 0 до заданого максимального значення Іmах, при цьому виходи системи керування, з яких надходять сигнали керування, з'єднано з відповід 93152 4 ними входами комірок транзисторного регулятора, а інформаційні виходи комірок, з яких надходять сигнали про стан комірок, з'єднані зі входами системи керування. На Фіг. 1 показані діаграми, які пояснюють запропонований спосіб регулювання зварювального струму. На Фіг. 2 показана структурна схема пристрою, що реалізує цей спосіб. На Фіг. 3 наведене порівняння втрат потужності на етапі поступового наростання струму при формуванні зварювального імпульсу за допомогою способу-прототипу (а) та при формуванні того ж імпульсу за допомогою запропонованого способу (б). Спосіб регулювання зварювального струму, що пропонується, описаний нижче за допомогою діаграм на Фіг. 1, де для прикладу показане формування імпульсу зварювального струму, який є сумою шістьох струмів, що регулюються окремо, тобто n=6. На інтервалі часу t1-t2 зварювальний струм у навантаженні іН дорівнює величині струму i1, який регулюють безперервно у відповідності з сигналом завдання. В момент t2 струм і1 досягає заданого максимального значення Іmах і протягом часу t2-t8 це значення підтримують в імпульсному режимі. В момент t2 до струму іН додають струм і2, який на інтервалі ,часу t2-t3 регулюють безперервно, а після досягнення в момент t3 значення Іmах підтримують до моменту t8 в імпульсному режимі. Для забезпечення подальшого наростання струму іН в моменти часу t3, t4, t5, t6 до нього послідовно додають відповідно струми і3, і4, і5, і6, які також спочатку регулюють безперервно, а після досягнення значення Іmах - в імпульсному режимі. В момент часу t7 наростання струму іН зупиняють, його стабілізують на заданому рівні, при цьому усі струми, з яких складається іН, на інтервалі часу t7-t8 регулюють в імпульсному режимі. В момент часу t8 закінчують формування імпульсу зварювального струму. Запропонований спосіб реалізують за допомогою пристрою, що складається з транзисторного регулятору струму, побудованого на з'єднаних між собою транзисторних комірках 1, 2, ... n, включеного у вторинне коло джерела живлення 3, та системи керування 4 транзисторним регулятором, при цьому виходи системи керування, з яких надходять сигнали керування, з'єднані з відповідними входами комірок транзисторного регулятора, а інформаційні виходи комірок, з яких надходять сигнали про стан комірок, з'єднані зі входами системи керування. Загальна кількість комірок n визначається рівнем зварювального струму, який необхідно отримати в навантаженні (зварюваному контакті) 5. Пристрій працює наступним чином. Спочатку система керування 4 підключає до навантаження 5 комірку 1, транзистор якої при цьому починає регулювати струм, що поступає від джерела живлення 3, в безперервному режимі. В процесі формування імпульсу зварювального струму у відповідності з сигналом завдання система керування 4 приймає з інформаційного виходу комірки 1 сигнал стану комірки UCT1 про поточне фактичне значення вихідного струму i1 комірки 1 і 5 93152 подає сигнал керування UКЕР1, пропорційний різниці між сигналом завдання та сигналом UCT1, на вхід комірки 1. При цьому вихідний струм комірки 1 регулюється в межах від 0 до заданого максимального значення Іmах. В момент досягнення вихідним струмом комірки 1 значення Іmах її транзистор переходить в імпульсний режим роботи, періодично переключаючись зі стану відсічення в стан насичення, та продовжує підтримувати досягнутий рівень струму. Система керування 4 відстежує рівень сигналу UCT1 і в той момент, коли він відповідає досягненню вихідним струмом . комірки 1 значення Іmах, підключає до навантаження 5 комірку 2, транзистор якої також спочатку регулює струм від джерела живлення 3 в безперервному режимі, а після досягнення вихідним струмом комірки 2 рівня Іmах переходить в імпульсний режим. При подальшому наростанні сигналу завдання система керування 4 здійснює підключення наступних комірок до навантаження 5, які працюють аналогічно коміркам 1 і 2. Таким чином, загальний зварювальний струм в навантаженні є сумою кількох струмів, які регулюють окремими транзисторними комірками, при цьому кожного моменту часу транзистор тільки однієї комірки працює в безперервному режимі і здійснює точне регулювання струму в межах від 0 до Іmах, а транзистори решти комірок працюють в імпульсному режимі і забезпечують наближений до заданого рівень струму. Завдяки тому, що кожного моменту часу безперервно регулюють не весь зварювальний струм, а тільки його частину (від 0 до Іmах) t при використанні запропонованих способу регулювання струму та пристрою для його реалізації втрати потужності на транзисторах скорочуються, а ККД регулятору, відповідно, збільшується. При цьому точність регулювання зварювального струму на етапі його поступового наростання залишається високою, бо відповідає характеристикам регулювання струму в безперервному режимі. Оцінка ефекту від застосування винаходу. На Фіг. 3 закреслені площі на діаграмах відповідають втратам потужності, які утворюються при 6 регулюванні зварювального струму транзисторами в безперервному режимі. З діаграм помітно, що втрати при застосуванні запропонованого способу (б) є суттєво меншими, ніж втрати при застосуванні способу-прототипу (а) при однакових параметрах імпульсів зварювального струму. Кількісна оцінка ефекту від застосування запропонованого винаходу здійснювалась шляхом розрахунку ККД транзисторного регулятору зварювального струму при застосуванні запропонованого способу регулювання та порівняння його з ККД регулятору, отриманого при застосуванні способупрототипу. Вихідні дані та умови, які приймалися при розрахунку ККД. Загальні вихідні дані та умови для прототипу і пристрою, що реалізує запропонований спосіб: - напруга на виході джерела живлення - 5 В; - внутрішній опір джерела живлення прийнятий рівним нулю; максимальне значення зварювального струму, що протікає в навантаженні - 480 А; - падіння напруги на навантаженні при протіканні максимального зварювального струму - 1,5 В; - закон зміни імпульсу зварювального струму на початковому етапі його поступового наростання - лінійний; - тривалість початкового етапу поступового наростання зварювального струму - 1 мс; - втрати під час роботи транзисторів регулятора в імпульсному режимі не враховувалися; - розрахунок ККД проводився для інтервалу часу, що відповідає початковому етапу поступового наростання зварювального струму. Вихідні дані та умови для пристрою, що реалізує запропонований спосіб: - кількість транзисторних комірок - 6; - максимальний вихідний струм кожної комірки - 80 А. Розрахунок ККД транзисторного регулятору зварювального струму при застосуванні способупрототипу регулювання струму: t 1 H H ВТ 1 7 i t uH t dt t t 1 t7 1 t7 i t u t dt 1 i t u u t dt H Ж H t H t H t1 t1 t 1 7 k 1 k 2 t 2 dt t t 1 t7 1 t7 k k t 2 dt 1 k t u k t dt Ж 2 t 1 2 t 1 t1 t1 1 1 10 3 480 10 110 3 3 1,5 10 3 t 2 dt 0 110 3 110 3 1 1 480 10 3 1,5 10 3 t 2 dt 480 10 3 t 2 5 1,5 10 3 t dt 1 10 3 1 10 3 0 0 240 0,2, 240 960 7 93152 де 1 - ККД транзисторного регулятору зварювального струму при застосуванні способупрототипу регулювання струму; РН - корисна потужність в навантаженні; РВТ - потужність втрат на транзисторі (транзистоpax); іН - струм в навантаженні; uН - падіння напруги на навантаженні при протіканні струму іН; uЖ - напруга на виході джерела живлення; t1 - момент часу, з якого починається поступове наростання струму в навантаженні (Фіг. 3); t7 - момент часу, в який закінчується поступове наростання струму в· навантаженні і починається його стабілізація (Фіг. 3); 8 t - тривалість поступового наростання струму в навантаженні, t=t7-t1; k1 - коефіцієнт, що визначає швидкість наростання струму навантаження, в формулі, яка описує зміну струму навантаження : іН=k1·t; k2 - коефіцієнт, що визначає швидкість наростання падіння напруги на навантаженні, в формулі, яка описує зміну падіння напруги на навантаженні: uН=k2·t. Розрахунок ККД транзисторного регулятору зварювального струму при застосуванні запропонованого способу регулювання струму: t 2 6 H H BT 1 t2 t2 6 1 i t u t dt 6 1 i t u u t dt Н Ж Н t К t К t1 t1 t 6 1 t2 t2 6 1 k k t 2 dt 6 1 k t u k t dt Ж 2 t 3 2 t 3 t1 t1 1 2 k 3 k 2 t 2 dt t t 6 1 2 iК t u H t dt t t 1 1 10 3 / 6 80 10 110 3 / 6 3 1,5 10 3 t 2 dt 0 110 3 / 6 110 3 / 6 6 6 3 3 2 3 3 80 10 1,5 10 t dt 80 10 t 5 1,5 10 t dt 1 10 3 / 6 1 10 3 / 6 0 0 де 2 - ККД транзисторного регулятору зварювального струму при застосуванні запропонованого способу регулювання струму; іК - вихідний струм комірки; t2 - момент часу, в який досягається максимальне значення вихідного струму комірки Іmах (Фіг. 3); t - тривалість поступового наростання вихідного струму комірки до моменту досягнення ним значення Іmах, t=t2-t1, 240 0,554, 240 193,3 k3 - коефіцієнт, що визначає швидкість наростання вихідного струму комірки, в формулі, яка описує зміну вихідного струму комірки: iК=k3·t. Наведені розрахунки підтверджують досягнення значного підвищення ККД транзисторного регулятору зварювального струму при використанні запропонованого винаходу і, відповідно, доводять його високу ефективність. 9 93152 10 11 Комп’ютерна верстка О. Гапоненко 93152 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for regulation of welding current
Автори англійськоюPaerand Yurii Eduardovych, Bondarenko Oleksandr Fedorovych, Bondarenko Yulia Valeriivna
Назва патенту російськоюСпособ регулирования сварочного тока и устройство для его реализации
Автори російськоюПаеранд Юрий Эдуардович, Бондаренко Александр Федорович, Бондаренко Юлия Валерьевна
МПК / Мітки
МПК: B23K 11/24
Мітки: спосіб, зварювального, струму, пристрій, регулювання, реалізації
Код посилання
<a href="https://ua.patents.su/6-93152-sposib-regulyuvannya-zvaryuvalnogo-strumu-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання зварювального струму та пристрій для його реалізації</a>
Пристрій регулювання зварювального струму
Номер патенту: 52479
Опубліковано: 25.08.2010
Автор: Володін Валентин Якович
Мітки: зварювального, пристрій, регулювання, струму
Формула / Реферат:
Пристрій регулювання зварювального струму, що містить сполучені між собою резонансний конденсатор, трансформатор і ключ змінного струму, який відрізняється тим, що він додатково містить датчик нульової напруги, блок керування і задавальний блок, при цьому резонансний конденсатор послідовно сполучений з обмоткою трансформатора і паралельно з датчиком нульової напруги і ключем змінного струму, вихід датчика нульової напруги сполучений з першим...
Джерело зварювального струму
Номер патенту: 51145
Опубліковано: 12.07.2010
Автори: Ясько Галина Григорівна, Кравченко Сергій Іванович, Ясько Станіслав Георгійович
МПК: B23K 9/00
Мітки: зварювального, струму, джерело
Формула / Реферат:
Джерело зварювального струму, що складається з силового трансформатора, що насичується; накопичувальної ємності, підключеної паралельно первинній обмотці; імпульсного збудника дуги; системи примусової вентиляції та захисту від перегрівання, яке відрізняється тим, що з метою зниження у режимі холостого ходу величин електричної напруги на виході джерела й споживаної енергії, а також регулювання величини електричного струму у робочому режимі,...
Спосіб регулювання джерела зварювального струму з резонансним контуром
Номер патенту: 72024
Опубліковано: 17.01.2005
Автор: Аігнер Хуберт
МПК: B23K 9/10, H02M 3/337
Мітки: регулювання, струму, резонансним, джерела, спосіб, зварювального, контуром
Формула / Реферат:
1. Спосіб регулювання джерела зварювального струму (1) з резонансним контуром (27), виконаним у вигляді послідовно-паралельного перетворювача, за яким за допомогою керуючого пристрою (4) керують мостовою схемою (28), яка утворена окремими перемикальними елементами (32-35), і через мостову схему (28) забезпечують споживача, зокрема зварювальний процес, енергією, зокрема імпульсами напруги і імпульсами струму від джерела енергії (29), при цьому...
Джерело зварювального струму
Номер патенту: 51144
Опубліковано: 12.07.2010
Автори: Кравченко Сергій Іванович, Ясько Станіслав Георгійович, Ясько Галина Григорівна
МПК: B23K 9/00
Мітки: джерело, зварювального, струму
Формула / Реферат:
Джерело зварювального струму, яке складається з силового трансформатора, що насичується, накопичувальної ємності у ланцюгу первинної обмотки, системи примусової вентиляції та контролю від перегрівання, яке відрізняється тим, що з метою зниження у режимі холостого ходу величин електричної напруги на виході джерела й споживаної енергії, а також регулювання величини електричного струму у робочому режимі, стабілізації горіння дуги, воно містить...
Спосіб гальмування двигуна постійного струму і пристрій для його реалізації
Номер патенту: 47111
Опубліковано: 17.06.2002
Автор: Дрючін Олександр Олексійович
МПК: H02P 3/06
Мітки: реалізації, спосіб, двигуна, гальмування, струму, пристрій, постійного
Формула / Реферат:
1. Спосіб гальмування двигуна постійного струму, при якому величину струму гальмування встановлюють зміною часу замикання якоря двигуна, а частину енергії двигуна передають до мережі, який відрізняється тим, що на інтервалах між замиканнями до якоря підключають реактивний накопичувач, в якому здійснюють попереднє накопичення енергії двигуна і вихідну напругу якого порівнюють з верхньою і нижньою межами і рівнем мережі, при перевищенні рівня...
Попередній патент: Спосіб одержання магнетиту
Наступний патент: Керамічний пігмент оливково-зелений
Випадковий патент: Антенний тюнер