Спосіб завантаження вихідних матеріалів для переробки у доменній печі
Номер патенту: 93216
Опубліковано: 25.01.2011
Автори: Шуерц Бернхард, Лазінгер Франц, БРУННБАУЕР Гюнтер, Богнер Ханс Вернер

Формула / Реферат
1. Спосіб завантаження вихідних матеріалів для переробки у доменній печі для виготовлення металу або продуктів-попередників металу, зокрема сталі або продуктів-попередників сталі, згідно з яким вихідні матеріали завантажують до доменної печі (1) за допомогою подавального пристрою і транспортувального засобу (2) з засобами розподілення, який відрізняється тим, що
- при завантаженні дрібної фракції вихідних матеріалів її завжди подають до подавального пристрою раніше, ніж інші вихідні матеріали,
- розподільний вихідний отвір (3) транспортувального засобу (2) під час завантаження вихідних матеріалів у доменну піч переміщують уздовж спіралі (4), що закручується всередину,
- причому транспортувальний засіб (2) плавно обертають навколо вертикальної осі (6) і водночас нахиляють навколо іншої осі (5),
- причому нахил транспортувального засобу визначають залежно від швидкості обертання з урахуванням поточної ваги вихідних матеріалів та дрібної фракції у подавальному пристрої з забезпеченням заздалегідь визначеного розподілу у доменній печі (1) таким чином, щоб дрібна фракція завантажувалася за спіральною схемою і переважно на крайніх ділянках доменної печі (1),
- причому радіальна кінцева точка спіральної ділянки, на яку дрібну фракцію було завантажено з подавального пристрою, утворює радіальну вихідну точку для наступного завантаження дрібної фракції, зокрема з наступного подавального пристрою, таким чином, щоб дрібна фракція була рівномірно розподілена по зазначених крайніх ділянках.
2. Спосіб завантаження за п. 1, який відрізняється тим, що вихідними матеріалами є руда і кокс та, у разі потреби, їх відсіяні дрібні фракції.
3. Спосіб завантаження за п. 1 чи п. 2, який відрізняється тим, що керування завантажувальним механізмом та процесом завантаження здійснюють згідно з заздалегідь визначеним планом засипання, причому зазначений план засипання визначають для регулювання характеристик газорозподілу у вихідних матеріалах, виходячи з виміряного фактичного розподілу температури та заданого розподілу температури у твердих речовинах, що знаходяться у доменній печі.
4. Спосіб завантаження за будь-яким з пп. 1-3, який відрізняється тим, що вихідні матеріали та у разі потреби дрібну фракцію з подавального пристрою подають з регулюванням кількості.
5. Спосіб завантаження за будь-яким з пп. 1-4, який відрізняється тим, що завантаження вихідних матеріалів з подавального пристрою здійснюють дискретно.
6. Спосіб завантаження за будь-яким з пп.1-5, який відрізняється тим, що під час завантаження дрібної фракції її завжди подають до подавального пристрою раніше, ніж інші вихідні матеріали.
7. Спосіб завантаження за будь-яким з пп. 1-6, який відрізняється тим, що частка дрібної фракції за масою становить від 2 до 20 %, зокрема 8-12 %, від загальної кількості завантажуваного матеріалу.
8. Спосіб завантаження за будь-яким з пп. 1-7, який відрізняється тим, що вихідні матеріали за спіральною схемою завантажують на протязі 6-14 витків, зокрема 9-11 витків.
9. Спосіб завантаження за будь-яким з пп. 1-8, який відрізняється тим, що дрібні фракції завантажують протягом двох зовнішніх витків спіралі, зокрема лише на крайньому зовнішньому витку спіралі.
10. Спосіб завантаження за будь-яким з пп. 1-9, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу регулюють за допомогою перетворювачів частоти.
11. Спосіб завантаження за будь-яким з пп. 1-10, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу здійснюють почергово від різних подавальних пристроїв, принаймні від двох подавальних пристроїв.
12. Спосіб завантаження за будь-яким з пп. 1-11, який відрізняється тим, що перед завантажуванням вихідні матеріали та/або дрібну фракцію накопичують у принаймні одному контейнері подавального пристрою.
13. Спосіб завантаження за будь-яким з пп. 1-12, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу регулюють таким чином, щоб завантаження дрібної фракції значною мірою відбувалося на протязі повного витка спіралі.
14. Спосіб завантаження за будь-яким з пп. 1-13, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу регулюють з урахуванням можливого природного зсуву завантажувального матеріалу у радіальному напрямку на ділянках з нахилом поверхні.
15. Спосіб завантаження за будь-яким з пп. 1-14, який відрізняється тим, що дрібна фракція складається з суміші дрібних фракцій коксу та руди.
16. Спосіб завантаження за п. 15, який відрізняється тим, що частка коксу у вказаній суміші становить від 5 до 40 мас. %, зокрема 15-30 мас.%.
17. Спосіб завантаження за будь-яким з пп. 1-16, який відрізняється тим, що кокс та руду завантажують поперемінно, у разі потреби, разом з дрібною фракцією та присадками.
Текст
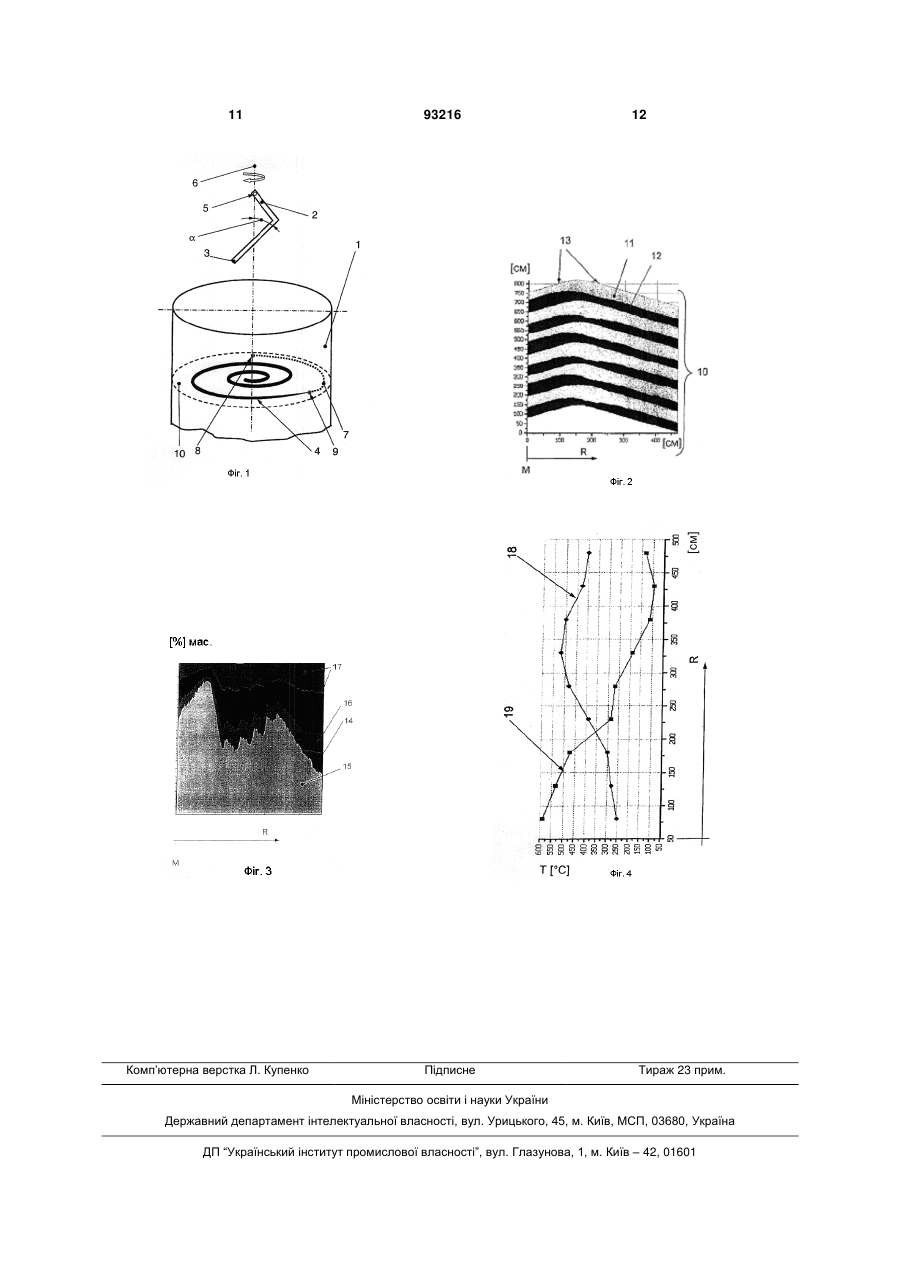
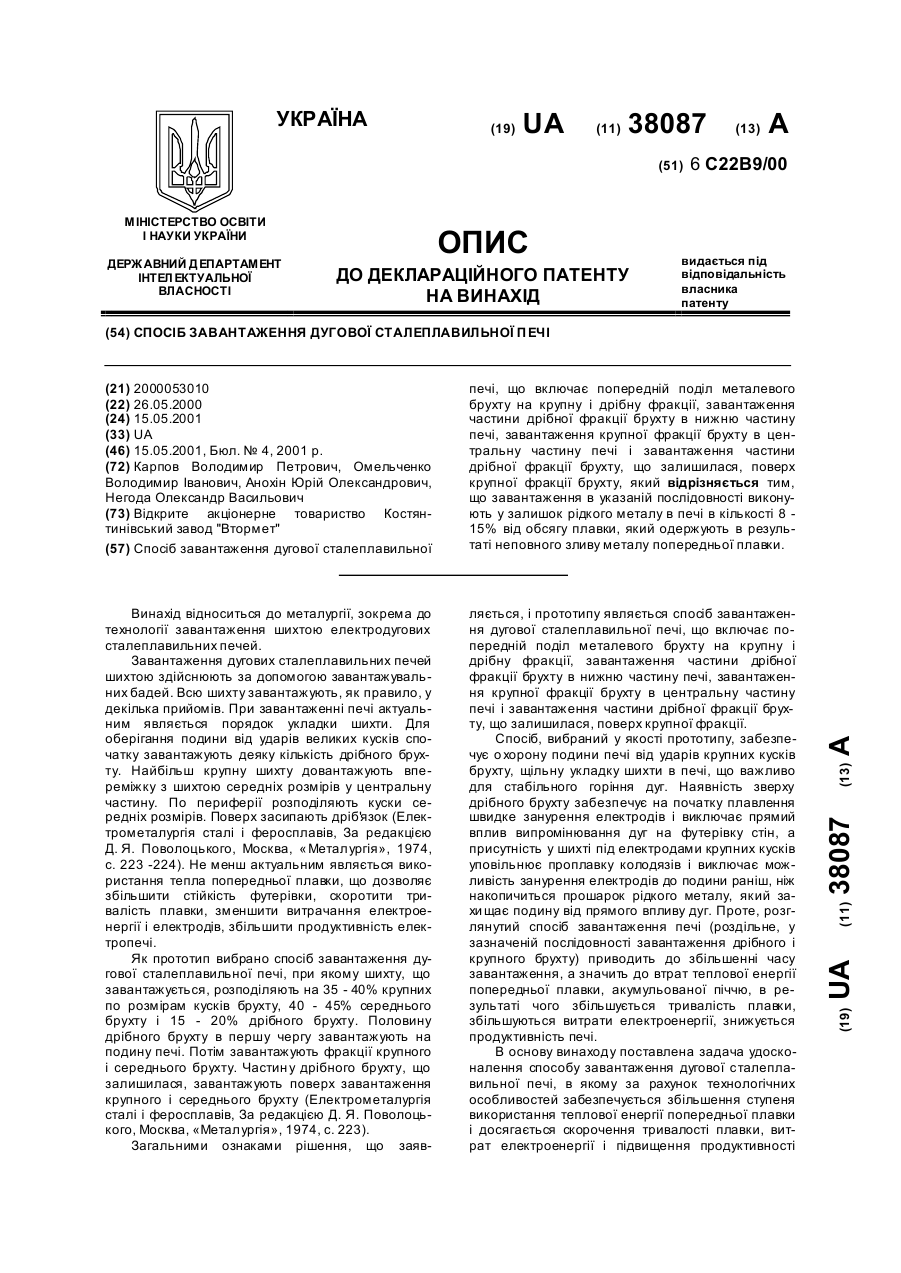
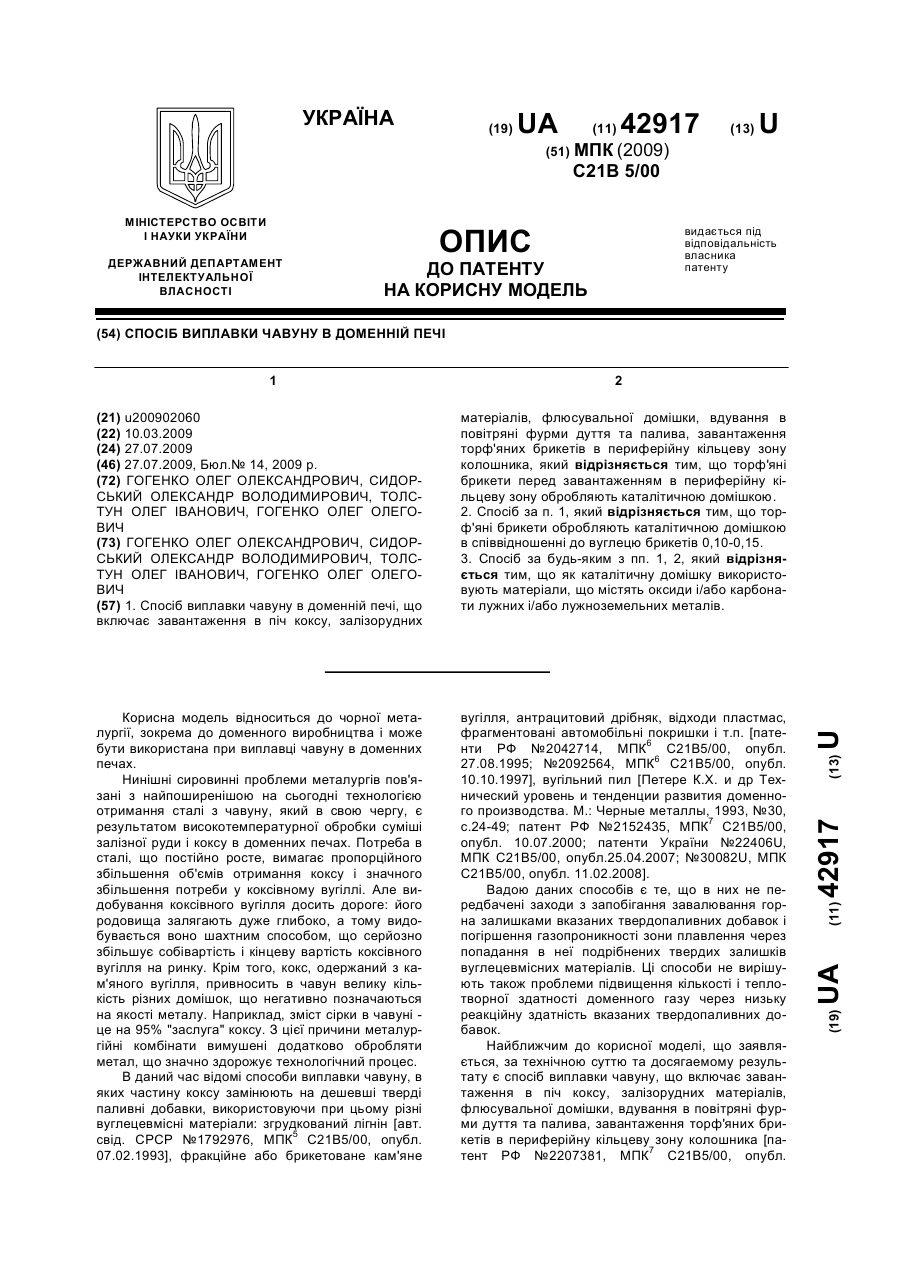
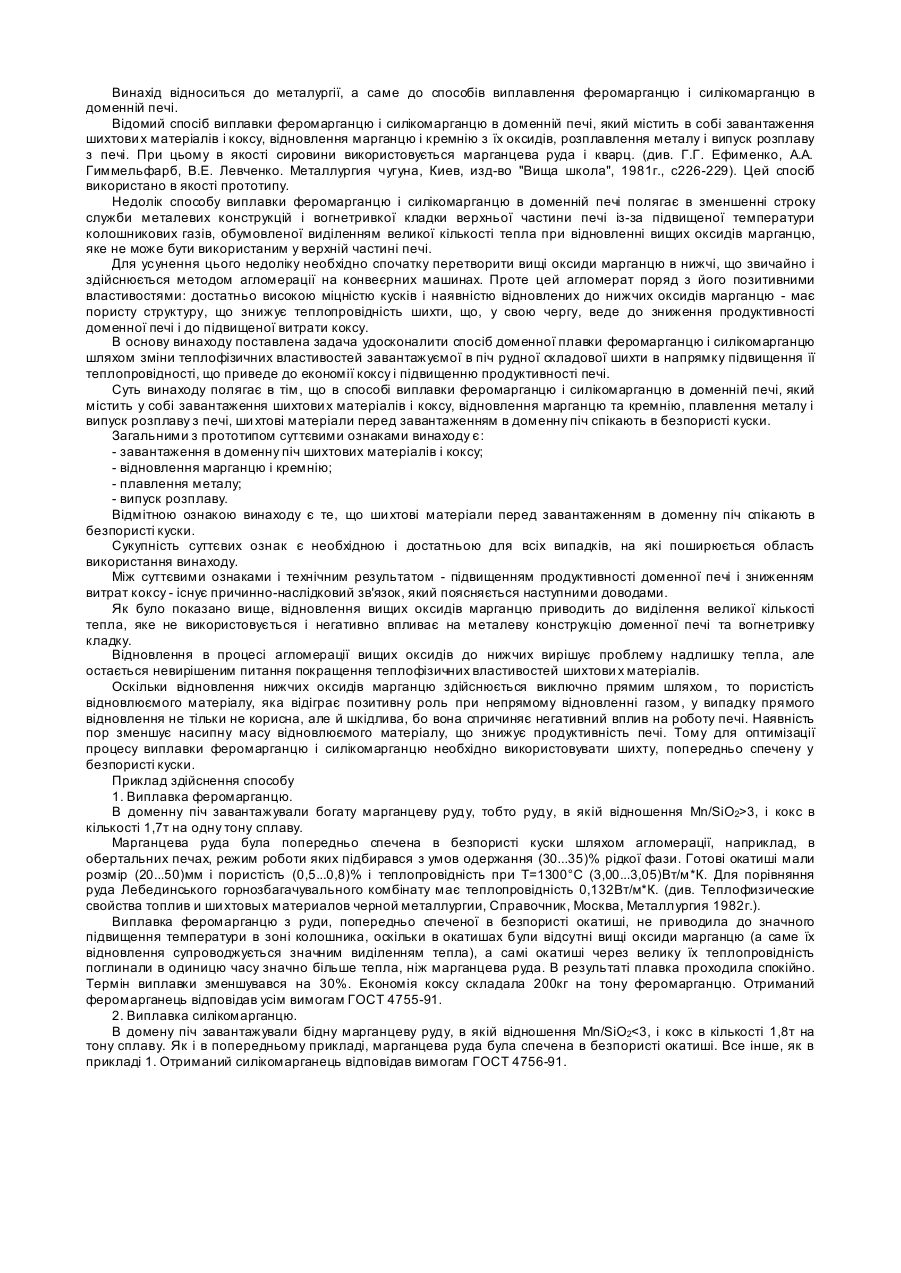
1. Спосіб завантаження вихідних матеріалів для переробки у доменній печі для виготовлення металу або продуктів-попередників металу, зокрема сталі або продуктів-попередників сталі, згідно з яким вихідні матеріали завантажують до доменної печі (1) за допомогою подавального пристрою і транспортувального засобу (2) з засобами розподілення, який відрізняється тим, що - при завантаженні дрібної фракції вихідних матеріалів її завжди подають до подавального пристрою раніше, ніж інші вихідні матеріали, - розподільний вихідний отвір (3) транспортувального засобу (2) під час завантаження вихідних матеріалів у доменну піч переміщують уздовж спіралі (4), що закручується всередину, - причому транспортувальний засіб (2) плавно обертають навколо вертикальної осі (6) і водночас нахиляють навколо іншої осі (5), - причому нахил транспортувального засобу визначають залежно від швидкості обертання з урахуванням поточної ваги вихідних матеріалів та дрібної фракції у подавальному пристрої з забезпеченням заздалегідь визначеного розподілу у доменній печі (1) таким чином, щоб дрібна фракція завантажувалася за спіральною схемою і переважно на крайніх ділянках доменної печі (1), - причому радіальна кінцева точка спіральної ділянки, на яку дрібну фракцію було завантажено з 2 (19) 1 3 93216 4 обертання транспортувального засобу регулюють за допомогою перетворювачів частоти. 11. Спосіб завантаження за будь-яким з пп. 1-10, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу здійснюють почергово від різних подавальних пристроїв, принаймні від двох подавальних пристроїв. 12. Спосіб завантаження за будь-яким з пп. 1-11, який відрізняється тим, що перед завантажуванням вихідні матеріали та/або дрібну фракцію накопичують у принаймні одному контейнері подавального пристрою. 13. Спосіб завантаження за будь-яким з пп. 1-12, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу регулюють таким чином, щоб завантаження дрібної фракції значною мірою відбувалося на протязі повного витка спіралі. 14. Спосіб завантаження за будь-яким з пп. 1-13, який відрізняється тим, що нахил та швидкість обертання транспортувального засобу регулюють з урахуванням можливого природного зсуву завантажувального матеріалу у радіальному напрямку на ділянках з нахилом поверхні. 15. Спосіб завантаження за будь-яким з пп. 1-14, який відрізняється тим, що дрібна фракція складається з суміші дрібних фракцій коксу та руди. 16. Спосіб завантаження за п. 15, який відрізняється тим, що частка коксу у вказаній суміші становить від 5 до 40 мас. %, зокрема 15-30 мас.%. 17. Спосіб завантаження за будь-яким з пп. 1-16, який відрізняється тим, що кокс та руду завантажують поперемінно, у разі потреби, разом з дрібною фракцією та присадками. Даний винахід стосується способу завантаження вихідних матеріалів, зокрема коксу і руди, та у разі потреби їх відсіяних дрібних фракцій вихідних матеріалів для переробки у металургійній печі, зокрема у доменній печі, для виготовлення металу чи продуктів-попередників металу, зокрема сталі чи продуктів-попередників сталі, що містить завантажувальний механізм, який має засоби транспортування та принаймні один подавальний пристрій для подачі до завантажувального механізму. Під час завантаження вихідних матеріалів у металургійну піч, де відбувається переробка зазначеної вихідних матеріалів, важливе значення мають точна кількість завантажуваного матеріалу, та його розташування у печі. У відомих способах та пристроях завантаження зазвичай прийнято розподіляти вихідні матеріали у металургійній печі у формі кільця. Для цього завантажувальний пристрій послідовно займає заздалегідь визначені положення, і, відповідно, вихідні матеріали подаються у вигляді кілець. Одним із недоліків цього способу є неможливість забезпечити дуже рівномірний розподіл вихідних матеріалів. Беручи за відправну точку відомі прототипи, мета даного винаходу - запропонувати спосіб та пристрій, які дозволили б забезпечити більш рівномірне та точне завантаження. Мета даного винаходу досягається завдяки використанню способу завантаження згідно з ознаками відмітної частини пункту 1 формули винаходу та завантажувального пристрою згідно з ознаками відмітної частини пункту 21 формули винаходу. Спосіб згідно з даним винаходом передбачає завантаження вихідних матеріалів та у разі потреби їх дрібних фракцій у металургійну піч, де завантаження здійснюється спіральним способом для забезпечення певного розподілу завантажуваних матеріалів, і де зазначена спіраль утворюється ззовні всередину. Транспортувальний засіб рухається по спіралі, отже завантажувані матеріали також розміщуються по спіралі. За рахунок плавного керування транспортувальними засобами відбувається поступова зміна радіального положення водночас зі зміною положення у напрямку уздовж кола. Зміна радіального положення відбувається постійно та безперервно водночас зі зміною положення у напрямку уздовж кола. За рахунок цих заходів можливо досягти заздалегідь визначеного покриття площі печі завантаженими матеріалами. У порівнянні з загальноприйнятими способами цей спосіб дозволяє застосовувати більш складні схеми покриття чи завантажувати вихідні матеріали ще більш рівномірно. Транспортувальний засіб плавно обертається навколо однієї вісі і водночас нахиляється відносно іншої вісі. Це двовісне керування з одночасною зміною нахилу дозволяє завантажувати вихідні матеріали по усій площі поверхні печі, до якої здійснюється завантаження. Важливим чинником тут є забезпечення плавного та одночасного регулювання положення у такий спосіб, щоб можливо було завантажити вихідні матеріали по усій внутрішній площі поперечного перерізу металургійної печі. Керування завантажувальним механізмом та процесом завантаження здійснюється згідно із заздалегідь визначеним планом засипання. Завантаження згідно із планом засипання гарантує ефективне застосування зазначеного способу у металургійній печі. Згідно з іншим варіантом здійснення способу за даним винаходом, план засипання визначається, виходячи з виміряного фактичного розподілу температури та заданого розподілу температури у твердих речовинах, що знаходяться у печі. Завдяки значно більшій точності завантаження можливо більш ефективно задавати бажаний розподіл температури у печі. Завантаження може використовуватися, наприклад, для впливу на характеристики газорозподілу у вихідних матеріалах доменної печі; характеристики розподілу газу проявляють себе у розподілі температури у печі. Завдяки застосуванню спірального завантаження можливо 5 ще ефективніше уникати відхилень від заданого розподілу температури. Згідно з переважним варіантом здійснення способу за даним винаходом, подача вихідних матеріалів та у разі потреби дрібних фракцій вихідних матеріалів з подавального пристрою відбувається з регулюванням кількості. Під час завантаження матеріал подається у піч згідно зі спіральною схемою; кількість матеріалу регулюється, виходячи зі зміни довжини витків спіралі, із відповідним регулюванням кількості матеріалу за одиницю часу, тобто масової витрати. Під дрібними фракціями маються на увазі вихідні матеріали з малим розміром частинок, що відсіюються, зазвичай шляхом грохочення, з технологічних міркувань. Для руд до дрібної фракції відносять частинки з розміром до 8 мм, а для коксу - частинки з розміром до 24 мм. Згідно з відповідним варіантом здійснення способу за даним винаходом, завантаження вихідних матеріалів з подавального пристрою здійснюється партіями. У цьому випадку завантаження здійснюється окремими порціями, тобто не безперервно. Після завантаження однієї окремої порції завантаження наступної окремої порції здійснюється у наступному циклі. Перевагою цього варіанту є те, що окремі порції матеріалу можна завантажувати почергово, і для переривання потоку матеріалу не потрібно жодних складних вентильних пристроїв. Крім того, завдяки цьому можливо завантажувати попередньо зважені порції матеріалу або також суміші. Згідно з можливим варіантом здійснення способу за даним винаходом, при завантаженні дрібних фракцій вихідних матеріалів вони завжди подаються до подавального пристрою раніше, ніж інші вихідні матеріали. Перед завантаженням вихідних матеріалів чи дрібних фракцій у піч ці матеріали спершу подаються до подавального пристрою. Той факт, що дрібні фракції подаються першими, означає, що дрібні фракції також завантажуються у піч першими, раніше, ніж інші вихідні матеріали. Таким чином, завдяки завантаженню за спіральною схемою дрібні фракції подаються на ділянки, що розташовані скраю, а вихідні матеріали подаються протягом витків спіралі, що розташовані ближче до середини. У випадку, якщо дрібні фракції взагалі не подаються, завантаження вихідних матеріалів відбувається по усій довжині спіралі, тобто також і на крайніх ділянках. Згідно з особливим варіантом здійснення способу за даним винаходом, частка дрібних фракцій вихідних матеріалів за вагою становить від 2% до 20%, зокрема 8 - 12%, від загальної кількості завантажуваного матеріалу. Частка дрібних фракцій може підбиратися залежно від адаптації даного способу; це можливо, зокрема, враховуючи характеристики способу, що застосовується у металургійній печі, та особливі умови у зазначеній печі. Згідно з переважним варіантом здійснення способу за даним винаходом, дрібні фракції завантажуються за спіральною схемою і переважно на крайніх ділянках печі, радіальна кінцева точка спіральної ділянки, на яку дрібні фракції було завантажено з подавального пристрою, стає радіальною 93216 6 вихідною точкою для наступного завантаження дрібних фракцій, зокрема з наступного подавального пристрою, таким чином, щоб дрібні фракції були рівномірно розподілені по зазначеній крайній ділянці. Регульоване завантаження уможливлює точне завантаження печі з точки зору розташування. Для металургійних процесів видобування металу, наприклад, у доменній печі, важливим є газорозподіл завантажуваного матеріалу, оскільки він також впливає на температуру процесу чи розподіл температури. Через різну газопроникність дрібних фракцій необхідно завантажувати ці матеріали певним чином та рівномірно на крайній ділянці. Під час завантаження дрібних фракцій зазначене завантаження відбувається на крайній ділянці за спіральною схемою. Після того, як дрібні фракції у подавальному пристрої закінчилися, за ним йдуть вихідні матеріали, що також знаходяться у подавальному пристрої. У наступному циклі завантажування дрібні фракції, що при цьому завантажуються, подаються за спіральною схемою; вихідна точка для дрібних фракцій, що при цьому завантажуються, починається, з точки зору положення у напрямку уздовж кола, одразу за дрібними фракціями, які було завантажено протягом попереднього циклу. У цьому відношенні вирішальним чинником є те, що рівномірне завантаження відбувається у напрямку уздовж кола, і окремі частини дрібних фракцій не обов'язково будуть знаходиться у одному і тому ж вертикальному положенні. Згідно з переважним варіантом здійснення способу за даним винаходом, завантаження вихідних матеріалів за спіральною схемою відбувається протягом 6-14 витків, зокрема 9-11 витків. Вибір витків дозволяє відповідно пристосувати завантаження до розмірів металургійної печі. В принципі, кількість витків також може бути збільшена у разі необхідності, якщо потрібна особлива засипна завалка. Згідно з переважним варіантом здійснення способу за даним винаходом, завантаження дрібних фракцій відбувається протягом двох зовнішніх витків спіралі чи, як варіант, лише на крайньому зовнішньому витку спіралі. Виявилося доцільним завантажувати дрібні фракції лише на крайніх ділянках, оскільки знижена газопроникність на цих ділянках означає відсутність негативного впливу на розподіл температури. Завдяки тому, що завантаження відбувається лише протягом крайніх зовнішніх витків, досягається високий ступінь відтворюваності зазначеного завантаження і, відповідно, дуже рівномірний розподіл дрібних фракцій. Згідно з одним з варіантів здійснення способу за даним винаходом, нахил транспортувального засобу задається залежно від швидкості обертання з урахуванням поточної ваги вихідних матеріалів і у разі потреби дрібних фракцій, у подавальному пристрої для забезпечення заздалегідь визначеного розподілу матеріалу у печі. Завдяки постійному контролю ваги і, відповідно, ваги вже завантаженого матеріалу, положення, у якому завантажується матеріал, можна контролювати шляхом контролю швидкості обертання. Відповідно, завантаження наступного матеріалу можна коригувати згідно з цією інформацією таким чином, 7 щоб можна було задавати кількість матеріалу у певних положеннях. Такий контроль дозволяє задавати заздалегідь визначений об'єм завалки. Згідно з переважним варіантом здійснення способу за даним винаходом, нахил та швидкість обертання транспортувального засобу регулюються за допомогою перетворювачів частоти. Даний варіант дозволяє здійснювати безперервне та незалежне регулювання обох видів руху, що, у свою чергу, дозволяє здійснити спосіб згідно з даним винаходом. Згідно з одним з варіантів здійснення способу за даним винаходом, подача матеріалу до транспортувального засобу здійснюється почергово від різних подавальних пристроїв; передбачено використання принаймні двох подавальних пристроїв. Відповідно, подача матеріалу до транспортувального засобу для завантаження у металургійну піч може здійснюватися почергово від двох подавальних пристроїв, до яких відповідно можуть заздалегідь подаватися вихідні матеріали чи дрібні фракції. Використання двох чи більше подавальних пристроїв дозволяє окремо задавати подачу вихідних матеріалів та дрібних фракцій, завдяки чому процес завантаження стає більш гнучким. Згідно з переважним варіантом здійснення способу за даним винаходом, подавальний механізм містить принаймні один контейнер для накопичення вихідних матеріалів, та у разі потреби дрібних фракцій. Вихідні матеріали чи дрібні фракції можуть подаватися у зазначений контейнер заздалегідь, щоб згодом можливо було завантажити одразу увесь вміст контейнера. Згідно з одним з варіантів здійснення способу за даним винаходом, нахил та швидкість обертання транспортувального засобу регулюються таким чином, щоб завантаження дрібних фракцій у значній мірі відбувалось протягом повного витка спіралі. Завдяки цьому досягається дуже рівномірний розподіл дрібних фракцій. Таким чином, дрібні фракції завантажуються лише на крайні ділянки металургійної печі, завдяки чому можливо навіть забезпечити переробку більшої кількості дрібних фракцій без жодних ускладнень. Згідно з іншим варіантом здійснення способу за даним винаходом, нахил та швидкість обертання транспортувального засобу регулюються з урахуванням можливого природного зсуву завантажуваного матеріалу у радіальному напрямку на ділянках з нахилом поверхні. Для забезпечення рівномірного газорозподілу завантажуваного матеріалу у металургійній печі необхідно відповідно коригувати розподіл матеріалу у печі із завданням бажаного температурного профілю. У цьому випадку може виникнути необхідність у нерівномірному завантаженні по поперечному перерізу печі, задаючи засипну завалку із поверхнею, що не є рівною, але має похилі ділянки. Під час завантаження цієї завалки на зазначених похилих ділянках поверхні відбувається зсув шарів матеріалу, завдяки чому завантажений матеріал самостійно змінює своє положення. Виходячи з відомого плану засипання, можливо також забезпечити можливість для таких самостійних зсувів під час завантаження і, відпові 93216 8 дно, задавати бажану засипну завалку ще з більшою точністю. Згідно з одним з варіантів здійснення способу за даним винаходом, дрібна фракція містить суміш дрібних фракцій коксу та руди. Дрібні фракції утворюються під час переробки руди, а також під час переробки коксу. На теперішній час такі види дрібних фракцій часто підлягають переробці; така переробка може, наприклад, здійснюватися за допомогою агломераційної установки. Однак така переробка є дуже складною та дорогою. Тому згідно з даним винаходом дрібні фракції, які зазвичай отримують шляхом грохочення, змішують, а потім використовують разом з, наприклад, рудами чи коксом. У разі необхідності зазначені види дрібних фракцій можна змішувати. Згідно з переважним варіантом здійснення способу за даним винаходом, частка коксу у суміші становить від 5% до 40%, зокрема 15-30%. Така конкретна суміш ураховує той факт, що дрібні фракції руди мають подаватися з використанням коксу у ролі відновника. Проведені досліди довели, що наведені вище пропорції є оптимальними. Згідно з одним із можливих варіантів здійснення способу за даним винаходом, кокс та руда завантажуються поперемінно, у разі потреби разом із дрібними фракціями та/або присадками. Доведено, що оптимальною є подача коксу та руди і у разі потреби дрібних фракцій та/або присадок у металургійну піч не у вигляді сумішей, а шарами; відповідно, завантаження цих матеріалів відбувається поперемінно. Завдяки такому типові завантаження можна ще точніше врахувати конкретні умови металургійного процесу та забезпечити оптимальний перебіг металургійного процесу. Пристрій згідно з даним винаходом передбачає використання принаймні одного транспортувального засобу та принаймні одного подавального пристрою для подачі матеріалу до транспортувального засобу; зазначений транспортувальний засіб має вихідний отвір, що може бути направлений уздовж спіралі, що закручується всередину, під час завантаження матеріалу у металургійну піч для встановлення заздалегідь визначеного покриття площі зазначеної печі. Перевагою такої траєкторії руху уздовж спіралі є рівномірне та дуже гнучке з точки зору пристосування завантаження. Рух уздовж такої траєкторії дозволяє у значній мірі уникнути відхилень від заданої засипної завалки та, відповідно, оптимізувати металургійний процес у печі. Транспортувальний засіб виконаний таким чином, що він здатний плавно обертатися навколо однієї вісі та водночас може бути нахилений під заданим кутом навколо іншої вісі. Цей варіант здійснення винаходу пропонує дуже простий та міцний пристрій, який дозволяє забезпечити суворе дотримання вимог специфікацій щодо розподілу завантажуваного матеріалу у печі. Зокрема, поворотне кріплення зазначеного транспортувального засобу дозволяє пристосуватися до умов на металургійних підприємствах, що іноді є дуже важкими, наприклад, до пилового забруднення та підвищеної температури. 9 Переважний варіант здійснення пристрою згідно з даним винаходом передбачає використання перетворювача частоти для регулювання нахилу та швидкості обертання транспортувального засобу. Ці перетворювачі частоти, які можуть регулюватися незалежно один від одного, забезпечують максимальну можливу експлуатаційну гнучкість пристрою. Крім того, ці перетворювачі частоти забезпечують одночасне та цілком безперервне регулювання. Згідно з одним із можливих варіантів здійснення пристрою за даним винаходом, подавальний пристрій обладнаний зважувальним механізмом для постійного контролю вихідних матеріалів і у разі потреби дрібних фракцій під час завантаження. Завдяки постійному контролю ваги і, відповідно, кількості вже завантаженого матеріалу завжди можна визначити положення завантажуваного матеріалу. Зокрема, це дозволяє досягти точного завантаження, а також, наприклад, точно, з точки зору положення, подавати дрібні фракції і, відповідно, забезпечити рівномірність завантаження дрібних фракцій по колу. Даний винахід детально описаний на основі зазначених нижче фігур за допомогою прикладів та без жодних обмежень. На фігурах представлено: Фіг.1 Схематичне зображення завантаження металургійної печі згідно з даним винаходом. Фіг.2 Схематичне зображення засипної завалки, створеної за допомогою способу згідно з даним винаходом. Фіг.3 Схематичне зображення засипної завалки, створеної за допомогою способу згідно з даним винаходом. На Фіг.1 схематично зображено завантаження за даним винаходом. Завантаження здійснюється у металургійну піч 1 зверху; верхня частина печі не показана. Для завантаження передбачено транспортувальний засіб 2. У одному з варіантів здійснення винаходу цей транспортувальний засіб встановлений з можливістю повороту навколо вісі 5, що дозволяє змінювати кут нахилу α транспортувального засобу 2. Водночас із коригуванням положення відносно вісі 5 зазначений транспортувальний засіб може обертатися навколо вертикальної вісі 6. За допомогою цих рухів вихідний отвір З транспортувального засобу 2 описує спіраль. Нахил транспортувального засобу у цьому випадку змінюється таким чином, що описується спіраль 4, яка закручується ззовні всередину. Відповідно, матеріал, що завантажується за допомогою транспортувального засобу 2, також подається на поверхню печі за спіральною траєкторією і утворює відповідну засипну завалку 10. У разі завантаження дрібних фракцій вони завжди подаються у піч до завантаження вихідних матеріалів. Частина 7 спіралі, що таким чином окреслюється, від вихідної точки 8 до кінцевої точки 9, може в точності супроводжуватися контрольованим навантаженням. Завдяки постійному вимірюванню ваги у подавальному пристрої, який використовується для подачі матеріалу до транспортувального засобу, можливо у будь-який мо 93216 10 мент одночасно контролювати вже завантажену кількість матеріалу. Відповідно, кінцева точка 9 спіралі, уздовж якої завантажуються дрібні фракції, є відомою і може використовуватися у наступному чи пізнішому циклі завантаження як вихідна точка для завантаження наступної партії дрібних фракцій. Таким чином, можливо розподіляти дрібні фракції рівномірно уздовж кола і поблизу країв печі. Однак у переважному варіанті дрібні фракції завантажуються таким чином, щоб забезпечити точний розподіл протягом одного повного витка спіралі. Зазвичай уся маса дрібних фракцій та вихідних матеріалів подається до подавального пристрою, а потім завантажується за допомогою транспортувального засобу 2. У даному випадку цикл завантажування включає усю масу матеріалу, що знаходиться у подавальному пристрої. Після того, як було завантажено дрібні фракції, відбувається розподіл вихідних матеріалів протягом витків спіралі 4, що залишилися, згідно із заздалегідь визначеним планом засипання. Швидкість обертання транспортувального засобу 2, кут нахилу α та кількість матеріалу, що подається з подавального пристрою за одиницю часу, можуть бути змінені для створення бажаної засипної завалки. Було встановлено, що доцільно використовувати принаймні два подавальні пристрої, щоб можна було поперемінно подавати різні вихідні матеріали та створювати засипну завалку шар за шаром. На Фіг.2 наведений приклад засипної завалки у металургійній печі. У цьому випадку вихідні матеріали вводять шар за шаром. Наведена діаграма, де на вісі абсцис вказується радіус R металургійної печі на відстані Μ від центральної вісі, а вісь ординат відповідає товщині засипної завалки у сантиметрах, показує завантаження двох різних вихідних матеріалів 11 та 12. За рахунок газорозподілу вихідних матеріалів створюються засипні завалки, що зазвичай не є рівними, а мають горби. Це, відповідно, призводить до утворення поверхні 13, що має нахил. На Фіг.3 зображено один з можливих варіантів засипної завалки у вигляді діаграми, яка відображає кількісні частки завантажених матеріалів (ордината) на відстані R від центральної вісі Μ металургійної печі (абсциса). Ближче до краю видно дрібні фракції 14, що завантажуються між коксом 15 та рудою 16 або іншими присадками 17. Дану діаграму наведено як приклад; фактична засипна завалка визначається відповідно до заданого розподілу температури. На Фіг.4 зображено криву 18 заданого розподілу температури у металургійній печі, наприклад, у доменній печі, та криву 19 фактичного розподілу температури. Відстань до центральної вісі металургійної печі представлена на осі абсцис; вісь ординат відповідає значенням температури. Щоб звести такі відхилення до мінімуму, використовують завантаження та засипання для конкретного впливу на розподіл температури і зміни розподілу температури шляхом зміни характеристик газорозподілу. 11 Комп’ютерна верстка Л. Купенко 93216 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for charging feedstock for processing in blast furnace
Автори англійськоюBohner Hans Werner, Brunnbauer Guenther, Lasinger Franz, Schuerz Bernhard
Назва патенту російськоюСпособ загрузки исходных материалов для переработки b доменной печи
Автори російськоюБогнер Ханс Вернер, Бруннбауер Гюнтер, Лазингер Франц, Шуерц Бернхард
МПК / Мітки
Мітки: печі, переробки, матеріалів, доменній, вихідних, завантаження, спосіб
Код посилання
<a href="https://ua.patents.su/6-93216-sposib-zavantazhennya-vikhidnikh-materialiv-dlya-pererobki-u-domennijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження вихідних матеріалів для переробки у доменній печі</a>
Спосіб завантаження дугової сталеплавильної печі
Номер патенту: 38087
Опубліковано: 15.05.2001
Автори: Омельченко Володимир Іванович, Карпов Володимир Петрович, Негода Олександр Васильович, Анохін Юрій Олександрович
МПК: C22B 9/00
Мітки: завантаження, печі, спосіб, сталеплавильної, дугової
Текст:
...що залишилася, поверх крупної фракції брухту, завантаження брухту в указаній послідовності в залишок рідкого металу в печі, що складає 8-15% від обсягу плавки, який одержують в результаті неповного зливу металу попередньої плавки, находяться в причинно - слідчому зв'язку з технічним результатом, що досягається, (збільшення ступеня використання теплової енергії попередньої плавки для скорочення тривалості плавки, зменшення витрат...
Спосіб виплавки чавуну в доменній печі
Номер патенту: 42917
Опубліковано: 27.07.2009
Автори: Гогенко Олег Олегович, Гогенко Олег Олександрович, Толстун Олег Іванович, Сидорський Олександр Володимирович
МПК: C21B 5/00
Мітки: виплавки, чавуну, спосіб, печі, доменній
Формула / Реферат:
1. Спосіб виплавки чавуну в доменній печі, що включає завантаження в піч коксу, залізорудних матеріалів, флюсувальної домішки, вдування в повітряні фурми дуття та палива, завантаження торф'яних брикетів в периферійну кільцеву зону колошника, який відрізняється тим, що торф'яні брикети перед завантаженням в периферійну кільцеву зону обробляють каталітичною домішкою.2. Спосіб за п. 1, який відрізняється тим, що торф'яні брикети...
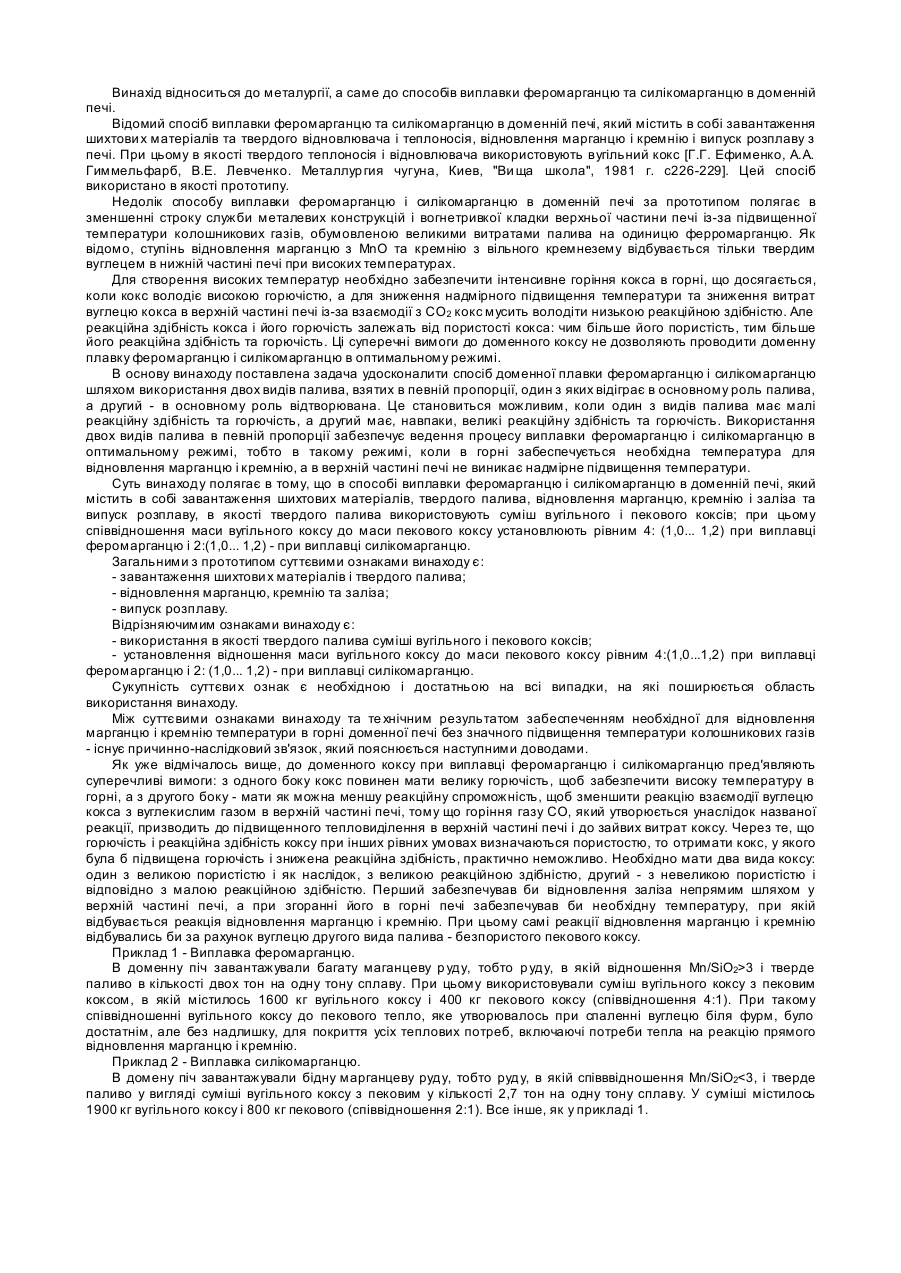
Спосіб виплавки феромарганцю і силікомарганцю в доменній печі
Номер патенту: 70664
Опубліковано: 15.10.2004
Автори: Штукарін Ігор Володимирович, Варава Володимир Іванович, Лубенець Анатолій Миколайович, Моргунов Юрій Петрович, Княжанський Михайло Маркович, Гайдук Олена Володимирівна
МПК: C21B 5/02
Мітки: феромарганцю, спосіб, силікомарганцю, виплавки, доменній, печі
Формула / Реферат:
Спосіб виплавки феромарганцю і силікомарганцю в доменній печі, який містить в собі завантаження шихтових матеріалів і коксу, відновлення марганцю і кремнію, плавлення металу і випуск розплаву з печі, який відрізняється тим, що шихтові матеріали перед завантаженням в доменну піч спікають в безпористі куски.
Спосіб завантаження доменної печі
Номер патенту: 47800
Опубліковано: 15.07.2002
Автори: Донсков Евгеній Гаврилович, Костенко Георгій Петрович, Шеремет Володимир Олександрович, Лялюк Віталій Павлович, Адаменко Олександр Васильйович, Сокуренко Анатолій Валентинович
МПК: C21B 7/20
Мітки: доменної, печі, спосіб, завантаження
Формула / Реферат:
1. Спосіб завантаження доменної печі, при якому здійснюється набір у приймальну лійку двоконусового засипного апарата з обертовим розподільником шихти порцій (скіпів) коксу і залізорудних матеріалів з добавками, перевантаження матеріалів з малого конуса на великий конус і далі на колошник печі, який відрізняється тим, що на малому конусі формують подачу, що складається з n = 2-6 порцій (скіпів) одного виду матеріалу, що чергуються між собою...
Спосіб виплавки феромарганцю і силікомарганцю в доменній печі
Номер патенту: 72714
Опубліковано: 15.03.2005
Автори: Моргунов Юрій Петрович, Варава Володимир Іванович, Штукарін Ігор Володимирович, Гайдук Олена Володимирівна, Лубенець Анатолій Миколайович, Княжанський Михайло Маркович
МПК: C21B 5/02
Мітки: феромарганцю, силікомарганцю, виплавки, печі, спосіб, доменній
Формула / Реферат:
Спосіб виплавки феромарганцю і силікомарганцю в доменній печі, який містить в собі завантаження шихтових матеріалів і твердого палива, відновлення марганцю та кремнію і випуск розплаву з печі, який відрізняється тим, що як тверде паливо використовують суміш вугільного коксу з пековим, при цьому співвідношення маси вугліьного коксу до пекового установлюють рівним 4: (1...1,2) при виплавці феромарганцю і 2: (1,0...1,2) - при виплавці...
Попередній патент: Вогнетривка бетонна суміш
Наступний патент: Сполуки медичної дії, зумовленої взаємодією з рецептором глюкокортикоїду
Випадковий патент: Двополюсне джерело струму