Токарний обробляючий центр агрегатно-модульного типу
Номер патенту: 93267
Опубліковано: 25.09.2014
Автори: Власенко Павло Сергійович, Котляр Олексій Віталійович

Формула / Реферат
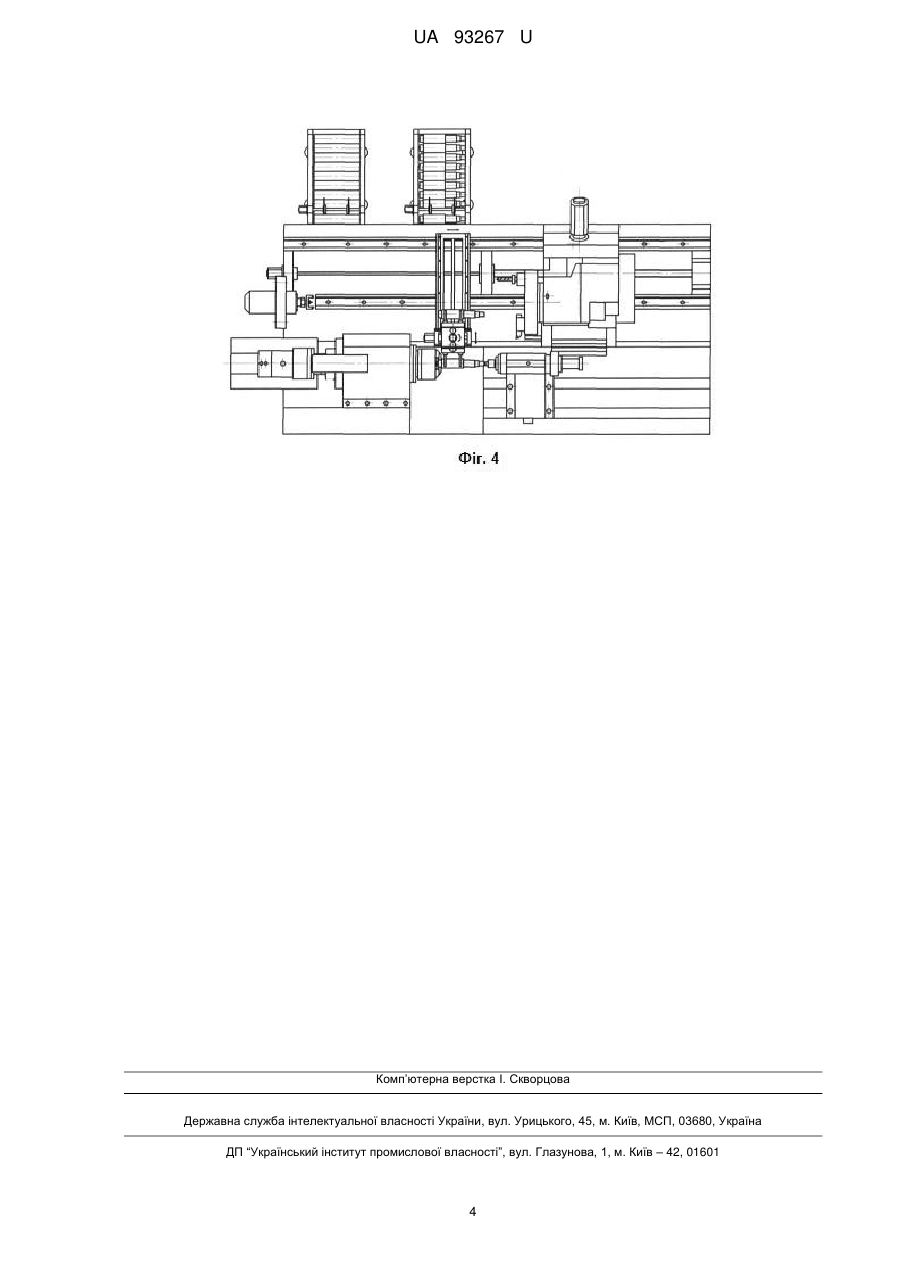
Токарний обробляючий центр агрегатно-модульного типу, що складається зі станини, передньої та задньої бабок і револьверного супорта, який відрізняється тим, що він оснащений обробляючими та транспортними модулями.
Текст
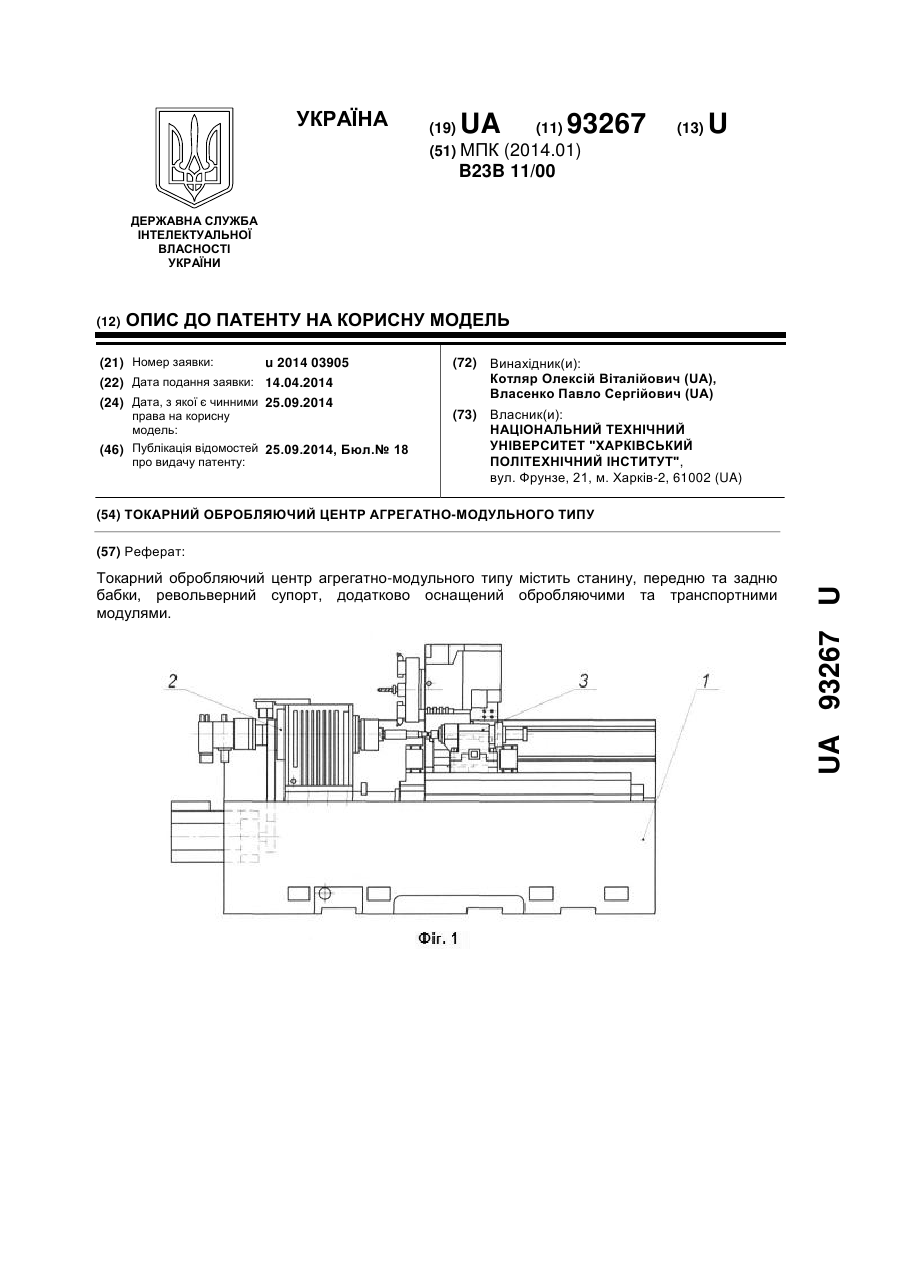
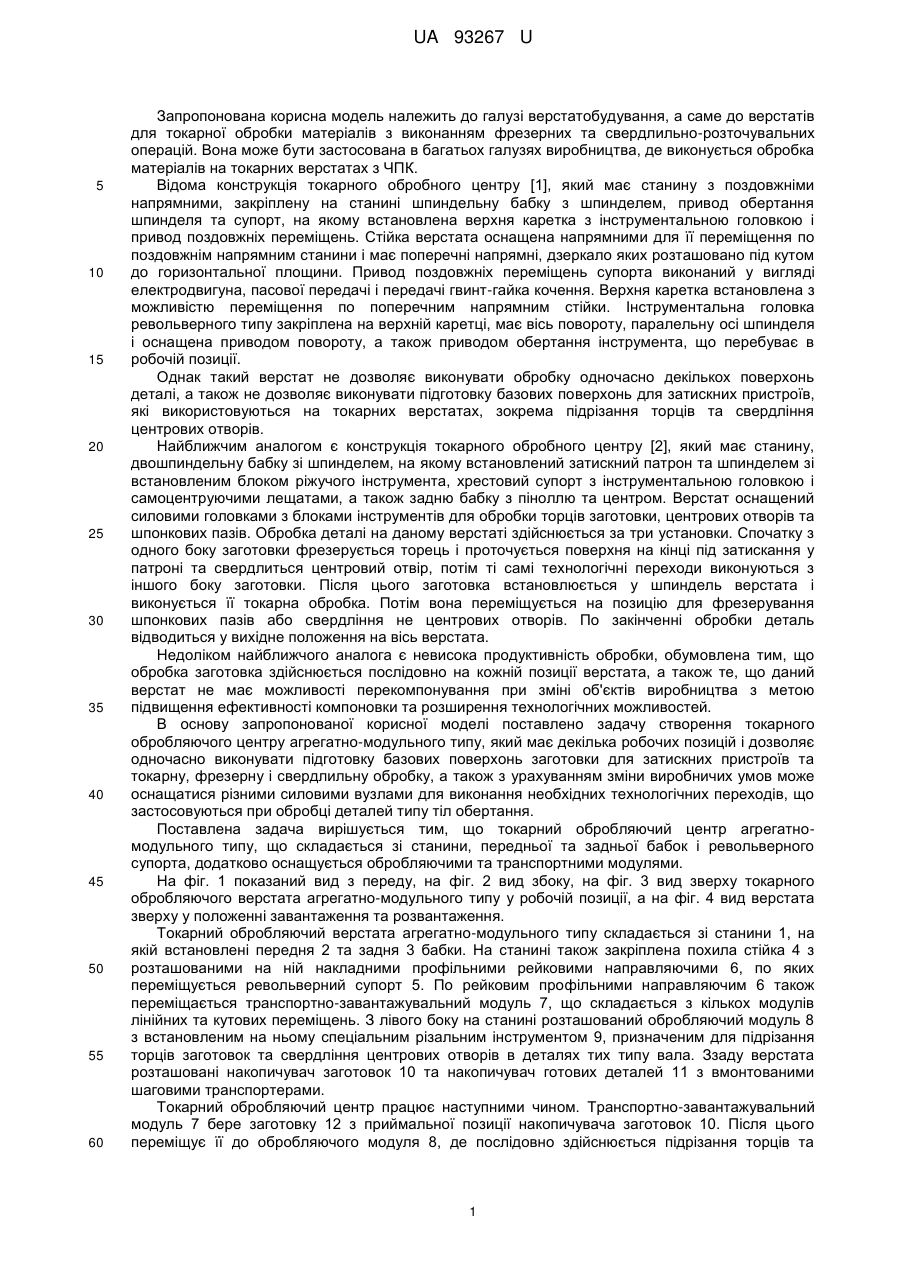
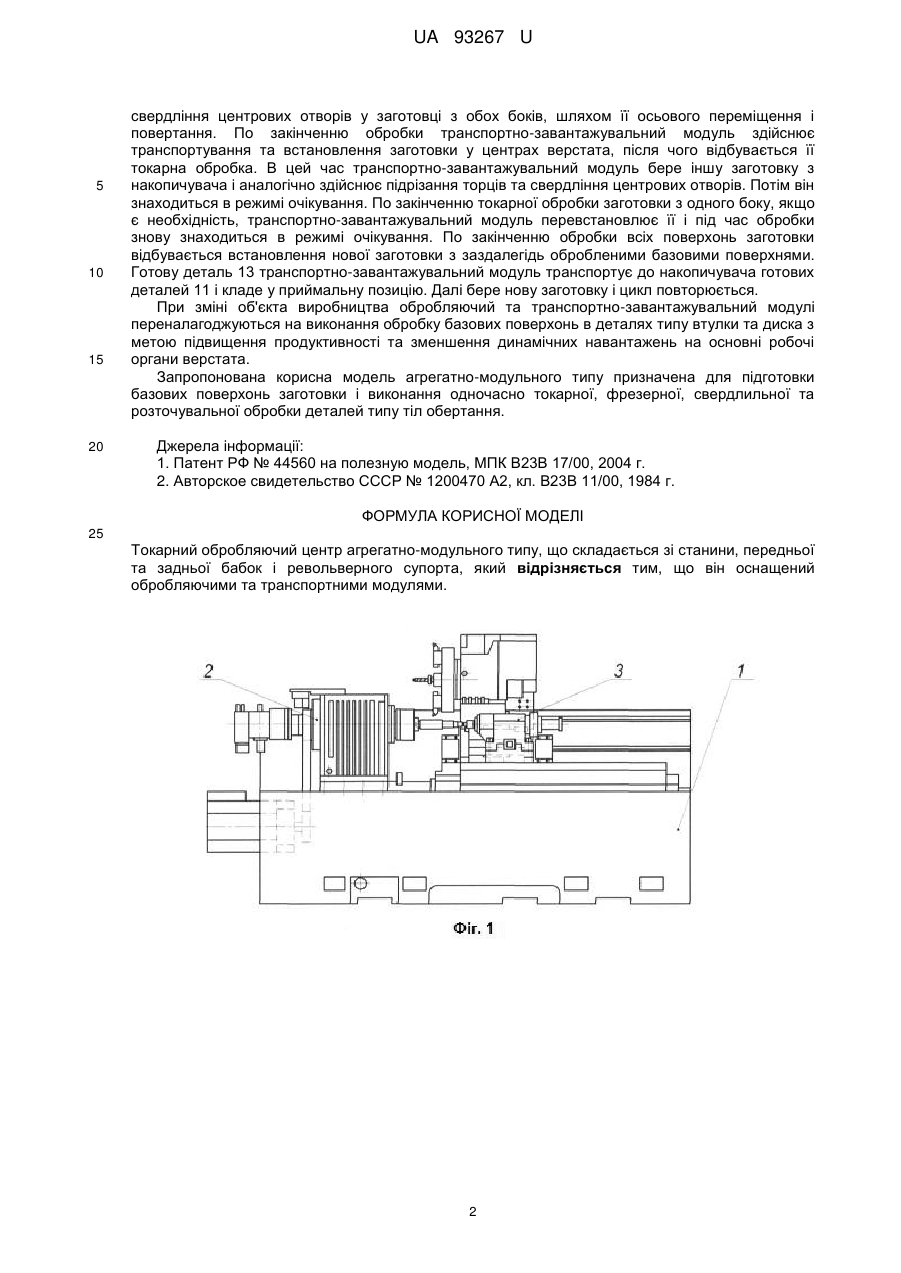
Реферат: UA 93267 U UA 93267 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропонована корисна модель належить до галузі верстатобудування, а саме до верстатів для токарної обробки матеріалів з виконанням фрезерних та свердлильно-розточувальних операцій. Вона може бути застосована в багатьох галузях виробництва, де виконується обробка матеріалів на токарних верстатах з ЧПК. Відома конструкція токарного обробного центру [1], який має станину з поздовжніми напрямними, закріплену на станині шпиндельну бабку з шпинделем, привод обертання шпинделя та супорт, на якому встановлена верхня каретка з інструментальною головкою і привод поздовжніх переміщень. Стійка верстата оснащена напрямними для її переміщення по поздовжнім напрямним станини і має поперечні напрямні, дзеркало яких розташовано під кутом до горизонтальної площини. Привод поздовжніх переміщень супорта виконаний у вигляді електродвигуна, пасової передачі і передачі гвинт-гайка кочення. Верхня каретка встановлена з можливістю переміщення по поперечним напрямним стійки. Інструментальна головка револьверного типу закріплена на верхній каретці, має вісь повороту, паралельну осі шпинделя і оснащена приводом повороту, а також приводом обертання інструмента, що перебуває в робочій позиції. Однак такий верстат не дозволяє виконувати обробку одночасно декількох поверхонь деталі, а також не дозволяє виконувати підготовку базових поверхонь для затискних пристроїв, які використовуються на токарних верстатах, зокрема підрізання торців та свердління центрових отворів. Найближчим аналогом є конструкція токарного обробного центру [2], який має станину, двошпиндельну бабку зі шпинделем, на якому встановлений затискний патрон та шпинделем зі встановленим блоком ріжучого інструмента, хрестовий супорт з інструментальною головкою і самоцентруючими лещатами, а також задню бабку з піноллю та центром. Верстат оснащений силовими головками з блоками інструментів для обробки торців заготовки, центрових отворів та шпонкових пазів. Обробка деталі на даному верстаті здійснюється за три установки. Спочатку з одного боку заготовки фрезерується торець і проточується поверхня на кінці під затискання у патроні та свердлиться центровий отвір, потім ті самі технологічні переходи виконуються з іншого боку заготовки. Після цього заготовка встановлюється у шпиндель верстата і виконується її токарна обробка. Потім вона переміщується на позицію для фрезерування шпонкових пазів або свердління не центрових отворів. По закінченні обробки деталь відводиться у вихідне положення на вісь верстата. Недоліком найближчого аналога є невисока продуктивність обробки, обумовлена тим, що обробка заготовка здійснюється послідовно на кожній позиції верстата, а також те, що даний верстат не має можливості перекомпонування при зміні об'єктів виробництва з метою підвищення ефективності компоновки та розширення технологічних можливостей. В основу запропонованої корисної моделі поставлено задачу створення токарного обробляючого центру агрегатно-модульного типу, який має декілька робочих позицій і дозволяє одночасно виконувати підготовку базових поверхонь заготовки для затискних пристроїв та токарну, фрезерну і свердлильну обробку, а також з урахуванням зміни виробничих умов може оснащатися різними силовими вузлами для виконання необхідних технологічних переходів, що застосовуються при обробці деталей типу тіл обертання. Поставлена задача вирішується тим, що токарний обробляючий центр агрегатномодульного типу, що складається зі станини, передньої та задньої бабок і револьверного супорта, додатково оснащується обробляючими та транспортними модулями. На фіг. 1 показаний вид з переду, на фіг. 2 вид збоку, на фіг. 3 вид зверху токарного обробляючого верстата агрегатно-модульного типу у робочій позиції, а на фіг. 4 вид верстата зверху у положенні завантаження та розвантаження. Токарний обробляючий верстата агрегатно-модульного типу складається зі станини 1, на якій встановлені передня 2 та задня 3 бабки. На станині також закріплена похила стійка 4 з розташованими на ній накладними профільними рейковими направляючими 6, по яких переміщується револьверний супорт 5. По рейковим профільними направляючим 6 також переміщається транспортно-завантажувальний модуль 7, що складається з кількох модулів лінійних та кутових переміщень. З лівого боку на станині розташований обробляючий модуль 8 з встановленим на ньому спеціальним різальним інструментом 9, призначеним для підрізання торців заготовок та свердління центрових отворів в деталях тих типу вала. Ззаду верстата розташовані накопичувач заготовок 10 та накопичувач готових деталей 11 з вмонтованими шаговими транспортерами. Токарний обробляючий центр працює наступними чином. Транспортно-завантажувальний модуль 7 бере заготовку 12 з приймальної позиції накопичувача заготовок 10. Після цього переміщує її до обробляючого модуля 8, де послідовно здійснюється підрізання торців та 1 UA 93267 U 5 10 15 20 свердління центрових отворів у заготовці з обох боків, шляхом її осьового переміщення і повертання. По закінченню обробки транспортно-завантажувальний модуль здійснює транспортування та встановлення заготовки у центрах верстата, після чого відбувається її токарна обробка. В цей час транспортно-завантажувальний модуль бере іншу заготовку з накопичувача і аналогічно здійснює підрізання торців та свердління центрових отворів. Потім він знаходиться в режимі очікування. По закінченню токарної обробки заготовки з одного боку, якщо є необхідність, транспортно-завантажувальний модуль перевстановлює її і під час обробки знову знаходиться в режимі очікування. По закінченню обробки всіх поверхонь заготовки відбувається встановлення нової заготовки з заздалегідь обробленими базовими поверхнями. Готову деталь 13 транспортно-завантажувальний модуль транспортує до накопичувача готових деталей 11 і кладе у приймальну позицію. Далі бере нову заготовку і цикл повторюється. При зміні об'єкта виробництва обробляючий та транспортно-завантажувальний модулі переналагоджуються на виконання обробку базових поверхонь в деталях типу втулки та диска з метою підвищення продуктивності та зменшення динамічних навантажень на основні робочі органи верстата. Запропонована корисна модель агрегатно-модульного типу призначена для підготовки базових поверхонь заготовки і виконання одночасно токарної, фрезерної, свердлильної та розточувальної обробки деталей типу тіл обертання. Джерела інформації: 1. Патент РФ № 44560 на полезную модель, МПК В23В 17/00, 2004 г. 2. Авторское свидетельство СССР № 1200470 А2, кл. В23В 11/00, 1984 г. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Токарний обробляючий центр агрегатно-модульного типу, що складається зі станини, передньої та задньої бабок і револьверного супорта, який відрізняється тим, що він оснащений обробляючими та транспортними модулями. 2 UA 93267 U 3 UA 93267 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKotliar Oleksii Vitaliiovych
Автори російськоюКотляр Алексей Витальевич
МПК / Мітки
МПК: B23B 11/00
Мітки: агрегатно-модульного, типу, токарний, центр, обробляючий
Код посилання
<a href="https://ua.patents.su/6-93267-tokarnijj-obroblyayuchijj-centr-agregatno-modulnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Токарний обробляючий центр агрегатно-модульного типу</a>
Обробляючий центр
Номер патенту: 32407
Опубліковано: 15.12.2000
Автори: Штейнбах Хейнц, Хезбрюгген Норберт
МПК: B23Q 37/00, B23P 23/00
Мітки: центр, обробляючий
Текст:
...воз можностью поворотного перемещения по коман дам системы числового программного упра вле ния, причем моторный шпиндель установлен с возможностью поворотного перемещения вокруг оси Е, - внутри моторного шпинделя или снаружи установлен приводной двига тель переменного тока; - на моторном шпинделе установлено ком бинированное зажимное устройство, предназна ченное для выборочного захвата инструмента и заготовок; - моторный шпинде ль устано влен...
Туалет модульного типу
Номер патенту: 73272
Опубліковано: 10.09.2012
Автор: Манєшин Леонід Володимирович
МПК: A47K 4/00, E03D 7/00, A47K 11/00
Мітки: туалет, модульного, типу
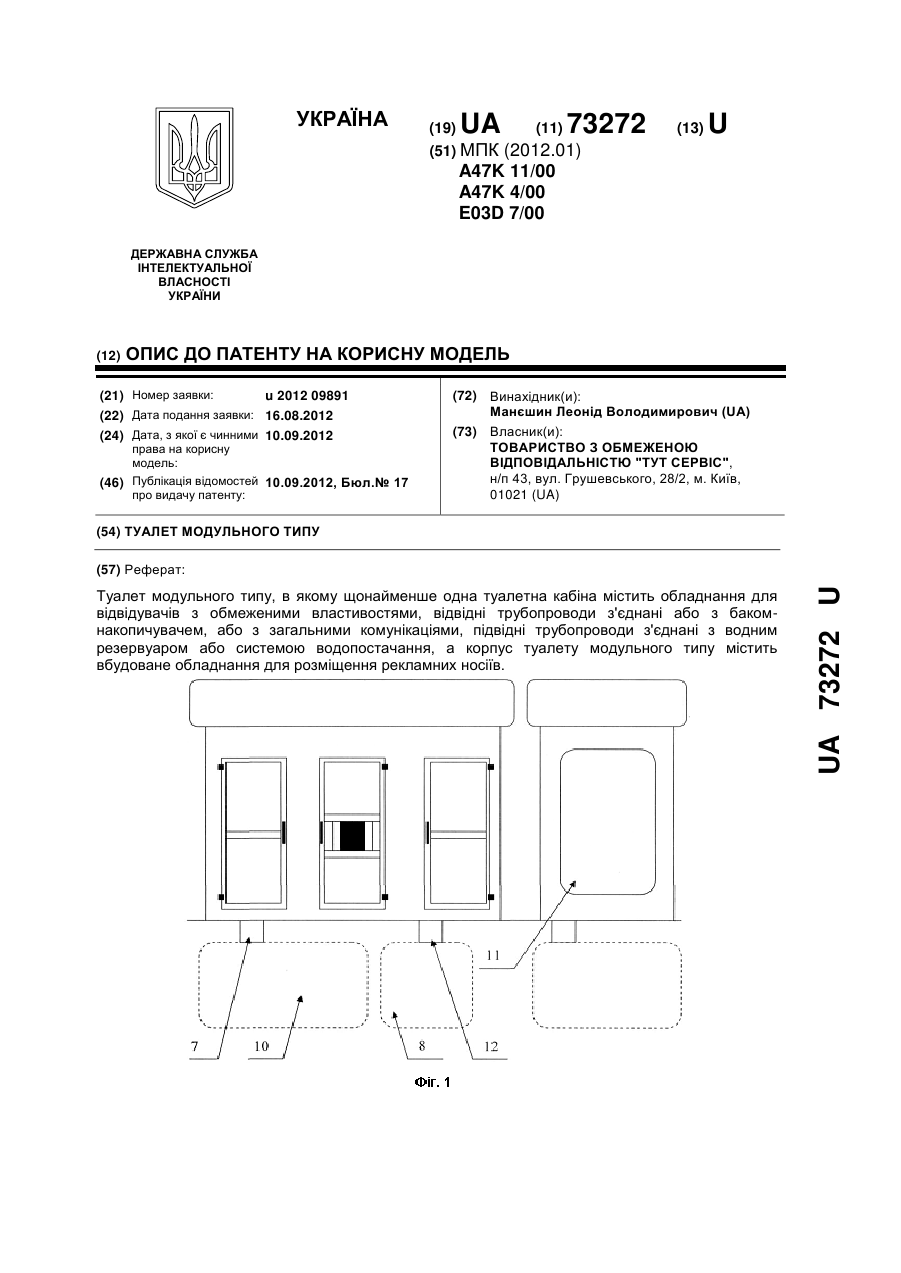
Формула / Реферат:
Туалет модульного типу, який має корпус, розміщені в корпусі технічне приміщення, туалетні кабіни, встановлені всередині туалетної кабіни унітаз і умивальник, з'єднані з підвідними та відвідними трубопроводами, який відрізняється тим, що щонайменше одна туалетна кабіна містить обладнання для відвідувачів з обмеженими властивостями, відвідні трубопроводи з'єднані або з баком-накопичувачем, або з загальними комунікаціями, підвідні трубопроводи...
Вітрогенератор модульного типу
Номер патенту: 37942
Опубліковано: 10.12.2008
Автори: Шевченко Юрій Валер'янович, Коханєвич Володимир Петрович, Пермінов Юрій Микитович, Кудря Степан Олександрович
МПК: H02K 16/00, H02K 21/22
Мітки: типу, модульного, вітрогенератор
Формула / Реферат:
Вітрогенератор модульного типу, до складу якого входить статор, що має форму циліндричного сердечника з пазами, в які вкладена обмотка, виконаного з листової електротехнічної сталі, та ротор у вигляді багатополюсної магнітної системи з радіально розташованими магнітами на стальному ярмі ротора, напресованого на вал, який відрізняється тим, що корпусом генератора є кожух головки вітроустановки, в якому розміщені підшипники, причому у кожусі...
Корівник блочно-модульного типу
Номер патенту: 40425
Опубліковано: 10.04.2009
Автори: Коротченко Тетяна Миколаївна, Сухоруков Василь Васильович, Анісімова Олена Прокопівна, Парієв Андрій Олександрович
МПК: A01K 1/00
Мітки: корівник, типу, блочно-модульного
Формула / Реферат:
Корівник блочно-модульного типу, блок якого містить ряди боксів, міжбоксові гнойові і кормо-гнойові проходи, кормовий стіл з огороджувальним брусом, поперечні проходи для корів та бокові повітряно-захисні стінки, який відрізняється тим, що бокова повітряно- захисна стінка виконана з окремих щитів, кожний другий з яких виконаний з можливістю повздовжнього переміщення, причому нерухомі щити протилежних бокових стінок розташовані у шаховому...
Спосіб виготовлення контейнера для сховищ модульного типу
Номер патенту: 70529
Опубліковано: 15.01.2007
Автори: Ткаченко Володимир Іванович, Крикун Юрій Олександрович, Межуєв Микола Миколайович, Романов Олександр Андрійович, Якушкін Михайло Олександрович, Кучма Леонід Данилович, Кабардін Микола Костянтинович, Джур Євген Олексійович, Алексєєв Юрій Сергійович, Удод Володимир Володимирович
МПК: G21F 5/00
Мітки: модульного, сховищ, спосіб, типу, виготовлення, контейнера
Формула / Реферат:
1. Спосіб виготовлення контейнера для сховищ модульного типу, при якому використовують паливний ракетний бак, що включає корпус, який складається з зовнішньої циліндричної оболонки і внутрішньої оболонки у вигляді "кокона", навитих з полімерного матеріалу, днище і кришку, який відрізняється тим, що на корпусі зрізують верхню частину "кокона", на нижній частині "кокона" закріплюють днище, а як опорну поверхню для...
Попередній патент: Спосіб видалення йоду з пластових вод
Наступний патент: Спосіб видалення йоду із мінералізованих пластових вод
Випадковий патент: Частотомір