Конвеєрні ваги
Номер патенту: 93639
Опубліковано: 10.10.2014
Автори: Кондратець Василь Олександрович, Сербул Олександр Миколайович
Формула / Реферат
1. Конвеєрні ваги, що містять одиничну роликоопору з противагою, перетворювач навантаження на одному метрі довжини стрічки з кільцевим пружинним елементом і тензорезисторами, увімкненими у мостову схему, неперервний перетворювач швидкості стрічки з контактним роликом на осі, встановленій на підшипниках, помножувач і пристрій реєстрації, які відрізняються тим, що перетворювач швидкості конвеєрної стрічки виконано дискретним з імпульсним виходом, з'єднаним через масштабуючий підсилювач з цифровим фільтром і елементом пам'яті, зв'язаним з одним із входів помножувача, на другий вхід якого через масштабуючий підсилювач, 12-розрядний аналого-цифровий перетворювач, цифровий фільтр і елемент пам'яті підключено перетворювач навантаження, а помножувач виконано дискретним і його вихід з'єднано з елементом пам'яті, який через засіб виведення інформації сполучено з пристроєм реєстрації поточної масової витрати матеріалу на конвеєрі.
2. Конвеєрні ваги за п. 1, які відрізняються тим, що помножувач, цифрові фільтри, елементи пам'яті та засіб виведення інформації виконано на 16-розрядній швидкодіючій мікропроцесорній системі, в якій цифрове фільтрування сигналів здійснюють впродовж однакового встановленого відрізку часу.
3. Конвеєрні ваги за п. 1, які відрізняються тим, що перетворювач швидкості конвеєрної стрічки містить нерухомо закріплений на осі з контактним роликом диск з рівномірно почергово розташованими по зовнішньому колу елементами порушення суцільності, встановлений якими в робочому просторі електричного перетворювача, причому розміри елементів порушення суцільності і проміжків між ними, контактного ролика і диска вибрані так, що на один метр рухомої конвеєрної стрічки припадає не менше 200…400 взаємодій елементів порушення суцільності або проміжків між ними з електричним перетворювачем.
Текст
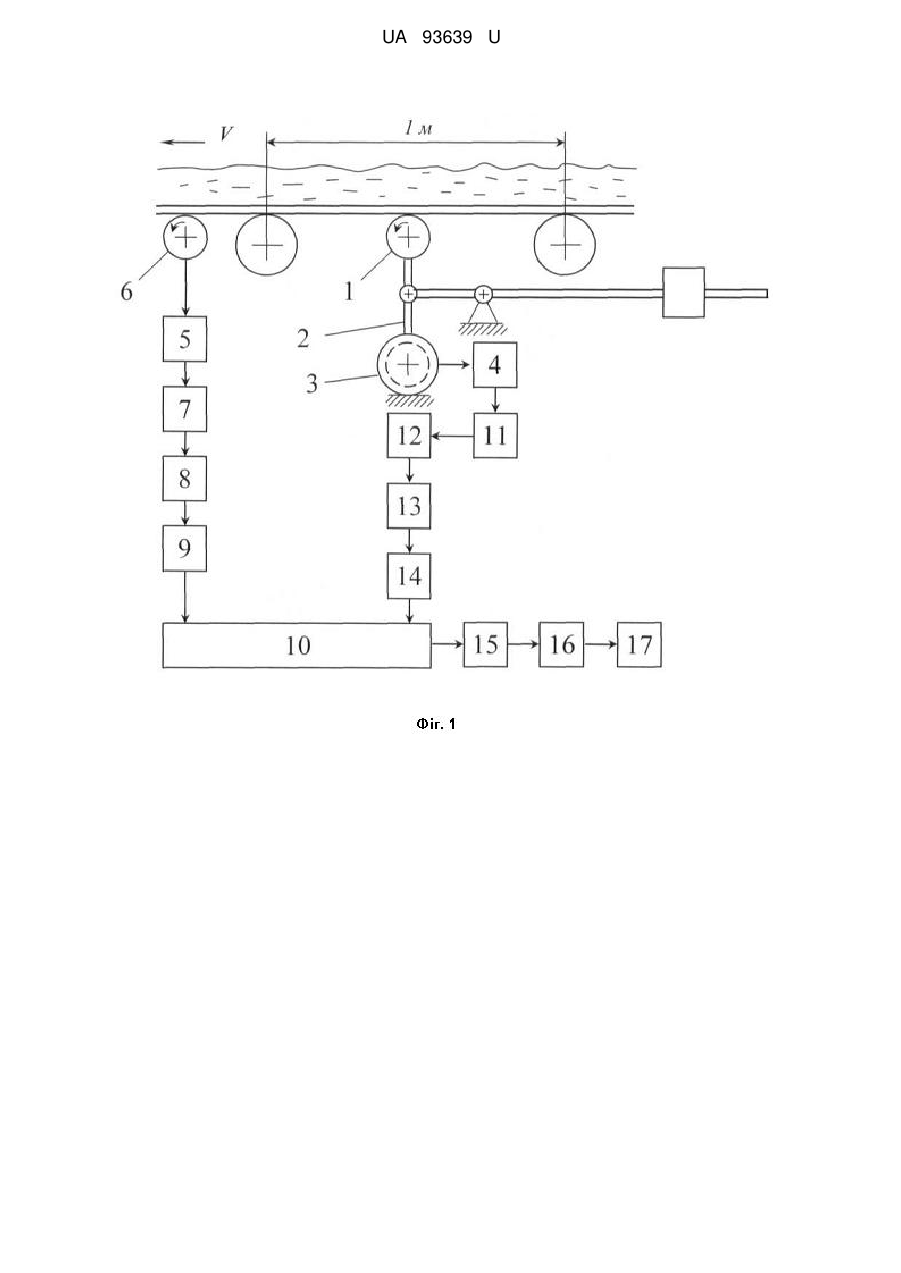
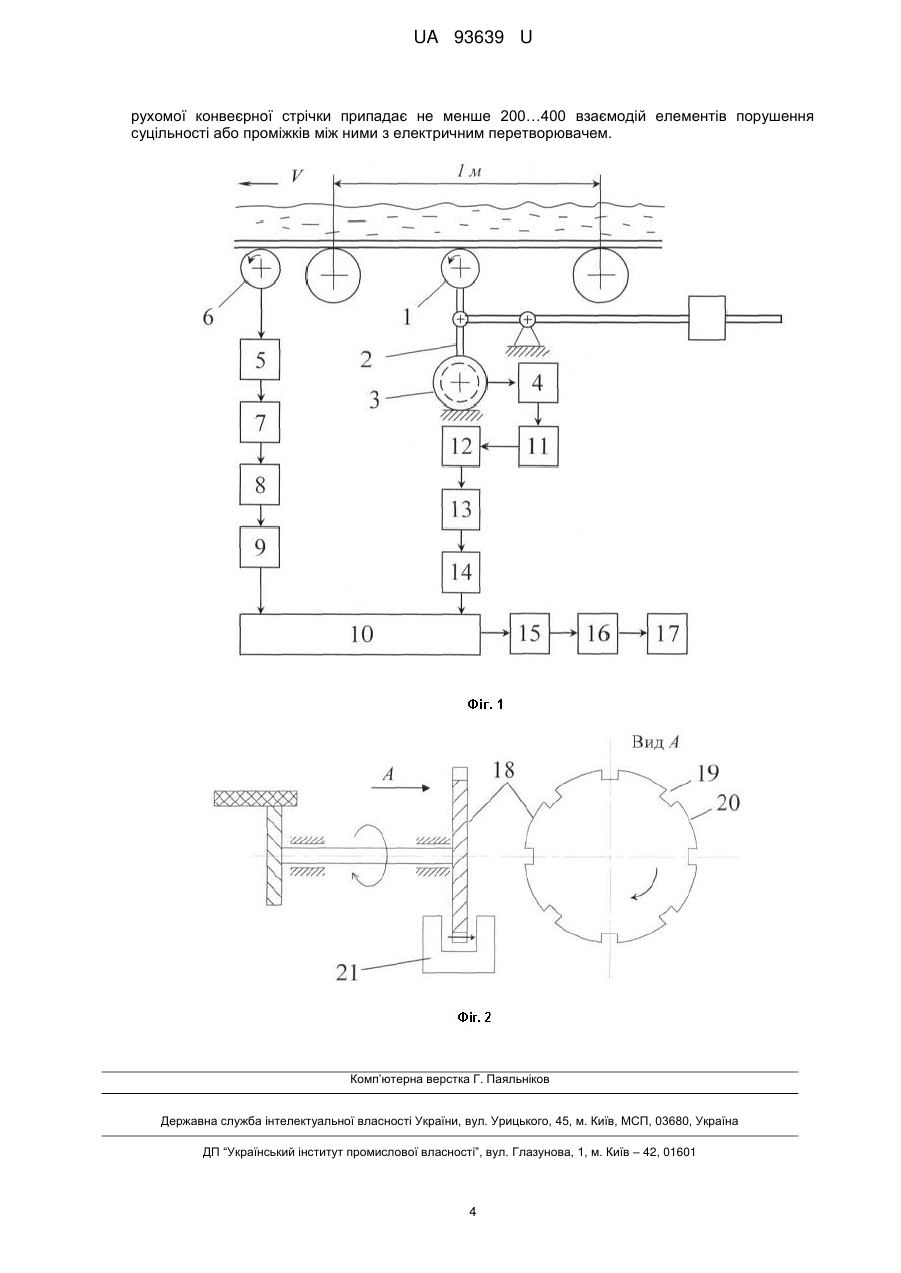
Реферат: UA 93639 U UA 93639 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до рудозбагачувальної галузі промисловості, а саме до автоматизації процесів зважування руди на конвеєрах. Відомі конвеєрні ваги ЛТМ, що містять вантажоприймальну платформу, головний важіль, передавальний важіль, демпфер, накладний вантаж, квадрат, каретку інтегратора, ролик каретки, поводок ролика, диск, приводний ролик, зубчатий диференціал, сельсин покажчика продуктивності, покажчик продуктивності, сельсин лічильника і лічильник, які визначають і дистанційно передають значення продуктивності конвеєра та сумують показання про матеріал, який пройшов у технологічний процес [1]. Найбільш близькими по технічній суті та досягнутому результату до запропонованої корисної моделі є конвеєрні ваги ЕТВ 2, вибрані як найближчий аналог, які складаються з одиничної роликоопори з противагою, перетворювача навантаження на одному метрі довжини конвеєрної стрічки з кільцевим пружним елементом і тензорезисторами, увімкненими у мостову схему перетворювача швидкості стрічки з контактним роликом на осі, встановленій на підшипниках, і помножувача вихідних сигналів [2]. Недоліком відомих конвеєрних ваг є складність механічної частини, необхідність її періодичного налагодження, забезпечення рівномірності завантаження стрічки матеріалом, незначна частка роботи в умовах неповного завантаження транспортуючого засобу [3]. Все це негативно впливає на точність вимірювання масової витрати руди. Недоліком пристрою-найближчого аналогу є недодержування гарантованої похибки вимірювання [2] в наслідок використання трьох реохордів, негативного впливу степені нерівномірності розташування матеріалу на конвеєрній стрічці, сталої часу електродвигуна змінного струму у помножувачі пульсуючих сигналів і сталої часу тахогенератора постійного струму при врахуванні змінної швидкості конвеєрної стрічки. В основу корисної моделі поставлена задача удосконалення конвеєрних ваг шляхом виконання перетворювача швидкості конвеєрної стрічки безінерційним з імпульсним виходом, з'єднаним через масштабуючий підсилювач з цифровим фільтром і елементом пам'яті, зв'язаним з одним із входів помножувача, на другий вхід якого через масштабуючий підсилювач, 12-розрядний аналого-цифровий перетворювач, цифровий фільтр і елемент пам'яті підключено перетворювач навантаження, виконання помножувача дискретним і з'єднання його виходу з елементом пам'яті, який через засіб виведення інформації сполучено з пристроєм реєстрації поточної масової витрати матеріалу на конвеєрі, виконання помножувача, цифрових фільтрів, елементів пам'яті і засобу виведення інформації на 16-розрядній швидкодіючій мікропроцесорній системі, в якій цифрове фільтрування здійснюють впродовж встановленого відрізку часу, а також нерухомого закріплення на осі з контактним роликом диска з рівномірно почергово розташованими по зовнішньому колу елементами порушення суцільності і встановлення його цими елементами в робочому просторі електричного перетворювача та вибору розмірів елементів порушення суцільності і проміжків між ними, контактного ролика і диска так, щоб на один метр рухомої конвеєрної стрічки приходило 200…400 взаємодій елементів порушення суцільності або проміжків між ними з електричним перетворювачем. Поставлена задача вирішується тим, що у конвеєрних вагах перетворювач швидкості конвеєрної стрічки виконано дискретним, на його виході встановлено масштабуючий підсилювач, цифровий фільтр, елемент пам'яті, з'єднаний з одним входом помножувача, другий вхід якого зв'язаний через масштабуючий підсилювач, 12-розрядний аналого-цифровий перетворювач, цифровий фільтр і елемент пам'яті з перетворювачем навантаження, а помножувач виконано дискретним і його вихід з'єднано з елементом пам'яті, який через засіб виведення інформації сполучено з пристроєм реєстрації поточної масової витрати матеріалу на конвеєрі. Помножувач, цифрові фільтри, елементи пам'яті та засіб виведення інформації виконано на 16-розрядній швидкодіючій мікропроцесорній системі, в якій цифрове фільтрування здійснюють впродовж встановленого відрізку часу. Перетворювач швидкості конвеєрної стрічки містить нерухомо закріплений на осі з контактним роликом диск з рівномірно почергово розташованими по зовнішньому колу елементами порушення суцільності, встановлений якими в робочому просторі електричного перетворювача, причому розміри елементів порушення суцільності і проміжків між ними, контактного ролика і диска вибрані так, що на один метр рухомої конвеєрної стрічки припадає 200…400 взаємодій елементів порушення суцільності з електричним перетворювачем. Суть корисної моделі пояснюється кресленнями. На фіг. 1 показана блок-схема конвеєрних ваг, на фіг. 2 схематично подана конструкція перетворювача швидкості конвеєрної стрічки. Запропоновані конвеєрні ваги (див. фіг. 1), складаються з одиничної роликоопори 1 з противагою, перетворювача навантаження на одному метрі довжини стрічки 2 з кільцевим пружним елементом 3 і тензорезисторами, ввімкнутими у мостову схему 4, дискретного 1 UA 93639 U 5 10 15 20 25 30 35 40 45 50 55 60 перетворювача швидкості конвеєрної стрічки 5 з контактним роликом 6 на осі, встановленій на підшипниках, та імпульсним виходом, з'єднаним через масштабуючий підсилювач 7 з цифровим фільтром 8 і елементом пам'яті 9, приєднаним до одного з входів помножувача 10, який через другий вхід за допомогою масштабуючого підсилювача 11, 12-розрядного аналого-цифрового перетворювача 12, цифрового фільтра 13 і елемента пам'яті 14 зв'язаний з перетворювачем навантаження 2, а вихід помножувача 10, який виконано дискретним, з'єднаний з елементом пам'яті 15, який за допомогою засобу виведення інформації 16 сполучено з пристроєм реєстрації 17 поточної масової витрати матеріалу на конвеєрі. Точність визначення погонного навантаження матеріалу на конвеєрній стрічці визначається розрядністю аналого-цифрового перетворювача 12. При чотирьох розрядах виникають великі похибки перетворення, при восьми розрядах вони залишаються суттєвими, 12-розрядні аналого-цифрові перетворювачі практично не мають відчутних помилок перетворення. Тому вони гарантують у даному процесі отримання високої точності визначення погонного навантаження матеріалу на конвеєрній стрічці. Помножувач 10, цифрові фільтри 8 і 13, елементи пам'яті 9, 14 і 15 та засіб виведення інформації 16 виконано на 16-розрядній швидкодіючій мікропроцесорній системі. В ній цифрове фільтрування здійснюють впродовж встановленого відрізку часу, тривалість якого визначається характером розподілу матеріалу на конвеєрній стрічці. Це нейтралізує вплив нерівності розподілу матеріалу на конвеєрній стрічці на точність вимірювання погонного навантаження. 16розрядна швидкодіюча мікропроцесорна система забезпечує високу і достатню точність перетворення сигналів і виконання множення величин практично безінерційно. Цифрова обробка сигналів дозволяє ліквідувати помилки, що виникають в наслідок впливу інерційності двигуна змінного стуму у помножувачі відомих конвеєрних ваг. Крім того, перетворювач швидкості конвеєрної стрічки 5 (див. фіг. 2) містить нерухомо закріплений на осі з контактним роликом 6 диск 18 з рівномірно почергово розташованими по зовнішньому колу елементами порушення суцільності 19 і проміжками 20 між ними. Диск 18 елементами порушення суцільності 19 і проміжками 20 розташовано в робочому просторі електричного перетворювача 21. Розміри елементів порушення суцільності 19 і проміжків 20 між ними, контактного ролика 6 і диска 18 вибрано так, що на один метр рухомої конвеєрної стрічки припадає 200…400 взаємодій елементів порушення суцільності 19 або проміжків 20 між ними з електричним перетворювачем 21. Електричний перетворювач може бути індуктивним, магнітоіндукційним, оптоелектронним та іншого роду дії. Кількість взаємодій елементів порушення суцільності 19 або проміжків 20 між ними з електричним перетворювачем 21 на одному метрі рухомої конвеєрної стрічки визначає роздільну здібність перетворювача її швидкості 5, тобто, помилку визначення швидкості. При прийнятій швидкості руху конвеєрної стрічки на збагачувальних фабриках 2,5 м/с при 200…400 взаємодіях елементів порушення суцільності 19 або проміжків 20 між ними з електричним перетворювачем 21 відносна помилка визначення швидкості відповідно складає 0,2…0,1 %, що практично не погіршує результат визначення масової витрати матеріалу. Конвеєрні ваги працюють так. Одинична роликоопора 1 сприймає зусилля, прикладене матеріалом на одному метрі довжини конвеєрної стрічки. При відсутності матеріалу на конвеєрі тиск створює лише один метр довжини конвеєрної стрічки, який компенсується противагою. Тому на одиничну роликоопору 1 при роботі конвеєрних ваг діє лише матеріал, розташований на одному метрі довжини стрічки. Це зусилля передається на перетворювач навантаження 2, який деформує кільцевий пружний елемент 3. Тензорезистори, ввімкнуті у мостову схему 4, змінюють свій стан і на виході мостової схеми 4 з'являється напруга, пропорціональна погонному навантаженню матеріалу на конвеєрній стрічці. Даний сигнал з відносною помилкою, яка не перевищує ± 1 %, характеризує погонне навантаження матеріалу на конвеєрній стрічці у випадку, коли він розташований рівномірно. В умовах рудозбагачувальних фабрик забезпечити рівномірне завантаження конвеєрів не можливо, тому даний сигнал є пульсуючим і може приводити до значних похибок визначення погонного навантаження. Вихідний сигнал мостової схеми 4 амплітудно перетворюється масштабним підсилювачем і аналого-цифровим перетворювачем 12 у цифрову форму. Цифровий фільтр 13 впродовж встановленого відрізку часу, який визначається нерівномірністю розподілу матеріалу на конвеєрній стрічці, осереднює сигнал, що надходить Після осереднення фільтром 13 сигнал не залежить від пульсацій і точно характеризує погонне навантаження на конвеєрній стрічці, яке запам'ятовується елементом пам'яті 14. Швидкість руху конвеєрної стрічки, яка на збагачувальних фабриках коливається в межах 2…3 %, сприймається контактним роликом 6, що встановлений на осі, змонтованій на підшипниках, яка передає обертові рухи на перетворювач швидкості 5. Від цієї ж осі сприймає оберти нерухомо закріплений диск 18, який елементами порушення суцільності 19 або 2 UA 93639 U 5 10 15 20 25 30 35 проміжками 20 між ними збуджує електричний перетворювач 21. На виході електричного перетворювача 21 формується імпульсний сигнал, що відповідає швидкості руху конвеєрної стрічки. Перетворювач швидкості конвеєрної стрічки 5 має високу роздільну здатність при формуванні 200…400 імпульсів при проходженні одного метра стрічки, тому він з великою точністю фіксує зміни швидкості в межах 2…3 %. Імпульсний сигнал, пропорціональний швидкості конвеєрної стрічки, перетворюється масштабуючим підсилювачем 7 і передається на цифровий фільтр 8. Цифровий фільтр 8 на протязі встановленого відрізку часу, який визначається характером зміни швидкості конвеєрної стрічки, осереднює сигнал. Він точно відповідає середній швидкості руху конвеєрної стрічки за розглянутий відрізок часу. Тривалість фільтрування в обох каналах приймають однаковою. Вона дорівнює більшому значенню у обох вимірюваних каналів. Визначене середнє значення швидкості конвеєрної стрічки фіксується елементом пам'яті 9. Помножувачем 10 визначається добуток сигналів, занесених в елементи пам'яті 9 і 14, який запам'ятовується елементом пам'яті 15 і характеризує масову витрату матеріалу на конвеєрній стрічці. Через засіб виведення інформації 16 результат вимірювання передається на пристрій реєстрації 17. Після закінчення тривалості поточного цифрового фільтрування сигналів і їх запам'ятовування елементами пам'яті 9, 14 і 15 розпочинається повторний такий же цикл. На пристрої реєстрації обмінюється інформація через кожний встановлений відрізок часу, відведений для фільтрування сигналів поточного навантаження і швидкості конвеєрної стрічки. Виконання операцій цифрового фільтрування, запам'ятовування, множення на 16-розрядній швидкодіючій мікропроцесорній системі гарантує отримання результату з необхідною точністю без впливу інерційності в вимірювальних каналах. Порівняно з існуючими конвеєрними вагами у запропонованій конструкції ваг відсутній негативний вплив нерівномірності розташування матеріалу на конвеєрній стрічці, сталої електродвигуна змінного струму у помножувачі та сталої тахогенератора постійного струму при врахуванні змінної швидкості конвеєрної стрічки. Перевірка конвеєрних ваг на практиці показала, що запропоновані ваги працюють в умовах змінного навантаження і швидкості стрічки в межах похибки ± 1 %, в той час, як відомі допускають похибку, що перевищує ± 3 %. Джерела інформації: 1. Волотковский С.А. Автоматизация производственных процессов на обогатительных фабриках /С. Волотковский, В. Бунько. - М.: Недра, 1964. - 282 с. 2. Троп А.Е. Автоматическое управление технологическими процессами обогатительных фабрик /Троп А.Е., Козин В.З., Прокофьев Е.В. - М.: Недра, 1986. - 303 с. 3. Автоматизация управления обогатительными фабриками [Кошарский Б.Д., Ситковский А.Я., Красномовец А.В. и др.]. - М: Недра, 1977. - 527 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 1. Конвеєрні ваги, що містять одиничну роликоопору з противагою, перетворювач навантаження на одному метрі довжини стрічки з кільцевим пружинним елементом і тензорезисторами, увімкненими у мостову схему, неперервний перетворювач швидкості стрічки з контактним роликом на осі, встановленій на підшипниках, помножувач і пристрій реєстрації, які відрізняються тим, що перетворювач швидкості конвеєрної стрічки виконано дискретним з імпульсним виходом, з'єднаним через масштабуючий підсилювач з цифровим фільтром і елементом пам'яті, зв'язаним з одним із входів помножувача, на другий вхід якого через масштабуючий підсилювач, 12-розрядний аналого-цифровий перетворювач, цифровий фільтр і елемент пам'яті підключено перетворювач навантаження, а помножувач виконано дискретним і його вихід з'єднано з елементом пам'яті, який через засіб виведення інформації сполучено з пристроєм реєстрації поточної масової витрати матеріалу на конвеєрі. 2. Конвеєрні ваги за п. 1, які відрізняються тим, що помножувач, цифрові фільтри, елементи пам'яті та засіб виведення інформації виконано на 16-розрядній швидкодіючій мікропроцесорній системі, в якій цифрове фільтрування сигналів здійснюють впродовж однакового встановленого відрізку часу. 3. Конвеєрні ваги за п. 1, які відрізняються тим, що перетворювач швидкості конвеєрної стрічки містить нерухомо закріплений на осі з контактним роликом диск з рівномірно почергово розташованими по зовнішньому колу елементами порушення суцільності, встановлений якими в робочому просторі електричного перетворювача, причому розміри елементів порушення суцільності і проміжків між ними, контактного ролика і диска вибрані так, що на один метр 3 UA 93639 U рухомої конвеєрної стрічки припадає не менше 200…400 взаємодій елементів порушення суцільності або проміжків між ними з електричним перетворювачем. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKondratets Vasyl Oleksandrovych, Serbul Oleksandr Mykolaiovych
Автори російськоюКондратец Василий Александрович, Сербул Александр Николаевич
МПК / Мітки
МПК: G01G 11/00, G01G 11/04
Код посилання
<a href="https://ua.patents.su/6-93639-konveehrni-vagi.html" target="_blank" rel="follow" title="База патентів України">Конвеєрні ваги</a>
Конвеєрні ваги
Номер патенту: 26945
Опубліковано: 10.10.2007
Автори: Носіков Віталій Петрович, Поповкін Юрій Матвійович, Павлов Володимир Евгенійович
МПК: G01G 13/00
Формула / Реферат:
Конвеєрні ваги, які містять датчик ваги, аналого-цифровий перетворювач, датчик швидкості, мікропроцесор, які відрізняються тим, що вагова платформа виконана з листового металу плоскої або жолобчастої форми, з двох сторін по ходу стрічки обмеженої напрямними роликами.
Конвеєрні ваги
Номер патенту: 90222
Опубліковано: 12.04.2010
Автори: Мялковський Валентин Йосипович, Чехлатий Микола Олександрович, Грядущий Борис Абрамович, Чаплюк Андрій Євгенович, Булигін Віктор Іванович, Чаплюк Євгеній Михайлович, Брюм Віктор Зиновійович
МПК: G01G 11/00
Формула / Реферат:
1. Конвеєрні ваги, що складаються з роликів, які розташовані на роликоопорах, що встановлені на вантажній рамі, датчика шляху, який встановлений під конвеєрною стрічкою, датчика ваги, що встановлений на раму опорну та через гаситель ударів стикається вимірювальною частиною з вантажною рамою, перетворювача, аналоговий вхід якого з'єднаний з відповідним виходом датчика ваги, першого мікроконтролера, числоімпульсний вхід якого з'єднаний з...
Конвеєрні ваги
Номер патенту: 41737
Опубліковано: 10.06.2009
Автор: Калінін Олександр Іванович
МПК: G01G 11/00
Формула / Реферат:
Конвеєрні ваги, що містять вагову ділянку з обмежуючими її роликоопорами стрічкового транспортера, розташованими під вантажною гілкою транспортерної стрічки, розміщену на ваговій ділянці вантажоприймальну платформу з роликоопорами, що контактують із транспортерною стрічкою, і яка спирається через вузли силовведення на силовимірювальні тензодатчики, датчик швидкості транспортерної стрічки, які відрізняються тим, що вантажоприймальна платформа...
Конвеєрні ваги
Номер патенту: 13940
Опубліковано: 17.04.2006
Автори: Калінін Олександр Іванович, Калінін Олександр Олександрович
МПК: G01G 11/00
Формула / Реферат:
Конвеєрні ваги, що містять вагову ділянку з обмежуючими її роликоопорами стрічкового транспортера, розташованими під вантажною гілкою транспортерної стрічки, розміщеної на ваговій ділянці вантажоприймальну платформу з роликоопорами, що контактують із транспортерною стрічкою і яка спирається через вузли силовведення на силовимірювальні тензодатчики, датчик швидкості транспортерної стрічки, які відрізняються тим, що вантажоприймальна платформа...
Конвеєрні ваги
Номер патенту: 28440
Опубліковано: 16.10.2000
Автори: Цимбалюк Анатолій Григорович, Нікітінський Михайло Павлович
МПК: G01G 11/00
Формула / Реферат:
Конвейерные весы, встраиваемые в конвейер, содержащие устройство преобразования измеряемой нагрузки, снабженное датчиками массы и скорости, подключенными к измерительному блоку, отличающиеся тем, что устройство преобразования измеряемой нагрузки выполнено в виде установленной на силоизмерительные датчики грузоприемной платформы, расположенной между опорными платформами, жестко закрепленными к раме конвейера, при этом на грузоприемной и...
Попередній патент: Спосіб усунення перехресних похибок у надлишкових блоках двокомпонентних інерціальних датчиків
Наступний патент: Спосіб ультразвукового дослідження гемодинаміки артерій язика
Випадковий патент: Спосіб управління автономною електроенергетичною системою