Спосіб виготовлення великотоннажного металевого злитка
Номер патенту: 94333
Опубліковано: 26.04.2011
Автори: Зайцев Володимир Анатолійович, Стовпченко Ганна Петрівна, Федоровський Борис Борисович, Медовар Лев Борисович, Саєнко Володимир Якович, Полішко Ганна Олексіївна, Журавель В'ячеслав Михайлович
Формула / Реферат
1. Спосіб виготовлення великотоннажного металевого злитка, що включає виготовлення вихідного злитка і послідовне електрошлакове наплавлення на нього одного або більше шарів металу, який відрізняється тим, що наплавлення першого і кожного подальшого шару здійснюють після попереднього повороту вихідного або наплавленого злитка в його вертикальній площині на 180°.
2. Спосіб за п. 1, який відрізняється тим, що наплавлення першого і кожного подальшого шару на вихідний злиток здійснюють на ще незахололий після виплавки або наплавлення злиток, що має температуру не менше 300 °С.
3. Спосіб за п. 1 або 2, який відрізняється тим, що вихідний злиток виготовляють порожнистим.
Текст
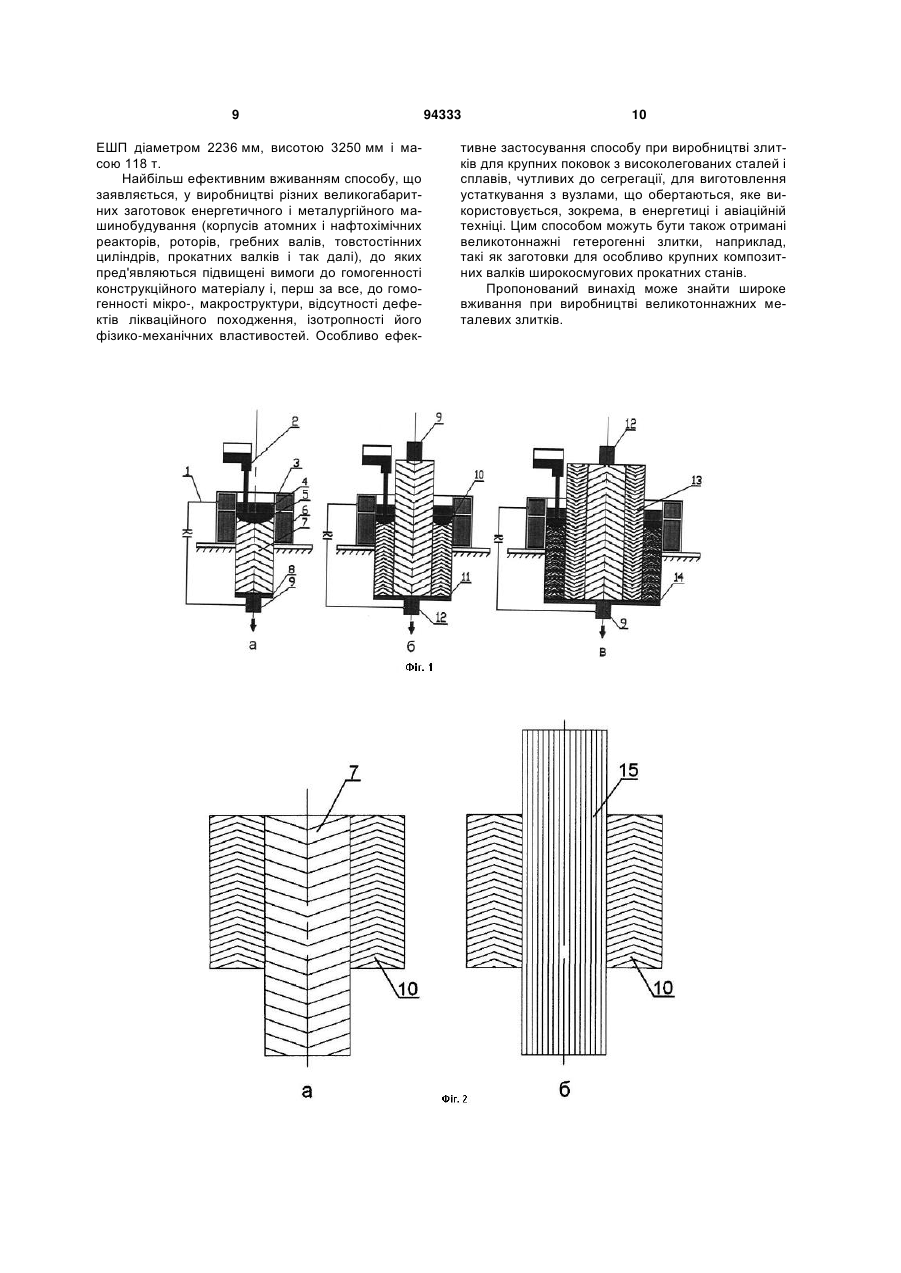
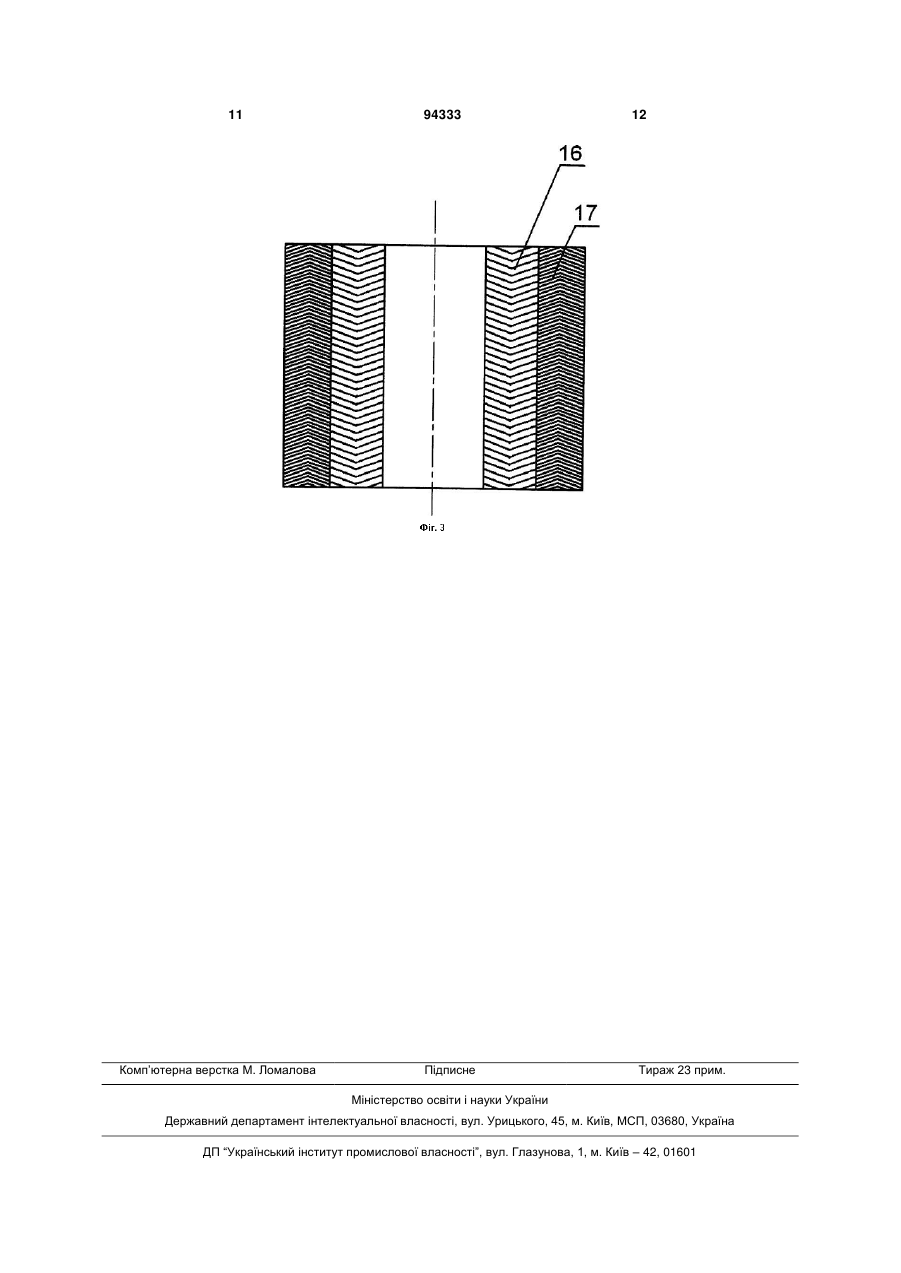
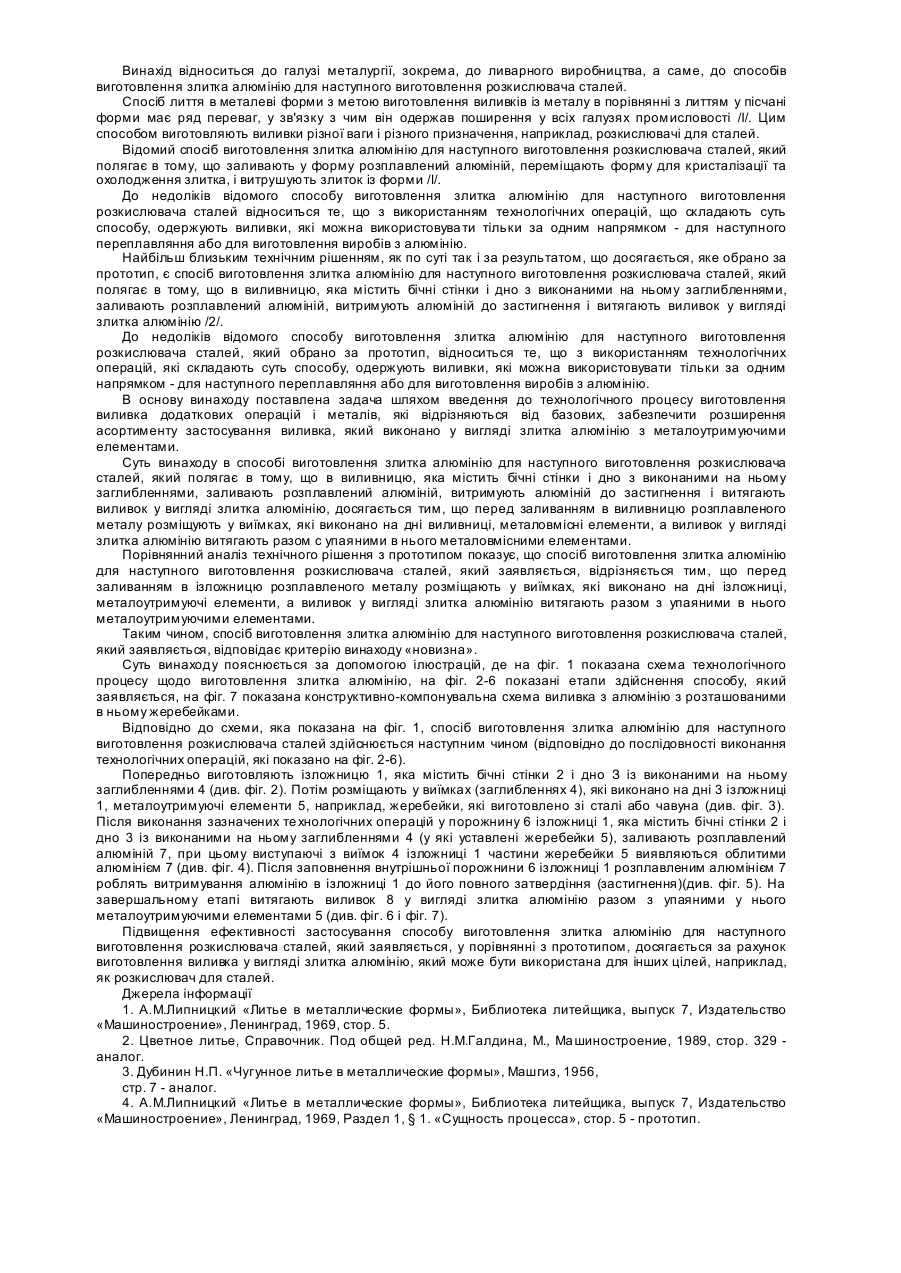
1. Спосіб виготовлення великотоннажного металевого злитка, що включає виготовлення вихідного злитка і послідовне електрошлакове наплавлення на нього одного або більше шарів металу, який відрізняється тим, що наплавлення першого і кожного подальшого шару здійснюють після попереднього повороту вихідного або наплавленого злитка в його вертикальній площині на 180°. 2. Спосіб за п. 1, який відрізняється тим, що наплавлення першого і кожного подальшого шару на вихідний злиток здійснюють на ще незахололий після виплавки або наплавлення злиток, що має температуру не менше 300 °С. 3. Спосіб за п. 1 або 2, який відрізняється тим, що вихідний злиток виготовляють порожнистим. Винахід належить до галузі електрометалургії, зокрема до способу виготовлення великотоннажного металевого злитка, і може бути використаний у виробництві різних великогабаритних заготовок енергетичного і металургійного машинобудування (корпусів атомних і нафтохімічних реакторів, роторів, гребних валів, товстостінних циліндрів, прокатних валків тощо). Відомо, що забезпечення високої якості крупних сталевих виробів енергетичного і металургійного машинобудування, традиційно пов'язано з однорідністю структури і хімічного складу вихідних поковок, що виготовляються з крупних злитків, яким властиві дефекти лікваційного і усадкового характеру (сегрегація, пористість). Ці дефекти переважно розташовуються в осьовій частині злитка і виявляються різкіше із збільшенням перерізу і маси злитка та, відповідно, розмірів двофазної зони в злитку і швидкості її твердіння. Відомий спосіб виробництва крупних сталевих злитків, направлений на підвищення якості готових злитків (Патент США № 3875990 з пріоритетом від 9.10.1973р. Happenstall Company. W.R. Cooper), який включає відливання злитка необхідного остаточного розміру, видобування металу центральної осьової частини злитка, найбільш забрудненої дефектами лікваційного і усадкового характеру, заплавлення порожнини, що утворилася, металом електрода, що витрачається, методом ЕШП (електрошлакової переплавки). Електричний струм, що проходить через шлакову ванну, регулюється так, щоб витримувати глибину проплавлення внутрішньої стінки злитка в певних заданих межах, щоб забезпечити необхідну структуру виробу. На основі електрошлакового заплавлення осьового отвору (порожнини) в злитку був розроблений технологічний процес МХКВ (MHKW), який отримав таку назву згідно з назвами фірм, що вперше випробували його в промислових умовах стосовно виробництва великотоннажних заготовок для валів роторів енергетичних установок. Проте, цей процес не знайшов широкого застосування із-за виявлених в деяких злитках МХКВ дефектів в зоні сплавлення, викликаних усадковими явищами і жорстким термодеформаційним ци (19) UA (11) 94333 (13) C2 (21) a200913931 (22) 30.12.2009 (24) 26.04.2011 (46) 26.04.2011, Бюл.№ 8, 2011 р. (72) МЕДОВАР ЛЕВ БОРИСОВИЧ, СТОВПЧЕНКО ГАННА ПЕТРІВНА, САЄНКО ВОЛОДИМИР ЯКОВИЧ, ФЕДОРОВСЬКИЙ БОРИС БОРИСОВИЧ, ПОЛІШКО ГАННА ОЛЕКСІЇВНА, ЖУРАВЕЛЬ В'ЯЧЕСЛАВ МИХАЙЛОВИЧ, ЗАЙЦЕВ ВОЛОДИМИР АНАТОЛІЙОВИЧ (73) ПРИВАТНЕ ПІДПРИЄМСТВО "ЕЛМЕТ-РОЛ" (56) UA 8711 U, 15.08.2005 UA 22677 U, 25.04.2007 UA 21514 U, 15.03.2007 US 3885922 A, 27.05.1975 US 3959575 A, 25.05.1976 3 клом, який має місце при заплавленні порожнини крупних сталевих злитків. Найбільш близьким по технічній суті і результату, що досягається, до пропонованого способу є спосіб виробництва великотоннажного металевого злитка (Патент US 615581254В1 від 6.06.2004p.). Суть відомого способу полягає у виготовленні суцільного вихідного злитка і послідовному електрошлаковому наплавленні на нього одного або більше шарів металу при незмінному вертикальному напрямі його подовжньої осі ("голова-дно") з контрольованою подачею рідкого металу в короткий струмопідвідний кристалізатор, в який заздалегідь встановлена крупна заготівка, поперечний переріз якої досягає 90% від площі формуючої частини кристалізатора з використанням шлакової ванни, що нагрівається в результаті проходження через неї електричного струму. Вказана операція може бути повторена з такою заготівкою з подвоєним радіусом, один або більше разів в кристалізаторах більших розмірів до досягнення необхідних розмірів великотоннажного злитка. У відомому способі для забезпечення бездефектного сплавлення вихідного злитка з наплавлюваним шаром здійснюють підігрівання вихідного злитка до температури 800°С. Істотним недоліком вищеописаного способу є те, що виготовлення крупного злитка шляхом одно- або багаторазового послідовного наплавлення заготівки при незмінному вертикальному напрямі його подовжньої осі("голова-дно") не може гарантувати здобуття однорідної дрібнозернистої макро-, мікроструктури наплавленого багатошарового злитка по його висоті (довжині). Однонаправлений від дна до голови характер кристалізації шарів багатошарового злитка, отриманого вказаним способом, що наплавляються, у поєднанні з різними умовами формування донної і головної частин цих шарів приводять до неминучого розвитку анізотропії структури і властивостей металу наплавленого злитка в цілому. Внаслідок чого метал крупних литих злитків, отриманих за вище описаним способом, не може повною мірою відповідати постійно зростаючим вимогам до гомогенності конструкційного матеріалу і, перш за все, до гомогенності мікроструктури і ізотропності його фізикомеханічних властивостей. Крім того, додаткове нагрівання заготівки до температури 800°С збільшує енерговитрати при виготовленні великотоннажного злитка і ускладнює спосіб його виготовлення унаслідок необхідності додаткових технологічних операцій на нагрів. Наплавлення шару (шарів) на вихідний злиток, що виконано суцільного перерізу, обмежує сферу застосування відомого способу, оскільки ним можна виробляти великотоннажні металеві злитки лише суцільного перерізу, в той час, як для енергетичного і нафтохімічного машинобудування в основному потрібні великотоннажні порожнисті заготовки. В основу винаходу поставлена задача розробити спосіб виготовлення великотоннажного металевого злитка, який дозволяв би підвищити ізотропність кристалічної структури і властивості великотоннажних металевих злитків, тобто підви 94333 4 щити якість виготовленого злитка при зниженні енерговитрат на його виготовлення. Технічний результат досягається тим, що в способі виготовлення великотоннажного металевого злитка, що включає виготовлення вихідного злитка і послідовне електрошлакове наплавлення на нього одного або більш шарів металу, згідно з винаходом, наплавлення першого і кожного подальшого шару здійснюють після попереднього повороту вихідного або наплавленого злитка в його вертикальній площині на 180°. Наплавлення першого і кожного подальшого шару на вихідний (або вже наплавлений) злиток здійснюють на ще незахололий після виплавки (або наплавлення) злиток, що має температуру не менше 300°С. Це дозволяє понизити рівень напруги в наплавленому злитку, що особливо важливе в разі виготовлення великотоннажного металевого злитка з легованої сталі, схильної до утворення тріщин при зварюванні і для якого попереднє підігрівання до 300°С перед зварюванням (або наплавленням) є обов'язковим. За рахунок використання акумульованого цим злитком при виплавці (або наплавленню) тепла, згідно з винаходом, відпадає необхідність в додатковому спеціальному підігріванні заготівки, що наплавляється. В результаті електрошлакового наплавлення на вихідний злиток першого і кожного подальшого шару після попереднього повороту вихідного або наплавленого злитка в його вертикальній площині на 180° (тобто після попереднього повороту осі "голова-дно" злитка в його вертикальній площині на 180°) кожного разу відбувається зміна (на зворотне) характеру спрямованості його кристалізації, і в результаті формується розосереджена і дрібнозерниста структура наплавленого злитка, що у свою чергу підвищує ізотропність кристалічної структури злитка в цілому і одночасно знижує рівень напруженого стану наплавленого злитка. Завдяки наплавленню першого і кожного подальшого шару на ще не охололий після твердіння або наплавлення злиток, що має температуру не менше 300°С, розширюються можливості виготовлення великотоннажних злитків, зокрема гетерогенних злитків для прокатних валків, що складаються з металевих шарів, які різко відрізняються між собою по хімічному складу і властивостях, наприклад зовнішнього зносостійкого робочого шару з високолегованої швидкорізальної сталі і внутрішнього шару (осі) з в'язкої вуглецевої сталі. Крім того, застосування запропонованого способу дозволяє виконувати наплавлення першого або подальших шарів на вихідний злиток східчасто, що дає можливість в процесі виготовлення великотоннажного злитка сформувати циліндричну цапфу для зручності подальшого кування злитка на пресі або виготовити східчастий злиток, що має форму, близьку до форми готового прокатного валка, у тому числі композитного. При виготовленні східчастого злитка для композитного валка як вихідний злиток може бути використана заготівка (вісь), отримана куванням, що дозволяє додатково забезпечити вищу експлуатаційну стійкість таких валків і, перш за все, підвищити їх стійкість до крихких руйнувань (поломок). 5 Застосування запропонованого способу дозволяє отримувати також великотоннажні порожнисті злитки шляхом використання як вихідна заготівка злитка порожнистий злиток, який може бути отриманий будь-яким відомим способом, наприклад методом ЕШП, дозволяє розширити сферу застосування способу. Великотоннажні порожнисті злитки, отримані із застосуванням запропонованого способу, можуть бути піддані подальшому гарячому розковуванню на пресі або розкатуванню на кільцерозкатувальному стані, а також можуть бути використані в литому вигляді, наприклад у виробництві транспортних контейнерів для перевезення відпрацьованого ядерного палива АЕС. Суть винаходу пояснюється кресленнями, де: на Фіг.1 зображена принципова схема виготовлення великотоннажного ковальського злитка круглого перерізу методом електрошлакової переплавки (ЕШП) з використанням струмопідвідного водоохолоджувального короткого кристалізатора і рідкого металу, що витрачається: здобуття вихідного злитка (а); наплавлення металу першого шару на вихідний злиток після попереднього повороту його подовжньої осі "голова-дно" на 180° у вертикальній площині (б); наплавлення металу другого шару на наплавлений перший шар злитка у площині (в); на Фіг.2 зображена схематична будова структури східчастих великотоннажних ковальських злитків: з однією цапфою - для подальшого кування на пресі (а) і з двома цапфами - заготовки прокатного валка (б); на Фіг.3 зображена схематична будова структури великотоннажного порожнистого злитка, який може бути використаний для подальшого його гарячого розковування на пресі або розкатування на кільцерозкатувальному стані. На Фіг.1 - Фіг.3 представлені наступні позначення: 1 - електричне коло, 2 - дозувальний пристрій для заливання рідкого металу, 3 - струмопідвідна секція водоохолоджувального кристалізатора, 4 шар рідкого електропровідного синтетичного шлаку (шлакова ванна), 5 - металева ванна, 6 - формувальна секція водоохолоджувального кристалізатора, 7 вихідний злиток, 8 водоохолоджувальний піддон, 9 - затравка; 10 перший шар металу, що наплавляється, на вихідний злиток, 11 - водоохолоджувальний кільцевий піддон для наплавлення першого шару металу, 12 - затравка, заздалегідь приварена до головної частини злитка, що наплавляється, 13 - другий шар металу, що наплавляється, 14 - водоохолоджувальний кільцевий піддон для наплавлення другого шару металу, 15 - вихідна кована заготівка, 16 вихідний порожнистий злиток, 17 - наплавлений шар металу на порожнистий злиток. Запропонований спосіб здійснюється таким чином. На першому етапі реалізації способу виготовляють вихідний злиток. Вихідний злиток виготовляють, переважно, методом ЕШП (переплавкою електрода, що витрачається, або так, як показано на Фіг.1а), або методом відливання у виливницю. Згідно із запропонованим способом вихідний зли 94333 6 ток виготовляють, як суцільним (суцільного перерізу), так і порожнистим. Перед початком плавки ЕШП у формувальну секцію 6 водоохолоджувального кристалізатора знизу вводиться водоохолоджувальний піддон 8 з затравкою 9 і зверху в струмопідвідну секцію 3 кристалізатора заливається шар рідкого електропровідного синтетичного шлаку 4, виплавленого в окремому агрегаті, потім також зверху з дозувального пристрою 2 безперервно або періодично подається рідкий метал, який проходить через шлакову ванну 4 і утворює металеву ванну 5. Процес ЕШП починається при підведеній напрузі до струмопідвідної секції 3 кристалізатора і до піддона 8 із закріпленою в ньому затравкою 9. Після заливки шлаку 4, а потім і подачі рідкого металу 5, який витісняє шлак 4 з формувальної секції 6 кристалізатора в проміжну і струмопідвідну секції 3, встановлюється стійке електричне коло 1, яка замикається через шлакову ванну 4. При проходженні через неї електричного струму виділяється теплова енергія, за рахунок якої підтримується заданий рівень температури шлакової ванни. В результаті направленої "знизу-вверх" кристалізації нижньої частини металевої ванни 5 формується злиток 7, який разом з піддоном 8 і закріпленою в ньому затравкою 9, яка сплавляється з донною частиною злитка, утворюючи нероз'ємне з'єднання, безперервно витягується вниз з кристалізатора. В процесі формування злитка ЕШП здійснюють постійний кількісний контроль маси рідкого металу, що вводиться, в кристалізатор і, відповідно, швидкості витягування злитка з кристалізатора з метою дотримання масового балансу поточного надходження рідкого металу в кристалізатор і витягування твердого металу злитка з кристалізатора. Процес формування і витягування злитка ЕШП здійснюється за допомогою автоматичної системи управління, завдяки якій верхній рівень металевої ванни на границі металшлак утримується практично постійним відносно сигналу електронного датчика, встановленого у верхній частині формувальної секції 6 кристалізатора. Технологічний режим виготовлення вихідного злитка ЕШП призначають залежно від фізикохімічних властивостей металу злитка, що виплавляється, і його діаметра. Діаметр вихідного злитка для кожного конструкційного матеріалу вибирають таким, щоб можна було гарантувати одержання в ньому задовільної однорідної структури і відсутність дефектів лікваційного походження. На другому етапі реалізації способу наплавляють шар металу на раніше отриманий ще не захололий вихідний злиток ЕШП, що мас температуру не менше 300°С. Вживання такої технологічної операції при електрошлаковому наплавленні помітно знижує залишкову напругу і дозволяє уникнути появи тріщин в зоні сплаву шарів. При цьому, згідно з пропонованим винаходом, досягається практично той же ефект, що і в прототипі. Проте, згідно з пропонованим способом, для досягнення цього ефекту відпадає необхідність в додатковому попередньому підігріванні заготівки, що наплавляється, до 800°С і вживання для цього спеціального термічного устаткування. 7 Проте в разі використання запропонованого способу для здобуття великотоннажного злитка із сталі, не схильної до утворення тріщин при зварюванні, наплавлення одного або більше шарів на вихідний злиток може проводитись на захололий злиток. Для наплавлення шару металу на вихідний злиток 7 до головної частини вихідного злитка, з якого заздалегідь віддаляється шлакова шапка і поверхні зачищаються від шлакового гарнісажу, приварюється затравка 12. Потім злиток після повороту його подовжньої осі "голова-дно" на 180° у вертикальній площині встановлюють головною частиною в кільцевий водоохолоджувальний піддон 11 і закріплюють в ньому затравку 12. Злиток 7 разом з піддоном 11 вводять знизу у формувальну секцію 6 короткого струмопідвідного кристалізатора, такого ж типу, як і кристалізатор, в якому виплавляли вихідний злиток, але більшого діаметра, на величину, рівну подвоєному заданому зазору між поверхнею вихідного злитка і поверхнею формувальної секції кристалізатора. При цьому кільцевий водоохолоджувальний піддон 11 знизу закриває кільцевий зазор між злитком 7 і внутрішньою поверхнею формувальної секції 6 кристалізатора. Процес наплавлення починається при підведеній напрузі до струмопідвідної секції 3 кристалізатора і до піддона 11 із закріпленою в ньому затравкою 12. Для цього в плавильний проміжок (зазор) зверху заливається шap рідкого синтетичного електропровідного шлаку 4, виплавленого в окремому агрегаті. Потім також зверху за допомогою дозувального пристрою 2 безперервно або періодично в цей зазор подається рідкий метал 5, який проходить через шлакову ванну 4 і утворює металеву ванну 5, яка розбавляється металом, що утворюється в результаті оплавлення поверхні вихідного злитка 7 за рахунок тепла, що виділяється в шлаковій ванні при проходженні через неї електричного струму. В результаті направленої "знизу-вверх" кристалізації металевої ванни і позитивної дії на цей процес оплавленого вихідного злитка, як макроходильника, що відбирає тепло від металу, що кристалізується, на бічній поверхні вихідного злитка безперервно формується кільцевий наплавлений шар металу 10, по своєму хімічному складу аналогічний металу вихідного злитка, що наплавляється, або що відрізняється від нього по своєму хімічному складу, в разі здобуття композитної заготівки. Унаслідок того, що наплавлення шару металу 10 на вихідний злиток проводять в напрямі, протилежному тому, як відбувалася його виплавка, забезпечується формування розосередженої і дрібнозернистої структури і ізотропність властивостей металу шару, що наплавляється, і наплавленого крупного злитка ЕШП в цілому. В процесі формування наплавленого злитка ЕШП здійснюють постійний кількісний контроль маси рідкого металу, що вводиться, в кристалізатор і, відповідно, швидкості витягування злитка з кристалізатора. Процес формування наплавленого шару і витягування злитка ЕШП здійснюється за допомогою автоматичної системи управління, завдяки якій верхній рівень металевої ванни на гра 94333 8 ниці метал-шлак утримується практично постійним відносно сигналу електронного датчика, встановленого у верхній частині формуючої панелі кристалізатора. Технологічний режим формування наплавленого злитка ЕШП призначають залежно від фізико-хімічних властивостей металу злитка, що наплавляється, і його діаметра. Діаметр злитка, що наплавляється, для кожного конструкційного матеріалу вибирають таким, щоб можна було гарантувати здобуття в ньому розосередженої і дрібнозернистої однорідної структури і відсутність дефектів лікваційного походження. На третьому і подальших етапах (в разі наплавлення більшої кількості шарів) при реалізації способу здійснюють технологічні операції, аналогічні тим, які виконувалися при наплавленні першого шару на вихідний злиток, описані вище. Для виготовлення великотоннажного металевого порожнистого злитка (Фіг.3) як вихідний злиток застосовують порожнистий злиток 16. Наплавлення першого 17 і подальших шарів металу згідно з пропонованим способом проводять аналогічно тому, як це було описано вище в разі здобуття великотоннажного злитка суцільного перерізу. Приводиться конкретний приклад реалізації способу. Конкретний приклад реалізації способу У струмопідвідному водоохолоджувальному короткому кристалізаторі ЕШП з використанням рідкого металу сталі марки 10Г2НМФА і флюсу системи CaF2-Al2O3-CаO-SiO2 виплавляється вихідний злиток ЕШП діаметром 1000 мм, висотою 3250 мм і масою 20 т. Ще не захололий злиток (з температурою вище 300°С) після видалення шлакової шапки, зачистки поверхні від шлакового гарнісажу і приварювання до головної його частини затравки діаметром 300 мм після повороту його подовжньої осі "голова-дно" на 180° у вертикальній площині встановлюють головною частиною в кільцевий водоохолоджувальний піддон і вводять знизу в короткий струмопідвідний кристалізатор діаметром 1732 мм, такого ж типу, як і кристалізатор, в якому виплавляли вихідний злиток ЕШП, і проводять електрошлакове наплавлення першого шару рідким металом з тієї ж сталі 10Г2ПМФ, що і вихідний злиток, з використанням того ж флюсу системи CaF2-Al2О3-CаO-SiO2. Наплавлення першого шару металу товщиною 366 мм здійснюється по всій висоті вихідного злитка. Маса наплавленого злитка складає 60 т. Після видалення шлакової шапки і зачистки поверхні від шлакового гарнісажу ще не захололий (при температурі вище 300°С) наплавлений злиток після повороту його подовжньої осі "голова-дно" на 180° у вертикальній площині встановлюють донною частиною в кільцевий водоохолоджувальний піддон і вводять знизу в короткий струмопідвідний кристалізатор діаметром 2236 мм, аналогічного типу, і проводять електрошлакове наплавлення 2-го шару рідким металом з тієї ж сталі 10Г2НМФ, що і вихідний злиток, з використанням того ж флюсу системи CaF2-Al2O3-CаOSiO2. Наплавлення 2-го шару металу товщиною 252 мм проводять по всій висоті наплавленого раніше злитка. В результаті реалізації способу, що заявляється, забезпечується виготовлення злитка 9 ЕШП діаметром 2236 мм, висотою 3250 мм і масою 118 т. Найбільш ефективним вживанням способу, що заявляється, у виробництві різних великогабаритних заготовок енергетичного і металургійного машинобудування (корпусів атомних і нафтохімічних реакторів, роторів, гребних валів, товстостінних циліндрів, прокатних валків і так далі), до яких пред'являються підвищені вимоги до гомогенності конструкційного матеріалу і, перш за все, до гомогенності мікро-, макроструктури, відсутності дефектів лікваційного походження, ізотропності його фізико-механічних властивостей. Особливо ефек 94333 10 тивне застосування способу при виробництві злитків для крупних поковок з високолегованих сталей і сплавів, чутливих до сегрегації, для виготовлення устаткування з вузлами, що обертаються, яке використовується, зокрема, в енергетиці і авіаційній техніці. Цим способом можуть бути також отримані великотоннажні гетерогенні злитки, наприклад, такі як заготовки для особливо крупних композитних валків широкосмугових прокатних станів. Пропонований винахід може знайти широке вживання при виробництві великотоннажних металевих злитків. 11 Комп’ютерна верстка М. Ломалова 94333 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing large-tonnage metal ingot
Автори англійськоюMedovar Lev Borysovych, Stovpchenko Hanna Petrivna, Saienko Volodymyr Yakovych, Fedorovskyi Borys Borysovych, Polishko Hanna Oleksiivna, Zhuravel Viacheslav Mykhailovych, Zaitsev Volodymyr Anatoliiovych
Назва патенту російськоюСпособ изготовления крупнотоннажного металлического слитка
Автори російськоюМедовар Лев Борисович, Стовпченко Анна Петровна, Саенко Владимир Яковлевич, Федоровский Борис Борисович, Полишко Анна Алексеевна, Журавель Вячеслав Михайлович, Зайцев Владимир Анатольевич
МПК / Мітки
МПК: B22D 19/16, C23C 6/00, B23K 25/00, C22B 9/18
Мітки: виготовлення, злитка, металевого, спосіб, великотоннажного
Код посилання
<a href="https://ua.patents.su/6-94333-sposib-vigotovlennya-velikotonnazhnogo-metalevogo-zlitka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великотоннажного металевого злитка</a>
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей
Номер патенту: 66972
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович
МПК: B22D 7/00, C22C 21/00
Мітки: розкислювача, спосіб, алюмінію, наступного, сталей, виготовлення, злитка
Формула / Реферат:
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей, який полягає в тому, що в виливницю, яка містить бічні стінки і дно з виконаними на ньому заглибленнями, заливають розплавлений алюміній, витримують алюміній до застигнення і витягають виливок у вигляді злитка алюмінію, який відрізняється тим, що перед заливанням в виливницю розплавленого металу розміщають у виїмках, які виконано на дні виливниці,...
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей

Номер патенту: 64887
Опубліковано: 15.03.2004
Автори: Бондаренко Сергій Вікторович, Віткалов Іван Сергійович, Левін Павло Борисович
МПК: B22D 21/00, B22D 7/00, B22D 3/00, C22B 21/00
Мітки: розкислювача, наступного, сталей, алюмінію, заготовка, злитка, виготовлення
Формула / Реферат:
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію трапецеподібної форми з похилими бічними стінками і паралельними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою ніж нижня, яка відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання...
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: B22C 9/00
Мітки: виготовлення, ливарна, форма, алюмінію, злитка
Формула / Реферат:
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Спосіб усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів
Номер патенту: 49150
Опубліковано: 26.04.2010
Автори: Чернобаєв Максим Вікторович, Чернобаєв Віктор Михайлович, Кушнерова Катерина Юріївна, Бредихін Віктор Миколайович
МПК: B22D 11/00
Мітки: металів, безперервному, ділянок, горизонтальному, сплавів, кольорових, спосіб, окислених, усунення, злитка, утворення, литті, поверхні, їхніх
Формула / Реферат:
Спосіб усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів, який включає подачу захисного газу в зону формоутворення злитка, який відрізняється тим, що як захисний газ використовується водяна пара під надлишковим тиском, рівним 5-20 мм. вод. ст.
Пристрій для усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів
Номер патенту: 49149
Опубліковано: 26.04.2010
Автори: Бредихін Віктор Миколайович, Чернобаєв Віктор Михайлович, Кушнерова Катерина Юріївна, Чернобаєв Максим Вікторович
МПК: B22D 11/00
Мітки: пристрій, їхніх, литті, поверхні, ділянок, безперервному, кольорових, окислених, злитка, горизонтальному, сплавів, усунення, металів, утворення
Формула / Реферат:
Пристрій для усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів, який містить захисний кожух і раму, який відрізняється тим, що захисний кожух виконаний із двох частин: нижньої і верхньої, причому нижня частина захисного кожуха спирається на раму і оснащена знизу патрубком для видалення конденсату, а верхня частина захисного кожуха, оснащена зверху патрубком для...
Попередній патент: Магнітооптичний спосіб зсуву фази електричного сигналу
Наступний патент: Металеве рамне податливе кріплення
Випадковий патент: Спосіб виділення фактора росту нервової тканини з отрути змії