Спосіб керування процесом зменшення розміру частинок матеріалу, машина для зменшення розміру частинок матеріалу та спосіб калібрування такої машини
Номер патенту: 95647
Опубліковано: 25.08.2011
Автори: Мертен Йорг, Бернауер Ханс-Петер, Дерійк Бруно, Бальцер Олаф, Зілл Юрген, Мекленбург Олівер, Штанкманн Вольфганг
Формула / Реферат
1. Спосіб керування процесом зменшення розміру частинок матеріалу за допомогою пропускання матеріалу через зазор між валками (18, 20), в якому безперервно вимірюють щонайменше один робочий параметр, наприклад величину струму щонайменше одного двигуна, зв'язаного щонайменше з одним валком (18, 20), і регулюють зазор (16) за допомогою регулювання вказаного робочого параметра так, щоб він відповідав еталонному робочому параметру.
2. Спосіб за п. 1, в якому вказаний матеріал є порошком і/або напіврідкою речовиною.
3. Спосіб за п. 1 або 2, в якому процес зменшення розміру частинок є процесом попереднього рафінування при виготовленні кондитерської маси, наприклад, в процесі виготовлення шоколаду.
4. Машина для зменшення розміру частинок матеріалу за допомогою пропускання матеріалу через зазор (16) між валками (18, 20), яка містить пристрій для вимірювання щонайменше одного робочого параметра, такого як струм, щонайменше одного двигуна, зв'язаного щонайменше з одним валком (18, 20), і пристрій (22) для регулювання зазору на основі узгодження виміряного робочого параметра з еталонним робочим параметром.
5. Машина за п. 4, яка являє собою передрафінер (10) в машині для виготовлення кондитерської маси, наприклад, в машині для виготовлення шоколаду.
6. Машина для виготовлення шоколаду, яка містить: щонайменше один змішувач; щонайменше одну машину за п. 4 або 5; щонайменше один рафінер (12) і щонайменше один пристрій (14) для конширування і/або гомогенізації.
7. Спосіб калібрування машини для зменшення розміру частинок матеріалу за допомогою пропускання матеріалу через зазор (16) між валками (18, 20), який включає етап вимірювання щонайменше одного робочого параметра, такого як струм двигуна, щонайменше одного двигуна, зв'язаного з щонайменше одним валком (18, 20), при цьому вказаний робочий параметр зв'язаний з бажаним розміром частинок і/або консистенцією маси; і етап встановлення робочого параметра, зв'язаного з бажаним розміром частинок і/або консистенцією маси, як цільового робочого параметра.
Текст
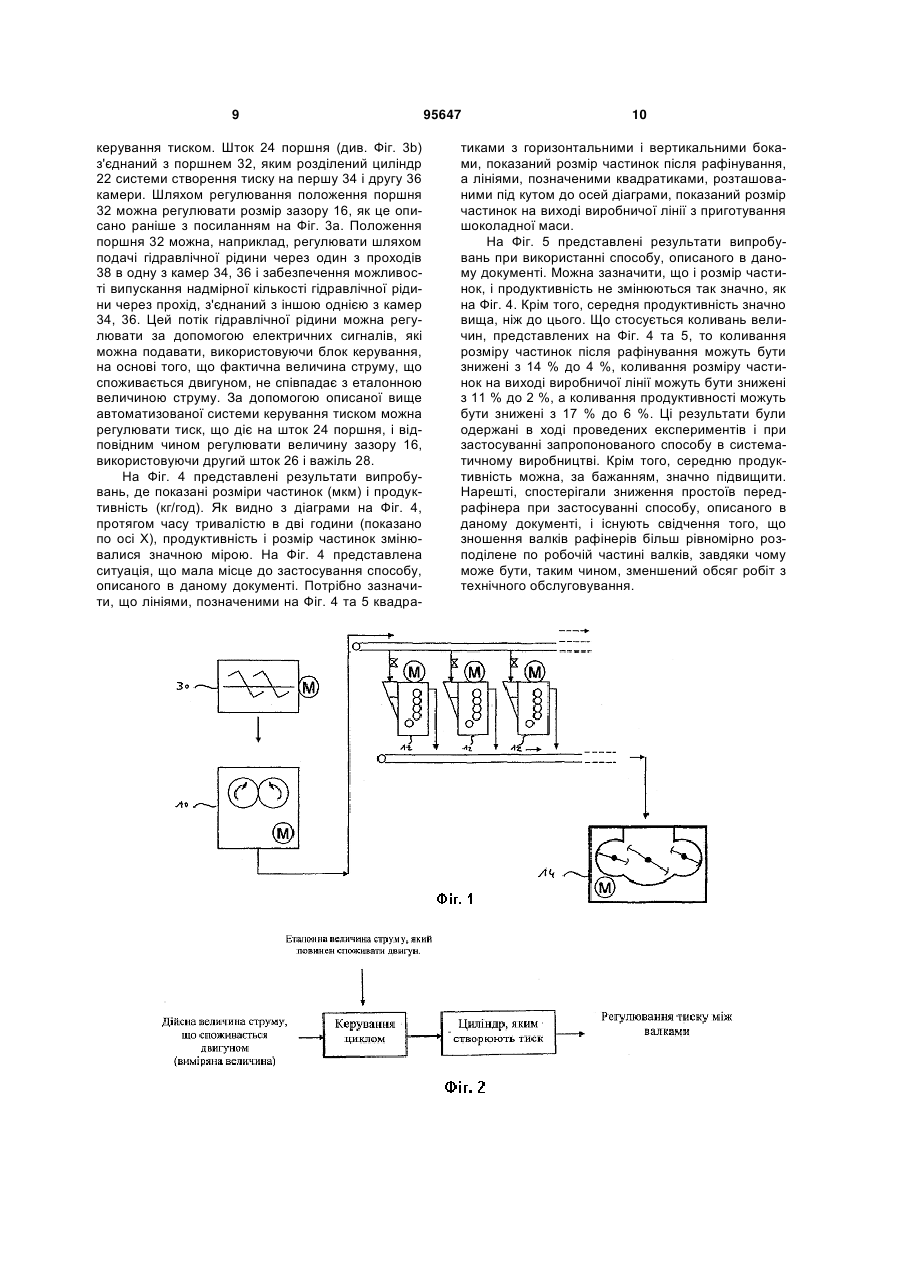
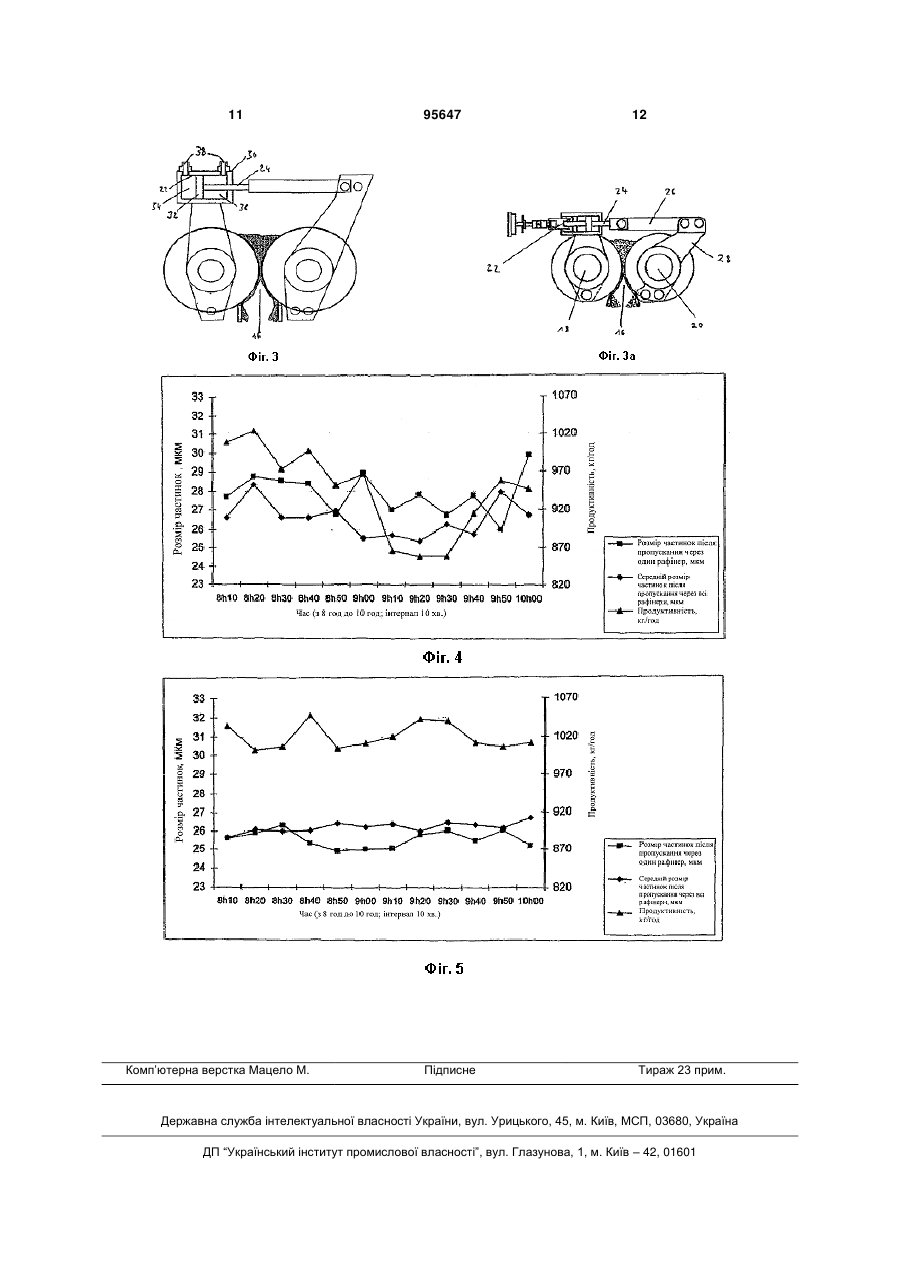
1. Спосіб керування процесом зменшення розміру частинок матеріалу за допомогою пропускання матеріалу через зазор між валками (18, 20), в якому безперервно вимірюють щонайменше один робочий параметр, наприклад величину струму щонайменше одного двигуна, зв'язаного щонайменше з одним валком (18, 20), і регулюють зазор (16) за допомогою регулювання вказаного робочого параметра так, щоб він відповідав еталонному робочому параметру. 2. Спосіб за п. 1, в якому вказаний матеріал є порошком і/або напіврідкою речовиною. 3. Спосіб за п. 1 або 2, в якому процес зменшення розміру частинок є процесом попереднього рафі C2 2 (11) 1 3 міру частинок і регулювання консистенції шоколадної маси, може містити валки, між якими встановлюють визначений зазор, через який пропускають шоколадну масу для зменшення розміру частинок. У цьому контексті, в ЕР 0123015 А2 описаний пристрій для моніторингу і регулювання густини шоколадної маси, в якому вимірюють калориметричні сигнали і їх використовують для регулювання тиску, що створюється між валками. У ЕР 0953291 В1 описаний спосіб рафінування матеріалу для кондитерських виробів, наприклад, шоколадної маси, згідно з яким відстань між валками безперервно вимірюють, порівнюють з еталонною відстанню і використовують ці дані для регулювання швидкості обертання одного з валків. Нарешті, в патенті США 6182914 В1 розкритий спосіб вимірювання сили, з якою матеріал для кондитерських виробів діє на валки, і спосіб регулювання зазору між валками таким чином, щоб узгоджувати його із згаданою силою. Даний винахід забезпечує вдосконалений спосіб керування процесом зменшення розміру частинок матеріалу, який служить для приготування маси зі зменшеним діапазоном коливання розміру частинок. Цей спосіб підвищує ефективність всього процесу, наприклад, процесу виготовлення кондитерської маси, наприклад, шоколаду. Крім того, винаходом створена машина, використання якої може призвести до досягнення згаданої ефективності, а також створений спосіб калібрування такої машини. Ця задача вирішується способом за п. 1 формули винаходу. Відповідно до способу керування, описаного тут, вимірюють щонайменше один робочий параметр щонайменше одного двигуна, зв'язаного щонайменше з одним валком, і регулюють зазор шляхом регулювання робочих параметрів таким чином, щоб узгоджувати його з еталонним робочим параметром. Наприклад, можна безперервно вимірювати величину електричного струму, яким живлять щонайменше один двигун, зв'язаний щонайменше з одним валком, наприклад, двигун, яким приводять валок, і регулювати зазор шляхом регулювання величини струму, яким живлять двигун таким чином, щоб узгоджувати його з еталонною величиною струму, який повинен споживати двигун. Додатково або альтернативно, інші робочі параметри щонайменше одного двигуна, наприклад, потужність, що споживається, крутний момент, що створюється, і кількість обертів в хвилину або в секунду можна використовувати в способі, описаному тут. Хоча подальший докладний опис сфокусований на струмі, що споживається щонайменше одним двигуном, винахід не обмежений цим, і один або більше вищезазначений робочий параметр або даних можна використовувати в запропонованому у винаході способі замість або на додаток до струму, що живить двигун. Як указано вище, в процесі, яким керують способом, описаним тут, розмір частинок матеріалу зменшують шляхом пропускання матеріалу через зазор між валками. Матеріалом може бути будьяке тісто або тістоподібна маса, напіврідка речовина, порошок, суспензія або подібний матеріал. У цей час спосіб, описаний тут, переважно, викорис 95647 4 товують для попереднього рафінування шоколадної маси в процесі виготовлення шоколаду. Що стосується подробиць процесу, то можна послатися на вище згадані документи, зміст яких включений в даний документ шляхом посилання. Коротше кажучи, інгредієнти шоколадної маси змішують щонайменше в одному змішувачі, а потім подають у передрафінер. При випусканні матеріалу із змішувача розміри частинок можуть бути в діапазоні від близько 700 мкм до близько 800 мкм. Консистенція матеріалу може бути описана як груба або, якщо мова йде про напіврідку речовину, то вона може бути описана як речовина низької в'язкості. Після передрафінера, до якого спосіб, описаний тут, може бути прикладений, розмір частинок становить близько 250 мкм або менше. Це може бути, наприклад, досягнуте за рахунок зазору між валками, що становить від 100 мкм до 200 мкм. Це приблизно відповідає діапазону, в межах якого регулюють величину зазору, як це описано нижче. При виведенні матеріалу з передрафінера він може бути описаний як напіврідке тісто або тістоподібна маса. Потім масу звичайно подають в один або більше рафінерів, в яких розмір частинок додатково зменшують, наприклад, до близько 30 мкм або менше. Матеріал може бути описаний як порошок, що має збиту структуру. У цьому контексті спосіб, описаний тут, може бути також прикладений до рафінера, а також до будь-якого іншого процесу, де розмір частинок маси або напіврідких речовин зменшують за допомогою валків. Як приклади можливого застосування способу можна згадати парфумерну промисловість або виробництво фарб. У процесі виготовлення шоколаду існує визначений еталонний розмір частинок для кожної рецептури. Крім того, бажане досягнення малих коливань розміру частинок і консистенції маси, що виводиться з передрафінера. Ця вимога пояснюється тим, що при великих коливаннях розміру частинок мають місце коливання якості готового продукту, а це ускладнює роботу подальших рафінерів з високою продуктивністю. Як добре відомо фахівцям в даній галузі техніки, частинки набирають жир залежно від їх розміру і фізичних/хімічних властивостей. Таким чином, розмір частинок впливає на консистенцію маси. Зокрема, при зменшенні розміру частинок загальна площа поверхні збільшується таким чином, що може бути набрана більша кількість жиру, і маса стає «більш суцільною», а в'язкість її збільшується. Отже, коливання розміру частинок шкідливо впливають на консистенцію маси. Таким чином, бажані малі коливання, що досягаються описаним нижче способом. Однак, навіть при заданому розмірі частинок консистенція маси може змінюватися через зміну фізичних/хімічних властивостей вихідних матеріалів. Згідно з винаходом встановлено, що струм, який споживається одним або більше двигунами, зв'язаними з валками, змінюється залежно від консистенції маси, що пропускається через зазор між валками. Іншими словами, в ідеї, описаній тут, акцент зроблений на консистенцію маси, яка впливає найбільш значним чином на подальший процес, швидше, ніж розмір частинок, який не на 5 пряму співвідноситься з консистенцією. Таким чином, в раніше відомих процесах, де регулювали зазор між валками і/або тиск, що створюється валками, брали до уваги тільки розмір частинок. На противагу цьому, в даному винаході увага сфокусована на консистенції, яка, як вважають автори, співвідноситься до величини струму, що споживається одним або двигунами, зв'язаними з валками. Це може бути пояснено описаними нижче причинами, але винахід не обмежений цим. При пропусканні матеріалу через зазор між валками збільшуються зсувні зусилля, при цьому може мати місце різниця швидкостей валків, і це може шкідливо впливати на величину струму, що споживається двигуном. Таким чином, винаходом відкритий практично прямий і надійний спосіб регулювання дії валків завдяки врахуванню найбільш важливої властивості маси, тобто її консистенції, і використанню її взаємовідношення з величиною струму, що споживається двигуном, взаємовідношення якого встановили автори. Консистенція маси може, як це згадано вище, змінюватися через відмінність властивостей вихідних матеріалів, що використовуються, і їх коливання, оскільки вони мають природне походження. Основуючись на встановлених фактах, які полягають в тому, що величина струму, що споживається двигуном, змінюється залежно від консистенції, прийшли до висновку, що величину струму, яка споживається двигуном, можна змінювати у визначених межах і вимірювати випуск продукції/продуктивність. У переважному варіанті вимірювали випуск продукції/продуктивність рафінера, а не передрафінера, до якого спосіб, описаний тут, може бути також прикладений. Це основане на тому факті, що випуск продукції/продуктивність рафінера дуже суттєво впливає на ефективність всього процесу, і оснований на встановлених авторами фактах, які вказують на те, що консистенція маси, що виводиться з передрафінера, впливає значним чином на випуск продукції/продуктивність рафінера. При роботі з максимальною продуктивністю (при максимальному випуску продукції) можна визначити еталонну величину струму, що споживається двигуном. У вище згаданому процесі можна передбачити калібрування, яке можна проводити один раз для кожної рецептури, для задавання еталонної величини струму, який повинен споживати двигун. Під час дії валків величину струму, що споживається двигуном, регулюють таким чином, щоб узгоджувати її з еталонною величиною струму, який повинен споживати двигун. Цього досягають за допомогою відповідного регулювання зазору між валками. Наприклад, було встановлено, що зареєстрована величина струму, що споживається двигуном, зменшується, коли через зазор пропускають «більш м'який» матеріал, тобто маса проходить через зазор відносно легше. У такій ситуації, коли тиск, і, відповідно, зазор між валками підтримують безперервно, двигуни, зв'язані з валками, споживають менше струму. Альтернативно, коли маса стає порівняно «сухою» і тиск, а, відповідно, і зазор між валками підтримують безперервно, двигун споживає більший струм. Це, однак, якщо це 95647 6 трапляється під час виготовлення продукції, може призводити до проблеми, пов'язаної з коливанням розміру частинок і, таким чином, до коливань випуску продукції/продуктивності. Крім того, при цьому потрібно чекати підвищеного зношення і тертя валків. Що стосується «споживання» струму двигуном, то його можна визначати таким чином. Двигуни, які можуть використовуватися в процесі, описаному тут, виготовляють з розрахунком на споживання визначеного струму. Якщо величина струму стає дуже великою, то система керування вимикає двигун. Таким чином, двигуни, що використовуються, можуть містити вбудований амперметр будь-якого типу, і він може бути з'єднаний з блоком керування, який є в наявності, за допомогою якого виконують безперервний моніторинг струму, що споживається двигуном. У зв'язку з процесом, описаним тут, блок керування можна використовувати для порівняння фактичної величини струму, що споживається двигуном, з еталонною величиною струму, який повинен споживати двигун, і, як згадано вище, для виконання регулювання величини зазору таким чином, щоб узгоджувати фактичну величину струму, що споживається двигуном, з еталонною величиною струму. Цим можна забезпечити можливість високо автоматизованого і точного керування процесом зменшення розміру частинок матеріалу, тоді як до цього часу задачею операторів було регулювання вручну дії валків або величини зазору таким чином, щоб забезпечувалася бажана консистенція маси, що виводиться з передрафінера. Однак у різних операторів різні уявлення про ідеальну консистенцію маси. Крім того, оператор не може завжди безперервно стежити за згаданим процесом, через що регулювання іноді проводять дуже пізно. Коротше кажучи, мають місце великі коливання консистенції і розміру частинок маси, що виводиться з передрафінера. Крім того, неможливо гарантувати, що передрафінер діє з максимально досяжною продуктивністю або випуском продукції. Шляхом використання способу, описаного тут, можна подолати ці недоліки. Як було згадано вище, винахід оснований на ідеї керування величиною струму, що споживається двигуном, і не обов'язково тиском, що створюється валками, і/або зазором між ними. Цим забезпечують можливість більш безпосереднього керування, основаного на досягненні бажаної консистенції і максимальної продуктивності/випуску продукції. На основі калібрування машини, що використовується, визначена логічна функція, що використовується наступним чином. Якщо виміряна величина струму, що споживається двигуном, відрізняється від еталонної величини струму, то зазор і, відповідно, тиск між валками регулюють таким чином, щоб фактична величина струму, що споживається двигуном, узгоджувалася з еталонною величиною струму. Таким чином, забезпечують автоматизоване регулювання, яке виконується значно швидше, ніж при ручному регулюванні. Таким чином коливання консистенції маси, що виводиться з передрафінера, значно зменшуються. Крім того, може бути досяг 7 нута висока продуктивність. Як наслідок, коливання властивостей продуктів нижче по потоку, наприклад, рафінованої шоколадної маси, а також якість шоколадної маси, що піддається коншируванню, і готового продукту можуть бути підвищені. Крім того, спосіб, описаний тут, призводить до скорочення витрат, оскільки зменшується потреба в операторах. Нарешті, може бути виключене надмірне зношення валків. Переважні варіанти запропонованого у винаході способу описані в залежних пунктах формули винаходу. Як сказано вище, було встановлено, що спосіб керування, описаний тут, особливо сприятливий для виконання процесу зменшення розміру частинок порошку і/або напіврідкої речовини, наприклад, тіста або тістоподібного матеріалу. Крім того, в цей час переважним є застосування способу керування, описаного тут, в способі виготовлення маси для кондитерських виробів, наприклад, в способі, в якому шоколадну масу заздалегідь рафінують, використовуючи цей процес як частину процесу виготовлення шоколаду. Поставлену вище задачу вирішують, використовуючи машину, описану в п. 4 формули винаходу. Відповідно до цього і для виконання описаного вище способу керування, машина забезпечена щонайменше одним пристроєм для вимірювання величини струму, що споживається щонайменше одним двигуном, зв'язаним щонайменше з одним валком, і пристроєм для регулювання зазору або зони контакту між валками на основі виміряної величини струму, що споживається двигуном, яку належить узгоджувати з еталонною величиною струму. Відповідно до переважних варіантів способу керування машина, описана тут, є, переважно, передрафінером в машині для виготовлення кондитерської маси, наприклад, машина для виготовлення шоколаду. Крім того, предметом даного винаходу є також машина для виготовлення шоколаду, яка містить щонайменше один змішувач; щонайменше одну машину, подібну до описаної вище; щонайменше одну, але, можливо, множину, рафінерів; і щонайменше один або більше пристроїв для конширування/гомогенізації шоколадної маси. Нарешті, поставлену вище задачу вирішують, використовуючи спосіб калібрування машини згідно з описаним вище способом. Цей спосіб калібрування включає етап вимірювання величини струму, що споживається двигуном, зв'язаної з бажаними розміром частинок і/або консистенцією маси, і встановлення величини струму, що споживається двигуном, яка відповідає ідеальному розміру частинок і/або ідеальній консистенції маси, як еталонній величині струму, що споживається двигуном. Такий спосіб калібрування забезпечує сприятливу базу для здійснення вищезгаданого способу керування. У даному описі наведений приклад, який не призначений для обмеження обсягу винаходу, і результати експериментів з посиланням на креслення, на яких: 95647 8 Фіг. 1 - блок-схема процесу виготовлення шоколаду; Фіг. 2 - блок-схема, яка ілюструє спосіб керування, описаний в даному документі; Фіг. 3а - механізм регулювання зазору між валками; Фіг. 3b - автоматизований механізм для регулювання зазору між валками; Фіг. 4 - результати експериментів, що стосуються розміру частинок і продуктивності протягом періоду часу до використання способу, описаного в даному документі; і Фіг. 5 - результати експериментів, що стосуються розміру частинок і продуктивності протягом періоду часу при використанні способу, описаного в даному документі. На Фіг. 1 представлена схема процесу виготовлення шоколаду. Спочатку інгредієнти шоколадної маси змішують в змішувачі 30 і змішану масу подають в передрафінер 10. Заздалегідь рафіновану масу в представленому варіанті подають у множину рафінерів 12. Потім рафіновану масу подають в один або більше пристроїв для конширування шоколаду, з яких на кресленні показаний тільки один пристрій 14. Різні двигуни позначені буквою М. На Фіг. 2 схематично представлений спосіб керування, який можна, наприклад, використовувати для керування дією передрафінера 10. У способі калібрування, як описано вище, визначають еталонну величину струму, який повинен споживати двигун. Крім того, безперервно вимірюють величину струму, що споживається щонайменше одним двигуном, зв'язаним щонайменше з одним валком, і регулюють зазор і, як наслідок, тиск між валками, за допомогою циліндра, яким створюють тиск, таким чином, щоб узгоджувати фактичну, виміряну величину струму, що споживається двигуном, з еталонною величиною струму, який повинен споживати двигун. На Фіг. 3а показаний механізм для регулювання зазору 16 між першим 18 і другим валками 20. У показаному варіанті перший валок 18 приводять двигуном (не показаний), струм, що споживається, якого вимірюють. Крім того, в показаному варіанті циліндр 22, яким створюють тиск, використовують для переміщення одного або обох валків 18, 20 ліворуч і праворуч на Фіг. 3а таким чином, щоб регулювати зазор 16 між валками. У даному контексті переміщення штока 24 поршня можна передавати через другий шток 26 і важіль 28 на валок 20. У показаному варіанті шток 24 поршня з'єднаний через муфту 30 і ланку 32, і через стінку 34, тільки частина якої показана, з маховиком 36. За відсутності автоматизованого керування, як це описано в даному документі, можна повертати маховик 36 для регулювання тиску за допомогою зміни величини зазору 16, використовуючи описану вище систему створення тиску. Система ручного регулювання тиску, представлена щонайменше маховиком 36, ланкою 32 і муфтою 30, може бути видалена і замінена автоматизованим клапаном керування тиску (не показаний на Фіг. 3а). На Фіг. 3b показаний механізм, представлений на Фіг. 3а, але з автоматизованим клапаном 30 9 керування тиском. Шток 24 поршня (див. Фіг. 3b) з'єднаний з поршнем 32, яким розділений циліндр 22 системи створення тиску на першу 34 і другу 36 камери. Шляхом регулювання положення поршня 32 можна регулювати розмір зазору 16, як це описано раніше з посиланням на Фіг. 3а. Положення поршня 32 можна, наприклад, регулювати шляхом подачі гідравлічної рідини через один з проходів 38 в одну з камер 34, 36 і забезпечення можливості випускання надмірної кількості гідравлічної рідини через прохід, з'єднаний з іншою однією з камер 34, 36. Цей потік гідравлічної рідини можна регулювати за допомогою електричних сигналів, які можна подавати, використовуючи блок керування, на основі того, що фактична величина струму, що споживається двигуном, не співпадає з еталонною величиною струму. За допомогою описаної вище автоматизованої системи керування тиском можна регулювати тиск, що діє на шток 24 поршня, і відповідним чином регулювати величину зазору 16, використовуючи другий шток 26 і важіль 28. На Фіг. 4 представлені результати випробувань, де показані розміри частинок (мкм) і продуктивність (кг/год). Як видно з діаграми на Фіг. 4, протягом часу тривалістю в дві години (показано по осі X), продуктивність і розмір частинок змінювалися значною мірою. На Фіг. 4 представлена ситуація, що мала місце до застосування способу, описаного в даному документі. Потрібно зазначити, що лініями, позначеними на Фіг. 4 та 5 квадра 95647 10 тиками з горизонтальними і вертикальними боками, показаний розмір частинок після рафінування, а лініями, позначеними квадратиками, розташованими під кутом до осей діаграми, показаний розмір частинок на виході виробничої лінії з приготування шоколадної маси. На Фіг. 5 представлені результати випробувань при використанні способу, описаного в даному документі. Можна зазначити, що і розмір частинок, і продуктивність не змінюються так значно, як на Фіг. 4. Крім того, середня продуктивність значно вища, ніж до цього. Що стосується коливань величин, представлених на Фіг. 4 та 5, то коливання розміру частинок після рафінування можуть бути знижені з 14 % до 4 %, коливання розміру частинок на виході виробничої лінії можуть бути знижені з 11 % до 2 %, а коливання продуктивності можуть бути знижені з 17 % до 6 %. Ці результати були одержані в ході проведених експериментів і при застосуванні запропонованого способу в систематичному виробництві. Крім того, середню продуктивність можна, за бажанням, значно підвищити. Нарешті, спостерігали зниження простоїв передрафінера при застосуванні способу, описаного в даному документі, і існують свідчення того, що зношення валків рафінерів більш рівномірно розподілене по робочій частині валків, завдяки чому може бути, таким чином, зменшений обсяг робіт з технічного обслуговування. 11 Комп’ютерна верстка Мацело М. 95647 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of controlling process in which particle size of material is reduced, machine for reducing particle size of material and method of calibrating such machine
Автори англійськоюBERNAUER, Hans-Peter, STANKMANN, Wolfgang, SILL, Jurgen, BALSER, Olaf, MECKLENBURG, Oliver, MERTEN, Jorg, DERIJCK, Bruno
Назва патенту російськоюСпособ управления процессом уменьшения размера частиц материала, машина для уменьшения размера частиц материала и способ калибровки такой машины
Автори російськоюБернауэр Ханс-Петер, Штанкманн Вольфганг, Зилл Юрген, Бальцер Олаф, Мекленбург Оливер, Мертен Йорг, Дерийк Бруно
МПК / Мітки
Мітки: калібрування, частинок, розміру, зменшення, матеріалу, спосіб, такої, машини, процесом, машина, керування
Код посилання
<a href="https://ua.patents.su/6-95647-sposib-keruvannya-procesom-zmenshennya-rozmiru-chastinok-materialu-mashina-dlya-zmenshennya-rozmiru-chastinok-materialu-ta-sposib-kalibruvannya-tako-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом зменшення розміру частинок матеріалу, машина для зменшення розміру частинок матеріалу та спосіб калібрування такої машини</a>
Установка для визначення оптичної густини і середнього розміру частинок диму
Номер патенту: 38561
Опубліковано: 12.01.2009
Автори: Попов Андрій Юрійович, Шафран Леонід Мойсейович, Пресняк Ігор Степанович, Свиридов Віктор Миколайович
МПК: G01N 21/00
Мітки: оптично, розміру, установка, густини, середнього, диму, частинок, визначення
Формула / Реферат:
Установка для визначення оптичної густини і середнього розміру частинок диму, що містить камеру вимірювання з кварцовим вікном, фотометричну систему, що включає джерело світла і фотоприймач, яка відрізняється тим, що вона додатково містить сполучені між собою генератор змінного струму, оптичний колектор із світлоподільниками, оптичний елемент, селективні підсилювачі, диференційні підсилювачі, опорні фотоприймачі, а також принаймні одне...
Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу
Номер патенту: 82498
Опубліковано: 25.04.2008
Автори: Плоциннік Крістіан, Плоциннік Уве, Хенсгер Карл-Ернст
МПК: G05B 13/04, C21D 11/00, G05B 17/00, B21B 37/00
Мітки: обробки, спосіб, регулювання, термічної, процесу, керування, матеріалу, тиском, процесом, металевого, установці, охолодження
Формула / Реферат:
1. Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу, зокрема сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу, за якою після реєстрації характерних параметрів на основі розрахунку у режимі он-лайн визначають відповідні показники процесу...
Конденсаційна башта атомної електростанції, спосіб зменшення прогину деталі, схильної до впливу навантажувальної сили, дистанційний елемент для зменшення прогину такої деталі
Номер патенту: 47532
Опубліковано: 15.07.2002
Автори: Фрайман Міхаел, Вілльнов Клаус
МПК: E04G 23/02
Мітки: спосіб, дистанційний, схильної, такої, прогину, конденсаційна, атомної, навантажувальної, елемент, сили, впливу, башта, зменшення, електростанції, деталі
Формула / Реферат:
1. Конденсаційна башта атомної електростанції, яка містить опорну структуру (24) і конструкційну деталь (1), зокрема поздовжнє ребро, у якому поперек його поздовжньої осі (7) під впливом навантажувальної сили (9) виникає прогин (W), яка відрізняється тим, що містить розташований на торцевій поверхні (23) поздовжнього ребра (1) дистанційний елемент (21), виконаний з можливістю підтримування під навантаженням постійним відстань до опорної...
Спосіб зменшення втрат від відмулювання тонкоподрібнених частинок залізної руди в процесі відновлення в печі з використанням псевдозрідженого шару (варіанти)
Номер патенту: 72754
Опубліковано: 15.04.2005
Автори: ГЕННАРІ Удо, Хауценбергер Франц, Йеонг Сан-Кванг, Кім Ханг-Го, Четцше Альберт, Канг Хьонг-Вон, Чой Наг-Йон, Чанг Йо-Ченг
МПК: C22B 5/14, C21B 13/14, C22B 1/10
Мітки: відновлення, спосіб, псевдозрідженого, частинок, процесі, шару, руди, втрат, використанням, варіанти, залізної, відмулювання, печі, тонкоподрібнених, зменшення
Формула / Реферат:
1. Спосіб зменшення втрат від відмулювання тонкоподрібнених частинок залізної руди в процесі відновлення з використанням псевдозрідженого шару у відновлювальній установці з псевдозрідженим шаром, яка містить піч з використанням псевдозрідженого шару, в яку подають тонкоподрібнену залізну руду і відновлювальний газ, що подається через нижню частину печі для формування псевдозрідженого шару, відновлюють тонкоподрібнену залізну руду,...
Спосіб зменшення розміру некротичного ушкодження міокарда при експериментальній ішемії-реперфузії міокарда
Номер патенту: 59490
Опубліковано: 10.05.2011
Автори: Струтинський Руслан Борисович, Ягупольський Юрій Львович, Мойбенко Олексій Олексійович
МПК: A61K 31/00
Мітки: зменшення, спосіб, міокарда, ішемії-реперфузії, некротичного, ушкодження, експериментальній, розміру
Формула / Реферат:
Спосіб зменшення розміру некротичного ушкодження міокарда при експериментальній ішемії-реперфузії міокарда, що включає традиційну терапію та внутрішньовенне введення лікарського препарату, який відрізняється тим, що як лікарський препарат використовують Флокалін та вводять його в перфузійний розчин (5 мкмоль/л протягом 5 хвилин) в експериментах in vitro на ізольованому та перфузованому за Лангендорфом серці морської свинки за 5 хвилин до...
Попередній патент: Вакцина, що включає ад’ювант на основі емульсії масло-у-воді
Наступний патент: Спосіб одержання гідропероксиду кумолу та фенолу
Випадковий патент: Інструмент для забору зубного нальоту з ділянок однакової площі поверхні зубів та незнімних протезів