Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу
Номер патенту: 82498
Опубліковано: 25.04.2008
Автори: Хенсгер Карл-Ернст, Плоциннік Крістіан, Плоциннік Уве
Формула / Реферат
1. Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу, зокрема сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу, за якою після реєстрації характерних параметрів на основі розрахунку у режимі он-лайн визначають відповідні показники процесу керування і/або процесу регулювання для впливу на виконавчі елементи, який відрізняється тим, що як вимірювану величину у режимі он-лайн реєструють в кінці або під час відповідного процесу щонайменше один фактичний параметр, який характеризує структуру металевого матеріалу і залежно від його значення при використанні моделі структури, а також моделі процесу впливають на виконавчий елемент установки для отримання бажаних властивостей структури металевого матеріалу, при цьому як фактичний параметр структури неруйнівним методом визначають одне з наступних значень: величину зерен структури, яку визначають переважно за допомогою ультразвукових або рентгенівських апаратів, момент перетворення структури або часовий проміжок перетворення структури, які визначають, наприклад, шляхом реєстрації пов'язаного з перетворенням поздовжнього подовження кристалічної решітки металевого матеріалу за допомогою контактуючих з металевим матеріалом вимірювальних пристроїв, таких як прилади для вимірювання зусилля обтиску або вимірювальних роликів, температуру перетворення структури, яку визначають, наприклад, за допомогою щонайменше одного рухомого у напрямку подачі металу пристрою для вимірювання температури, який позиціонується залежно від очікуваного, згідно з моделлю структури, місця перетворення структури.
2. Спосіб за п.1, який відрізняється тим, що для сталей, які містять вуглець і марганець (C-Mn-сталі), за величину зерен структури визначають величину зерен аустеніту.
3. Спосіб за п.1, який відрізняється тим, що за допомогою декількох реєструвальних приладів визначають місце перетворення структури або часовий проміжок між початком і кінцем перетворення структури оброблюваного металевого матеріалу.
4. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що керування структурою металевого матеріалу в он-лайн режимі здійснюють на ділянці охолодження дротяного прокатного стана з ділянками водяного і повітряного охолодження, при цьому фактичне значення величини зерна структури дроту з металевого матеріалу визначають після проходження ділянки водяного охолодження за допомогою ультразвукового вимірювального приладу і при цьому за допомогою рухомих у напрямі подачі і по-різному орієнтованих пристроїв для вимірювання температури вимірюють температуру перетворення структури, а також перетворення структури у часі, зокрема під час g-a-перетворення в сталі.
5. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що залежно від виміряних величин, які характеризують структуру, здійснюють он-лайнову адаптацію моделі процесу і/або моделі структури, якщо при порівнянні фактичної і заданої величини різниця перевищує заздалегідь визначене значення.
Текст
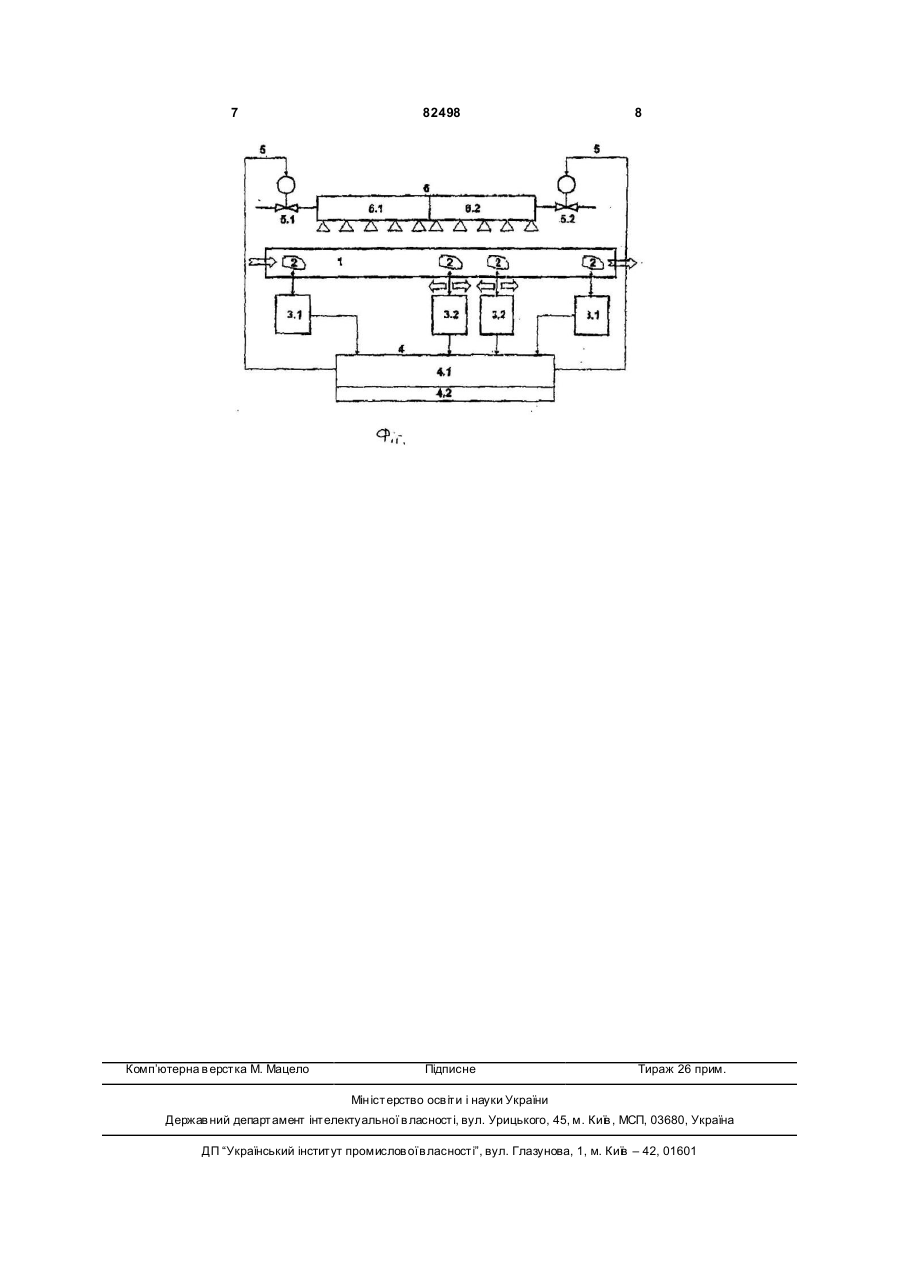
1. Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу, зокрема сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу, за якою після реєстрації характерних параметрів на основі розрахунку у режимі он-лайн визначають відповідні показники процесу керування і/або процесу регулювання для впливу на виконавчі елементи, який відрізняється тим, що як вимірювану величину у режимі он-лайн реєструють в кінці або під час відповідного процесу щонайменше один фактичний параметр, який характеризує стр уктуру металевого матеріалу і залежно від його значення при використанні моделі структури, а також моделі процесу впливають на виконавчий елемент установки для отримання бажаних властивостей структури металевого матеріалу, при цьому як фактичний параметр структури неруйнівним методом визначають одне з наступних значень: величину зерен структури, яку визначають переважно за 2 (19) 1 3 82498 4 характеризують структуру, здійснюють он-лайнову різниця перевищує заздалегідь визначене значенадаптацію моделі процесу і/або моделі структури, ня. якщо при порівнянні фактичної і заданої величини Винахід стосується способу керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металу, зокрема, сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу. Під робочими параметрами розуміється, наприклад, установка валків у прокатній лінії або параметри охолодження на ділянці охолодження. Із документа DE 199 41 600 AI, а також DE 199 41 736 AI відомі способи ведення й оптимізації процесу під час гарячої прокатки металу, у яких електромагнітне випромінювання гарячого металу сприймається у вигляді спектра й аналізується, або у яких створюване джерелом рентгенівських променів електромагнітне випромінювання на метал, в даному випадку металеву стрічку, відразу ж реєструється й аналізується на зворотному боці стрічки з урахуванням кристалографічних, і/або структурних, і/або хімічних перетворень, які відбуваються при певних температурах у металі, і залежно від ступеня перетворень або від ходу цих перетворень здійснюється корегування відповідних показників процесу і/або он-лайнова адаптація моделі процесу. Відоме також керування процесом тільки за допомогою моделей структури. Згідно з документом WO 99/24182, робочі параметри металургійної установки для обробки сталі або алюмінію повинні змінюватися під час оптимізації структури залежно від бажаних властивостей металу. За допомогою контролю структури визначаються очікувані властивості матеріалу, і серед них споживчі властивості. Здійснюється порівняння між заданими значеннями і визначеними за допомогою контролю структури властивостями матеріалу, в тому числі споживчими властивостями. Якщо існує різниця між спостережуваними і розрахунковими значеннями, то регулюють параметри процесу, зокрема температуру на вході або на виході прокатного стана, а також ступінь обтиснення. У документі W09924183 розкрита зміна структури сталі під час прокатки, а в документах DE19941600A1, DE199417436 AI детально описаний структурний перехід g-a. Завдання винаходу полягає у створенні способу керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металу, зокрема сталі або алюмінію, у якому можливе цілеспрямоване онлайнове формування структури і, з урахуванням властивості стр уктури, формування бажаних властивостей матеріалу. Вказане завдання вирішується у способі з ознаками п.1 формули винаходу. Переважні варіанти приведені в залежних пунктах формули. У способі згідно з винаходом передбачене онлайнове визначення щонайменше одного параметра, що дає інформацію про структур у, і залежно від указаного параметра з використанням моделі структури, а також моделі процесу визначають відповідні величини керування або регулювання процесу для впливу на виконавчі елементи установки, при цьому модель структури описує те, що відбувається під час обробки тиском, охолодження і/або термічної обробки твердофазні реакції, причому модель процесу забезпечує надійне автоматичне керування процесом. Для цього певний фактичний параметр, що характеризує стр уктур у, порівнюють із заздалегідь заданим параметром, і різницю між ними використовують для регулювання процесу з використанням моделі процесу і моделі структури. Завдання вирішується шляхом цілеспрямованого з'єднання моделі процесу, он-лайнової реєстрації щонайменше одного показника структури, наприклад, наприкінці процесу, що підлягає керуванню, а також моделі структури. Згідно з запропонованим способом, моделі прогнозу повинні включати модель структури, тобто модель прогнозу твердофазних реакцій під час обробки тиском, наприклад, на прокатному стані або під час охолодження на ділянці охолодження і особливості структури, що виникають при цьому. Здебільшого в залежності від зареєстрованих параметрів, які характеризують структур у, повинна проводитись он-лайнова адаптація моделі процесу і/або моделі структури. Якщо при порівнянні фактичних і заданих параметрів різниця перевищить певну величину, то піде новий розрахунок моделі процесу (наприклад, моделі пропуску через валки або моделі ділянки охолодження) і моделі структури. Із параметрів, які характеризують структуру, здебільшого реєструється поточна величина зерна і/або момент перетворення структури або часовий інтервал перетворення структури. Реєстрація фактичного параметра, зокрема величини зерна, здійснюється здебільшого за допомогою приладів неруйнівної дії, наприклад, ультразвукових приладів, зокрема лазерних ультразвукових приладів, а також рентгенівських апаратів. Для реєстрації перетворення структури застосовують вимірювальні прилади, які контактують з металом. Серед них прилади для вимірювання зусилля обтиску під час прокатки, а також вимірювальні ролики для реєстрації діючих на металеву стрічку під час обробки тиском розтягальних напружень. Пов'язане з g-a перетворенням поздовжнє подовження решітки може таким чином реєструватися як міра перетворення структури за допомогою цих контактуючи х приладів. За іншим переважним варіантом виконання он-лайн реєструється температура перетворення 5 82498 6 як величина, що характеризує структур у, за допомогою ультразвукового приладу. При значному могою щонайменше приладу для реєстрації темвідхиленні виміряної величини від заданої здійсператури, який зроблений рухомим відносно нанюється новий розрахунок по моделі процесу, зокпряму подачі металу і позиціонується залежно від рема по моделі проходження через прокатні валки очікуваного місця перетворення структури, яке і моделі структури з дією на сигнали керування передбачається згідно з моделлю структури. Педля виконавчого елемента попередньої кліті або реважним є те, що передбачено декілька приладів виконавчого елемента для попередніх валків, так для реєстрації температури. що може бути досягнута бажана необхідна велиЗапропонований нижче спосіб детальніше чина. Переналагодження попередньої кліті може описується за допомогою переважних прикладів бути виконане он-лайн уже для прокатуваних у виконання. поточний час стрічки або листа і/або використане Для групи С-Мn-сталей з використанням мопід час прокатки наступних стрічки або листа. делей структури, ви ходячи з хімічного складу і з За одним із інших переважних варіантів здійсурахуванням плану проходжень через валки пронення способу передбачене он-лайнове керування катного стана здійснюють попередній розрахунок структурою на ділянці охолодження дротяного величини зерна аустеніту стр уктури металу, що прокатного стана з ділянки водяного і повітряного підлягає обробці, в певний момент, відповідно, в охолодження таким чином, що за допомогою ультпевній стадії процесу. Он-лайн у даному випадку развукового приладу здійснюється вимірювання під час процесу прокатки безконтактним способом, фактичного значення величини зерна структури, відповідно неруйнівним способом, позаду останзокрема величини зерна аустеніту в металевому ньої кліті прокатної лінії реєструється фактична дроті після проходження ділянки водяного охоловеличина зерна аустеніту в металевій структурі. дження, а також реєструється температура переВиміряна фактична величина зерна аустеніту потворення структури і часовий проміжок цього перівнюється із заздалегідь заданим значенням веретворення, тобто g-a-перетворення, за личини зерна аустеніту структури на цій стадії допомогою рухомих у напрямі подачі і/або за допроцесу. Якщо є відхилення фактичної величини помогою по-різному орієнтовних пристроїв для від заданого значення, то з ура хуванням отримавимірювання температури. Оскільки виміряні знаної різниці визначається коректувальна величина чення відрізняються від заданих значень, проводля керування виконавчим елементом прокатної диться новий розрахунок із використанням моделі лінії, при цьому використовуються моделі структуділянки охолодження і моделі структури, а також ри і процесу, які лежать в основі прокатки, внасліон-лайнове регулювання виконавчого елемента док чого здійснюється відповідне завантаження ділянки охолодження. виконавчих елементів. Якщо, наприклад, виміряна За іншим переважним варіантом реалізації величина зерен аустеніту менше заданої величиспособу, зображеного на Фіг., забезпечується ціни, то дається корегувальна вказівка виконавчому леспрямоване формування структури оброблюваелементу в частині охолодження проміжних проканого матеріалу в он-лайн режимі, зокрема забезтних клітей прокатної лінії, щоб зменшити охолопечення заданої долі фериту і/або аустеніту у дження проміжних клітей і таким чином добитися структурі і формування бажаних властивостей підвищення температури на кінцевих валках. При матеріалу, зокрема механічних властивостей, як підвищенні температури на кінцевих валках відбуот межа міцності, межа плинності, відносне повається збільшення зерна аустенітної структури в довження і т.п. При цьому: 1 - металевий матеріал; кінці прокатної лінії. Оскільки вже сама незначна 2 - параметри (наприклад, розмір зерна аустеніту, зміна температури на кінцевих валках істотно аустенітна структура (g-стр уктура), феритна струквпливає на величину зерна аустеніту, то керувантура (a-структура); 3.1 -стаціонарне вимірювання ня або регулювання установки може вплинути на параметрів (наприклад, рентгенівські методи, ульоброблювану металеву стрічку або лист, тобто тразвукові методи, вимірювання зусилля прокатки, можливе регулювання величини зерна по заданотемператури та інші методи неруйнівного контрому значенню ще під час обробки однієї і тієї ж стрілю); 3.2 - рухоме вимірювання параметрів для чки. визначення початку та кінця перетворення струкЗа переважним варіантом здійснення способу тури; 4 - керування процесом; 4.1 - керування реєстрації фактичних величин, що характеризують структурою або процесом в режимі он-лайн; 4.2 структур у, здійснюється під час процесу обробки адаптація структурою або процесом в режимі онметалу шля хом впливу тиском, охолодження і/або лайн; 5 - керуючі параметри процесу; 5.1 - параметермічної обробки в певній точці, тобто на кліті (n) три підведення води; 5.2 - параметри підведення або при проходженні (n) з цілеспрямованим керуповітря; 6 - ділянка охолодження; 6.1 -ділянка вованням параметром процесу на попередній кліті дяного охолодження; 6.2 - ділянка повітряного (n-1) або попередньому проходженні (n-1) через охолодження. валки залежно від отриманого результату порівЗапропоноване он-лайнове керування струкняння заданої і фактичної величин. турою, відповідно, регулювання структури, знахоПроводиться, наприклад, вимірювання велидить застосування не тільки в прокатних станах чини зерна структури металевої стрічки або метадля гарячої прокатки стрічки, тонких злитків, товслевого листа перед обробкою в кліті (n) прокатного того листа, профілів, прутка і дроту, але й під час стана для гарячої прокатки широкої стрічки або холодної прокатки стрічки та алюмінію. перед обробкою тиском у проходженні (n) товстолистового прокатного стана, наприклад, за допо 7 Комп’ютерна в ерстка М. Мацело 82498 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for process control or process regulation on a unit for moulding, cooling and/or thermal treatment of metal material
Автори англійськоюPlociennik, Uwe, Plociennik Christian, Hensger Karl-Ernst
Назва патенту російськоюСпособ управления процессом или регулирования процесса на установке для обработки давлением, охлаждения и/или термической обработки
Автори російськоюПлоцинник Уве, Плоцинник Кристиан, Хенсгер Карл-Эрнст
МПК / Мітки
МПК: C21D 11/00, B21B 37/00, G05B 17/00, G05B 13/04
Мітки: матеріалу, процесом, регулювання, металевого, охолодження, обробки, тиском, спосіб, процесу, термічної, керування, установці
Код посилання
<a href="https://ua.patents.su/4-82498-sposib-keruvannya-procesom-abo-regulyuvannya-procesu-na-ustanovci-dlya-obrobki-tiskom-okholodzhennya-i-abo-termichno-obrobki-metalevogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу</a>
Спосіб термічної обробки металевого розплаву
Номер патенту: 82164
Опубліковано: 11.03.2008
Автори: Іванов Григорій Олександрович, Гріженко Ігор Миколайович, Секачов Олександр Олегович, Мошкін Олександр Миколайович, Скребцов Олександр Михайлович, Кузьмін Юрій Дмитрович
МПК: B22D 27/04, C21D 1/78, B22D 27/20, B22D 1/00
Мітки: спосіб, розплаву, термічної, обробки, металевого
Формула / Реферат:
1. Спосіб термічної обробки рідкого металевого розплаву, що включає нагрівання розплаву в печі і випуск його частинами у ківш із співвідношенням температур, що забезпечує температуру після змішування у ковші, рівну температурі заливання розплаву у форму, який відрізняється тим, що в донну частину ковша випускають частину більш гарячого розплаву і зменшують швидкість його охолодження чи додатково підігрівають, а частину розплаву, що залишають...
Спосіб автоматичного керування процесом обробки
Номер патенту: 26867
Опубліковано: 10.10.2007
Автори: Барабаш Ярослав Васильович, Вислоух Сергій Петрович
МПК: B23Q 17/22
Мітки: автоматичного, обробки, керування, процесом, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, що включає зміну режиму обробки за виміряними значеннями сил різання та температури в зоні обробки, який відрізняється тим, що додатково вимірюють зміну сили різання у часі, вібрації та перетворюють їх значення в енергетичний критерій, який визначають за формулою:де а - товщина зрізу, м; b - ширина...
Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів чи виробів (парс-тп) та спосіб такого регулювання
Номер патенту: 34060
Опубліковано: 15.04.2003
Автори: Костогриз Кирило Петрович, Костогриз Петро Васильович, Русінковський Олег Юрійович
МПК: F26B 3/02, F26B 21/06, F26B 25/22
Мітки: автоматичного, пристрій, такого, регулювання, прогартовування, виробів, процесу, матеріалів, спосіб, сушіння, парс-тп
Формула / Реферат:
1. Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів у сушильному агрегаті, що містить вимірювальні пристрої, кожен з яких виконаний у вигляді, принаймні одного датчика, з’єднаного з елементом порівняння, блок керування, із входами якого з’єднані вимірювальні пристрої, а вихід якого зв'язаний з виконавчим механізмом регулювального органа подачі палива у камеру спалювання, при цьому датчик першого...
Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці
Номер патенту: 24189
Опубліковано: 25.06.2007
Автори: Муратов Віктор Георгійович, Щегловська Олександра Леонідівна
МПК: F26B 25/22
Мітки: спосіб, зерносушарці, шахтній, автоматичного, сушіння, процесом, керування, зерна
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння зерна, що включає вимірювання температури сушильного агента на вході в сушарку та зерна в зоні сушіння, розрідження в топці, а також регулювання температури зерна в зоні сушіння, регулювання температури сушильного агента шляхом зміни витрати палива на горіння в топці, регулювання розрідження в топці шляхом зміни продуктивності димососа, який відрізняється тим, що температуру сушильного агента...
Спосіб термічної обробки титанових сплавів
Номер патенту: 72159
Опубліковано: 17.01.2005
Автори: Лавров Олексій Сергійович, Шаповалова Оксана Михайлівна, Маркова Ірина Анатоліївна
МПК: C22F 1/18
Мітки: термічної, спосіб, титанових, сплавів, обробки
Формула / Реферат:
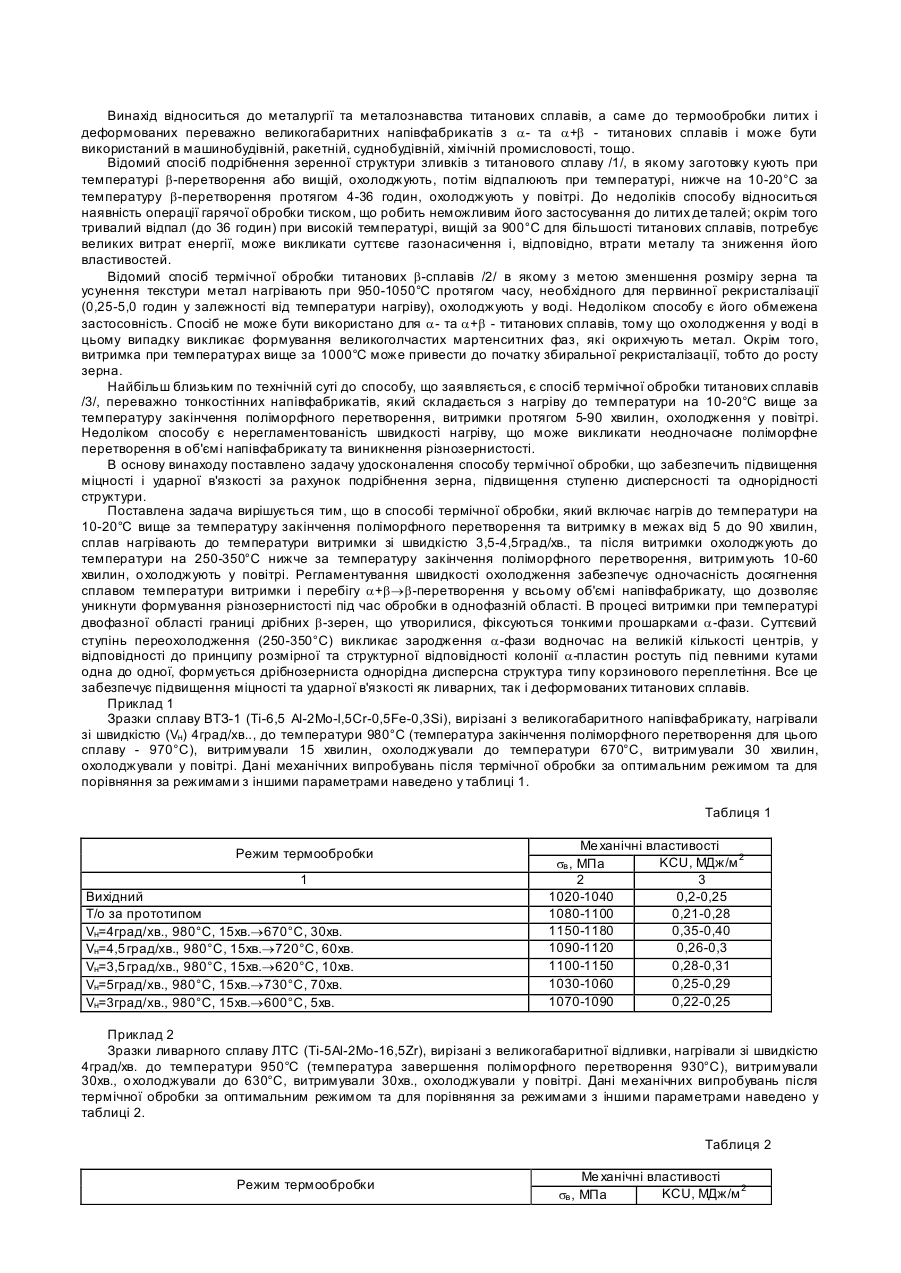
Спосіб термічної обробки титанових сплавів, переважно великогабаритних напівфабрикатів, який включає нагрів до температури на 10-20°С вище за температуру закінчення поліморфного перетворення, витримку в межах від 5 до 90 хвилин, який відрізняється тим, що титанові сплави нагрівають зі швидкістю 3,5-4,5 град/хв та після витримки охолоджують до температури на 250-350°С нижче за температуру закінчення поліморфного перетворення, витримують...
Попередній патент: Тієнопіримідиндіони і їх використання у модуляції аутоімунних хвороб
Наступний патент: Спосіб будування фасаду будівлі, переважно світлопрозорими та/або несвітлопрозорими панелями
Випадковий патент: Спосіб лікування психоемоційних порушень