Спіральне свердло для отримання отворів в полімерних композиційних матеріалах
Номер патенту: 94507
Опубліковано: 10.11.2014
Автори: Корольков Юрій Якимович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович

Формула / Реферат
1. Спіральне свердло для отримання отворів в полімерних композиційних матеріалах, що містить хвостовик і робочу частину, що має напрямну частину і торцеву ріжучу частину, яке відрізняється тим, що між хвостовиком і робочою частиною розташована профільна вставка, що має втулку виконану за одне ціле з низкою радіально розташованих пластин на її бічній поверхні під кутом до бічної твірної.
2. Спіральне свердло за п. 1, яке відрізняється тим, що профільна вставка виконана з міді.
3. Спіральне свердло за п. 1, яке відрізняється тим, що кут розташування пластини до бічної твірної втулки складає від 15° до 45°.
Текст
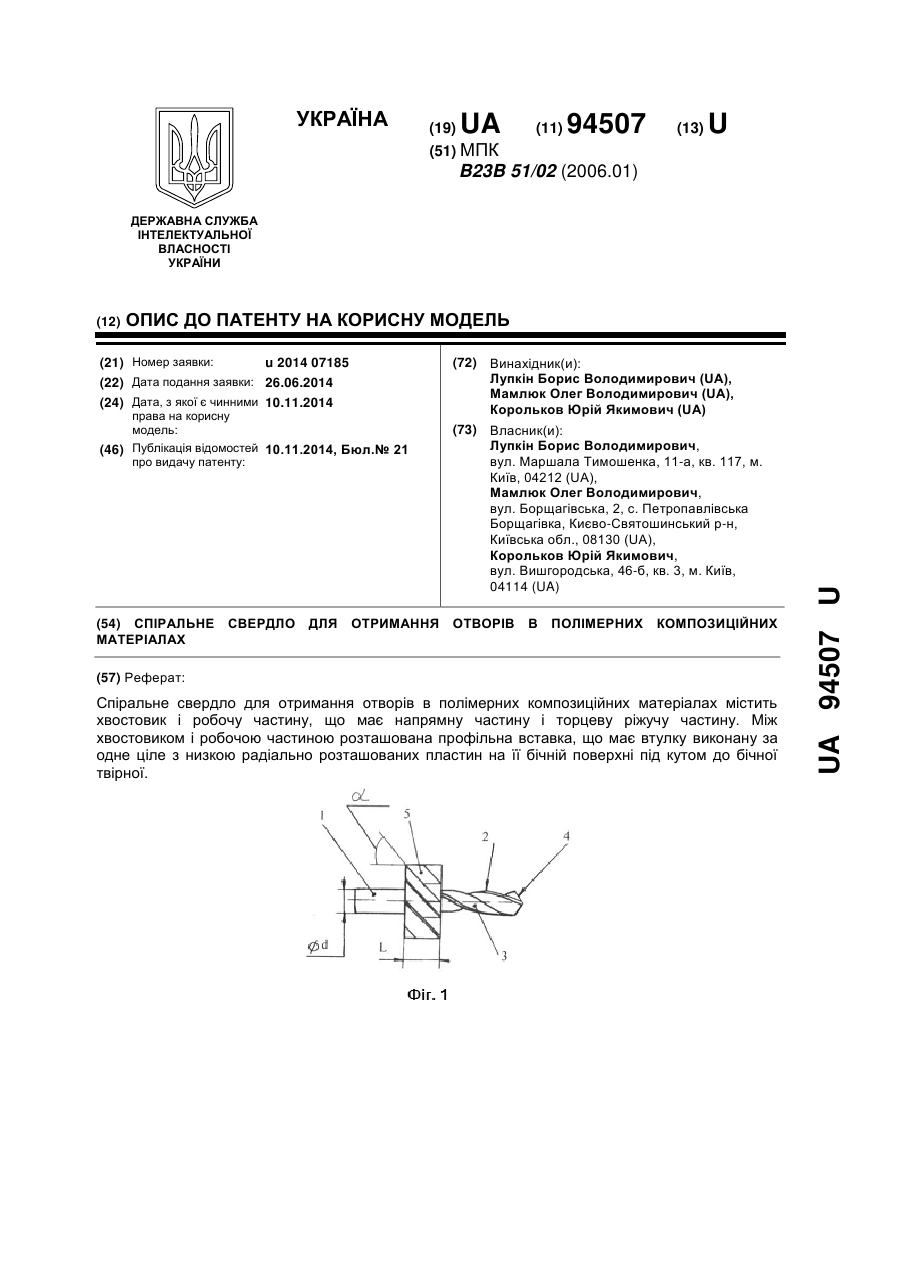
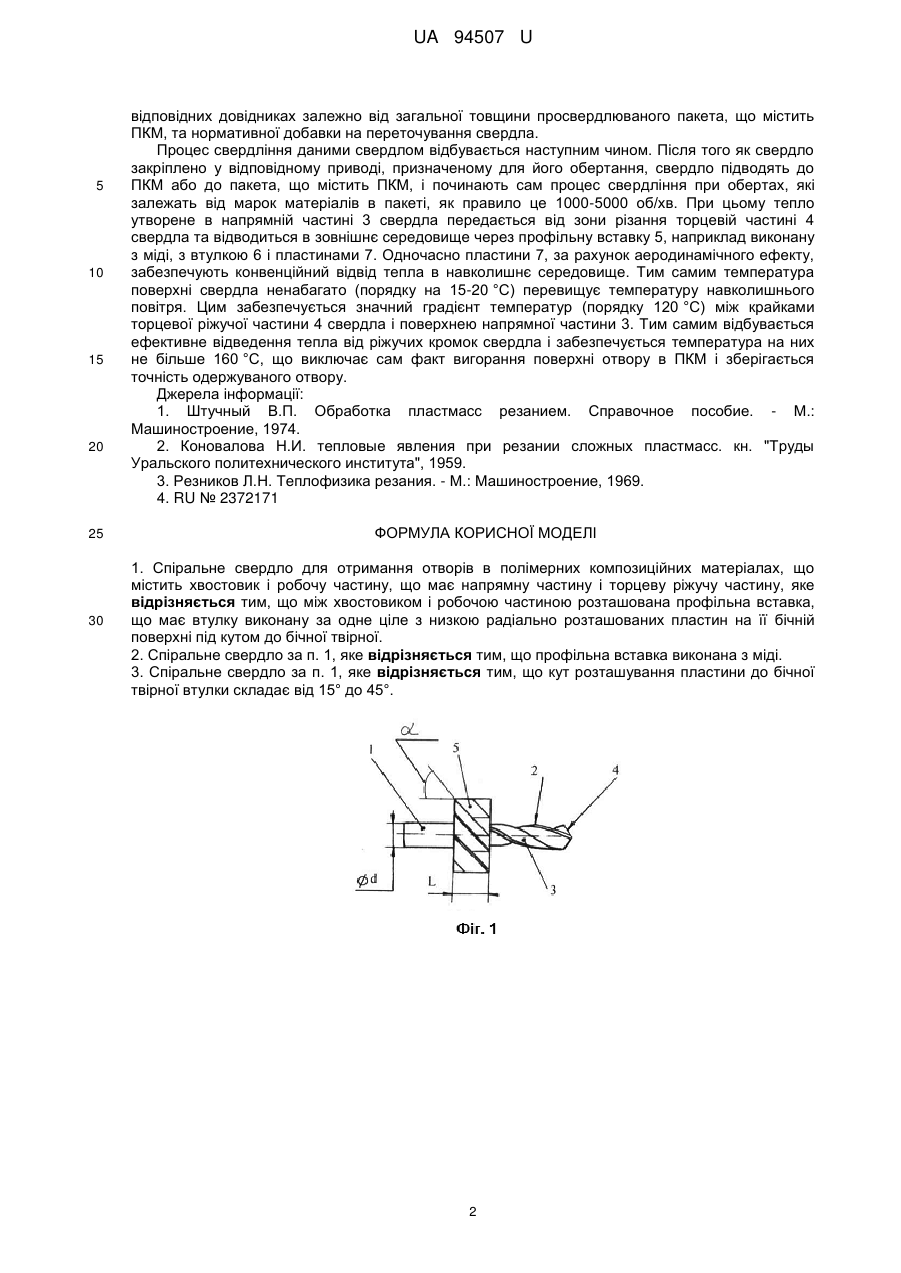
Реферат: Спіральне свердло для отримання отворів в полімерних композиційних матеріалах містить хвостовик і робочу частину, що має напрямну частину і торцеву ріжучу частину. Між хвостовиком і робочою частиною розташована профільна вставка, що має втулку виконану за одне ціле з низкою радіально розташованих пластин на її бічній поверхні під кутом до бічної твірної. UA 94507 U (12) UA 94507 U UA 94507 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, а саме до області обробки різанням, і може бути використана для свердління отворів у деталях (вузлах) з полімерних композиційних матеріалів (ПКМ) типу вуглепластиків, боропластиків, склопластиків і гібридних матеріалів на їх основі, в тому числі у складі пакетів з різнорідних матеріалів (ПКМ + різні метали і їх комбінації). Як відомо свердління ПКМ супроводжується великим виділенням тепла в зоні різання, як на торцевому ділянці, так і на гвинтовій кромці направляючої частини свердла, при цьому температура в цих зонах доходить до 300 °С і більше градусів. Це в свою чергу призводить до вигоряння полімерного сполучного, що входить до складу ПКМ, наприклад - на основі формальдегідних смол, для яких граничною температурою розпаду (вигорання) полімеру є температура в 180 °С. Товщина вигорілого шару отвори доходить до 0,15-0,20 мм на сторону, що знижує точність одержуваного отвори (до Н10 - Н11 квалітетів точності). А це важливо при отриманні отворів під високоресурсні болти і болти-заклепки, для яких квалітет точності повинен становити Н8. Досягти такого квалітету точність отвору, при даному виді свердління, можна тільки додаткової його обробкою, а саме спеціально спроектованої розгорткою або протяжкою, які враховують товщину вигорілого шару отвори. Все це в цілому підвищує трудомісткість отримання високоточних отворів [1, 2, 3]. Відомо спіральне свердло, в якому для підвищення тепловідведення від зони різання застосовують особливу заточку різальних крайок, які, в проекції на осьову площину свердла, виконані у формі або півеліпса, або параболи, або експоненти і сполучаються з крайками напрямних стрічечок під кутом, більш 0°, але меншим або рівним 5° [4]. Недоліком даного спірального свердла є трудомісткість як його виготовлення, так і подальша його переточування в процесі експлуатації і не ефективність його використання. Задачею корисної моделі є удосконалення спірального свердла для отримання отворів в полімерних композиційних матеріалах шляхом забезпечення ефективного відведення теплоти, що утворюється у процесі різання від відповідної зони і, тим самим забезпечити отримання отворів без руйнування його поверхневого шару. Поставлена задача вирішена в спіральному свердлі для отримання отворів в полімерних композиційних матеріалах, яке містить хвостовик і робочу частину, що має напрямну частину і торцеву ріжучу частину. Між хвостовиком і робочою частиною розташована профільна вставка, що має втулку, виконану за одне ціле з низкою радіально розташованих пластин на її бічній поверхні під кутом до бічної твірної. Профільна вставка виконана з міді. Пластини розташовані під кутом до бічної твірної втулки. Кут α розташування пластини до бічної твірної втулки складає від 15° до 45°. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак наведених у вирішенні поставленої задачі і забезпеченням технічного результату обґрунтовується наступним чином. Як було зазначено вище процес різання ПКМ супроводжується тепловиділенням. Коефіцієнт теплопередачі ПКМ становить до 0,3 Вт/(мК), а коефіцієнт теплопередачі матеріалу ріжучої частини свердла (сталь) становить 47 Вт/(мК). Таким чином, порівнюючи ці два параметри між собою можна зробити висновок, що основне відведення теплової енергії відбуватиметься в масив напрямної частини свердла. А оснащення спірального свердла профільної вставкою з нахиленими пластинами, щодо твірної втулки, організовує конвенційний обдув напрямної частини свердла потоком навколишнього повітря (з температурою близько 15-20 °С). Обсяг повітря, що обдуває, забезпечує відведення тепла від ріжучої частини свердла і температура поверхні направляючої частини свердла становить не більше 40 °С, що в перерахунку на температуру в безпосередній зоні різання не більше 160 °С. Корисна модель пояснюється ілюстративними матеріалами, де: - на фіг. 1 дано зображення загального вигляду спірального свердла; - на фіг. 2 дано зображення виду А спірального свердла. Спіральне свердло для отримання отворів в полімерних композиційних матеріалах містить (фіг. 1) хвостовик 1 і робочу частину 2, що має напрямну частина 3 і торцеву ріжучу частину 4. Між хвостовиком 1 і напрямною частиною 3 розташована профільна вставка 5, що має (фіг. 2) втулку 6, виконану за одне ціле з низкою пластин 7, розташованих на її бічній поверхні в радіальному напрямку. Профільна вставка 5 може бути виконана з будь-якого матеріалу, має хороші теплопровідні властивості, наприклад з міді. Для забезпечення ефекту конвенційного обдування напрямної частини 3 свердла пластини 7 розташовані (фіг. 1) під кутом α до бічної твірної втулки, який лежить в межах 15-45°. Геометричні параметри вставки 5 вибирають з умови забезпечення ефективного обдування направляючої частини свердла, а саме: ширина L вставки 5 дорівнює (1,5…2,0) діаметра свердла d; зовнішній діаметр D вставки 5 дорівнює (3,0…5,0) діаметра свердла. Довжину напрямної частини 3 свердла (фіг. 1) вибирають по 1 UA 94507 U 5 10 15 20 25 30 відповідних довідниках залежно від загальної товщини просвердлюваного пакета, що містить ПКМ, та нормативної добавки на переточування свердла. Процес свердління даними свердлом відбувається наступним чином. Після того як свердло закріплено у відповідному приводі, призначеному для його обертання, свердло підводять до ПКМ або до пакета, що містить ПКМ, і починають сам процес свердління при обертах, які залежать від марок матеріалів в пакеті, як правило це 1000-5000 об/хв. При цьому тепло утворене в напрямній частині 3 свердла передається від зони різання торцевій частині 4 свердла та відводиться в зовнішнє середовище через профільну вставку 5, наприклад виконану з міді, з втулкою 6 і пластинами 7. Одночасно пластини 7, за рахунок аеродинамічного ефекту, забезпечують конвенційний відвід тепла в навколишнє середовище. Тим самим температура поверхні свердла ненабагато (порядку на 15-20 °C) перевищує температуру навколишнього повітря. Цим забезпечується значний градієнт температур (порядку 120 °C) між крайками торцевої ріжучої частини 4 свердла і поверхнею напрямної частини 3. Тим самим відбувається ефективне відведення тепла від ріжучих кромок свердла і забезпечується температура на них не більше 160 °C, що виключає сам факт вигорання поверхні отвору в ПКМ і зберігається точність одержуваного отвору. Джерела інформації: 1. Штучный В.П. Обработка пластмасс резанием. Справочное пособие. - М.: Машиностроение, 1974. 2. Коновалова Н.И. тепловые явления при резании сложных пластмасс. кн. "Труды Уральского политехнического института", 1959. 3. Резников Л.Н. Теплофизика резания. - М.: Машиностроение, 1969. 4. RU № 2372171 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спіральне свердло для отримання отворів в полімерних композиційних матеріалах, що містить хвостовик і робочу частину, що має напрямну частину і торцеву ріжучу частину, яке відрізняється тим, що між хвостовиком і робочою частиною розташована профільна вставка, що має втулку виконану за одне ціле з низкою радіально розташованих пластин на її бічній поверхні під кутом до бічної твірної. 2. Спіральне свердло за п. 1, яке відрізняється тим, що профільна вставка виконана з міді. 3. Спіральне свердло за п. 1, яке відрізняється тим, що кут розташування пластини до бічної твірної втулки складає від 15° до 45°. 2 UA 94507 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюMamliuk Oleh Volodymyrovych
Автори російськоюМамлюк Олег Владимирович
МПК / Мітки
МПК: B23B 51/02
Мітки: спіральне, отворів, отримання, свердло, полімерних, матеріалах, композиційних
Код посилання
<a href="https://ua.patents.su/5-94507-spiralne-sverdlo-dlya-otrimannya-otvoriv-v-polimernikh-kompozicijjnikh-materialakh.html" target="_blank" rel="follow" title="База патентів України">Спіральне свердло для отримання отворів в полімерних композиційних матеріалах</a>
Спіральне свердло для обробки глибоких отворів
Номер патенту: 19359
Опубліковано: 15.12.2006
Автори: Маршуба Вячеслав Павлович, Маршуба Ольга В'ячеславівна
МПК: B23B 51/02
Мітки: спіральне, обробки, отворів, свердло, глибоких
Формула / Реферат:
1. Спіральне свердло для обробки глибоких отворів, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а подвійний кут в плані має різні значення φ=75...80° та φ1=65...70°, причому R=(2...3)d, де d - діаметр свердла.2. Спіральне...
Спіральне свердло для обробки глибоких отворів з випуклою передньою поверхнею та елементами дроблення стружки
Номер патенту: 50025
Опубліковано: 25.05.2010
Автори: Маршуба Вячеслав Павлович, Чернякова Ольга В'ячеславівна
МПК: B23B 51/02
Мітки: спіральне, передньою, отворів, обробки, дроблення, глибоких, елементами, стружки, поверхнею, випуклою, свердло
Формула / Реферат:
Спіральне свердло для обробки глибоких отворів з випуклою передньою поверхнею та елементами дроблення стружки, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба виконані випуклими, а подвійний кут в плані дорівнює j=140°, крім того кожна головна різальна крайка має заглиблення зі сторони...
Пристрій для обробки отворів у полімерних композиційних матеріалах
Номер патенту: 88454
Опубліковано: 11.03.2014
Автори: Пасічник Віталій Анатолійович, Адаменко Юрій Іванович, Степаненко Сергій Олександрович, Бесарабець Юрій Йосипович
МПК: B23B 51/08
Мітки: полімерних, композиційних, обробки, матеріалах, пристрій, отворів
Формула / Реферат:
Пристрій для обробки отворів у полімерних композитах, що вміщує різально-направляючу втулку та ступінчастий різальний інструмент, який відрізняється тим, що ступінь інструменту більшого діаметра виконаний у вигляді двох відкидних ножів, розташованих в одній поздовжній площині в пазу корпуса, а оброблення отворів меншого та більшого діаметрів здійснюється за правого обертання інструменту.
Спіральне свердло

Номер патенту: 73294
Опубліковано: 25.09.2012
Автори: Оробченко Андрій Павлович, Плівак Олександр Анатолійович, Бесарабець Юрій Йосипович, Родін Родіон Петрович, Равська Наталія Сергіївна
МПК: B23B 51/00
Формула / Реферат:
Спіральне свердло, що містить дві різальні кромки на кожному зубі, яке відрізняється тим, що різальні кромки свердла виконані як дві прямолінійні ділянки, центральні частини яких розташовані в осьовій площині свердла, а периферійні - виконані під кутом в площині, що паралельна осі свердла, де кут визначає...
Свердло для осцилюючої обробки полімерних композиційних матеріалів
Номер патенту: 90542
Опубліковано: 26.05.2014
Автори: Булах Ірина Олександрівна, Глоба Олександр Васильович
МПК: G01L 3/18, B23B 41/00, B29L 9/00
Мітки: свердло, полімерних, обробки, композиційних, матеріалів, осцилюючої
Формула / Реферат:
Свердло для обробки полімерних композиційних матеріалів (ПКМ) типу вуглепластик та склопластик, яке відрізняється тим, що різальні кромки інструмента є плоскими з відсутністю гвинтової канавки та виготовлені дзеркально для забезпечення можливості осцилюючого свердління для підвищення якості виконання отворів в (ПКM) шляхом уникнення міжшарового розшарування та розкошлачування волокон матеріалу, відсутня зворотна конусність, за рахунок чого...
Попередній патент: Диференціюючий виконавчий гідроциліндр
Наступний патент: Лікарський засіб антимікробної дії рослинного походження
Випадковий патент: Спосіб комплексної профілактики спайкової хвороби при гострій тонкокишковій непрохідності