Спосіб виготовлення металопластикового або біпластикового виробу

Формула / Реферат
1. Спосіб виготовлення металопластикового або біпластикового виробу, переважно закупорювального ковпачка для пляшки, що включає виготовлення заготовки зовнішньої оболонки виробу, розміщення і фіксацію його внутрішнього пластикового елемента в заготовці зовнішньої оболонки з утворенням цільового виробу, який відрізняється тим, що виготовлення цільового виробу здійснюють за одну технологічну стадію, при цьому внутрішній пластиковий елемент виробу формують одночасно з його розміщенням у заготовці зовнішньої оболонки, заготовку поміщають у прес-форму, вводять у зазначену заготовку пуансон з утворенням між поверхнею пуансона і внутрішньою поверхнею заготовки зазору, конфігурація і товщина якого пристосовані для формування і фіксації в заготовці заданого внутрішнього полімерного елемента, подають в утворений зазор розплав полімеру під тиском, що забезпечує формуюче зусилля пластику і здійснення одночасного обтиснення заготовки зовнішньої оболонки в прес-формі до формування зовнішньої оболонки виробу, формують внутрішній пластиковий елемент і здійснюють його фіксацію в сформованій зовнішній оболонці виробу.
2. Спосіб за п. 1, який відрізняється тим, що на зовнішній поверхні заготовки зовнішньої оболонки виробу утворюють заданий рельєф шляхом обтиснення заготовки в прес-формі, стінки якої мають рельєфні ділянки, відповідні до заданого рельєфу.
3. Спосіб за п. 2, який відрізняється тим, що заданий рельєф утворюють на бічній і/або торцевій стінках заготовки зовнішньої оболонки виробу.
4. Спосіб за п. 3, який відрізняється тим, що на бічній стінці заготовки зовнішньої оболонки виробу утворюють заданий рельєф, що включає принаймні один наскрізний проріз, шляхом обтиснення заготовки в прес-формі, стінки якої мають принаймні одну відповідну ділянку, яка забезпечує деформацію матеріалу бічної стінки заготовки, що перевищує границю текучості цього матеріалу.
5. Спосіб за п. 1, який відрізняється тим, що принаймні на внутрішній поверхні пластикового елемента виробу утворюють заданий рельєф шляхом використання пуансона, поверхня якого має рельєфні ділянки, відповідні до заданого рельєфу.
6. Спосіб за п. 1, який відрізняється тим, що подачу в зазор розплаву пластику здійснюють по каналу, виконаному в пуансоні.
7. Спосіб за п. 3, який відрізняється тим, що створюють пластикову оболонку на зовнішній поверхні заготовки зовнішньої оболонки виробу шляхом утворення в заданому рельєфі заготовки наскрізного прорізу, пристосованого для подавання розчину пластику із зазору в простір, який створюють між зовнішньою поверхнею заготовки і внутрішньою поверхнею прес-форми.
Текст
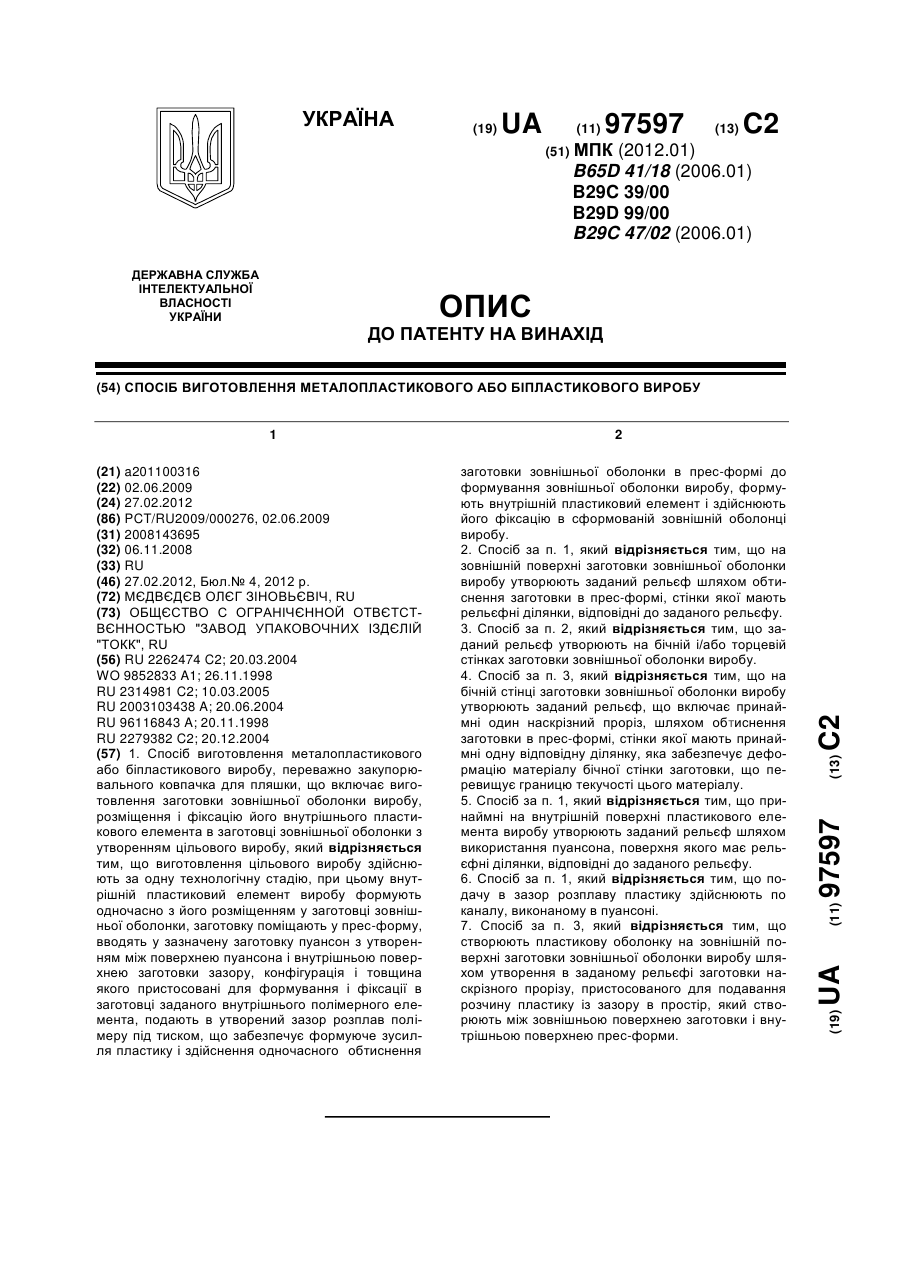
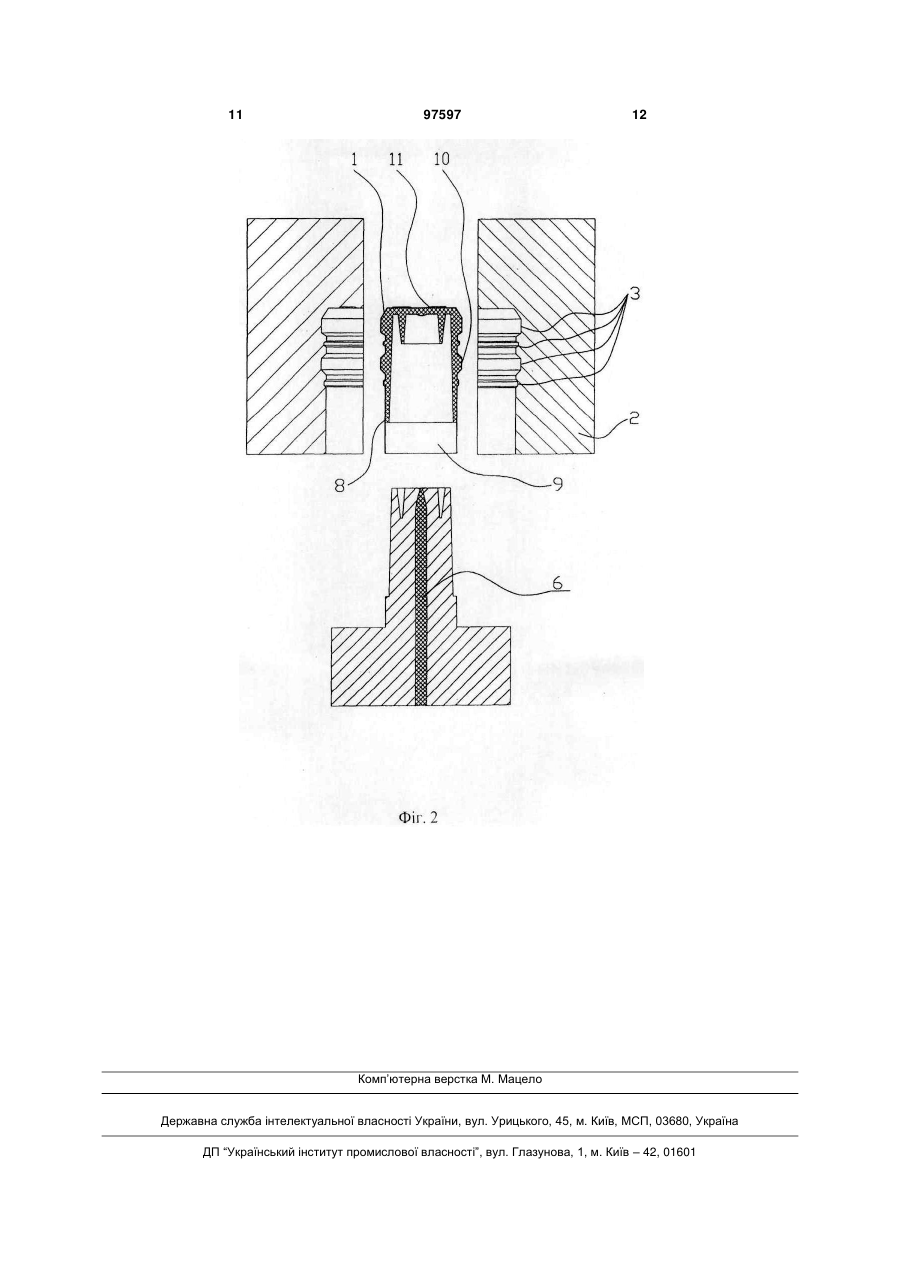
1. Спосіб виготовлення металопластикового або біпластикового виробу, переважно закупорювального ковпачка для пляшки, що включає виготовлення заготовки зовнішньої оболонки виробу, розміщення і фіксацію його внутрішнього пластикового елемента в заготовці зовнішньої оболонки з утворенням цільового виробу, який відрізняється тим, що виготовлення цільового виробу здійснюють за одну технологічну стадію, при цьому внутрішній пластиковий елемент виробу формують одночасно з його розміщенням у заготовці зовнішньої оболонки, заготовку поміщають у прес-форму, вводять у зазначену заготовку пуансон з утворенням між поверхнею пуансона і внутрішньою поверхнею заготовки зазору, конфігурація і товщина якого пристосовані для формування і фіксації в заготовці заданого внутрішнього полімерного елемента, подають в утворений зазор розплав полімеру під тиском, що забезпечує формуюче зусилля пластику і здійснення одночасного обтиснення 2 (19) 1 3 Область техніки, до якої відноситься винахід Винахід відноситься до способу виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки. Рівень техніки Відомий спосіб виготовлення укупорювального засобу для пляшок, що включає нанесення на листову заготовку оболонки укупорювального засобу шару ущільнювальної пластикової пасти, подальший розкрій і штампування укупорювального засобу таким чином, щоб нанесений шар пластикової пасти, що утворює ущільнювальну прокладку, був розташований на внутрішній поверхні оболонки укупорювального засобу для пляшки (SU, 1634593, МПК: В65D39/02). Зазначений спосіб не забезпечує надійних укупорювальних властивостей засобу, що виготовляється, через погану адгезію ущільнювальної прокладки до внутрішньої поверхні його оболонки. Прототипом обраний спосіб виготовлення укупорювального ковпачка, що складається з металевої зовнішньої оболонки і пластмасової втулки, укріпленої на внутрішній поверхні бічної стінки оболонки (французька заявка на патент № 2 762 304, МПК: В 65D41/12). Зазначений ковпачок призначений для укупорювання пляшок з напоями. За способом, описаним у зазначеній публікації, виготовляють заготовку металевої зовнішньої оболонки з використанням штампування або прокатки, розміщають у виготовленій оболонці попередньо виготовлену пластмасову втулку і шляхом термообробки під тиском забезпечують зчеплення втулки і оболонки для фіксації втулки, після чого можлива стадія обробки отриманого ковпачка для падання йому заданої форми. Зазначений спосіб не дозволяє виготовити цільовий виріб, внутрішній пластиковий елемент якого перевищує розмір відкритої частини металевої зовнішньої оболонки, у тому числі, виготовити цільовий виріб, внутрішній пластиковий елемент якого має діжкоподібну форму або форму конуса з розширенням до торця металевої зовнішньої оболонки ковпачка. Крім того, зазначений спосіб передбачає багатостадійний процес одержання цільового виробу, а саме виготовлення металевої зовнішньої оболонки; виготовлення пластмасової втулки; зборку металевого і пластмасового елементів; закріплення одного елемента відносно іншого елемента; формування заданої форми цільового виробу. Суть винаходу В основу винаходу, що заявляється, поставлена задача створити такий спосіб виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки, який дозволив би спростити технологію одержання цільового виробу і забезпечив можливість формування збірного виробу із внутрішнім пластиковим елементом різної конфігурації. Задача вирішується за рахунок того, що в способі виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки, що включає виготовлення заготовки зовнішньої оболонки виробу, формуван 97597 4 ня внутрішнього пластикового елемента, його розміщення і фіксацію в заготовці зовнішньої оболонки і утворення цільового виробу, згідно із заявленим винаходом, внутрішній пластиковий елемент виробу формують одночасно з його розміщенням у заготовці зовнішньої оболонки, виконаної з металу або пластику, для чого заготовку зовнішньої оболонки поміщають у прес-форму, вводять у зазначену заготовку пуансон і утворюють між поверхнею пуансона і внутрішньою поверхнею заготовки зовнішньої оболонки зазор, потім подають в утворений зазор розплав пластику, заповнюють їм весь зазор і притискають заготовку зовнішньої оболонки до внутрішньої поверхні прес-форми, при цьому формують металеву або пластикову зовнішню оболонку виробу і здійснюють фіксацію сформованого внутрішнього пластикового елемента в сформованій зовнішній оболонці виробу. Завдяки винаходу можливо за одну технологічну стадію виготовити внутрішній пластиковий елемент будь-якої бажаної конфігурації, розмістити його в металевій або пластиковій заготовці зовнішньої оболонки виробу, сформувати задану форму цільового виробу і здійснити надійну фіксацію одного елемента цільового виробу відносно його іншого елемента. Особливість заявленого винаходу полягає в тому, що на внутрішній поверхні бічної і/або торцевої стінок прес-форми виконують заданий рельєф і при формуванні внутрішнього пластикового елемента і зовнішньої оболонки принаймні на зовнішній поверхні бічної і/або торцевої стінок заготовки зовнішньої оболонки виробу утворюють рельєф, тотожний за конфігурацією і розміром заданому рельєфу. Інша особливість заявленого винаходу полягає в тому, що на внутрішній поверхні стінок пресформи виконують рельєф, що містить принаймні одну ділянку, яка при формуванні внутрішнього пластикового елемента і зовнішньої оболонки забезпечує деформацію матеріалу заготовки зовнішньої оболонки виробу, що перевищує границю текучості цього матеріалу, і утворюють у рельєфі на стінці заготовки зовнішньої оболонки принаймні один наскрізний проріз. Ще одна особливість заявленого винаходу полягає в тому, що на поверхні пуансона виконують заданий рельєф і при формуванні внутрішнього пластикового елемента на зовнішній поверхні його стінок утворюють рельєф, тотожний за конфігурацією і розміром заданому рельєфу. Згідно з винаходом, доцільно подачу в зазор розплаву пластику здійснювати по каналу, виконаному в пуансоні або в прес-формі. Особливість винаходу, що заявляється, полягає в тому, що між зовнішньою поверхнею заготовки зовнішньої оболонки і внутрішньою поверхнею прес- форми утворюють простір і через наскрізний проріз у рельєфі на стінці заготовки зовнішньої оболонки подають в утворений простір розчин пластику, після чого формують на зовнішній поверхні заготовки зовнішньої оболонки принаймні фрагмент пластикової оболонки виробу, що ста 5 новить єдине ціле із внутрішнім пластиковим елементом. Короткий опис креслень Заявлений винахід ілюструється кресленнями, де однакові або подібні елементи мають однакові позиційні позначення. Фіг. 1 схематично показує вихідний стан засобу для реалізації способу виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки, згідно з винаходом, поздовжній переріз; Фіг.2 схематично показує засіб для реалізації способу виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки, згідно з винаходом, після подачі розплаву пластику, поздовжній переріз. Докладний опис винаходу На фіг. 1 схематично показаний вихідний стан засобу для реалізації способу виготовлення металопластикового або біпластикового виробу, переважно укупорювального ковпачка для пляшки, що заявляється згідно з винаходом. Заявлений спосіб відноситься до виготовлення виробів, які мають ківшеподібну форму, переважно укупорювального ковпачка для пляшки. Нижченаведений докладний опис винаходу приводиться відносно виготовлення укупорювального ковпачка для пляшки. Заявлений спосіб включає виготовлення з металу або пластику заготовки 1 зовнішньої оболонки укупорювального ковпачка. Винахід передбачає можливість виготовлення заготовки 1 зовнішньої оболонки укупорювального ковпачка з матеріалу, що складається із шарів різних металів або з композита на основі металу і пластику. Заявлений спосіб придатний для формування укупорювального ковпачка, зовнішня оболонка якого виконана тільки із пластику, а саме із твердого пластику, наприклад, полікарбонату, здатного деформуватися без руйнування, у тому числі при частковій передачі тепла від розплаву пластику, використовуваного при виготовленні внутрішнього елемента укупорювального ковпачка. Виготовлення заготовки 1 зовнішньої оболонки укупорювального ковпачка здійснюють відомими способами, а саме, наприклад, штампуванням, прокаткою. Потім попередньо виконану заготовку 1 зовнішньої оболонки укупорювального ковпачка поміщають у прес-форму 2. Згідно із заявленим винаходом, на внутрішній поверхні бічної і/або торцевий стінок прес-форми 2 виконують заданий рельєф 3. Далі вводять у зазначену заготовку 1 пуансон 4 з утворенням між поверхнею пуансона 4 і внутрішньою поверхнею заготовки 1 кільцевого зазору 5. Згідно із заявленим винаходом, на поверхні пуансона 4 також виконують заданий рельєф. В утворений зазор 5 під тиском подають розплав-пластику 6, заповнюють їм весь зазор 5, в результаті притискають заготовку 1 до внутрішньої поверхні прес-форми 2. При цьому відбувається 97597 6 збільшення зазору 5 і заповнення об'єму, що збільшився, зазору 5 розплавом пластику. Як пластик 6 можливо використовувати, наприклад, термореактивні пластмаси на основі феноло-формальдегідних смол, поліефірних смол, епоксидних смол, сечовинно-формальдегідних смол; або термопластичні пластмаси, наприклад, на основі поліолефінів, полівінілхлориду, полістиролу. Зрозуміло, що при використанні заявленого способу, при виготовленні виробів для укупорювання харчових продуктів можливе застосування тільки відповідних дозволених пластиків. Згідно із заявленим винаходом, подачу в зазор 5 розплаву пластику 6 можливо здійснювати по каналу 7, виконаному в пуансоні 4. Винахід передбачає можливість подачі розплаву пластику 6 у зазор 5 через канал, утворений у прес-формі 2. Після охолодження пластику 6 формують у заготовці 1 зовнішньої оболонки укупорювального ковпачка внутрішній пластиковий елемент 8 (фіг.2) укупорювального ковпачка. При цьому на зовнішній поверхні стінок сформованого внутрішнього пластикового елемента 8 утворюють рельєф, тотожний за конфігурацією і розміром заданому рельєфу на поверхні пуансона 4. Конфігурація і товщина стінок сформованого внутрішнього пластикового елемента 8 відповідає конфігурації і товщині кільцевого зазору 5 (фіг. 1). Таким чином одночасно здійснюють формування внутрішнього елемента 8 (фіг.2), розміщення елемента 8 у заготовці 1 зовнішньої оболонки укупорювального ковпачка і фіксацію елемента 8 у заготовці 1. Зовнішня оболонка 1 укупорювальпого ковпачка може бути виконана, наприклад, з полікарбонату, а внутрішній елемент 8 може бути виконаний із пластику іншого типу, наприклад, лінійною поліетилену. При цьому внутрішній пластиковий елемент 8 отриманого біпластикового укупорювального ковпачка може перевищувати розмір відкритої частини 9 зовнішньої оболонки укупорювальпого ковпачка, а саме, внутрішній пластиковий елемент 8 може мати діжкоподібну форму або форму конуса з розширенням до торця зовнішньої оболонки укупорювального ковпачка або будь-яку іншу форму, у тому числі неконцентричну. Одночасно в процесі подачі в зазор 5 (фіг.1) під тиском розплаву пластику 6 і формування в заготовці 1 заданого внутрішнього пластикового елемента 8 (фіг.2), за рахунок розплаву пластику 6, який надходить під тиском (фіг.1) і, використовуючи формуюче зусилля пластику 6, притискають заготовку 1 до стінок прес-форми 2. При цьому відбувається деформація стінок заготовки 1 відповідно до конфігурації стінок прес-форми 2 і її рельєфними ділянками 3, що приводить до формування зовнішньої оболонки виробу. Таким чином принаймні на зовнішній поверхні бічної стінки і/або принаймні на зовнішній поверхні торцевої стінки заготовки 1 зовнішньої оболонки утворюють рельєф, тотожний за конфігурацією і розміром заданому рельєфу на внутрішній поверхні бічної і/або торцевої стінок прес-форми 2. 7 Подачу розплаву пластику 6 у зазор 5 здійснюють під тиском, який залежать від текучості використовуваного полімерного матеріалу, величини зазору, пластичності матеріалу зовнішньої оболонки, висоти і ширини формованого рельєфу зовнішньої оболонки. При цьому конкретне значення тиску при подачі розплаву пластика залежить від матеріалу, з якого виконана заготовка 1, товщини її стінок. Наприклад, при використанні заготовки 1, виконаної з алюмінієвого аркуша товщиною 0,24 мм, що має товщину стінок 1,2 мм, досить подавати розплав пластику під тиском рівним 5-30 Атм щоб відбулася деформація стінок заготовки 1 відповідно до конфігурації стінок прес- форми 2 і її рельєфними ділянками 3 і був досягнутий бажаний рельєф зовнішньої оболонки укупорювального ковпачка, тобто формування зовнішньої оболонки укупорювального ковпачка. Згідно з винаходом, в процесі зазначеного формування зовнішньої оболонки укупорювального ковпачка в прес-формі 2 заданий рельєф можливо утворювати на бічній стінці 10 (фіг.2) і/або на торцевій стінці 11 зовнішньої оболонки укупорювального ковпачка, при цьому утворюють, наприклад, ребра, рельєфні зображувальні елементи, буквені, цифрові позначення. Заданий рельєф можливо утворювати тільки на зовнішній поверхні заготовки 1 (фіг.1). Однак, залежно від висоти і радіусів з'єднання рельєфних ділянок 3 на стінках прес-форми 2, їхньої конфігурації і величини тиску подачі розплаву пластику можливо виконати деформацію і зовнішньої і внутрішньої поверхонь стінок металевої зовнішньої оболонки виробу, включаючи утворення наскрізних прорізів (на фіг. не показано) стінок оболонки виробу. Для утворення принаймні одного наскрізного прорізу в рельєфі, переважно, бічної стінки заготовки зовнішньої оболонки, згідно з винаходом, притискають заготовку 1 до внутрішньої поверхні прес-форми 2, у рельєфі якої, згідно з винаходом, виконана принаймні одна ділянка, що забезпечує деформацію матеріалу заготовки зовнішньої оболонки, що перевищує границю текучості цього матеріалу. Велика кількість наскрізних прорізів, виконаних по окружності на бічній стінці заготовки 1, наприклад, заготовки ковпачка для укупорки пляшок, створюють у заданому рельєфі заготовки ковпачка ослаблену лінію у вигляді перфорації. Для утворення на пластиковому елементі 8 (фіг.2) виробу (принаймні на внутрішній поверхні пластикового елемента 8) заданого рельєфу, наприклад, гвинтової різьби доцільно використовува 97597 8 ти пуансон, на поверхні якого є відповідні рельєфні ділянки. Одночасно в процесі формування в заготовці 1 (фіг.1) заданого внутрішнього пластикового елемента 8 (фіг.2) і формування зовнішньої оболонки укупорювального ковпачка здійснюють зчеплення зовнішньої оболонки укупорювального ковпачка і його пластикового елемента, досягають механічну фіксацію пластикового елемента в зазначеній оболонці укупорювального ковпачка, в тому числі, за рахунок виконання заданих рельєфів як на стінках зовнішньої оболонки, так і на стінках внутрішнього пластикового елемента елементів, що забезпечують зчеплення виробу як в осьовому, так і в радіальному напрямках. Особливість способу, що заявляється, полягає в тому, що в процесі єдиної технологічної стадії можливо додатково створити пластиковий елемент - дублюючу пластикову оболонку на зовнішній поверхні зовнішньої оболонки виробу. Для цього утворюють між зовнішньою поверхнею заготовки 1 і внутрішньою поверхнею прес-форми 2 простір (на фіг. не показаний). У заданому рельєфі зовнішньої оболонки створюють наскрізні прорізи, далі розплав пластику, що подавався під тиском у кільцевий зазор між поверхнею пуансона 4 і внутрішньою поверхнею заготовки 1, направляють через наскрізні прорізи зовнішньої оболонки в названий вище простір між зовнішньою поверхнею заготовки 1 і внутрішньою поверхнею прес-форми 2. Таким чином після охолодження формують на зовнішній поверхні заготовки зовнішньої оболонки принаймні фрагмент пластикової оболонки виробу, що становить єдине ціле із внутрішнім пластиковим елементом. Таким чином, запропонований спосіб забезпечує спрощення технології виготовлення металопластикового або біпластикового виробу з можливістю ускладнити конструкцію цільового виробу відносно конфігурації його полімерного внутрішнього елемента. Запропонований спосіб дозволяє за одну технологічну стадію виготовити внутрішній полімерний елемент будь-якої бажаної конфігурації, розмістити його в металевій або пластиковій заготовці зовнішньої оболонки виробу, сформувати задану форму цільового виробу і здійснити надійну фіксацію одного елемента цільового виробу відносно його іншого елемента. Промислова придатність Винахід може бути застосований при виготовленні ківшеподібних виробів, що мають оболонку, виконану з металу або пластику, і внутрішній елемент, виконаний із пластику, зокрема, винахід може бути застосований при формуванні укупорювального ковпачка для пляшки. 9 97597 10 11 97597 12 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing metal-plastic or biplastic article
Автори англійськоюMedvedev, Oleg Zinovievich
Назва патенту російськоюСпособ изготовления металлопластикового или бипластикового изделия
Автори російськоюМедведев Олег Зиновьевич
МПК / Мітки
МПК: B29C 39/00, B29D 99/00, B29C 47/02, B65D 41/18
Мітки: металопластикового, виготовлення, виробу, спосіб, біпластикового
Код посилання
<a href="https://ua.patents.su/6-97597-sposib-vigotovlennya-metaloplastikovogo-abo-biplastikovogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металопластикового або біпластикового виробу</a>
Спосіб виготовлення сувенірного виробу лазерним гравіруванням
Номер патенту: 62209
Опубліковано: 10.08.2011
Автори: Бєльський Валерій В'ячеславович, Піменов Анатолій Анатолійович, Балан Роман Іванович, Клєшня Леонід Валерійович, Кузнецов Денис Анатолійович
МПК: B23K 26/00
Мітки: виготовлення, виробу, гравіруванням, сувенірного, спосіб, лазерним
Формула / Реферат:
1. Спосіб виготовлення сувенірного виробу лазерним гравіруванням, що включає обробку поверхні заготовки сфокусованим модульованим пучком лазерного випромінювання, вибираючи швидкість переміщення лазерного пучка, яка забезпечує видалення шару матеріалу, глибина якого відповідає потрібній точності формування контуру і профілю елемента малюнка, формування сигналів модуляції і переміщення лазерного пучка за допомогою комп'ютера на підставі...
Спосіб виготовлення сувенірного виробу із заготовки з пластичного матеріалу
Номер патенту: 5961
Опубліковано: 15.03.2005
Автор: Лихогуб Віталій Сергійович
МПК: B21H 7/00
Мітки: заготовки, виготовлення, матеріалу, сувенірного, виробу, пластичного, спосіб
Формула / Реферат:
1. Спосіб виготовлення сувенірного виробу із заготовки з пластичного матеріалу, що включає формування виробів методом механічної обробки заготовок тиском, який відрізняється тим, що як заготовки використовують деталі предметів широкого вжитку, що містять принаймні на одній плоскій поверхні нанесене зображення, і принаймні на цій поверхні на механічному пристрої з ручним приводом формують рельєфне зображення, вибір якого, як і заготовки, а...
Спосіб виготовлення виробу із бісеру (діагональне квадратоплетіння)
Номер патенту: 47252
Опубліковано: 25.01.2010
Автор: Харченко Марина Миколаївна
МПК: B44C 5/00
Мітки: діагональне, спосіб, бісеру, квадратоплетіння, виробу, виготовлення
Формула / Реферат:
1.Спосіб виготовлення виробу з бісеру (діагональне квадратоплетіння), що включає прийом плетіння шляхом з'єднання бісеринок і формування елемента заданого контуру і малюнка, який відрізняється тим, що плетіння здійснюється на капроновій нитці, на яку надягають однакові за розміром бісеринки. 2.Спосіб за п. 1, який відрізняється тим, що здійснюється шляхом особливого порядку надягання бісеринок, в якому ряди, що є суміжними, плетуться...
Спосіб виготовлення тістяного виробу з начинкою
Номер патенту: 35837
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, тістяного, виробу, виготовлення, начинкою
Текст:
...на підприємстві "Везувіо ЛТД" і в теперішній час серійно виготовляється підприємством. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50...
Спосіб виготовлення виробу з наскрізним отвором
Номер патенту: 83315
Опубліковано: 25.06.2008
Автори: Алексєєв Володимир Павлович, Дарда Юрій Антонович, Ляшенко Людмила Дмитрівна
Мітки: отвором, спосіб, наскрізним, виготовлення, виробу
Формула / Реферат:
1. Спосіб виготовлення виробу з наскрізним отвором, який полягає в тому, що в капсулі розміщують оправку у вигляді трубки, яка має однакову довжину з капсулою і розташована з зазором по її довжині, заповнюють простір між трубкою і внутрішньою поверхнею капсули металевим порошком, з якого формують виріб, який відрізняється тим, що заповнення здійснюють вільним засипанням порошку, закривають капсулу і поміщають її у вакуумну піч, проводять...
Попередній патент: Спосіб охорони гірничої виробки
Наступний патент: Інгібітори fxа з циклічним амідоксимом або циклічним амідразоном як р4 субодиниця, способи їх одержання і їх фармацевтичні композиції і похідні
Випадковий патент: Гідромеханічна коробка передач