Спосіб виготовлення виробу з наскрізним отвором
Номер патенту: 83315
Опубліковано: 25.06.2008
Автори: Ляшенко Людмила Дмитрівна, Дарда Юрій Антонович, Алексєєв Володимир Павлович
Формула / Реферат
1. Спосіб виготовлення виробу з наскрізним отвором, який полягає в тому, що в капсулі розміщують оправку у вигляді трубки, яка має однакову довжину з капсулою і розташована з зазором по її довжині, заповнюють простір між трубкою і внутрішньою поверхнею капсули металевим порошком, з якого формують виріб, який відрізняється тим, що заповнення здійснюють вільним засипанням порошку, закривають капсулу і поміщають її у вакуумну піч, проводять твердофазне спікання порошку при температурі 1000-1200 °С до одержання заготовки, видаляють трубку, заготовку герметизують і додатково ущільнюють шляхом гідростатичного пресування тиском 400-800 МПа, після чого спікають при температурі 1320-1380 °С і охолоджують з піччю у ступінчастому режимі.
2. Спосіб за п. 1, який відрізняється тим, що спікання проводять по ступінчастому режиму.
3. Спосіб за п. 1, який відрізняється тим, що охолодження сполучають із відпалом заготовки.
Текст
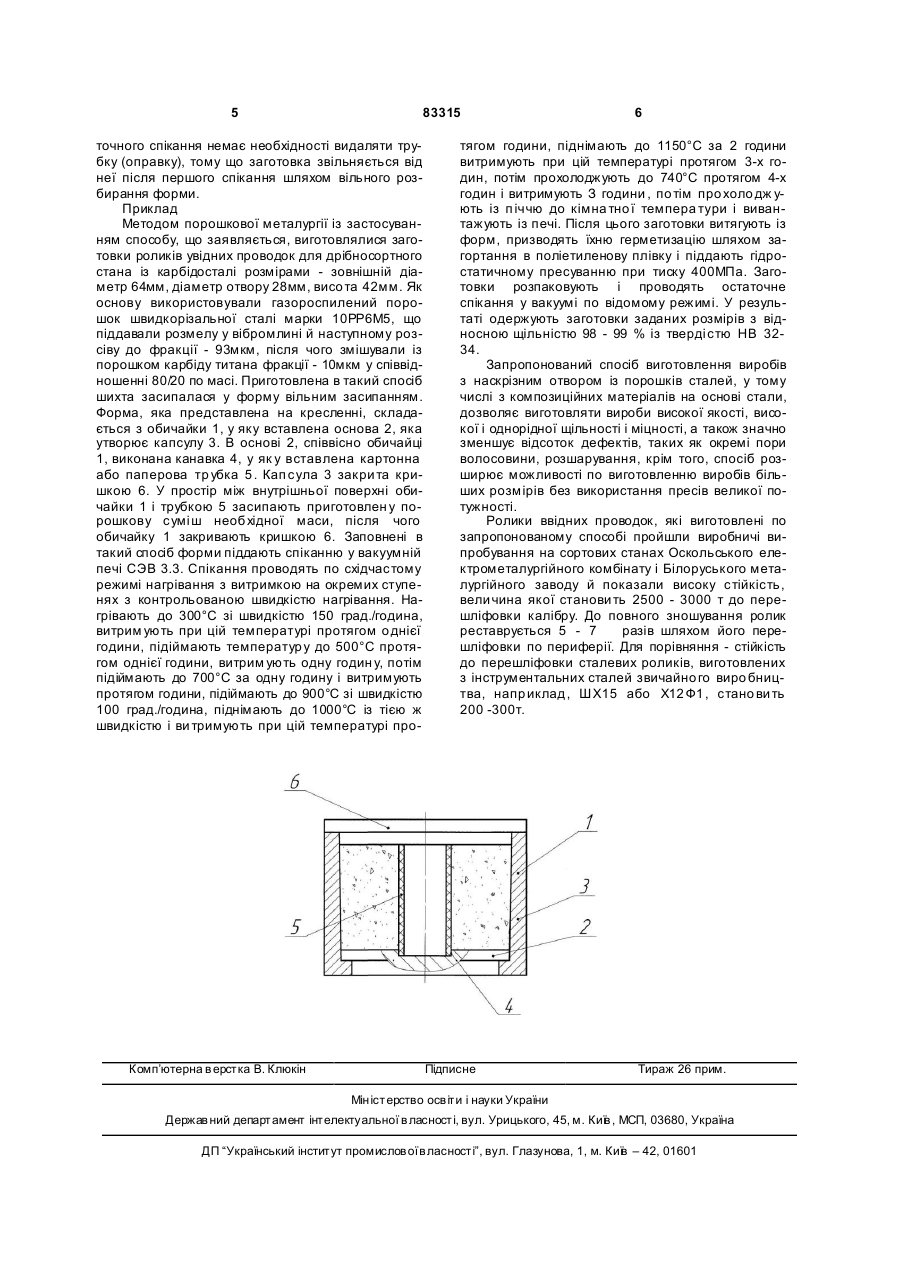
1. Спосіб виготовлення виробу з наскрізним отвором, який полягає в тому, що в капсулі розміщують оправку у вигляді трубки, яка має однакову 3 83315 крім то го , пе редба ча є ви да лення к апсули пі сля спікання заготовки. Також відомий спосіб виго то влення заго то вок із композиційних матеріалів [див. патент України №74480, МПК7 B22F3/00; B22F3/04, опубл. 1 5 .12 .20 05 p .], ві дпо ві дн о до яко го н а го то влюють ши хту шля хо м подрібнення і змішування порошків сталі і тугоплавкої сполуки, ши хту формують у газопроникні оболонкові форми, герметизують і проводять пресува ння гі дроста тичн им методом при тиск у 300 - 1000 МПа . Після гідроста тично го пресування, пресовку розпаковують і піддають спіканню у вакуумі, при цьому відпал заготовки сполучають зі спіканням. Недоліком цього способу є перекручування форми заготовки, пов'язане з тим, що для газопроникної оболонкової форми використовують матеріали малої товщини, із за чого зовнішня поверхня оболонкових форм при гідростатичному пресуванні усаджується нерівномірно, втрачає стійкість. У зв'язку із цим на зовнішній поверхні форми утворюються зморшки, причому їхня величина тим більше, чим більше усадка при пресуванні. Це сприяє виникненню відбитків зморшок на зовнішній поверхні пресовки, через що доводиться збільшувати припуск на заготовку. Крім того, ці зморшки можуть служити причиною появи дефектів при остаточному спіканні. Найбільш близьким до способу, який заявляється по технічній суті і результату, що, досягається є спосіб виго то влення виробу з наскрізним отвором методом порошкової металургії, який описаний у [патенті Швеції №26725 МПК B22F3/15 опубл. 12.11.1999p.] Відповідно до способу в капсулі розміщують оправку у вигляді тр убки, що має однакову довжину з капсулою і розташована з зазором по її довжині, і, розміщений із зазором усередині трубки такої ж довжини стрижень. Простір між трубкою і внутрішньою повер хне ю капсули заповн юють поро шком , з якого форм ують вирі б, а простір між стрижнем і повер хнею тр убки заповнюють неметалічним п о р о шко м . Ка псулу ге р ме ти чн о з акр и вають і пі ддають гар я чом у ізостатичному пресуванню при температурі більш ніж 1000°С до досягнення абсолютної щільності спресованої з металевого порошку заготовки. Гаряче ізостатичне пресування проводять із ущільненням металевого порошку в просторі між стр ижнем і тр убко ю до оде ржання практи чно щі льного матеріалу, що передає ізостатичний тиск, який прикладається до зовнішньої поверхні капсули на стрижень через металевий порошок, що допресовує останній до абсолютної щільності. До недоліків цього способу можна віднести: складність, яка полягає в значній кількості елементів форми і наявності допоміжного неметалічного порошку, що ускладнює забезпечення заданих розмірів і геометричну точність форми; досить високу трудомісткість способу і витрати на його здійснення, пов'язані з необхідністю допоміжних матеріалів, і зміною капсул, які віддаляються після одержання кожної заготовки (тобто є одноразовими); 4 наявність дорогого устатк ування для реалізації способу, а саме преса для гарячого ізостатичного пресування. В основу вина хо ду поставлена задача - удо сконалення способу виготовлення виробів з наскрізним отвором шляхом зміни технологічного циклу, що дозволить спростити спосіб, знизити його трудомісткість і витрати на здійснення, при цьому забезпечується висока якість одержуваного виробу за рахунок забезпечення комплексу необхідних властивостей. Поставлена задача вирішується за рахунок того, що в способі виготовлення виробу з наскрізним отвором, який полягає в тім, що в капсулі розміщають оправку у вигляді трубки, яка має однакову довжину з капсулою і розташована з зазором по її довжині, заповнюють простір між трубкою і внутрішньою поверхнею капсули металевим порошком, з якого формують виріб, відповідно до винаходу заповнення здійснюють вільним засипанням порошку, закривають капсулу і поміщають її у вакуумну піч, проводять твердофазне спікання порошку при температурі 10001200°С до одержання за го то вк и , видаляють тр убк у, з а го то вк у герме тиз ують і дода тко во ущільнюють шляхом гідростатичного пресування тиском 400-800МПа, після чого спікають при температурі 1320-1380°С і охолоджують із піччю по східчастому режимі. Відповідно до винаходу, спікання проводять по ступінчастому режимі, а охолодження по ступінчастому режимі сполучають із відпалом заготовки. Причинно - наслідковий зв'язок між ознаками винаходу і технічним результатом, який досягається, встановлюється в такий спосіб: Запропонований спосіб відрізняється від відомого послідовністю і кількістю операцій технологічного циклу і його режимів. У способі який заявляється форма, використовується багаторазово за рахунок проведення проміжного твердофазного спікання у вакуумі, при температурі, яка дозволяє здійснити процес спікання практично без усадки. Це дозволяє одержувати компактну проміжну загото вку з рівномірно розподіленою пористістю. Наступна її допресовка при гідростатичному тиску 400-800 Мпа додатково ущільнює заготівлю, забезпечуючи однорідну щільність в обсязі заготовки. Це гарантує високу якість виробу при остаточному спіканні. Охолодження по ступінчастому режимі дозволяє сполучити процес спікання заготівлі з її відпа лом, що скоро чує ви тра ту елек троенергі ї і ча су, необхі дном у для відпалу. У за пр оп он о ва но м у сп о со бі фо рм а не ге рм е тиз уєть ся , як з а прототипом, це дозволяє призводити її розбирання після процесу спікання. Пр и форм уванні поро шок н е п іддають попе редньом у ущі льненн ю, а засипають вільно, що забезпечує гарну дегазацію і відновлення порошку в процесі спікання. Вільне засипання порошку забезпечує більш однорідну вели чин у ви хідної щі льності , що, у сво ю чер гу, забезпе чує однорідн у вели чин у усадки при на ступни х операція х гідро ста тичн ої обробки й оста точного спікання. Всі ці дії забезпечують сталість розмірів і форми заготовки, а також відсутність тріщин при спіканні. Крім того, у способі який заявляється, після оста 5 83315 точного спікання немає необхідності видаляти трубку (оправку), тому що заготовка звільняється від неї після першого спікання шляхом вільного розбирання форми. Приклад Методом порошкової металургії із застосуванням способу, що заявляється, виготовлялися заготовки роликів увідних проводок для дрібносортного стана із карбідосталі розмірами - зовнішній діаметр 64мм, діаметр отвору 28мм, висо та 42мм. Як основу використовували газороспилений порошок швидкорізальної сталі марки 10РР6М5, що піддавали розмелу у вібромлині й наступному розсіву до фракції - 93мкм, після чого змішували із порошком карбіду титана фракції - 10мкм у співвідношенні 80/20 по масі. Приготовлена в такий спосіб шихта засипалася у форму вільним засипанням. Форма, яка представлена на кресленні, складається з обичайки 1, у яку вставлена основа 2, яка утворює капсулу 3. В основі 2, співвісно обичайці 1, виконана канавка 4, у як у вставлена картонна або паперова тр убка 5 . Кап сула 3 закри та кришкою 6. У простір між внутрішньої поверхні обичайки 1 і трубкою 5 засипають приготовлен у порошкову сумі ш необхідної маси, після чого обичайку 1 закривають кришкою 6. Заповнені в такий спосіб форми піддають спіканню у вакуумній печі СЭВ 3.3. Спікання проводять по східчастому режимі нагрівання з витримкою на окремих ступенях з контрольованою швидкістю нагрівання. Нагрівають до 300°С зі швидкістю 150 град./година, витрим ують при цій температурі протягом о днієї години, підіймають температур у до 500°С протягом однієї години, витрим ують одну годин у, потім підіймають до 700°С за одну годину і витримують протягом години, підіймають до 900°С зі швидкістю 100 град./година, піднімають до 1000°С із тією ж швидкістю і ви тримують при цій температурі про Комп’ютерна в ерстка В. Клюкін 6 тягом години, піднімають до 1150°С за 2 години витримують при цій температурі протягом 3-х годин, потім прохолоджують до 740°С протягом 4-х годин і витримують З години , по тім про холо дж ують із п іччю до кімна тно ї темпера тури і вивантажують із печі. Після цього заготовки витягують із форм, призводять їхню герметизацію шляхом загортання в поліетиленову плівку і піддають гідростатичному пресуванню при тиску 400МПа. Заготовки розпаковують і проводять остаточне спікання у вакуумі по відомому режимі. У результаті одержують заготовки заданих розмірів з відносною щільністю 98 - 99 % із тверді стю НВ 3234. Запропонований спосіб виготовлення виробів з наскрізним отвором із порошків сталей, у тому числі з композиційних матеріалів на основі стали, дозволяє виготовляти вироби високої якості, високої і однорідної щільності і міцності, а також значно зменшує відсоток дефектів, таких як окремі пори волосовини, розшарування, крім того, спосіб розширює можливості по виготовленню виробів більших розмірів без використання пресів великої потужності. Ролики ввідних проводок, які виготовлені по запропонованому способі пройшли виробничі випробування на сортових станах Оскольського електрометалургійного комбінату і Білоруського металургійного заводу йпоказали високу стійкість, вели чина якої станови ть 2500 - 3000 т до перешліфовки калібру. До повного зношування ролик реставрується 5 - 7 разів шляхом його перешліфовки по периферії. Для порівняння - стійкість до перешліфовки сталевих роликів, виготовлених з інструментальних сталей звичайно го виро бництва, напр иклад, ШХ15 або Х12 Ф1 , стано ви ть 200 -300т. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing article with through opening
Автори англійськоюAlekseev Volodymyr Pavlovych, Darda Yurii Antonovych, Liashenko Liudmyla Dmytrivna
Назва патенту російськоюСпособ изготовления изделия со сквозным отверстием
Автори російськоюАлексеев Владимир Павлович, Дарда Юрий Антонович, Ляшенко Людмила Дмитриевна
МПК / Мітки
Мітки: виробу, наскрізним, спосіб, отвором, виготовлення
Код посилання
<a href="https://ua.patents.su/3-83315-sposib-vigotovlennya-virobu-z-naskriznim-otvorom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробу з наскрізним отвором</a>
Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Номер патенту: 26725
Опубліковано: 12.11.1999
Автор: БІЛЬГРЕН Пер
Мітки: порошкової, спосіб, виробу, наскрізним, отвором, виготовлення, металургії, методом
Формула / Реферат:
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Алієва Лейла Іграмотдіновна, Сивак Катерина Іванівна, Савчинський Іван Григорович, Лобанов Олександр Іванович
МПК: B21K 21/00
Мітки: деталей, наскрізним, отвором, спосіб, виготовлення
Формула / Реферат:
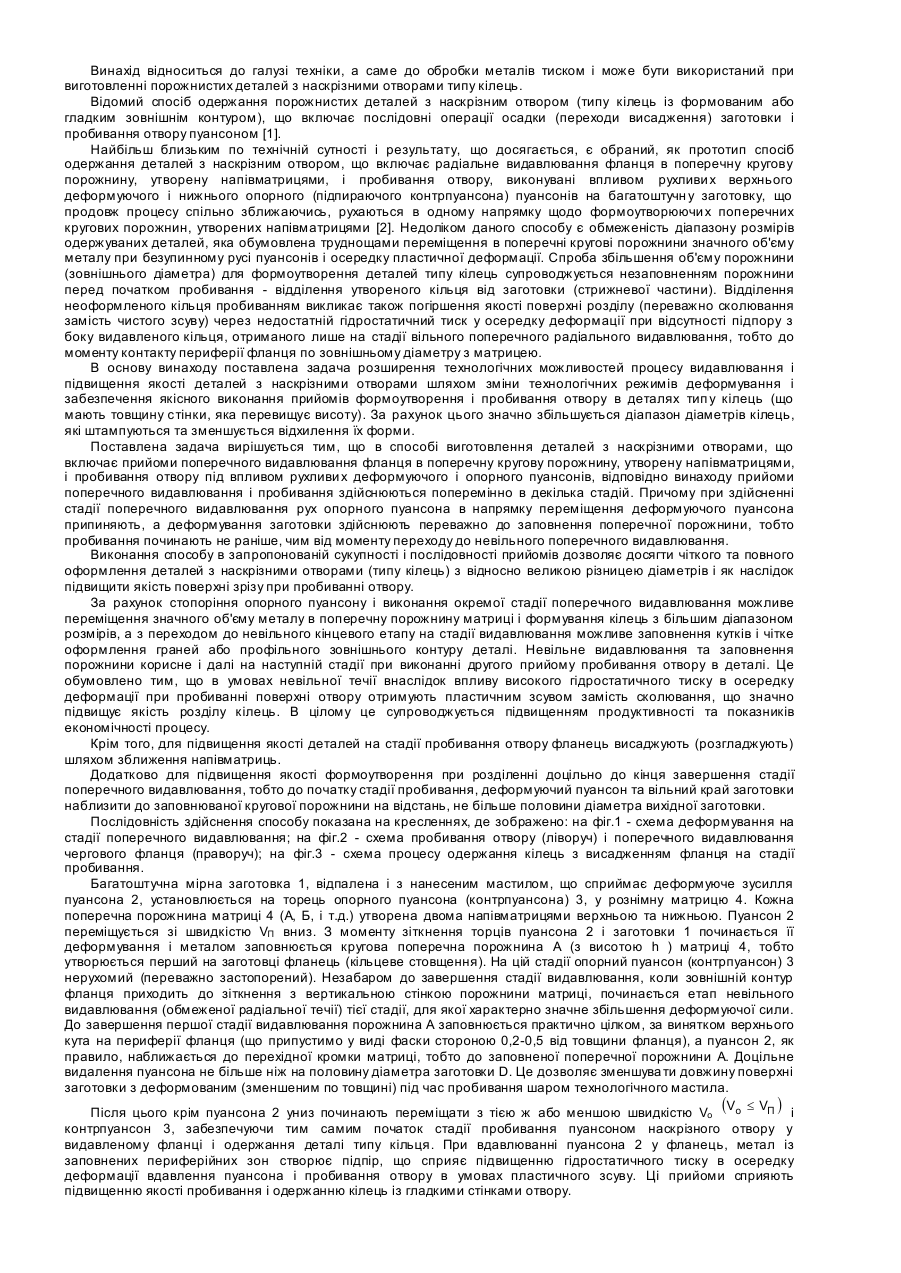
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Стенд для випробувань деталі з наскрізним отвором у середині на розтягування
Номер патенту: 6528
Опубліковано: 16.05.2005
Автори: Мірошкін Михайло Олексійович, Биченко Олександр Іванович, Донченко Анатолій Володимирович, Бондарев Сергій Володимирович
МПК: G01M 13/00
Мітки: отвором, стенд, середині, розтягування, випробувань, деталі, наскрізним
Формула / Реферат:
Стенд для випробувань з наскрізним отвором у середині на розтягування, що містить встановлений на основі рухомий у подовжньому напрямку елемент для розміщення на ньому випробовуваної деталі, розміщений під рухомим у вертикальному напрямку навантажувальним елементом, і вузол навантаження випробовуваної деталі, який відрізняється тим, що він містить нерухомий силовий каркас, зміцнений ребрами жорсткості, усередину каркаса встановлюють деталь з...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Бублік Георгій Єгорович, Андрющенко Анатолій Петрович
МПК: B21D 22/06, B21D 37/00
Мітки: штампах, типу, спосіб, осьовим, поковок, пристрій, точних, виготовлення, отвором, підкладних, здійснення, фурм
Формула / Реферат:
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Спосіб виготовлення кондитерського виробу
Номер патенту: 60748
Опубліковано: 15.10.2003
Автор: Кібкало Ганна Борисівна
МПК: A21D 13/08
Мітки: спосіб, виготовлення, кондитерського, виробу
Формула / Реферат:
1. Спосіб виготовлення кондитерського виробу, при якому з масляного бісквітного тіста випікають масляний бісквітний напівфабрикат, приготовляють з нього масляну бісквітну основу, після чого на масляну бісквітну основу наносять шар крему, який готують шляхом змішання вершків із стабілізуючою і смаковою добавками, і зверху кремового шару розміщують шар готового кондитерського напівфабрикату, який відрізняється тим, що перед випіканням масляне...
Попередній патент: 2-(піридин-2-іл)піримідинові сполуки та їх застосування для боротьби зі шкідливими грибами
Наступний патент: Спосіб мікрохірургічного доступу до корінця трійчастого нерва експериментальних тварин
Випадковий патент: Активатор дисперсних сумішей