Чотириланкова дискова пила для поперечного різання сортового металопрокату
Номер патенту: 97849
Опубліковано: 10.04.2015
Автори: Боровік Павло Володимирович, Петров Павло Олександрович, Селезньов Максим Євгенович

Формула / Реферат
Чотириланкова дискова пила для поперечного різання сортового металопрокату, яка відрізняється тим, що додатково оснащена гідравлічним механізмом.
Текст
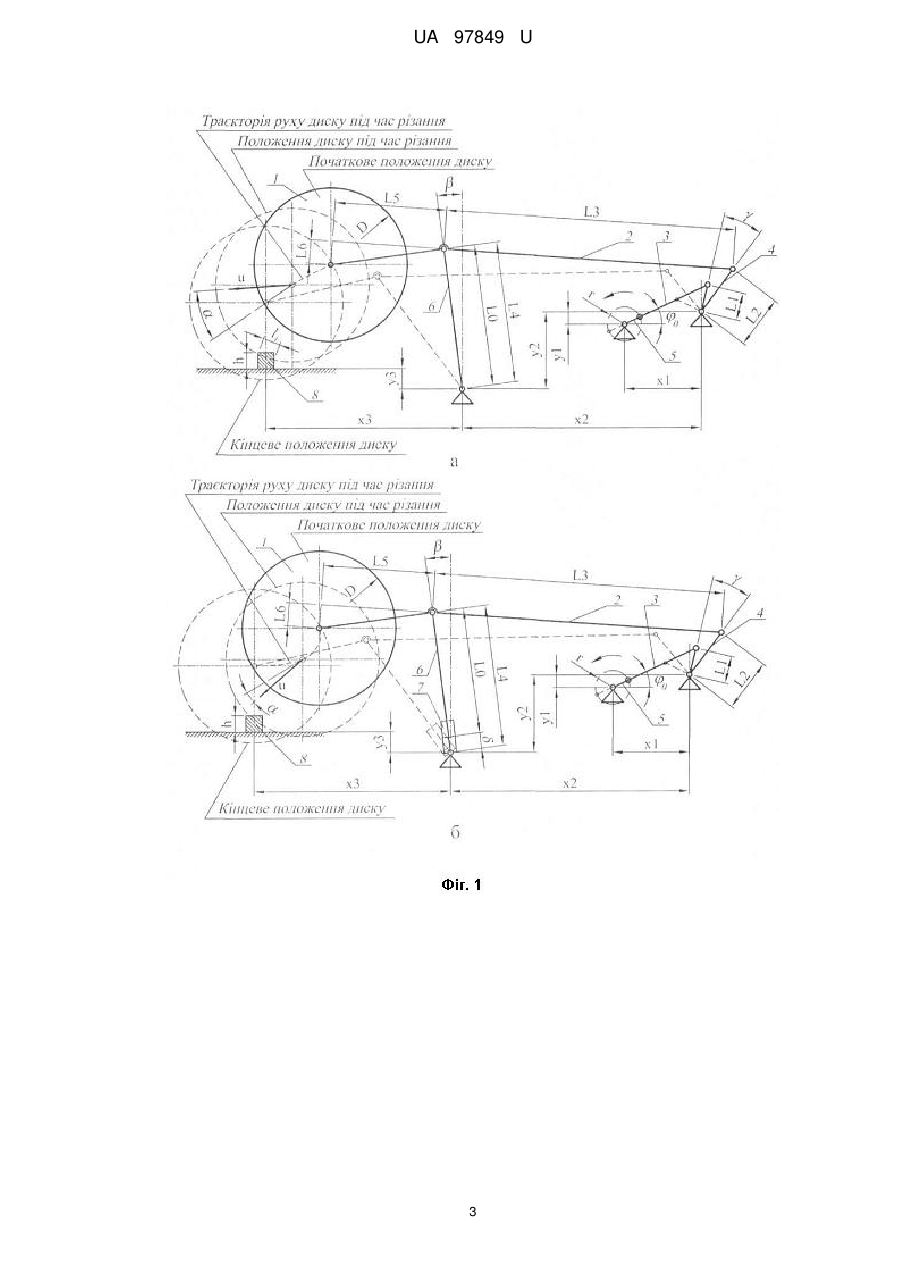
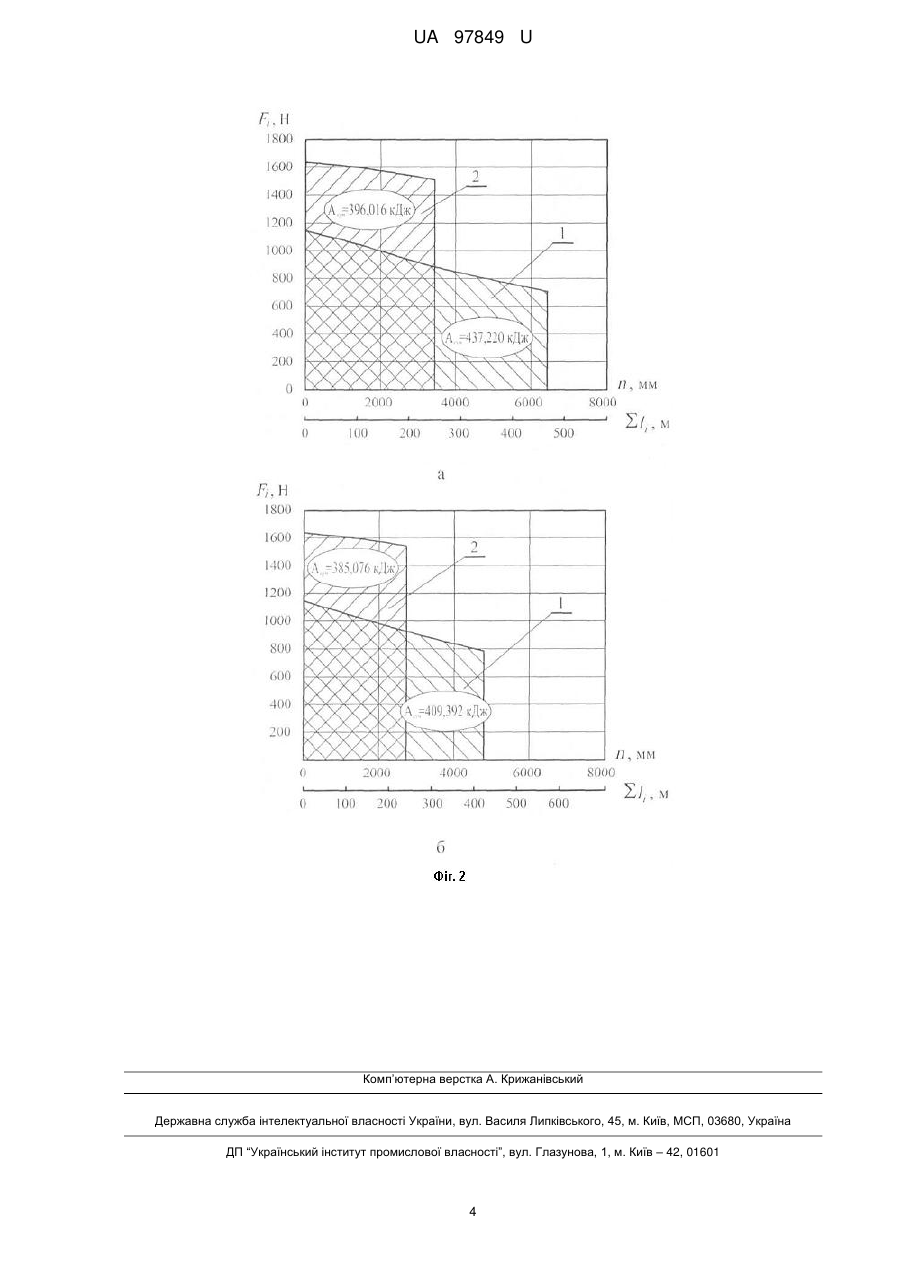
Реферат: Чотириланкова дискова пила для поперечного різання сортового металопрокату додатково оснащена гідравлічним механізмом. UA 97849 U (12) UA 97849 U UA 97849 U 5 10 15 20 25 30 35 Корисна модель належить до обробки метала шляхом зняття стружки зокрема до поперечного різання сортового металопрокату. Відомі аналоги є чотириланкові дискові пили, які забезпечують близьку до прямолінійної траєкторію руху диску за рахунок наявності у їх конструкції кривошипно-коромислового механізму подачі (прямило П.Л. Чебишева) (Ф.К. Іванченко "Розрахунок машин і механізмів прокатних цехів", Київ, Вища школа, 1995 г., с. 368). Недоліком аналогів є неможливість забезпечення максимально можливої товщини стружки m, що призводить до збільшення числа входів n зубів диска в метал та сумарної роботи різання Асум, внаслідок чого зменшується його технічний ресурс. В основу корисної моделі є зменшення сумарної роботи різання Асум механізму обертання диска та підвищення його технічного ресурсу за рахунок оптимізації траєкторії руху в процесі розділення сортового металопрокату, шляхом вдосконалення конструкції використовуваної чотириланкової дискової пили, та мінімізації значення куту α між напрямком переміщення центра диска і напрямком швидкості подачі u (фіг. 1). Поставлена задача вирішується тим, що конструкція чотириланкової дискової пили додатково обладнана гідравлічний механізм, введення в дію котрого забезпечує мінімальне відхилення між напрямом швидкості подачі і напрямом переміщення центру диска, яке дозволить зменшити число входів n зубців в заготівку, що є бажаним результатом при розділенні фланцевих профілів, та скоротити шлях диска через заготівку, що є актуальним при розділенні профілів суцільного перетину, тому що дозволяє підвищити технічний ресурс диска і знизити енерговитрати процесу різання в цілому. Корисна модель пояснюється кресленням, де на фіг. 1 представлена кінематична схема існуючої (а) і пропонованої (б) чотириланкової дискової пили, на фіг. 2 показані залежності поточного зусилля різання Fi для відповідного nі входу зубців в заготівку квадратного (фіг. 2,а, де квадрат 100, існуюча (1) і пропонована схема різання (2)) і круглого (фіг. 2,б, де круг Ø 113, існуюча (1) і пропонована схема різання (2)) перетину. Корисну модель виконують наступним чином: диск 1 закріплений на шатуні 2 переміщують шляхом обертання кривошипу 5 та повороту двоплечого важеля 4 з'єднаного з кривошипом 5 шатуном 3, при цьому під час різання забезпечується переміщення диска з мінімальним значенням куту α шляхом змінення довжини коромисла 6 завдяки наявності у його конструкції гідроциліндру 7. При включенні гідроциліндра, довжина коромисла 6 буде зменшуватись, завдяки чому центр диска буде насуватись на заготівку 8 під більш гострим кутом. Довжина L4 коромисла 6, що залежить від його початкової довжини L0 та величини робочого ходу гідроциліндра 8, при синусоїдальному законі зміни 5 може бути визначена наступною залежністю: L4 L0 sin 0 , 40 45 50 (3) де 0 , - відповідно початкове та поточне значення кута повороту приводного кривошипу. Підтвердженням ефективності пропонованого технічного рішення є результати математичного моделювання процесу поперечного різання сортового металопрокату. В таблиці 1 представлені вихідні параметри, при яких була отримана траєкторія руху цента диска за умови застосування гідроциліндра (фіг. 1). Моделювання на базі математичної моделі (Математическая модель дисковой пилы горячей резки / В.А. Шпаков, П.А. Петров // Сборник научных трудов ДГМИ № 17 Алчевск: ДГМИ, 2003. - (с. 292-298).) проводилося згідно схеми представленої на фіг. 1, для кожного типу заготовки спершу без використання додаткового гідравлічного механізму, а потім з використанням останнього, що дозволило отримати поточні значення кута αi, довжини дуги контакту диска з прокатом li (фіг. 1,а) і зусилля різання Fi. В свою чергу, визначивши сумарну роботу Асум різання по всім n ділянкам отримали інтегральний показник ефективності процесу розділення сортового металопрокату. Таблиця 1 D мм 1800 φ0 L0 мм 1650 γ L1 мм 320 β L2 мм 620 h L3 мм 3400 x1 L4 мм L0-δ у1 1 L5 мм 1315 х2 L6 мм 275 у2 δ мм 0…200 x3 r мм 200 y3 UA 97849 U Продовження таблиці 1 D град. 25 5 10 L0 град. 24 L1 град. 7,55 L2 мм 100 L3 мм 900 L4 мм 145 L5 мм 2800 δ мм 2310 L6 мм 900 R мм 240 Результати математичного моделювання процесу різання заготівки квадратного (100×100 (мм)) та круглого (Ø 113 (мм)) перетину чотириланковою дисковою пилою з диском діаметром D=1800 (мм) представлені на (фіг. 2), у вигляді залежності поточного зусилля різання Fi для відповідного ni входу зубців в заготівку, що дало змогу визначити для заготівки квадратного (фіг. 2,а) і круглого (фіг. 2,б) перетину елементарну Fi×li роботу різання, а склавши її по всіх n ділянках сумарну Асум роботу різання. Значення основних розрахованих параметрів процесу зведені в таблиці 2. Зменшення кута α, що може бути забезпечене завдяки використанню чотириланкової дискової пили пропонованої конструкції, призводить до збільшення швидкості різання, що, в свою чергу, зменшує кількість входів n (табл. 2) зубців в заготовку і підвищує технічний ресурс ріжучої частини диска та зменшує сумарну роботу різання для означених типів заготівки в середньому на 7,69 %. Таблиця 2 Найменування параметра Середнє значення кута α, град. Час безпосередньо різання, с Швидкість подачі (середня) uср, мм/с Переміщення центру диска під час різання (робочий хід), мм Середня довжина дуги різання lср, мм Середня товщина стружки m ср, мм Сила різання (середня) Fcp, Н Загальна кількість входжень зубців в заготівку n, шт Робота різання Асум, Дж Відносне відхилення Асум, % Тип профілю, що розрізається 100×100 Круг Ø 113 пропонована існуюча пропонована існуюча схема схема схема схема 29,70 10,76 29,52 10,79 1,2537 0,7390 0,9935 0,6017 122,47 203,78 129,14 206,00 Квадрат 158,77 151,13 131,14 124,37 72,72 0,02156 913,85 72,50 0,04076 1581,31 88,31 0,02272 956,11 88,10 0,04118 1594,67 6420 3438 4791 2736 437220 0 396016 9,42 409392 0 385076 5,96 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Чотириланкова дискова пила для поперечного різання сортового металопрокату, яка відрізняється тим, що додатково оснащена гідравлічним механізмом. 2 UA 97849 U 3 UA 97849 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPetrov Pavlo Oleksandrovych, Borovik Pavlo Volodymyrovych, Selezniov Maksym Yevhenovych
Автори російськоюПетров Павел Александрович, Боровик Павел Владимирович, Селезнев Максим Евгеньевич
МПК / Мітки
МПК: B23D 45/00
Мітки: пила, сортового, чотириланкова, дискова, металопрокату, поперечного, різання
Код посилання
<a href="https://ua.patents.su/6-97849-chotirilankova-diskova-pila-dlya-poperechnogo-rizannya-sortovogo-metaloprokatu.html" target="_blank" rel="follow" title="База патентів України">Чотириланкова дискова пила для поперечного різання сортового металопрокату</a>
Комплект ножів для поперечного різання листового матеріалу
Номер патенту: 90094
Опубліковано: 12.05.2014
Автори: Селезньов Максим Євгенович, Боровік Павло Володимирович
МПК: B23D 35/00
Мітки: матеріалу, листового, ножів, поперечного, різання, комплект
Формула / Реферат:
Комплект ножів для поперечного різання листового матеріалу, що містить два ножі, з яких один виконаний з прямолінійною, а другий з шевронною формою ріжучої кромки, який відрізняється тим, що у вершині сходження похилих прямолінійних площин ріжучої кромки шевронного ножа є скруглення певного радіуса.
Комплект ножів для поперечного різання листового матеріалу
Номер патенту: 90095
Опубліковано: 12.05.2014
Автори: Боровік Павло Володимирович, Селезньов Максим Євгенович
МПК: B23D 35/00
Мітки: поперечного, ножів, різання, матеріалу, листового, комплект
Формула / Реферат:
Комплект ножів для поперечного різання листового матеріалу, що містить два ножі, з яких один виконаний з прямолінійною, а другий - з шевронною формами ріжучої кромки, який відрізняється тим, що ріжуча кромка шевронного ножа має випуклу V-подібну форму, у вершині сходження прямолінійних похилих площин якої виконано скруглення певного радіуса.
Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Красільніков Сергій Геннадійович, Литвинов Віталій Михайлович, Чумак Сергій Анатолійович, Василенко Станіслав Леонідович, Коровченко Олександр Ілліч
МПК: F23D 14/00
Мітки: газокисневий, металопрокату, різання, різак
Формула / Реферат:
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і...
Дискова пила
Номер патенту: 79941
Опубліковано: 10.08.2007
Автор: Скочко Євген Вікторович
МПК: B23D 61/00
Формула / Реферат:
Дискова пила, що виконана з груповим розташуванням різальних і зачисних зубців, які мають симетричну форму, а вершини їх різальних кромок розміщені на уявній опуклій поверхні обертання, яка відрізняється тим, що уявна опукла поверхня обертання виконана у вигляді половини торової поверхні, віддаленої від осі інструмента, а кількість груп зубців виконана не більшою чотирьох, причому перші зубці кожної з груп виконано з ввігнутими серединними і...
Пристрій для поперечного різання полімерних стержнів
Номер патенту: 45012
Опубліковано: 26.10.2009
Автор: Чесноков Олексій Вікторович
МПК: B29B 11/00
Мітки: поперечного, полімерних, стержнів, пристрій, різання
Формула / Реферат:
Пристрій для поперечного різання полімерних стержнів, що містить подавальні валки, направляючу гребінку, притискну планку і привідний різальний інструмент, який відрізняється тим, що привідний різальний інструмент розташовано під гострим кутом до гребінки, що направляє стержень, з напрямком різання від гребінки.
Попередній патент: Спосіб визначення вірогідності загострень генералізованого пародонтиту за допомогою комплексного цитологічного аналізу
Наступний патент: Фільтрувальний респіратор
Випадковий патент: Спосіб розведення ентомофага хойойї (chouioia cunea jang.)