Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Литвинов Віталій Михайлович, Василенко Станіслав Леонідович, Красільніков Сергій Геннадійович, Коровченко Олександр Ілліч, Чумак Сергій Анатолійович
Формула / Реферат
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і забезпечення проміжку h між ними в нижньому положенні штока, причому величина цього проміжку визначається із залежності:
 ,
,
де ![]() - діаметр порожнини корпусу кисневого вентиля;
- діаметр порожнини корпусу кисневого вентиля;
![]() - діаметр штока.
- діаметр штока.
Текст
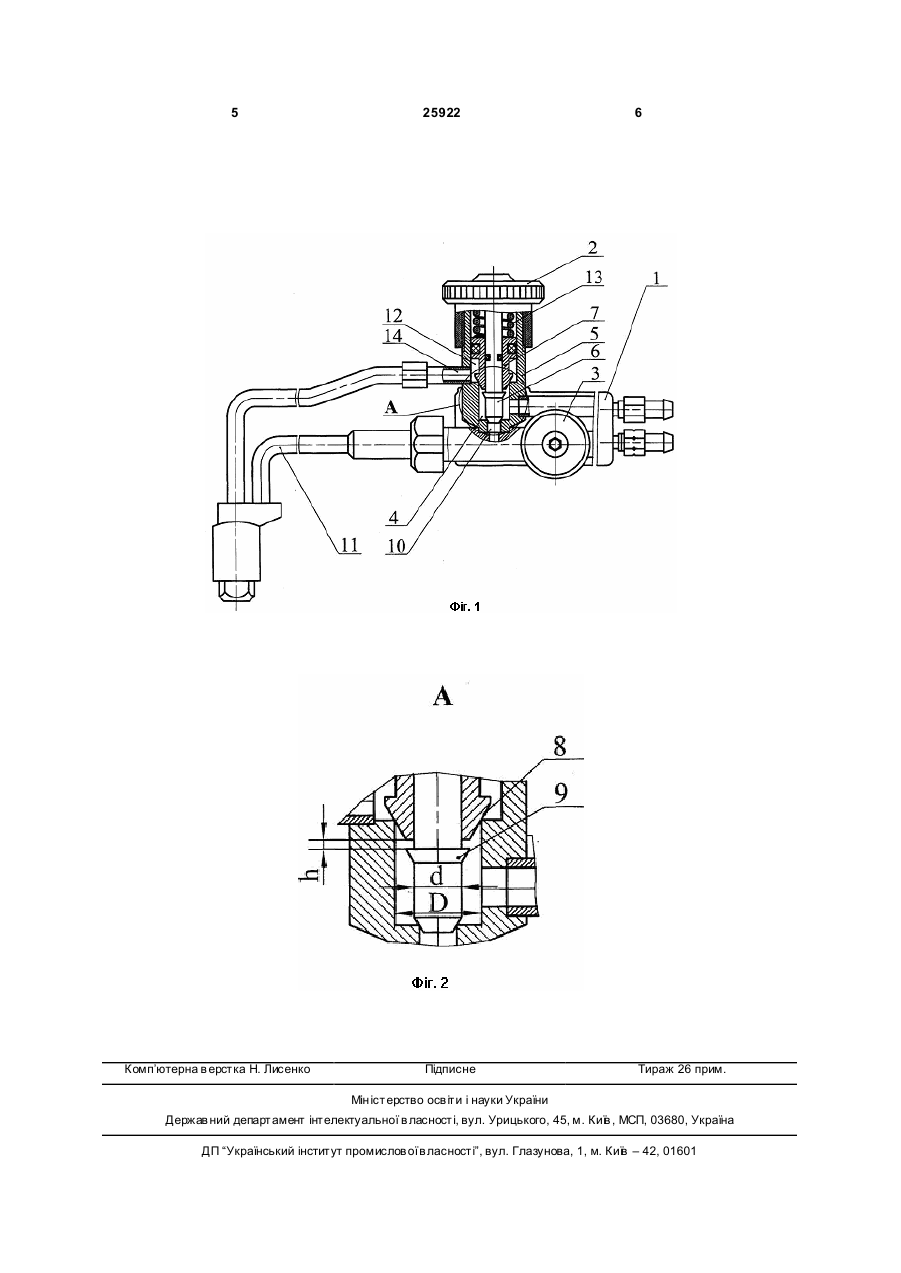
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим при строєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і забезпечення проміжку h між ними в нижньому положенні штока, причому величина цього проміжку визначається із залежності: Корисна модель відноситься до зварювальної техніки, а саме до устаткування для газокисневого різання металопрокату. З рівня техніки відомий різак інжекторного типу «Маяк», що отримав широке застосування в промисловості [див. «Газовая сварка и резка металлов», автор Соколов И.И., М., Высш. шк., 1981г., 138-139стр.] Різак містить стовбур з інжекторним вузлом і трьома регулювальними вентилями - ріжучого кисню, підігріваючого кисню і горючого газу, а також наконечник. Недоліком даної конструкції різака є необхідність регулювання потоків кисню двома різними вентилями, а також її значна вага. Відомий також газокисневий різак, що містить наконечник і стовбур з кисневим і газовим вентилями, причому кисневий вентиль додатково оснащений золотниковим пристроєм з перепускним каналом, призначеним для подачі ріжучого кисню в наконечник [див. опис до деклараційного патенту України на винахід №20328А, МПК В23К7/00, 1997р.] Цей різак може бути використаний при різанні металу. Заявлений і відомий пристрої мають наступні подібні ознаки: газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм. По сукупності істотних ознак описаний газокисневий різак є найбільш близьким аналогом (прототипом). Конструкція відомого різака дозволяє здійснювати подачу підігріваючого і ріжучого кисню одним вентилем, що спрощує управління процесом різання. Недоліком даного різака є відсутність можливості плавного регулювання подачі ріжучого кисню, що приводить до появи дефектів різання металу (виривів, врізів) при врізанні. Це знижує показники якості поверхні різа і точність контуру заготовок, що вирізаються. Крім того, для пуску ріжучого кисню перепускний канал золотникового пристрою необхідно сполучити з каналом в корпусі кисневого вентиля. Оскільки величина ходу запирального штока із золотниковим пристроєм є неконтрольованою, це створює складності при їх сполученні. На додаток до цього, при повороті штока кисневого вентиля унаслідок тертя золотникового пристрою об корпус цього вентиля можливий інтенсивний знос деталей, що труться, а це призво h = (1,5 K 2,5 )´ D- d , 2 (19) UA (11) 25922 (13) U де D - діаметр порожнини корпусу кисневого вентиля; d - діаметр штока. 3 25922 дить до порушення герметичності вузла й зміни параметрів режиму різання, що також знижує його якість. В основу корисної моделі покладено завдання - створити газокисневий різак для різання металопрокату, що забезпечуватиме високі показники якості поверхні вирізуваних заготовок при його експлуатації. Це завдання досягається шляхом усунення дефектів різання і за рахунок технічного результату, що полягає в плавному витіканні кисню із стовбура різака при врізанні. Для досягнення цього технічного результату в газокисневому різаку для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, де в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм - золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом з умови взаємодії з торцем золотникового пристрою і забезпечення проміжку h між ними в нижньому положенні штока, при цьому величина цього проміжку визначається із залежності h = (1,5K 2,5) ´ D-d , 2 де D - діаметр порожнини корпусу кисневого вентиля; d - діаметр штока. Між відмітними ознаками корисної моделі і технічним результатом, що досягається, є причинно-наслідковий зв'язок. Виконання золотникового пристрою із запиральною конічною ділянкою забезпечує плавність і точність настройки вентиля на заданий режим витікання кисню, що підвищує якісні показники різання. Разом з тим, поступальне переміщення золотникового пристрою щодо корпусу вентиля виключає інтенсивний знос корпусу в процесі експлуатації, що збільшує довговічність виробу з одночасним збереженням якісних характеристик. Оснащення штока кисневого вентиля пружинним елементом забезпечує надійне замикання золотниковим пристроєм каналу для подачі ріжучого кисню, а наявність бурта на штоку, при його осьовому переміщенні, дозволяє захоплювати золотниковий пристрій і, долаючи опір пружинного елементу, відкривати канал для подачі ріжучого кисню в наконечник різака, контролюючи величину ходу штока. Виконання бурта з умови взаємодії з торцем золотникового пристрою і забезпечення проміжку h між ними в нижньому положенні штока дає можливість забезпечити подачу підігріваючого кисню в наконечник в об'ємах, необхідних для формування підігріваючого полум'я. Все це дозволяє досягти плавного витікання кисню із стовбура різака при врізанні і підвищити показники якості поверхні заготовок, що вирізаються, шляхом усунення дефектів різання. Сутність корисної моделі більш повно розкривається за допомогою графічних матеріалів: на Фіг.1 - газокисневий різак для різання металопрокату; на Фіг.2 - вигляд А з Фіг.1. 4 Газокисневий різак для різання металопрокату містить стовбур 1 (Фіг.1) з кисневим 2 і газовим 3 вентилями. У порожнині 4 корпуса 5 кисневого вентиля 2 розміщений шток 6 із золотниковим пристроєм 7. Золотниковий пристрій 7 виконано із запиральною конічною ділянкою 8 (Фіг.2), рухомо встановлено на штоку 6 (Фіг. 1) і підпружинено уздовж його осі. Шток 6 виконаний з обмежувальним буртом 9 (Фіг.2) з умови взаємодії з торцем золотникового пристрою 7 (Фіг.1) і забезпечення зазору h (Фіг.2) між ними в нижньому положенні штока 6 (Фіг.1). Величина проміжку h між обмежувальним буртом і золотниковим пристроєм в нижньому положенні штока визначається із залежності h = (1,5 K 2,5 )´ D- d . 2 Зменшення величини проміжку h призводить до недостатньої подачі кисню для формування підігріваючого полум'я. Збільшення величини проміжку h вище вказаної межі призводить до зменшення сумісного переміщення штока із золотниковим пристроєм. Це не забезпечує відкриття золотниковим пристроєм каналу подачі ріжучого кисню, в результаті чого зменшується поступ кисню в объемах, необхідних для здійснення процесу різання. Заявлена корисна модель промислово застосовна - випробування дослідно - промислових зразків підтвердили високу якість виконуваних різів з одночасною експлуатаційною надійністю різаків, що використовувались для різання листового і профільного металопрокату. Крім того, була підтверджена зручність різаків в роботі та їх безпека. Працює газокисневий різак для різання металопрокату таким чином. Після відкриття газового вентиля 3 (Фіг.1) запалюють суміш горючого газу з повітрям із навколишнього середовища. Потім відкривають кисневий вентиль 2. При осьовому переміщенні уверх штока 6 в межах зазору h (Фіг.2) відкривається канал 10 (Фіг.1) для подачі кисню в наконечник 11 різака і, відповідно, в зону горіння. При цьому канал 12 кисневого вентиля 2 залишається надійно закритим золотниковим пристроєм 7 за допомогою пружини 13. Після прогрівання кромки заготовки, що розрізається, до температури займання відкривається вентиль 2, бурт 9 (Фіг.2) штока 6 (Фіг.1) входить в контакт із золотниковим пристроєм 7 і, долаючи опір пружини 13, піднімає його. Після цього відкривається доступ для надходження кисню ріжучого в канал 12 кисневого вентиля 2. З каналу 12 кисень поступає в канал 14 подачі ріжучого кисню і відбувається різання заготовки. Застосування заявленого технічного рішення конструкції газокисневого різака для різання металопрокату доцільно при різанні листового і профільного металопрокату. Використання промислових зразків в умовах діючого виробництва Новокраматорського машинобудівного заводу показало, що при плавному заповненні каналу киснем усуваються дефекти заготовок з металопрокату і гарантується необхідна якість обробки. 5 Комп’ютерна в ерстка Н. Лисенко 25922 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGas-oxygen torch for cutting rolled metal products
Автори англійськоюLytvynov Vitalii Mykhailovych, Krasilnikov Serhii Hennadiovych, Vasylenko Stanislav Leonidovych, Korovchenko Oleksandr Illich, Chumak Serhii Anatoliovych
Назва патенту російськоюГазокислородный резак для резки металлопроката
Автори російськоюЛитвинов Виталий Михайлович, Красильников Сергей Геннадиевич, Василенко Станислав Леонидович, Коровченко Александр Ильич, Чумак Сергей Анатольевич
МПК / Мітки
МПК: F23D 14/00
Мітки: різання, металопрокату, газокисневий, різак
Код посилання
<a href="https://ua.patents.su/3-25922-gazokisnevijj-rizak-dlya-rizannya-metaloprokatu.html" target="_blank" rel="follow" title="База патентів України">Газокисневий різак для різання металопрокату</a>
Газокисневий різак
Номер патенту: 769
Опубліковано: 15.03.2001
Автори: Лисенко Юрій Миколайович, Матвієнко Вадим Юрійович
МПК: F23D 14/00, B23K 7/00, F23D 14/38
Мітки: різак, газокисневий
Формула / Реферат:
Газокисневий різак, що містить головку з мундштуком і вентиль подачі різального кисню з корпусом і маховичком, який відрізняється тим, що на корпусі вентиля подачі різального кисню закріплений упор, а в маховичку виконаний виступ із умови упирання в закріплений на корпусі вентиля упор при обертанні маховичка в крайні положення.
Газокисневий різак
Номер патенту: 20328
Опубліковано: 15.07.1997
Автори: Сергієнко Володимир Олександрович, Лисенко Юрій Миколаєвич
МПК: B23K 7/00
Мітки: різак, газокисневий
Формула / Реферат:
Газокислородный резак, содержащий ствол с иижекторным узлом, регулировочными вентилями с запорными телами для каналов подачи горючего газа и кислорода, и наконечник, отличающийся тем, что шток кислородного вентиля выполнен с золотниковым устройством, расположенным выше запорного тела и снабженным перепускным каналом, а в корпусе вентиля, на участке золотникового устройства выполнен канал для подачи режущего кислорода в наконечник...
Газокисневий різак-пальник
Номер патенту: 686
Опубліковано: 16.10.2000
Автори: Лисенко Юрій Миколайович, Кагановський Андрій Йосипович
МПК: B23K 7/00, F23D 14/34, F23D 14/46, B23K 5/00
Мітки: газокисневий, різак-пальник
Формула / Реферат:
Газокисневий різак-пальник, що містить в собі корпус з виконаними в ньому каналами подачі кисню і горючого газу, з'єднані з ним трубки і вентилі подачі кисню і горючого газу, які мають корпуси, установлену на трубках рукоятку і головку з мундштуком, який відрізняється тим, що рукоятка виконана із умови розміщення в ній корпусу газокисневого різака-пальника і корпусів вентилів подачі кисню і горючого газу.
Газокисневий різак-пальник
Номер патенту: 831
Опубліковано: 16.07.2001
Автори: Лисенко Юрій Миколайович, Кагановський Андрій Йосипович
МПК: B23K 7/00, F23D 14/38, F23D 14/00, B23K 5/00
Мітки: різак-пальник, газокисневий
Формула / Реферат:
Газокисневий різак-пальник, що містить корпус з виконаними в ньому каналами подачі кисню і горючого газу, вентилі регулювання подачі підігрівального і різального кисню та горючого газу, кожний з яких має корпус, а також головку і розміщений в ній мундштук, який відрізняється тим, що корпус газокисневого різака-пальника, корпуси вентилів регулювання подачі підігрівального і різального кисню та горючого газу і головка виконані у вигляді...
Газокисневий різак
Номер патенту: 19373
Опубліковано: 15.12.2006
Автори: Коровченко Олександр Ілліч, Василенко Станіслав Леонідович, Чумак Сергій Анатолійович, Красільніков Сергій Геннадійович, Цвентух Евген Костянтинович, Литвинов Віталій Михайлович
МПК: F23D 14/46, F23D 14/42
Мітки: різак, газокисневий
Формула / Реферат:
Газокисневий різак, що містить корпус з виконаними в ньому каналами для подачі кисню і пального газу, рухому насадку, зв'язану з корпусом за допомогою нарізного сполучення, співвісно встановлену в корпусі втулку, що утворює в порожнині рухомої насадки регульовану камеру з максимальною глибиною h, а також засіб для інжекції повітря з навколишнього середовища, який відрізняється тим, що засіб для інжекції повітря з навколишнього середовища...
Попередній патент: Спосіб визначення зміни внесків структурного та температурного розупорядкування в урбахівську енергію твердого кристалічного тіла при фазовому переході другого роду
Наступний патент: Спосіб лікування ентеральної недостатності
Випадковий патент: Пристрій для автоматичного тримування