Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Кулагин Георгій Федорович, Кокін Володимир Михайлович, Деревянко Василь Іванович, Малий Юрій Георгійович, Поляков Володимир Миколайович, Цимбал Володимир Дмитрович
Формула / Реферат
Формула изобретения
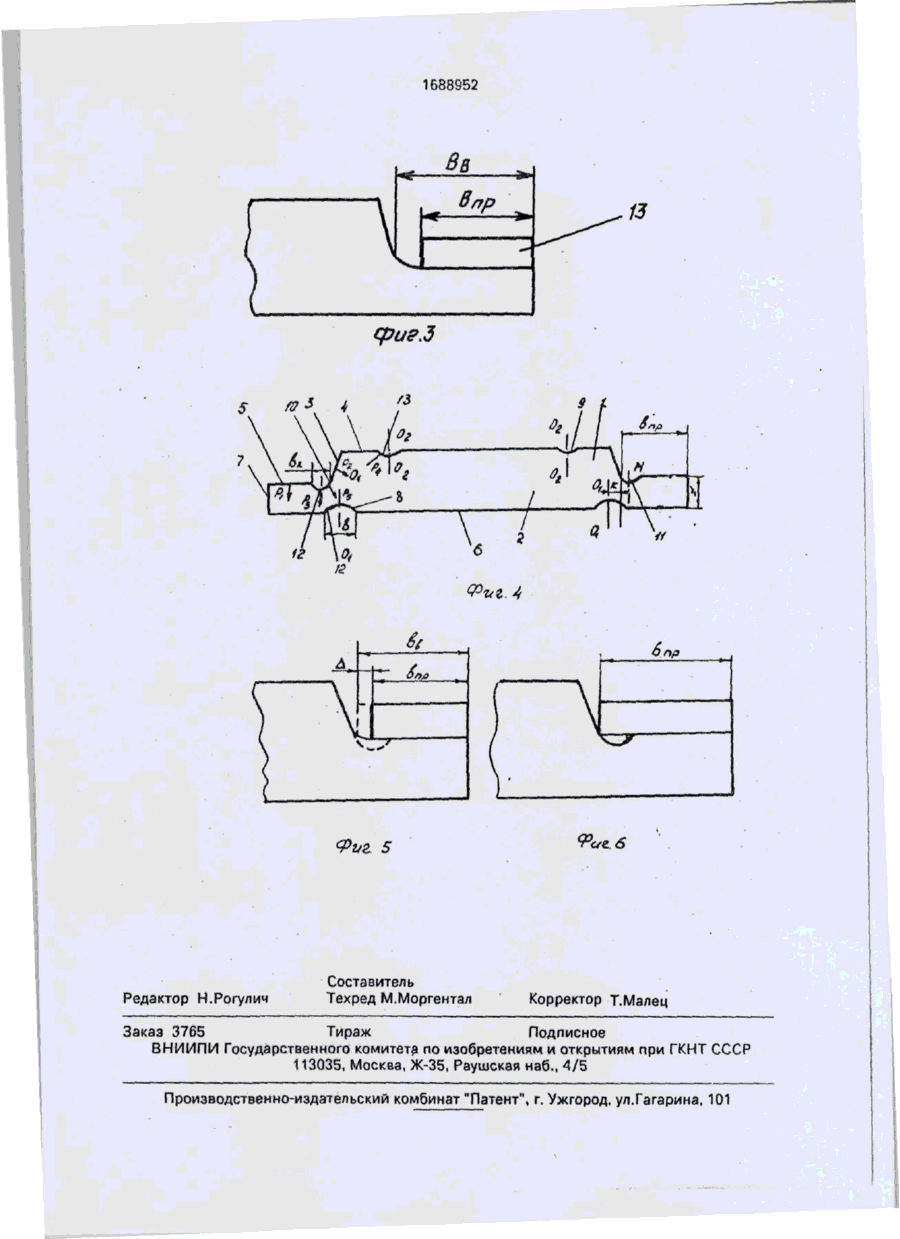
Горячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними гранями полок выполнены под верхними гранями полок, образуя в их теле вдоль стенки канавки, ширина которых равна 0,1-0,4 ширины верхних граней полки, а глубина равна 0,05-0,20 толщины полки.
Текст
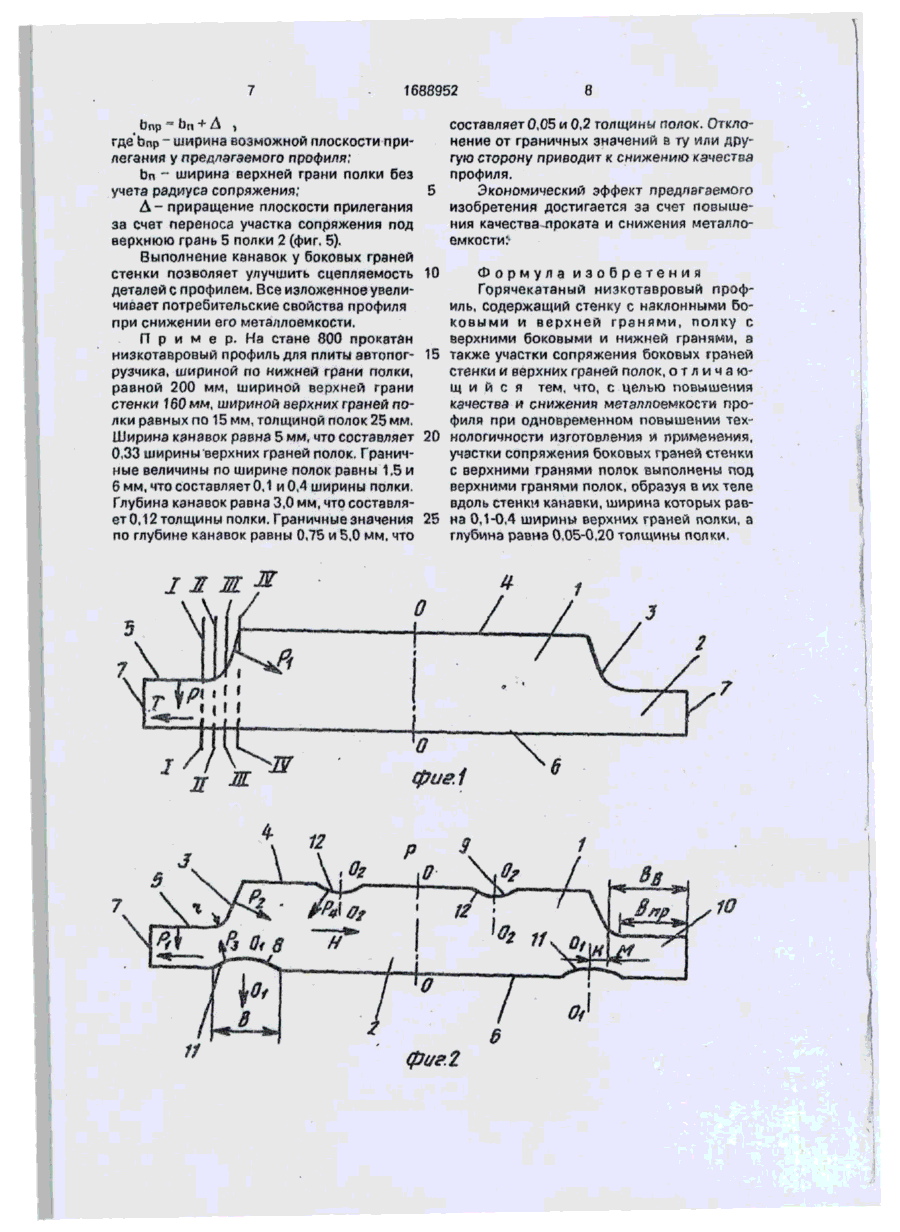
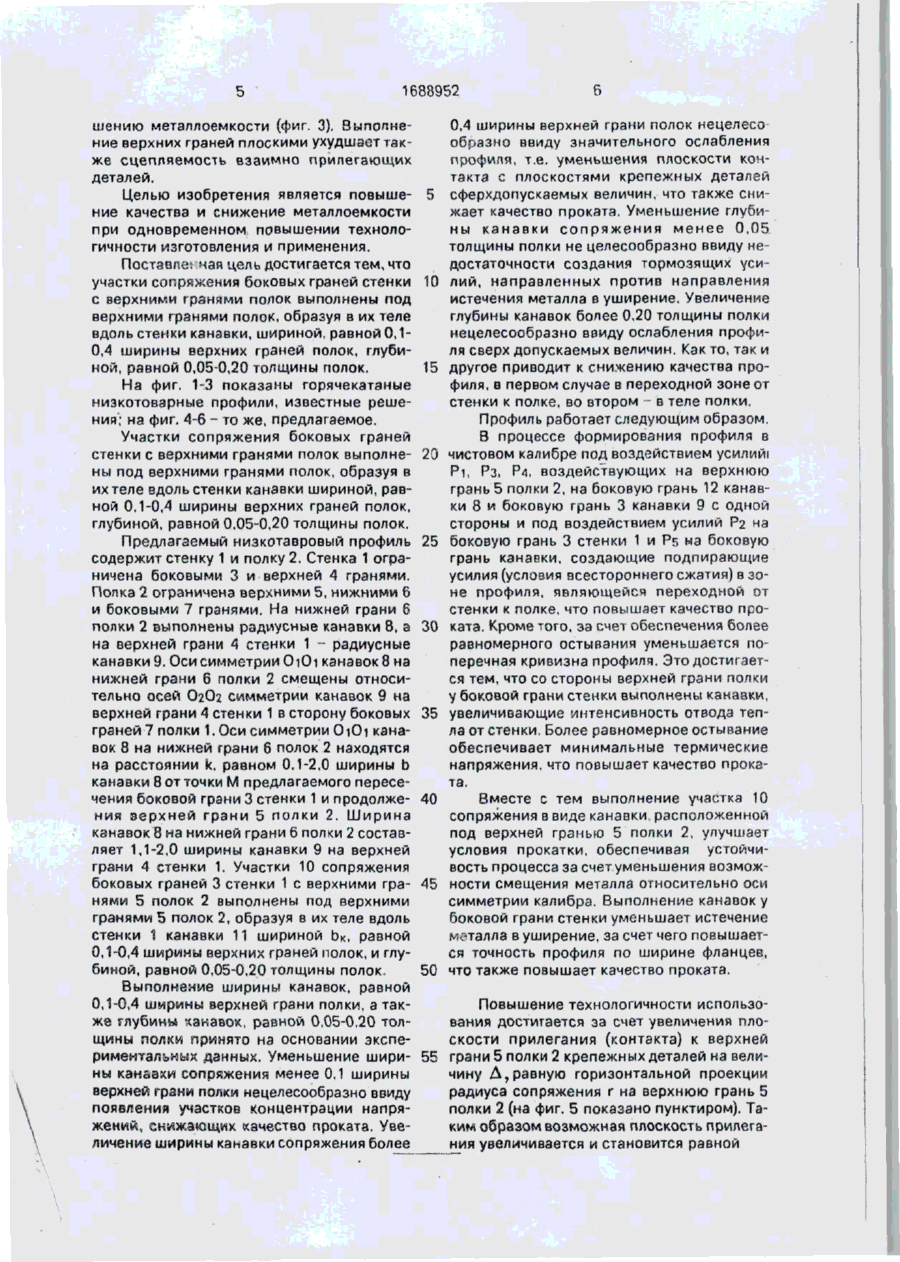
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (19) (51)5 В 21 В 1/08 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21)4771147/02 (22)19.12.89 (54) ГОРЯЧЕКАТАНЫЙ НИЗКОТАВРОВЫЙ ПРОФИЛЬ {57) Изобретение относится к прокатному производству и может быть использовано при изготовлении низкотавровых профилей. Целью изобретения является повышение качества и снижение металлоемкости профиля при одновременном повышении технологичности изготовления и применения. Профиль содержит стенку,- ограничен ную верхней и наклонными боковыми гранями» и полку с верхними, боковыми и нижней гранями. На верхней грани стенки и нижней грани полки выполнены радиусные канавки. Участки сопряжения боковых граней стенки и верхних граней полки выполнены в виде расположенных вдоль стенки ниже уровня верхних граней полки канавок шириной 0,1-0,4 ширины верхней грани полки и глубиной 0,05-0,20 ее толщины. Выполнение этих канавок уменьшает металлоемкость профиля и вместе с тем повышает технологичность изготовления, так как бурты валков, формирующие канавки, при прокатке препятствуют течению металла в направлении уширения, что способствует качественному выполнению профиля стенки. Кроме того, заглубление радиусных сопряжений увеличивает площадь прилегающих к верхним граням полки крепежных деталей, что повышает технологичность применения профиля. 6 ил. Иэобретение относится к прокатному производству и может быть использовано при производстве ниэкотавровых профилей для сельхозмашиностроения, автомобильной промышленности и ряда других отраслей народного хозяйства. Известен иизкотавровый профиль для опоры оси трактора, содержащий стенку 1 и полку 2 (фиг. 1). Стенка 1 ограничена боковыми 3 и верхней 4 гранями. Элементы профиля данного типа выполнены плоской формы, что упрощает технологию их изготовления. Иногда профили данного типа изготавливают сваркой стенки и полки. Недостатком профилей данного типа является низкое качество и высокая металлоемкость. Низкое качество металла образуется за счет того, что формирование элементов профиля между сечением Н и IV-IV происходит в условиях растяжения по ширине полки. Это убусловленотем, что под воздействием усилия Р давления валка на верхнюю грань 5 полки 2 металл стремится уйти в уширение в сторону боковой грани 7 полки 2, как показано стрелой t. Однако, под воздействием усилия Pi давлением боковой поверхности валка, формирующей стенку, обеспечивается течение металла направ (71) Днепропетровский металлургический институт и Днепропетровский металлургический завод им.Петровского (72) В.И.Деревянко, Г.Ф.Кулагин, В.Н.Поляков, Ю.Г.Малый, В.М.Кокин и В.Д.Цымбал (53)621.771.25.06(088.8) (56) Авторское свидетельство СССР № 1398935, кл. В 21 В 1/08. 1986. 00 ел 1688952 лен,ное в сторону оси симметрии 0 0 и в вытяжку. Кроме того, низкое качество металла в данной зоне формируется за счет наличия переменной величины относительных обжатий. Низкое качество металла в 5 зоне между сечениями 5-1 и IV-IV предопределяет увеличение толщины полки 2, что приводит к перерасходу металла за счет повышения металлоемкости профиля. При изготовлении данного профиля сваркой 10 стенки 1 и полки 2 значительно повышается трудоемкость его изготовления и снижается качество. В ряде случаев данные профили изготавливаются стружкой, что повышает их трудоемкость изготовления, снижает 15 долговечность за счет снятия поверхностного упрочненного слоя металла, повышает расходный коэффициент при изготовлении. Кроме того, недостатком данного профиля является низкая технологичность ис- 20 пользования и изготовления. Низкая технологичность использования обьясняется тем, что данный профиль часто используется как несущая конструкция, к которой крепятся различные детали, например, в ав- 25 топогрузчиках это вилы, причем гладкая поверхность стенки и полок не способствует увеличению сцепляемости между деталями. Низкая технологичность изготовления заключается в том, что при наличии плоских 30 граней стенки и полок имеется возможность смещения проката относительно оси симметрии, что снижает качество проката и повышает трудоемкость изготовления за счет необходимости больших усилий для удер- 35 жания проката в калибре. Ближайшим по технической сущности к предлагаемому является тавровый профиль, содержащий стенку 1 и полку 2. Стенка 1 ограничена боковыми 3 и верхней 4 граня- 40 ми. Полка 2 ограничена верхними 5, нижней б и боковыми 7 гранями. На нижней грани 6 полки 2 выполнены радиусные канавки 8, а на верхней грани 4 стенки 1 - радиусные канавки 9. Оси симметрии OiOi канавок 8 на 45 нижней грани 6 полки 2 смещены относительно осей 0,2-0,2 симметрии канавок 9 на верхней грани 4 стенки 1 в сторону боковых граней 7 полки 1. Оси симметрии О\О\ канзвок 8 на нижней грани 6 полки 2 находятся 50 на расстоянии к, равном 0,1-2.0 ширины b канавки 8 от точки М сопряжения боковой грани 3 стенки 1 и верхней грани 5 полки 2. Ширина канавок 8 на нижней грани 6 полки 2 составляет 1,1*2,0 ширины канавки 9 на 55 верхней грани стенки 1. Боковые грани 3 стенки 1 и верхние грани 5 полок 2 сопряжены радиусом г, лежащим над плоскостью верхних граней 5 полок 2 (фиг. 2). Недостатком известного профиля является низкое качество и высокая металлоемкость. Низкое качество металла образуется за счет того, что формирование элементов профиля между сечениями Н и IV-IV (фиг. 1) происходит Б условиях растяжения по ширине полки. Это обусловлено тем, что под воздействием усилия Pi давления валка на верхнюю грань 5 полки 2 металла стремится уйти в уширение в сторону боковой грани 7 полки 2, как показано стрелкой t. Однако под воздействием усилия Рг давления боковой поверхности валка, формирующей стенку, обеспечивается течение металла, направленное в сторону к оси симметрии 0-0 (по стрелке 4) и в вытяжку, Выполнение на нижней грани 6 полки 2 и на верхней грани 4 стенки 1 радиусных канавок 8 и 9 со смещенными осями симметрии не обеспечивает в должной мере сдерживания течения металла к оси, что не позволяет повысить качество металла в зоне между сечениями 1-І и IV-IV. Выполнение верхних граней 5 полок 2 плоскости способствует истечению металла в уширение, а следовательно, уменьшению плотности его в переходной зоне, что приводит к снижению качества. Это получается в связи с тем, что усилия Рг от боковой грани 3 стенки 1 недостаточно для снижения интенсивности истечения металла в уширение от усилий Рі, Рз, Р4, воздействующих на верхнюю грань 5 полки 2, на боковую грань 11 канавки 8 и на боковую грань 12 канавки 9. Истечение металла в уширение в нижней части переходной зоны между полкой и стенкой ухудшает сплошность металла в нижней части переходной зоны, что снижает качество профиля. Кроме того, недостатком данного профиля является низкая технологичность изготовления и использования, Низкая технологичность изготовления заключается в том, что при наличии гладких граней полок, при больших обжатиях, при возможной несимметричности задачи заготовки в чистовой калибр часто ПРОИСХОДИТ формирования полок несимметричных размеров. Исправление данных недостатков или их недопущение связано с большой трудоемкостью. Низкая технологичность использования данных профилей заключается в том, что выполнение участка сопряжения г выше плоскости верхней грани уменьшает ширину b n p плоскости возможного прилегания к полке, т.е. ширина (ЬПр) прилегания участка верхней грани 5 полки 2 и, например, крепежной детали 13 (болт, гайка, шайба) уменьшается, что снижает качество крепления. Для обеспечения необходимого крепления приходится увеличивать ширину полос, что приводит к повы 1688952 p bn + Д , t где'Ьпр ~ ширина возможной плоскости прилеганий у предлагаемого профиля; bn • ширина верхней грани полки без учета радиуса сопряжения; 5 Л - приращение плоскости прилегания за счет переноса участка сопряжения под верхнюю грань 5 полки 2 (фиг. 5). Выполнение канавок у боковых граней стенки позволяет улучшить сцепляемость 10 деталей с профилем. Все изложенное увеличивает потребительские свойства профиля при снижении его металлоемкости. П р и м е р. На стане 800 прокатан низкотавровый профиль для плиты автопог- 15 рузчика, шириной по нижней грани полки, равной 200 мм, шириной верхней грани стенки 160 мм, шириной верхних граней полки равных по 15 мм, толщиной полок 25 мм. Ширина канавок равна 5 мм, что составляет 20 0,33 шириныверхних граней полок. Граничные величины по ширине полок равны 1,5 и б мм, что составляет 0,1 и 0,4 ширины полки. Глубина канавок равна 3,0 мм, что составляет 0,12 толщины полки. Граничные значения 25 по глубине канавок равны 0,75 и 5,0 мм, что 8 составляет 0,05 и 0,2 толщины полок. Отклонение от граничных значений в ту или другую сторону приводит к снижению качества профиля. Экономический эффект предлагаемого изобретения достигается за счет повышения качества-проката и снижения металлоемкости : • Формула изобретения Горячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, о т л и ч а ю щ и й с я тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними гранями полок выполнены под верхними гранями полок, образуя в их теле вдоль стенки канавки, ширина которых равна 0,1-0,4 ширины верхних граней попки, а глубина равна 0,05-0,20 толщины полки. г / / 7 о '.1 фае! 6 1688952 шению металлоемкости {фиг. 3). Выполнение верхних граней плоскими ухудшзот также сцепляемость взаимно прилегающих деталей. Целью изобретения является повыше- 5 ние качества и снижение металлоемкости при одновременном повышении технологичности изготовления и применения. Поставлен чая цель достигается тем, что участки сопряжения боковых граней стенки 10 с верхними гранями полок выполнены под верхними гранями полок, образуя в их теле вдоль стенки канавки, шириной, равной 0,10,4 ширины верхних граней полок, глубиной, равной 0,05-0,20 толщины полок. 15 На фиг. 1-3 показаны горячекатаные ниэкотоварные профили, известные решения; на фиг. 4-6 - то же, предлагаемое. Участки сопряжения боковых граней стенки с верхними гранями полок выполне- 20 ны под верхними гранями полок, образуя в их теле вдоль стенки канавки шириной, равной 0,1-0,4 ширины верхних граней полок, глубиной, равной 0,05-0,20 толщины полок. Предлагаемый низкотавровый профиль 25 содержит стенку 1 и полку 2. Стенка 1 ограничена боковыми 3 и верхней 4 гранями. Полка 2 ограничена верхними 5, нижними 6 и боковыми 7 гранями. На нижней грани 6 полки 2 выполнены радиусные канавки 8, а 30 на верхней грани 4 стенки 1 - радиусные канавки 9. Оси симметрии OiOi канавок 8 на нижней грани 6 полки 2 смещены относительно осей О2О2 симметрии канавок 9 на верхней грани 4 стенки 1 в сторону боковых 35 граней 7 полки 1. Оси симметрии OiOi канавок 8 на нижней грани 6 полок 2 находятся на расстоянии к, равном 0,1-2,0 ширины Ь канавки 8 от точки М предлагаемого пересечения боковой грани 3 стенки 1 и продолже- 40 ния верхней грани 5 полки 2. Ширина канавок 8 на нижней грани 6 полки 2 составляет 1,1-2,0 ширины канавки 9 на верхней грани 4 стенки 1, Участки 10 сопряжения боковых граней 3 стенки 1 с верхними гра- 45 нями 5 полок 2 выполнены под верхними гранями 5 полок 2, образуя в их теле вдоль стенки 1 канавки 11 шириной Ьк, равной 0,1-0,4 ширины верхних граней полок, и глу50 биной, равной 0,05-0,20 толщины полок. Выполнение ширины канавок, равной 0,1-0,4 ширины верхней грани полки, а также глубины канавок, равной 0,05-0,20 толщины полки принято на основании экспериментальный данных. Уменьшение шири- 55 ны канавки сопряжения менее 0,1 ширины верхней грани полки нецелесообразно ввиду появления участков концентрации напряжений, снижающих качество проката. Увеличение ширины канавки сопряжения более 0,4 ширины верхней грани полок нецелесо образно ввиду значительного ослабления профиля, т.е. уменьшения плоскости контакта с плоскостями крепежных деталей сферхдопускаемых величин, что также снижает качество проката. Уменьшение глубины к а н а в к и с о п р я ж е н и я менее 0,05 толщины полки не целесообразно ввиду недостаточности создания тормозящих усилий, направленных против направления истечения металла в уширение. Увеличение глубины канавок более 0,20 толщины полки нецелесообразно ввиду ослабления профиля сверх допускаемых величин. Как то, так и другое приводит к снижению качества профиля, в первом случае в переходной зоне от стенки к полке, во втором - в теле полки. Профиль работает следующим образом. В процессе формирования профиля в чистовом калибре под воздействием усилий! Pi, Рз, РА, воздействующих на верхнюю грань 5 полки 2, на боковую грань 12 канавки 8 и боковую грань 3 канавки 9 с одной стороны и под воздействием усилий Рг на боковую грань 3 стенки 1 и Ps на боковую грань канавки, создающие подпирающие усилия (условия всестороннего сжатия) в зоне профиля, являющейся переходной от стенки к полке, что повышает качество проката. Кроме того, за счет обеспечения более равномерного остывания уменьшается поперечная кривизна профиля. Это достигается тем, что со стороны верхней грани полки у боковой грани стенки выполнены канавки, увеличивающие интенсивность отеода тепла от стенки. Более равномерное остывание обеспечивает минимальные термические напряжения, что повышает качество проката. вместе с тем выполнение участка 10 сопряжения в виде канавки расположенной под верхней гранью 5 полки 2, улучшает условия прокатки, обеспечивая устойчивость процесса за счет уменьшения возможности смещения металла относительно оси симметрии калибра. Выполнение канавок у боковой грани стенки уменьшает истечение металла в уширение, за счет чего повышается точность профиля по ширине фланцев, что также повышает качество проката. Повышение технологичности использования достигается за счет увеличения плоскости прилегания (контакта) к верхней грани 5 полки 2 крепежных деталей на величину Д,равную горизонтальной проекции радиуса сопряжения г на верхнюю грань 5 полки 2 (на фиг. 5 показано пунктиром). Таким образом возможная плоскость прилегания увеличивается и становится равной 1688952 Впр 13 срие.Э \ \
ДивитисяДодаткова інформація
Автори англійськоюDerevianko Vasyl Ivanovych, Kulahin Heorhii Fedorovych, Poliakov Volodymyr Mykolaiovych, Malyi Yurii Heorhiiovych, Kokin Volodymyr Mykhailovych
Автори російськоюДеревянко Василий Иванович, Кулагин Георгий Федорович, Поляков Владимир Николаевич, Малый Юрий Георгиевич, Кокин Владимир Михайлович
МПК / Мітки
МПК: B21B 1/08
Мітки: низькотавровий, профіль, гарячекатаний
Код посилання
<a href="https://ua.patents.su/6-985-garyachekatanijj-nizkotavrovijj-profil.html" target="_blank" rel="follow" title="База патентів України">Гарячекатаний низькотавровий профіль</a>
Кутовий гарячекатаний профіль
Номер патенту: 952
Опубліковано: 15.12.1993
Автори: Кацнельсон Генріх Майорович, Кацнельсон Євгеній Генріхович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, кутовий
Формула / Реферат:
Формула изобретения1. Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, и внутренний участок их взаимного сопряжения, отличающийся тем, что, с целью уменьшения металлоемкости профиля и повышения его несущей способности, сопряжение обеих полок с внутренней стороны профиля выполнено выпуклым участком дуги окружности, вписанной в...
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Поляков Володимир Миколайович, Кокін Володимир Михайлович, Малий Юрій Георгійович
МПК: B21B 1/08
Мітки: фланцевий, прокатній, профіль
Формула / Реферат:
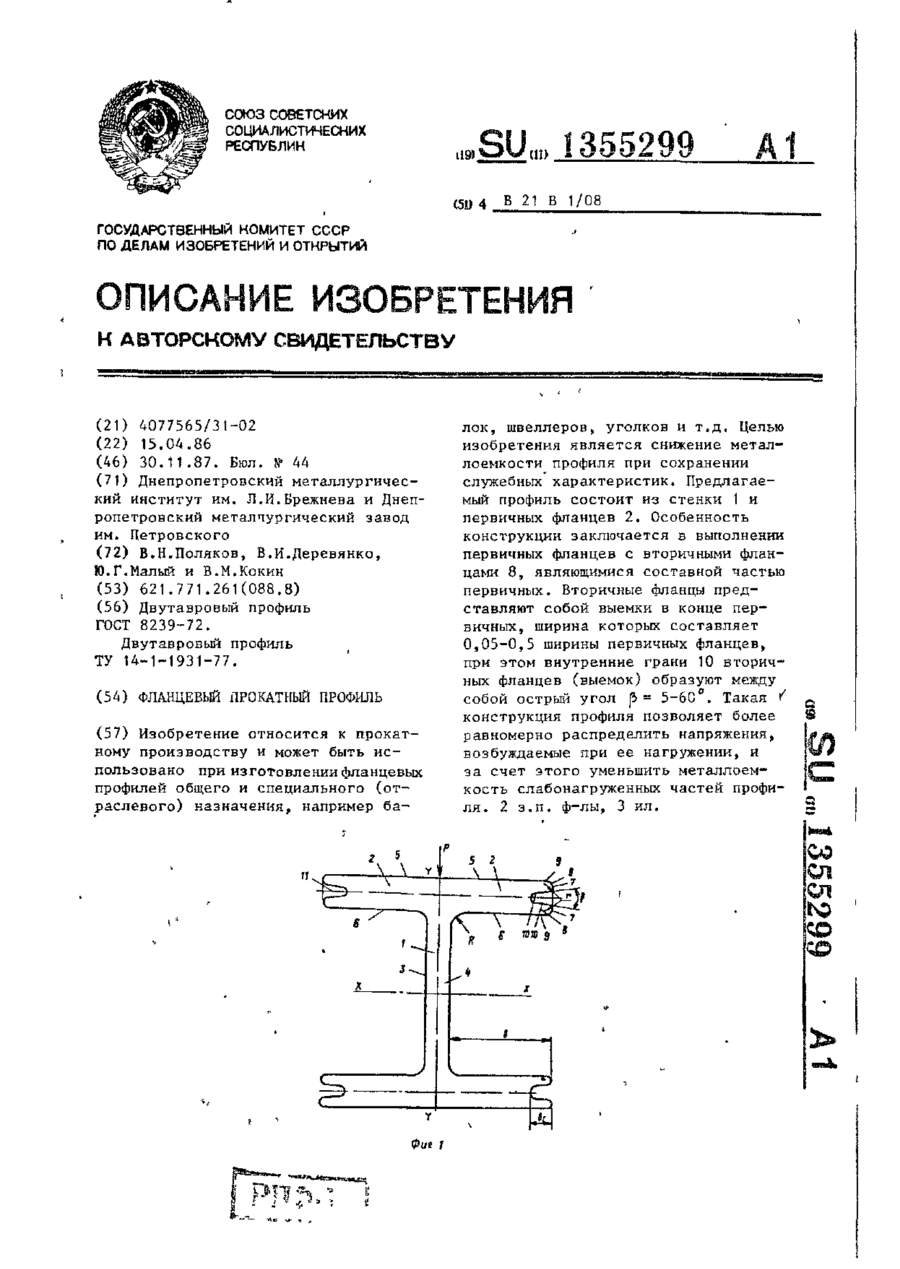
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Бронефутеровка барабанного млина

Номер патенту: 483
Опубліковано: 30.04.1993
Автори: Кулагин Георгій Федорович, Берізка Дмитро Степанович, Чупира Олександр Григорович, Степіна Алла Іллівна, Іванов Віталій Іванович, Поляков Володимир Миколайович, Деревянко Василь Іванович, Кокін Володимир Михайлович, Малий Юрій Григорович
МПК: B02C 17/22
Мітки: бронефутеровка, барабанного, млина
Формула / Реферат:
Бронефутеровка барабанной мельницы, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что каждый футеровочный элемент выполнен в виде тавра, содержащего полку, образованную наружной радиальной, внутренними и торцевыми гранями, и стенку, ограниченную торцевыми и боковыми гранями, причем торцевая грань стенки и 0,2-0,6 длины внутренних граней полок расположены водной плоскости.
Кранова рейка
Номер патенту: 729
Опубліковано: 15.12.1993
Автори: Фунін Борис Михайлович, Малий Юрій Георгійович, Деревянко Василь Іванович, Кулагин Георгій Федорович, Поляков Володимир Миколайович, Кокін Володимир Михайлович
МПК: E01B 5/00
Формула / Реферат:
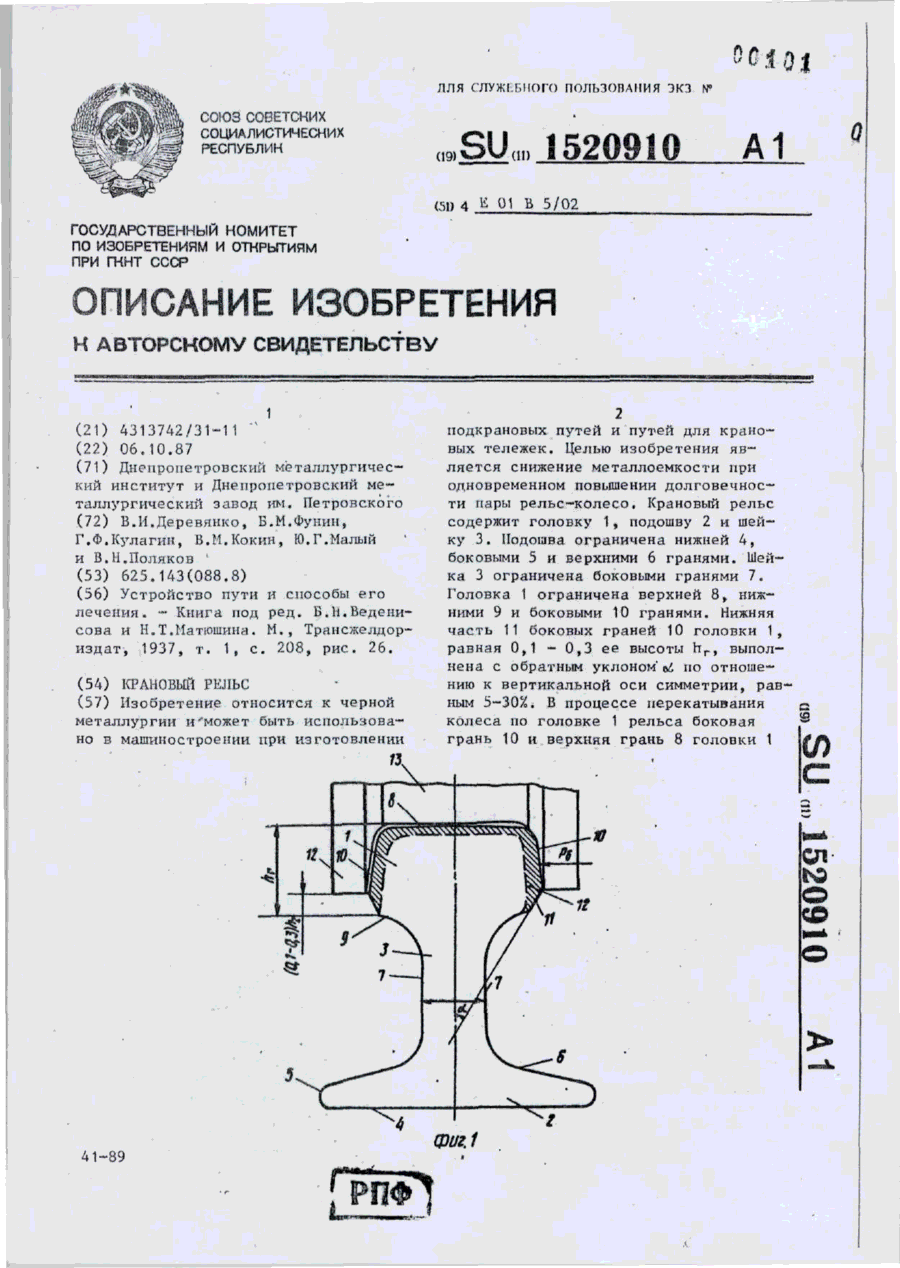
Крановый рельс, содержащий подошву, ограниченную нижней, боковыми и верхними гранями, шейку, ограниченную боковыми гранями, и головку, ограниченную верхней, нижней и боковыми гранями, наклоненными в противоположные стороны, отличающийся тем, что, с целью снижения металлоемкости и повышения долговечности пары рельс-колесо, нижние части боковых граней головки, равные 0,1—0,3 ее высоты, выполнены с обратным уклоном относительно вертикальной...
Футерувальний елемент
Номер патенту: 783
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Малий Юрій Георгійович, Кокін Володимир Михайлович, Стьопіна Алла Ільінічна, Поляков Володимир Миколайович, Юртаєв Олександр Володимирович
МПК: B02C 17/22
Мітки: футерувальний, елемент
Текст:
...выполнены износа (пунктирная линия на ф и г . З ) . по радиусу Г. Опорная поверхность Равномерность износа достигается элемента выполнена с гладкими бокотем, что в процессе работы ребра выми гранями 6 и рифлеными нижними 25 большей ширины, испытывающие боль-* гранями 7. Рифление осуществлено про— шие по величине нагрузки, и ребра дольными симметричными канавками 8. рифления меньшей ширины, испытываюНижние грани 9 ребео рифления 10, щие меньшие...
Попередній патент: Фланцевий прокатний профіль
Наступний патент: Спосіб визначення мікрокількості води в органічних розчинниках
Випадковий патент: Спосіб прогнозування перебігу ішемічного інсульту