B21B 1/08 — для прокатки заготовок спеціального профілю, наприклад кутового профілю
Спосіб виробництва великогабаритного п-подібного прокатного профілю для кріплення гірничих виробок
Номер патенту: 111639
Опубліковано: 25.05.2016
Автори: Бубенок Олександр Ігорович, Мазов Максим Михайлович, Бергеман Генадій Володимирович
МПК: B21B 1/08
Мітки: прокатного, виробництва, виробок, профілю, великогабаритного, п-подібного, гірничих, спосіб, кріплення
Формула / Реферат:
1. Спосіб виробництва великогабаритного П-подібного прокатного профілю для кріплення гірничих виробок, що включає прокатку вихідної заготовки прямокутної форми у валках з калібрами, який відрізняється тим, що використовують вихідну прямокутну заготовку із співвідношенням її висоти Н0 до ширини В0, що складає 0,897, а прокатку проводять без кантівок і проміжного нагріву в 9 фасонних калібрах лінійного стана з 2-груповим компонуванням калібрів...
Спосіб прокатки рівнополичних кутових профілів
Номер патенту: 105871
Опубліковано: 11.04.2016
Автори: Нагорняк Віталій Федорович, Передістий Генадій Леонідович, Несвіт Костянтин Володимирович, Завгородній Максим Сергійович, Мосьпан Вячеслав Вікторович, Васильєв Сергій Миколайович, Мельник Сергій Миколайович, Кравченко Юрій Володимирович, Антонов Юрій Григорович, Геймур Костянтин Георгійович, Воробйов Олександр Васильович, Гусев Антон Олександрович, Кутвіцький Максим Вікторович, Полівода Анатолій Петрович
МПК: B21B 1/00, B21B 1/08
Мітки: кутових, профілів, спосіб, рівнополичних, прокатки
Формула / Реферат:
Спосіб прокатки рівнополичних кутових профілів, при якому послідовно деформують вихідні заготовки в системі відкритих калібрів, що утворена чорновими, контрольним, проміжними, передчистовим контрольним калібрами, в яких по ходу прокатки кут при вершині поступово зменшується, і не менш ніж одним чистовим калібром, який відрізняється тим, що чорнові і проміжні калібри виконані уніфікованими для прокатки профілів, ширина полиць яких...
Шпунтова стінка

Номер патенту: 106868
Опубліковано: 10.10.2014
Автори: Большаков Володимир Іванович, Вільчинський Віктор Володимирович, Вільчинський Артем Вікторович, Носенко Олег Павлович
МПК: E02D 5/00, B21B 1/08
Формула / Реферат:
Шпунтова стінка, що містить палі трубчастого профілю, з'єднані між собою замками, яка відрізняється тим, що елементи замків виконані з профільних труб квадратного поперечного перерізу зі стороною, рівною 0,06…0,20 діаметра палі, та з прорізами на одній зі сторін для забезпечення входження одного елемента в інший і взаємного повороту з'єднаних шпунтин на кут ±10°, при цьому кожний замок додатково зафіксований стрижневим елементом.
Спосіб прокатки профілів швелерного типу зі стовщеною стінкою
Номер патенту: 106449
Опубліковано: 26.08.2014
Автори: Антонюк Сергій Михайлович, Бергеман Генадій Володимирович
МПК: B21B 1/08
Мітки: типу, спосіб, стінкою, стовщеною, профілів, швелерного, прокатки
Формула / Реферат:
1. Спосіб прокатки профілів швелерного типу зі стовщеною стінкою, що включає багатопрохідне обтиснення заготовки з використанням закритих розгорнутих калібрів, а також відкритих і закритих прямополичних калібрів, з формуванням у них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що прокатують профілі швелерного типу зі...
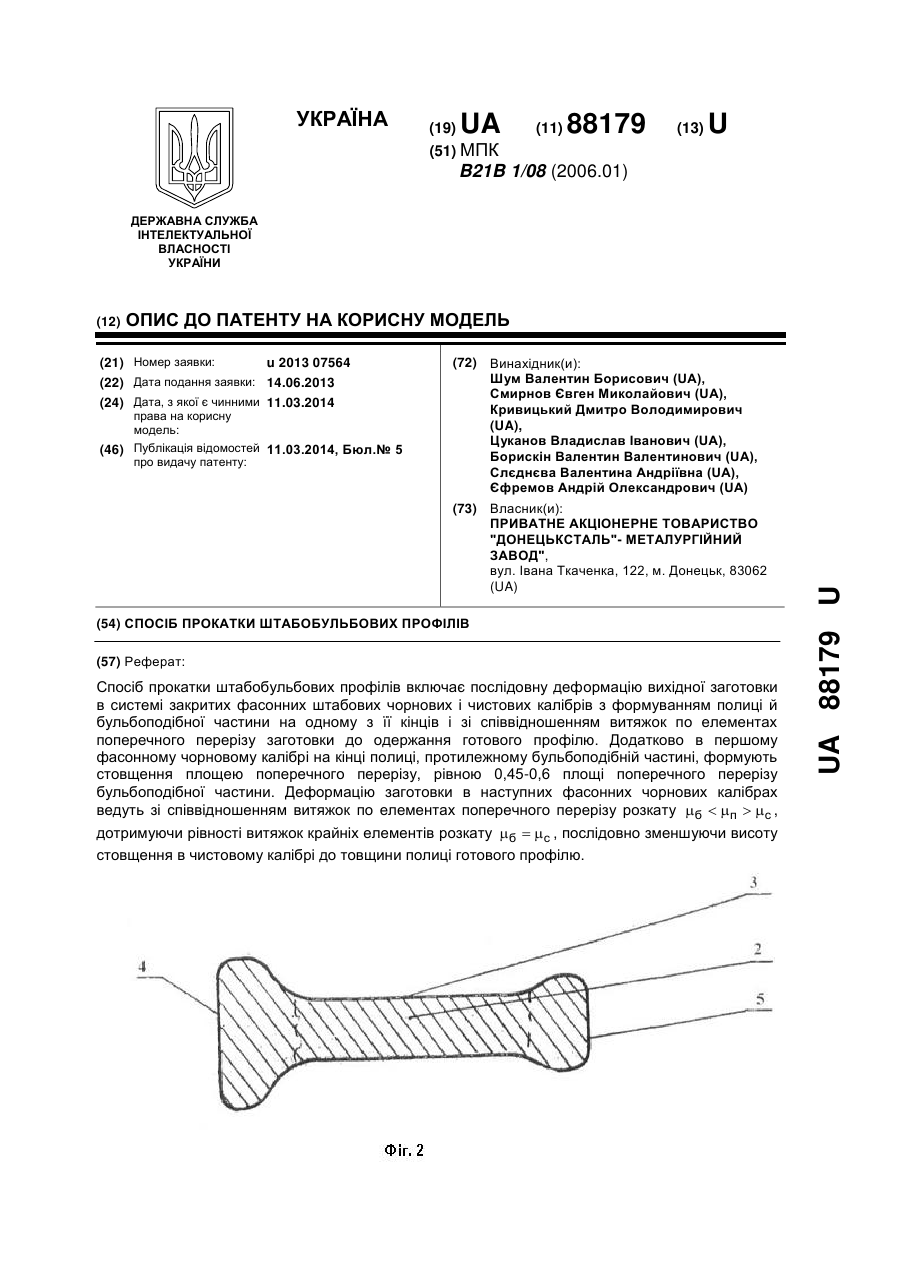
Спосіб прокатки штабобульбових профілів
Номер патенту: 88179
Опубліковано: 11.03.2014
Автори: Слєднєва Валентина Андріївна, Єфремов Андрій Олександрович, Борискін Валентин Валентинович, Смирнов Євген Миколайович, Цуканов Владислав Іванович, Шум Валентин Борисович, Кривицький Дмитро Володимирович
МПК: B21B 1/08
Мітки: прокатки, профілів, спосіб, штабобульбових
Формула / Реферат:
Спосіб прокатки штабобульбових профілів, що включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю, який відрізняється тим, що додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному...
Спосіб прокатки круглих профілів
Номер патенту: 102915
Опубліковано: 27.08.2013
Автори: Шум Валентин Борисович, Курилов Анатолій Васильович, Никиташев Володимир Михайлович, Яковченко Олександр Васильович, Гайдук Руслан Євгенович, Борискін Валентин Валентинович
МПК: B21B 1/08, B21B 1/16, B21B 1/02 ...
Мітки: прокатки, круглих, профілів, спосіб
Формула / Реферат:
Спосіб прокатки круглих профілів, що включає формування передчистового овального і чистового круглого профілю, який відрізняється тим, що овальний профіль формують з бічними ділянками, розташованими симетрично відносно головних осей чистового калібру, причому крайні точки бічних ділянок обмежені центральними кутами у чистовому калібрі 90±1,5° і 140±10°, при цьому бічні ділянки обтискають у чистовому калібрі на величину
Шпунтова паля

Номер патенту: 80271
Опубліковано: 27.05.2013
Автори: Носенко Олег Павлович, Вільчинський Артем Вікторович, Вільчинський Віктор Володимирович, Большаков Володимир Іванович
МПК: E02D 5/00, E02D 5/02, B21B 1/08 ...
Формула / Реферат:
1. Шпунтова паля, що включає стінку і полиці постійної товщини, орієнтовані в одному напрямку і з'єднані з замковими елементами, яка відрізняється тим, що полиці зі стінкою утворюють кут 90±3°, а співвідношення висоти палі і її ширини становить 0,5…1,0.2. Шпунтова паля за п. 1, яка відрізняється тим, що кожен замковий елемент, виконаний у вигляді профільної труби, прилягає до зовнішньої поверхні полиць так, що його горизонтальна вісь...
Замкове з’єднання сталевого шпунта

Номер патенту: 79502
Опубліковано: 25.04.2013
Автори: Вільчинський Артем Вікторович, Вільчинський Віктор Володимирович, Носенко Олег Павлович, Большаков Володимир Іванович
МПК: B21B 1/08, E02D 5/02, E02D 5/00 ...
Мітки: сталевого, замкове, шпунта, з'єднання
Формула / Реферат:
Замкове з'єднання сталевого шпунта, що виконане у вигляді двох однакових профілів постійної товщини, яке відрізняється тим, що профілі виконані замкненими, мають квадратний або прямокутний переріз з прорізами на одній зі сторін для забезпечення входження одного профілю в інший та взаємного повороту з'єднаних шпунтин на кут ± 10°.
Спосіб прокатки фланцевих профілів
Номер патенту: 77045
Опубліковано: 25.01.2013
Автори: Крикунов Борис Петрович, Слєднєва Валентина Андріївна, Кривицький Дмитро Володимирович, Шум Валентин Борисович, Смирнов Євген Миколайович, Борискін Валентин Валентинович, Цуканов Владислав Іванович
МПК: B21B 1/08
Мітки: фланцевих, профілів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, який відрізняється тим, що чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після...
Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок
Номер патенту: 100693
Опубліковано: 25.01.2013
Автори: Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович
МПК: B21B 1/08, B21B 1/10, B23D 19/00 ...
Мітки: кліть, заготівок, сортових, прокатна, чотиривалкова, прокатки-поділу
Формула / Реферат:
1. Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок, яка включає верхнє й нижнє коромисла кліті, чотири робочі валки дискового типу, що обтискають розкат у двох взаємно перпендикулярних напрямках, а також привод на два або чотири валки, яка відрізняється тим, що валки попарно змонтовані на верхньому й нижньому коромислах кліті в консольному виконанні, розташовані Х-подібно й утворюють разом з коромислами...
Спосіб виготовлення поковки “гостряк”
Номер патенту: 64814
Опубліковано: 25.11.2011
Автори: Мкртчян Егор Арутюнович, Каргін Борис Сергійович, Кушнарьов Роман Юрійович
МПК: B21B 1/08
Мітки: гостряк, виготовлення, поковки, спосіб
Формула / Реферат:
1. Спосіб виготовлення поковки "гостряк", що включає формування кореня гостряка у два переходи з попереднім нагрівом заготівки у вигляді рейки перед першим переходом, термічну та механічну обробку, який відрізняється тим, що рейку нагрівають до температури 1200-1250 °С, формування кореня гостряка здійснюють в два переходи в кувальних вальцях, а остаточне формування проводять штампуванням.2. Спосіб за п.1, який відрізняється...
Спосіб прокатування-розділяння
Номер патенту: 93270
Опубліковано: 25.01.2011
Автори: Бенецький Олексій Геннадійович, Кузьмін Олександр Вікторович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Феофілактова Катерина Володимирівна
МПК: B21B 1/08, B21B 1/02
Мітки: прокатування-розділяння, спосіб
Формула / Реферат:
Спосіб прокатування-розділяння, що включає формування багатониткового підкату із зонами наступного розділяння та наступне відділення крайніх ниток у прокатних валках, при якому крайні нитки відокремлюють за допомогою поперечних розтягуючих сил, утворених валками на внутрішніх похилих поверхнях крайніх робочих рівчаків, який відрізняється тим, що використовують трирівчаковий формуючий калібр для формування як триниткового, так і двониткового...
Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Номер патенту: 90514
Опубліковано: 11.05.2010
Автори: Резе Хайнріх, Копп Райнер, Ріхтер Ханс-Петер
МПК: B21B 27/02, B21B 1/08, B21C 37/00 ...
Мітки: стан, прокатки, кліть, металевої, прокатна, спосіб, штаби, прокатній
Формула / Реферат:
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний...
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
МПК: B21B 1/09, B21B 1/08
Мітки: система, профілів, кутових, прокатки, калібрів
Формула / Реферат:
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Спосіб прокатки арочних рейок
Номер патенту: 88396
Опубліковано: 12.10.2009
Автор: Усенко Володимир Миколайович
МПК: B21B 1/08, B21B 1/085
Мітки: спосіб, прокатки, арочних, рейок
Формула / Реферат:
Спосіб прокатки арочних рейок, який включає деформацію заготовок у валкових калібрах у відповідності до заданої схеми калібровки, який відрізняється тим, що формування готового профілю арочної рейки здійснюють у три проходи без кантовки, калібри для яких мають коробчасто-фасонну конфігурацію закритого типу, причому перший калібр має профіль рівнобічного трикутника з закругленими вершинами та увігнутими бічними сторонами, основа якого є...
Гарячекатаний профіль шпунтової палі
Номер патенту: 40381
Опубліковано: 10.04.2009
Автори: Антонов Юрій Григорович, Мельник Сергій Миколайович, Івко Володимир Вікторович, Почта Юрій Іванович, Буга Ілля Дмитрович, Мосьпан Вячеслав Вікторович
МПК: B21B 1/08
Мітки: гарячекатаний, палі, шпунтової, профіль
Формула / Реферат:
Гарячекатаний профіль шпунтової палі, який складається зі стінки, що сполучається з полицями, вільні кінці яких виконано у вигляді замкових елементів, який відрізняється тим, що ширина стінки складає 0,6-0,65 відстані між осями замкових елементів, центральну частину нижньої поверхні стінки виконано зі стрілою прогину 0,005-0,02 товщини стінки, відношення довжини полиць до ширини стінки знаходиться в межах 0,7-0,75, товщина полиці в місці...
Спосіб прокатки фланцевих профілів
Номер патенту: 39993
Опубліковано: 25.03.2009
Автор: Медведев Віктор Степанович
МПК: B21B 1/08
Мітки: фланцевих, профілів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Спосіб прокатування-розділяння розкату
Номер патенту: 85033
Опубліковано: 10.12.2008
Автори: Туник Олег Анатолійович, Азін Євген Леонідович, Борщов Олексій Вікторович, Сидоренко Денис Геннадійович
МПК: B21B 1/02, B21B 1/08
Мітки: спосіб, прокатування-розділяння, розкату
Формула / Реферат:
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною...
Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Трухачов Сергій Юрійович, Отто Костянтин Валентинович, Мінтус Андрій Миколайович, Онищенко Сергій Олександрович
МПК: B21B 1/02, B21B 1/08
Мітки: розкату, спосіб, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти...
Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Буров Іван Валентинович, Феофілактова Катерина Володимирівна, Теряєв Олександр Митрофанович, Світличний Олексій Васильович
МПК: B21B 1/00, B21B 1/08
Мітки: розкату, прокатування-розділяння, спосіб
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Гуль Юрій Петрович, Івченко Олександр Васильович, Табалаєв Костянтин Валерійович, Колпак Віктор Потапович
МПК: B21B 1/08, C21D 8/06
Мітки: виробництва, арматурного, прокату, спосіб, профілю, періодичного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у...
Спосіб прокатки несиметричних рейкових профілів
Номер патенту: 70582
Опубліковано: 15.12.2006
Автори: Танцюра Сергій Миколайович, Левченко Володимир Миколайович, Раханський Борис Йосипович, Бардусов Віктор Миколайович, Клименко Ігор Георгійович, Єрін Роман Миколайович, Кулак Володимир Юрійович, Пихтін Яків Михайлович
МПК: B21B 1/085, B21B 1/08
Мітки: рейкових, прокатки, несиметричних, профілів, спосіб
Формула / Реферат:
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в...
Спосіб виготовлення профілів п-подібної форми з відігнутими краями і вертикальною віссю симетрії
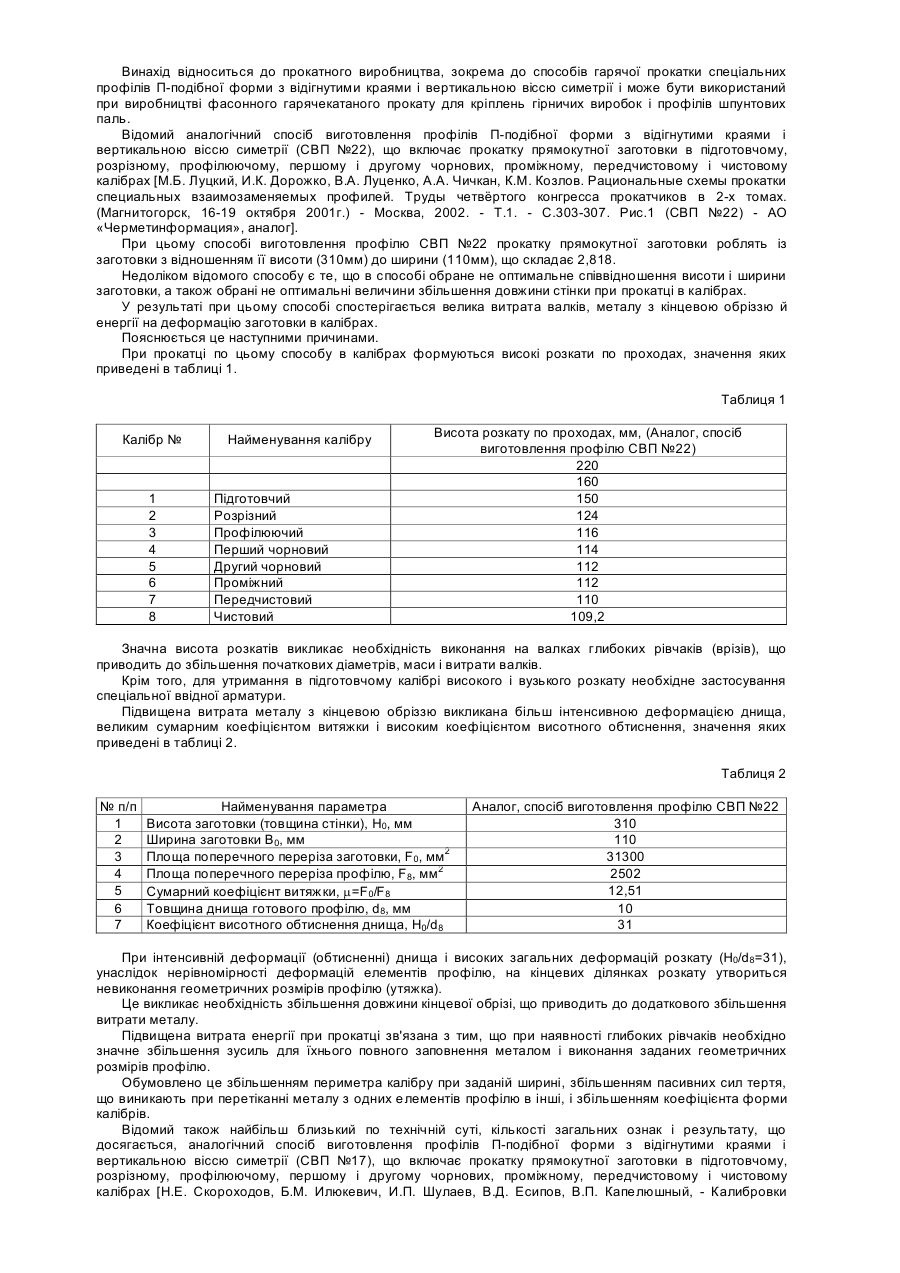
Номер патенту: 63614
Опубліковано: 15.09.2005
Автори: Луценко Віктор Олександрович, Луцький Михайло Борисович, Кириченко Володимир Якович, Лігус Микола Миколайович
МПК: B21B 1/08
Мітки: п-подібної, вертикальною, відігнутими, краями, виготовлення, профілів, віссю, симетрії, форми, спосіб
Формула / Реферат:
1. Об'єкт винаходу: спосіб підвищення несучої здатності корпусів відсіків літальних апаратів.2. Винахід відноситься до ракетно-космічної техніки і може бути використаний для підвищення несучої здатності відсіків виготовленого літального апарата.3. Запропонований авторами спосіб підвищення несучої здатності корпусів відсіків літальних апаратів полягає в тім, що- відносно зовнішньої поверхні корпусу встановлюють геометричне...
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Луценко Віктор Олександрович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Дорожко Іван Кирилович
МПК: B21B 27/00, B21B 1/08
Мітки: круглих, профілів, двовалкових, калібрів, система, прокатки
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Спосіб прокатування виливків з розширеними до площі з’єднання основною і головною частинами
Номер патенту: 52469
Опубліковано: 15.02.2005
Автори: Коротченков Валерій Михайлович, Кукуй Давид Пенхусович, Феофілактова Катерина Володимирівна, Теряєв Олександр Митрофанович, Сміяненко Ігор Миколайович, Бруханський Володимир Миколайович, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович, Бабенко Михайло Антонович, Кекух Анатолій Володимирович
МПК: B21B 1/02, B21B 1/08
Мітки: площі, розширеними, прокатування, основною, спосіб, головною, виливків, частинами, з'єднання
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.
Спосіб прокатки блюмів
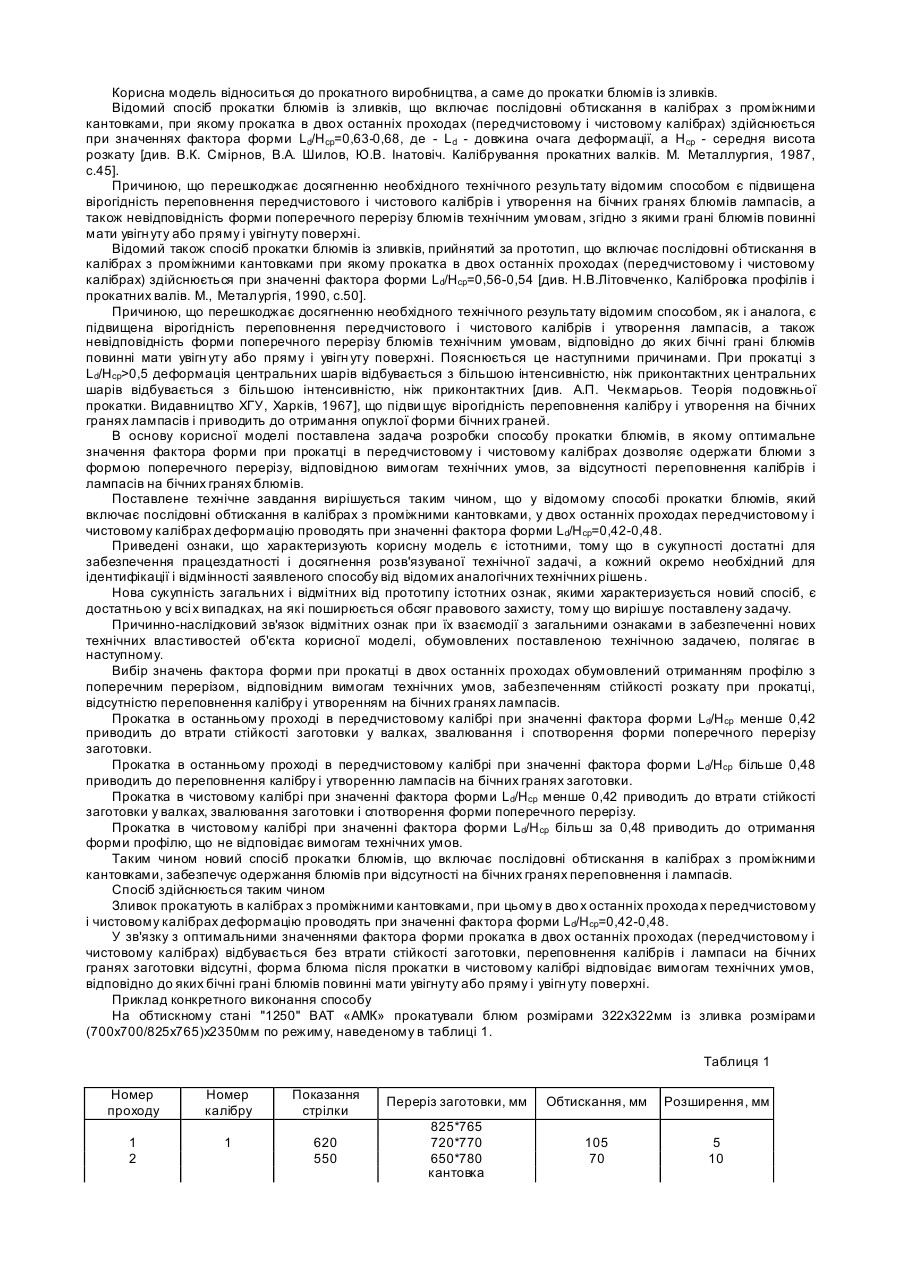
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Луцький Михайло Борисович, Дорожко Іван Кирилович, Лук'янов Юрій Васильович, Горецький Юрій Володимирович, Чічкан Артур Олексійович, Чудновець Олександр Миколайович, Павленко Анатолій Несторович, Лігус Микола Миколайович, Луценко Віктор Олександрович, Говоруха Валерій Петрович
МПК: B21B 1/08, B21B 1/02
Мітки: блюмів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Шум Валентин Борисович, Левицький Анатолій Петрович, Кіріченко Олександр Олександрович, Юдковський Володимир Веніамінович, Яковченко Олександр Васильович
МПК: B21B 1/08
Мітки: штабобульбової, спосіб, прокатки, сталі
Формула / Реферат:
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Феофілактова Катерина Володимирівна, Теряєв Олександр Митрофанович, Кекух Анатолій Володимирович, Бабенко Михайло Антонович, Бруханський Володимир Миколайович, Кукуй Давид Пенхусович, Коротченков Валерій Михайлович, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович, Сміяненко Ігор Миколайович
МПК: B21B 1/08, B21B 1/02
Мітки: прокатування, частин, спосіб, з'єднання, виливків, основної, головної, площі, розширених
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.
Спосіб виробництва профілів швелерного типу
Номер патенту: 29348
Опубліковано: 15.07.2002
Автори: Дорожко Іван Кирилович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Луцький Михайло Борисович
МПК: B21B 1/08
Мітки: типу, виробництва, швелерного, спосіб, профілів
Формула / Реферат:
Спосіб виробництва профілів швелерного типу, що включає прокатування у розгорнутих калібрах профілю зі знакозмінним переломом стійки та наступне профілезгинання, який відрізняється тим, що при прокатуванні у розгорнутих калібрах формують профіль з прилеглими до фланців ділянками протяжністю 0,12 - 0,22 довжини середньої лінії стінки і кутом вигину стійки відносно прилеглих до фланців ділянок 30 - 60°.
Спосіб калібрування прокатних валків
Номер патенту: 43369
Опубліковано: 17.12.2001
Автори: Горбуньов Олег Георгійович, Букрєєв Іван Іванович
МПК: B21B 1/08, B21B 1/02, B21B 28/00 ...
Мітки: калібрування, прокатних, спосіб, валків
Формула / Реферат:
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу...
Прокатний профіль
Номер патенту: 37675
Опубліковано: 15.05.2001
Автори: Чічкан Артур Олексійович, Сазонов Сергій Іванович, Мамушев Андрій Іванович, Дорожко Іван Кирилович, Луценко Віктор Олександрович, Чудновець Олександр Миколайович, Луцький Михайло Борисович, Пархоменко Олексій Дмитрович, Брехунов Олександр Васильович, Лаврик Олександр Михайлович
МПК: B21B 1/08
Текст:
...Андрій Іванович, Чічкан Артур Олексійович 37675 певного терміну експлуатації використовува ти частково зношений в нижній частині профіль шляхом змінення його положення у візку поворотом на 180° відносно осі симетрії. На фіг. наведений переріз профілю, де: LЗ - довжина зовнішнього клину; LВ - довжина внутрішнього клину; НЗ - товщина потовщеного кінця зовнішнього клину; НВ - товщина потовщеного кінця внутрішнього клину; Ук1 - ухил зовнішнього...
Прокатний профіль
Номер патенту: 32827
Опубліковано: 15.02.2001
Автори: Лаврик Олександр Михайлович, Дорожко Іван Кирилович, Павленко Володимир Анатолійович, Чудновець Олександр Миколайович, Леонов Леонід Володимирович, Пархоменко Олексій Дмитрович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Мамушев Андрій Іванович, Сазонов Сергій Іванович, Соловьйов Володимир Андрійович, Андросюк Олександр Олександрович, Горєлов Віктор Павлович, Чічкан Артур Олексійович
МПК: B21B 1/08
Текст:
...частини по радіусу більшим за 1,2 ширини прямокутника, також викликав збільшення зносу обладнання і витрат металу на виготовлення виробу. Виконання меншої основи трапеції ламаною по осі симетрії під кутом, меншим за 150 приводить до зниження моменту опору перерізу профілю і міцності при експлуатації. Виконання меншої основи трапеції ламаною по осі симетрії під кутом більшим за 175° підвищує витрати металу на. виготовлення виро Виконання...
Спосіб гарячої прокатки палі шпунтової стінки з z-подібним перерізом
Номер патенту: 32438
Опубліковано: 15.12.2000
Автор: Гробе Анрі
МПК: B21B 1/08, B21B 27/02
Мітки: перерізом, палі, прокатки, z-подібним, шпунтової, стінки, спосіб, гарячої
Текст:
...на той же прокатной линии сваи большей ширины В этой связи указывается на то, что при одинаковом модуле упругости использование более широкой сваи позволяет снизить вес на квадратный метр шпунтовой стенки из свай примерно на 15 % Из этого вытекает что изобретение име ет то экономическое преимущество, что оно позволяет изготовлять на имеющейся прокатной линии сваи большей ширины Если крылья полуфабриката по порядку, по которому они...
Спосіб прокатування швелерів
Номер патенту: 28273
Опубліковано: 16.10.2000
Автори: Зражевський Олександр Данилович, Махнін Владилен Семенович, Бергеман Геннадій Володимирович, Бідняк Василь Іванович, Шевченко Тарас Григорович, Білик Анатолій Миколайович, Карлов Ігор Анатолійович, Антонюк Сергій Михайлович, Шевцов Віталій Тимофійович, Сухий Володимир Іванович
МПК: B21B 1/08, C21D 8/00
Мітки: прокатування, спосіб, швелерів
Формула / Реферат:
1. Способ прокатки швеллеров, включающий прокатку в черновых клетях развернутого раската с формированием изогнутой стенки и изогнутых фланцев, последующую прокатку в предчистовых и чистовых клетях, отличающийся тем, что в последней черновой клети формируют раскат с ложными фланцами в виде прямоугольных треугольников с вершинами, образованными пересечениями продолжений линий прямых наклонных участков фланцев раската, сопрягающихся с...
Спосіб виробництва швелерів
Номер патенту: 23876
Опубліковано: 31.08.1998
Автори: Клименко Ігор Георгійович, Тихонюк Леонід Сергійович, Носоченко Олег Васильович, Курандо Ігор Григорович, Шатунов Петро Володимирович, Бідник Павло Петрович, Бардусов Віктор Миколайович, Раханський Борис Йосипович, Григор'єв Віктор Іванович, Сахно Валерій Олександрович
МПК: B21B 1/10, B21B 1/08
Мітки: швелерів, спосіб, виробництва
Формула / Реферат:
1. Способ производства швеллеров, включающий прокатку прямоугольной заготовки в разрезном калибре, формовку чернового профиля с выпуклой стенкой и предчистового профиля в развернутых .швеллерных калибрах фланцами вверх, контроль ширины фланцев в предчистовом калибре и их подгибку в чистовом до заданного угла сопряжения со стенкой, отличающийся тем, что разрезку заготовки осуществляют в самоцентрирующих калибрах с преимущественным обжатием по...
Спосіб виробництва профілів швелерного типу
Номер патенту: 23027
Опубліковано: 30.06.1998
Автори: Луценко Віктор Олександрович, Міронов Євген Костянтинович, Локтіонов Петро Якович, Скороход Микола Михайлович, Бондаренко Микола Андрійович, Дорофєєв Володимир Миколайович, Чудновець Олександр Миколайович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Халюта Володимир Миколайович, Молочек Олександр Васильович, Салищев Сергій Єгорович, Луцький Михайло Борисович, Ганзелинський Сергій Миколайович, Данилович Георгій Володимирович
МПК: B21B 1/08
Мітки: типу, виробництва, спосіб, швелерного, профілів
Формула / Реферат:
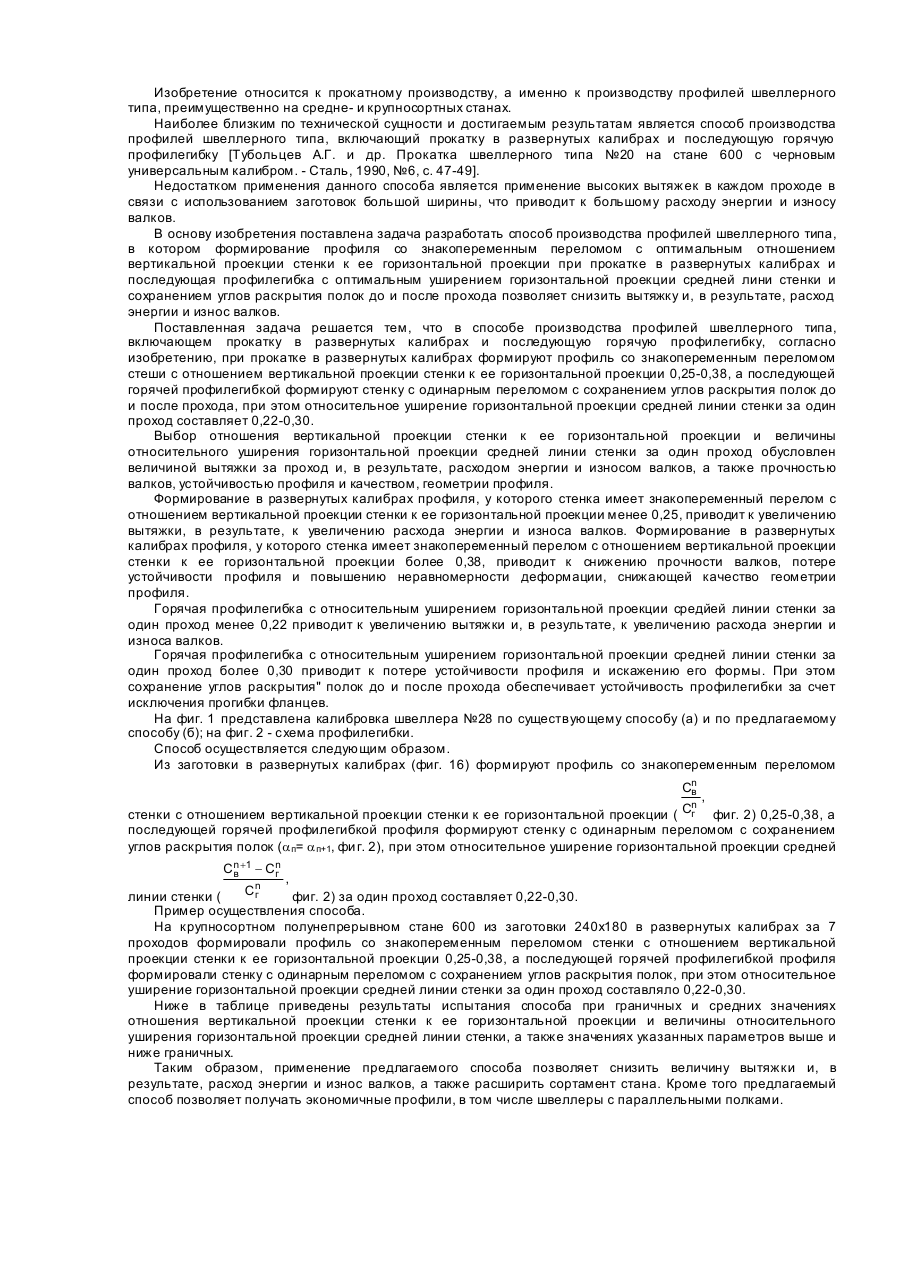
Способ производства профилей швеллерного типа, включающий прокатку в развернутых калибрах и последующую горячую профилегибку, отличающийся тем, что при прокатке в развернутых калибрах формируют профиль со знакопеременным переломом стенки с отношением вертикальной проекции стенки к ее горизонтальной проекции 0,25-0,38, а последующей горячей профилегибкой формируют стенку с одинарным переломом с сохранением углов раскрытия полок до и после...
Спосіб виробництва швелерів
Номер патенту: 21262
Опубліковано: 04.11.1997
Автори: Гринавцев Олег Валерійович, Гринавцев Валерій Микитович
МПК: B21B 1/08
Мітки: виробництва, спосіб, швелерів
Формула / Реферат:
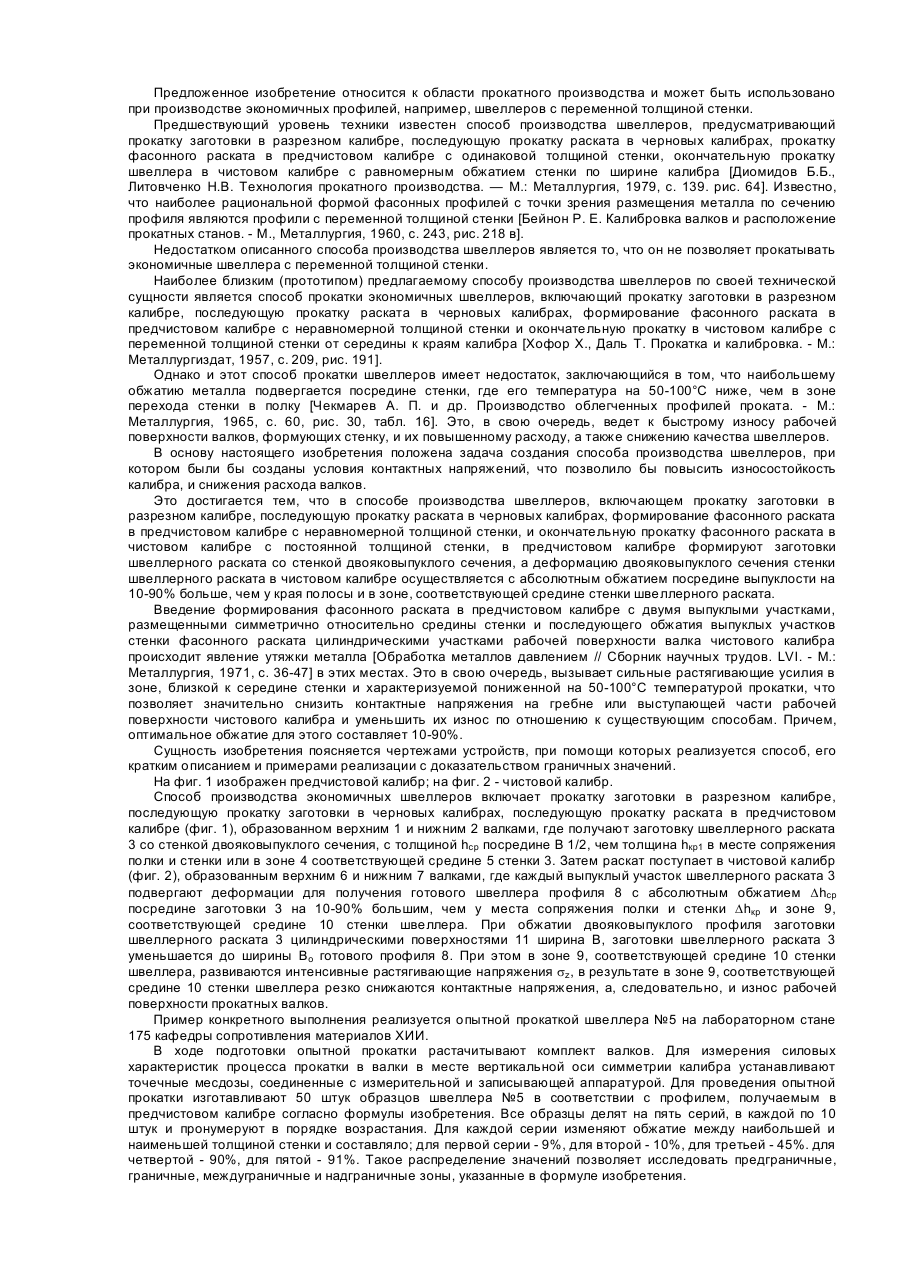
Способ производства швеллеров, включающий прокатку заготовки в разрезном калибре, формирование фасонного раската в предчистовом калибре с неравномерной толщиной стенки, окончательную прокатку фасонного раската в чистовом калибре с постоянной толщиной стенки, отличающийся тем, что в предчистовом калибре формируют заготовки швеллерного раската со стенкой двояковыпуклого сечения, а деформацию двояковыпуклой стенки швеллерного раската в чистовом...
Спосіб прокатки
Номер патенту: 15926
Опубліковано: 30.06.1997
Автор: Георг Енгель Дітмар Козак
МПК: B21B 1/08
Формула / Реферат:
(57) Способ прокатки, преимущественно балочных профилей, включающий реверсивную черновую прокатку в двухвалковом калибре, промежуточную реверсивно-не-прерывную прокатку в группе калибров -первоуниверсальном, двухвалковом и втором универсальном, и чистовой проход в универсальном калибре, отличающий-с я тем, что промежуточную роверсивно-не-прерывную прокатку ведут с обжатиями во втором универсальном калибре, составляющем 15-55% от обжатия в...
Спосіб прокатки швелерних профілів
Номер патенту: 12831
Опубліковано: 28.02.1997
Автори: Хорошілов Микола Макарович, Кірієнко Анатолій Іванович, Славський Анатолій Ілліч, Чудновець Олександр Миколайович, Филонов Юрій Всеволодович, Локтіонов Петро Якович, Гавриленко Євген Дмитрович, Мирошниченко Анатолій Васильович, Скороход Микола Михайлович, Дорожко Іван Кирилович
МПК: B21B 1/08
Мітки: профілів, прокатки, спосіб, швелерних
Формула / Реферат:
(57) Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающий-с я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным...
Спосіб прокатки швелерів
Номер патенту: 11104
Опубліковано: 25.12.1996
Автори: Жучков Сергій Михайлович, Дишлєвіч Віктор Фьодоровіч, Асанов Валєрій Ніколаєвіч, Кузьмичов Михайло Васильович, Бондарєнко Алєксандр Ніколаєвіч
МПК: B21B 1/08
Мітки: швелерів, прокатки, спосіб
Формула / Реферат:
(57) Способ прокатки швеллеров на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование профиля в системе швеллерных калибров, отличающийся тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем ширина ручья...