Ливарна труба для установки для лиття рідкого металу
Формула / Реферат
1. Труба для ковша (10) для лиття рідкого металу, яка містить канал (11) для проходження металу, який простягається головним чином уздовж осі, та металеву оболонку (17), розміщену на крайній частині труби, яка відповідає кінцеві каналу, яка відрізняється тим, що оболонка (17) включає щонайменше один пояс (18) товщини, більшої або рівної 10 міліметрам, переважно 14 міліметрам, а труба (10) має засоби кріплення (20) до засобів для переміщення труби, причому засоби кріплення розташовано на поясі (18) оболонки (17).
2. Труба (10) за попереднім пунктом, яка має у крайній частині щонайменше один поперечний переріз (14), перпендикулярний до осі каналу, іншої форми та/або відмінних розмірів, ніж поперечний переріз іншої частини труби; переріз у крайній частині є, зокрема, квадратним.
3. Труба (10) за будь-яким з попередніх пунктів, в якій металева оболонка (17) виготовлена з цілого шматка.
4. Труба (10) за будь-яким з попередніх пунктів, яка включає трубчатий корпус (12), виготовлений з першого матеріалу, а другий матеріал наплавлений на корпус у крайній частині труби, зокрема, між корпусом (12) та оболонкою (17).
5. Труба (10) за будь-яким з попередніх пунктів, в якій пояс (18) оболонки (17) простягається щонайменше до однієї окружності труби.
6. Труба (10) за будь-яким з попередніх пунктів, яка в крайній частині закінчується плоскою поверхнею (16), яка дозволяє встановлювати її в ливарну установку за допомогою ковзання.
7. Процес виробництва труби для ковша (10) за п. 4, в якому:
виготовляють корпус труби (12) з першого матеріалу,
надягають на корпус труби металеву оболонку (17), так щоб остання встановилась на кінцевій частині труби,
відливають між оболонкою (17) та корпусом труби (12) частину, виготовлену з другого матеріалу.
Текст
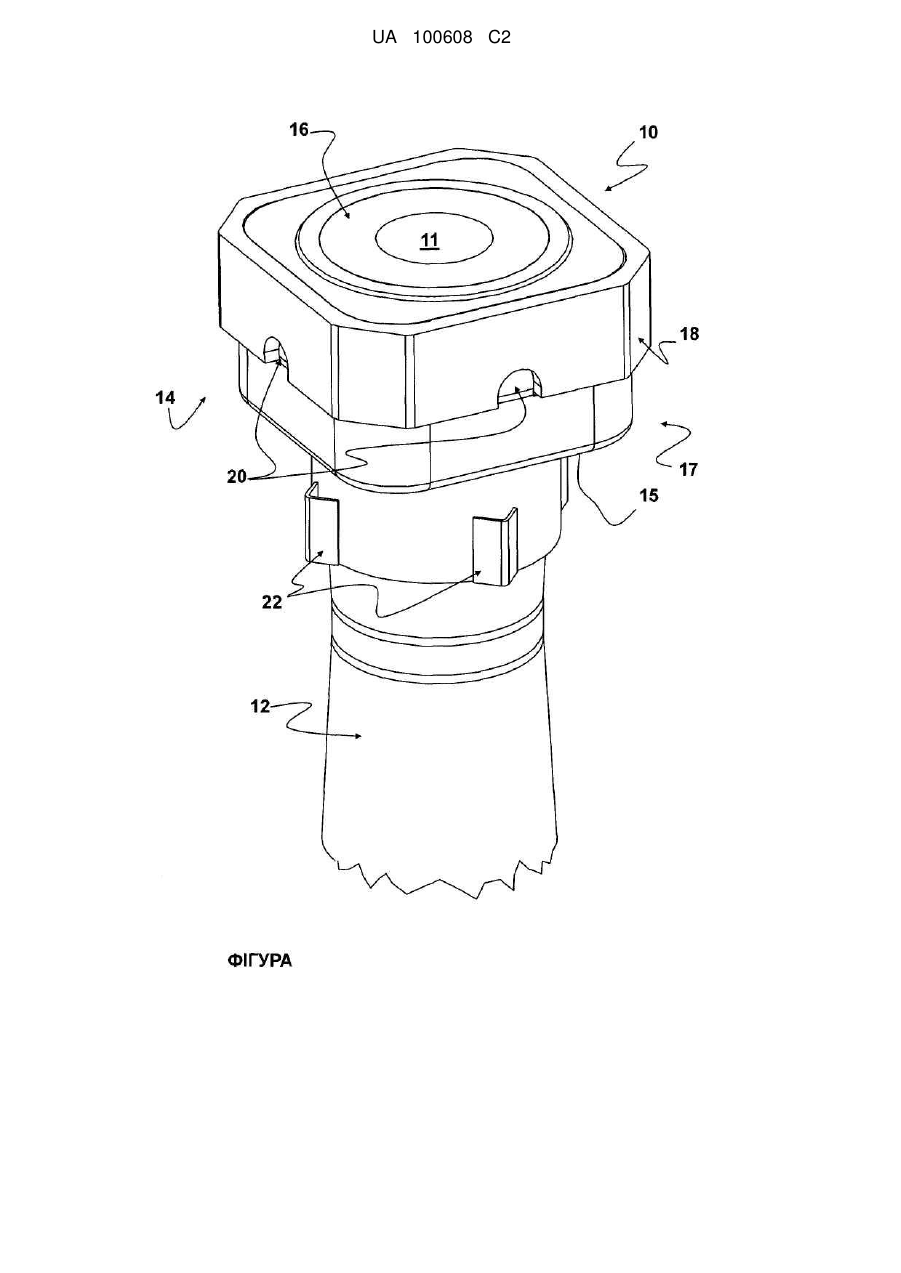
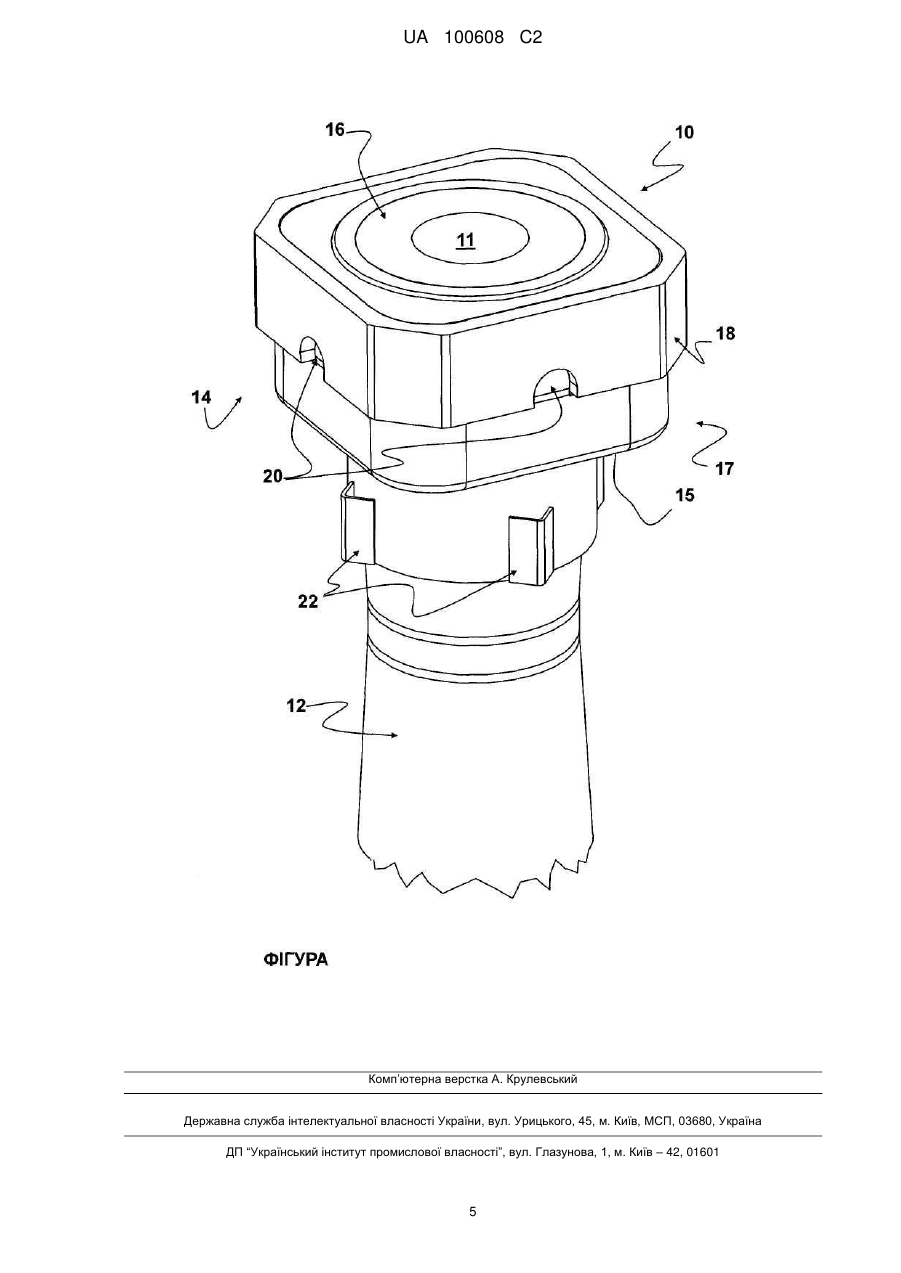
Реферат: Даний винахід стосується ливарної труби (10) для лиття рідкого металу, яка містить канал (11), уздовж якого може стікати метал, розташований головним чином уздовж осі, та металеву оболонку (17), розташовану на кінцевій частині труби, яка відповідає кінцеві каналу, яка відрізняється тим, що оболонка (17) має щонайменше один пояс (18) товщини, більшої або рівної 10 мм, переважно 14 мм, а труба (10) має засоби (20) для прикріплення до засобів переміщення; засоби прикріплення розташовані на оболонці (17), зокрема на її поясі (18). UA 100608 C2 (12) UA 100608 C2 UA 100608 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Даний винахід стосується установки для лиття рідкого металу, особливо труби, здатної встановлюватись у таку установку. [0002] Ливарна труба - це труба, яка містить канал, який простягається головним чином уздовж осі; канал дозволяє прохід рідкого металу від металургійного збірника, такого як ківш, до розливного жолоба. Така труба встановлюється в установку таким способом, що вісь каналу вертикальна, а верхній кінець з'єднується з вищерозташованим елементом установки, жорстко прикріпленим до ковша, тоді як нижній кінець занурено в розливний жолоб. [0003] 3 рівня техніки відома труба для ковша, яка має на крайній частині труби, яка відповідає верхній частині каналу, металеву оболонку, що оточує корпус труби; ця металева оболонка має товщину меншу або рівну 5 міліметрам. Така оболонка, через її обмежений розмір, служить тільки для зменшення допусків, неминучих при виготовленні труби з відбивального матеріалу. Зокрема, така оболонка цілком несумісна з навантаженнями (температура, тиск), пов'язаними з використанням труби, і, як наслідок, неможливо уявити застосування цієї оболонки для утримування або розташування труби для ковша. Ці проблеми ще більше погіршуються, якщо хто-небудь бажає використовувати такі труби у пристрої для встановлення труб для ковша за допомогою ковзання. Дійсно, в такому випадку напруження (розтягування, наприклад) ще більше локалізовані, ніж у звичайному пристрої з гніздовим з'єднанням. [0004] Перед установленням труби в установку крайня частина труби може бути вміщена в знімну раму для підвищення жорсткості (див., наприклад, WO-A1-2004/052576). Потім ця рама ставиться на опору, і збірка з труби та рами вставляється в ливарну установку в такий спосіб, що крайня частина труби знаходиться в контакті з вищерозташованим елементом ливарної установки. [0005] Встановлення такої рами досить тривале і відносно складне для оператора. Така рама, крім того, дорого коштує. Таким чином, існує потреба у спрощенні операцій на рівні ливарної установки, особливо для зменшення витрат, пов'язаних з литтям. [0006] Для цього, предметом винаходу є труба до ковша для лиття рідкого металу, яка містить канал для проходження металу, який простягається головним чином уздовж осі, та металеву оболонку, розміщену на крайній частині труби, яка відповідає кінцеві каналу; оболонка включає щонайменше одну частину товщини більшої або рівної 10 міліметрам, переважно 14 міліметрів; також труба має засоби закріплення засобів для переміщення труби; засоби закріплення розташовано на оболонці, переважно на її потовщеній частині. [0007] Таким чином, через товщину оболонки, труба згідно винаходу більш стійка, ніж труба з рівня техніки, і краще опирається напруженням, особливо напруженням розтягу, яким вона, ймовірно, піддається в кінцевій частині, яка утворює верхній кінець труби, коли труба встановлюється в установку. Так як труба має також засоби для закріплення засобів для пересування труби, які являють собою, наприклад, опору, яка дозволяє переміщувати та утримувати трубу в ливарній установці, і її механічні якості прийнятні, можна обійтися без наявності рами. [0008] Це дозволяє спростити процес встановлення труби в установку, тому що етап установлення труби в раму, який потребує маніпуляції трубою з боку оператора, виключається. Встановлення труби в установку є, таким чином, більш швидким та менш витратним. [0009] Далі, коли труба вже зношена і здається в брухт, етап відділення рами від труби більше не є необхідним. Ця операція насправді часто виявляється дуже важкою через краплі застиглої сталі, розбризкані під час операцій лиття. Ці краплі застиглої сталі зварюються зі складовими частинами рами з рівня техніки. [0010] Більше того, через відсутність рами, труба, що встановлюється в установку, менш важка, ніж ливарний елемент з рівня техніки, який включає як трубу, так і раму. Отже, так само можливо спростити устаткування, яке утримує трубу для ковша в ливарній установці та переміщує її. В результаті витрати, пов'язані з литтям, таким чином зменшуються. [0011] Нарешті, товщина пояса дозволяє розташувати на ньому пази, які, стикуючись з пристроєм для утримування та/або розташування труби, служать для утримування, підтримки або встановлення труби в положення лиття без ризику поламати або деформувати металеву оболонку в ході використання. [0012] Винахід також може включати одну або кілька характеристик з нижченаведеного переліку: - у крайній частині труба має щонайменше одну поперечний переріз, перпендикулярний до осі каналу, іншої форми та/або відмінних розмірів, ніж поперечний переріз іншої частини труби; переріз у крайній частині є, зокрема, прямокутним, переважно квадратним. Таким чином, поперечний переріз крайньої частини видозмінено порівняно з перерізом решти труби, 1 UA 100608 C2 5 10 15 20 25 30 35 40 45 50 55 головним чином круглим, у такий спосіб, щоб пристосуватися до існуючих ливарних установок та опор, які сумісні з трубою, оснащеною рамою. Далі, коли крайня частина має квадратний поперечний переріз, розташування її в установці та/або на опорі полегшується, - металева оболонка виготовлена з цілого шматка. Таким чином виключається операція з'єднання, головним чином зварювання, окремих частин оболонки, як це здійснюється в рівні техніки. Також таким чином спрощується виробництво труби. Також, у випадку цільної оболонки, поліпшується стійкість труби, що дозволяє таким чином дещо зменшити товщину оболонки та вагу труби, - труба включає трубчастий корпус, виготовлений з першого матеріалу, а другий матеріал відливається на корпус у крайній частині труби, зокрема, між корпусом та оболонкою. Таким чином, така труба виробляється за допомогою простого виробничого процесу. Насправді, більш вигідно виготовляти корпус труби, наприклад, литтям, пресуванням або екструзією, потім наплавляти матеріал на неї, ніж виготовляти за одну операцію трубу, що має два різних перерізи. З допомогою такого способу, труба відносно складної форми виробляється просто і недорого, - потовщена частина оболонки простягається щонайменше до однієї окружності труби. Це дозволяє поліпшити стійкість труби в будь-якому положенні, в якому вона встановлюється в опорі та/або в ливарній установці; - труба у крайній частині закінчується плоскою поверхнею. У цьому випадку, труба вставляється в ливарну установку за допомогою ковзання, тобто плоска поверхня труби контактує безпосередньо з вищерозташованим елементом установки і під час лиття ковзає відносно цього елемента. У цьому випадку, напруження, яким піддається труба на рівні поверхні - це досить значні напруження розтягу, які загрожують пошкодити трубу. Товщина оболонки, проте, достатня для забезпечення її достатньої стійкості, також у випадку, коли труба вставляється в установку за допомогою ковзання. [0013] Переважно пази служать засобами для контролю кутової орієнтації труби по осі відносно вищерозташованого елемента; ці засоби здатні надавати трубі щонайменше три різних положення. Таким чином, можна ввести ливарний елемент, особливо трубу, під ківш, згідно одній або багатьох попередньо заданих орієнтацій. Для цього, при кожному повторному використанні труби можна контролювати кутову орієнтацію, в якій встановлюють останню, відносно вищерозташованого елемента установки, можливо відповідно до кутових орієнтацій, в яких її встановлювали при попередніх використаннях. [0014] Можна тоді отримати ще кращий розподіл внутрішнього зносу труби. Дійсно, потік, що виходить з сталеливарного ковша, трохи направлений, особливо коли між ковшем та трубою ковша знаходиться клапан, так званий «золотник», що містить отвір, здатний частково перекриватись під час лиття. Коли цей отвір знаходиться у частково закритому положенні, потік рідкого металу рухається синусоїдально: він направляється переважно до даної частини внутрішньої стінки труби, від якої він немовби відбивається, щоб направитись до протилежної частини стінки, і т.д. Тепер, частини внутрішньої стінки труби ковша, до яких направляється потік, зношуються швидше, ніж решта стінки, з огляду на підвищену температуру, при якій переноситься рідкий метал. Отже, розподіляючи щодо використання частини стінки, більш підозрілі щодо зносу, внутрішній знос труби стає однорідним, а труба не вийде з ладу внаслідок надмірного зносу однієї частини стінки відносно інших (така конфігурація можлива, коли орієнтація труби випадкова). Час життя труби таким чином подовжується. [0015] Більше того, завдяки засобам контролю орієнтації легко направити потік рідкого металу, тому що точно відомо, в якому положенні труба буде вставлена в установку. Можна буде, наприклад, обладнати трубу отворами, щоб потік витікав до розливного жолоба в одному або кількох переважних напрямках. Це дозволяє покращити ефективність лиття. [0016] Також предметом винаходу є процес виробництва труби для ковша згідно винаходу, яка складається з корпуса, виготовленого з першого матеріалу, та другого матеріалу, відлитого на корпус, де: - виготовляють корпус труби з першого матеріалу, - надягають на корпус труби металеву оболонку, так щоб остання встановилась на кінцевій частині труби, - заливають другий матеріал між оболонкою та корпусом труби. [0017] Процес дозволяє виготовити трубу згідно винаходу просто і недорого. [0018] Винахід буде краще зрозумілим при прочитанні наступного опису, даного виключно в якості прикладу, і зробленого з посиланням на єдиний малюнок, що являє собою вигляд у перспективі крайньої частини труби для ковша згідно окремого способу реалізації винаходу. 2 UA 100608 C2 5 10 15 20 25 30 35 40 45 50 55 [0019] На фігурі представлена труба для ковша 10 для установки для лиття рідкого металу, особливо рідкої сталі. Труба 10 включає канал 11 для проходження металу, який простягається головним чином уздовж осі, а вісь вертикальна, коли труба знаходиться в робочому положенні. На фігурі представлено головним чином верхній кінець труби, коли вона знаходиться в робочому положенні, тобто кінець, здатний з'єднуватися з вищерозташованим елементом ливарної установки. [0020] Труба включає трубчастий корпус 12, виготовлений з відбивального матеріалу, і на її кінці, головку 14 квадратного поперечного перерізу іншої форми, ніж поперечний переріз корпусу труби 12, котрий у перерізі круглий. Поперечний переріз визначається як перпендикулярний до осі каналу 11. [0021] Далі, квадратний переріз головки 14 більший за розміром, ніж круглий переріз корпусу труби 12 і через це між головкою 14 та корпусом труби 12, труба 12 має поворотну поверхню 15, головним чином горизонтальну і звернену до нижнього кінця труби, коли вона знаходиться в робочому положенні. Отже, головка труби відрізняється за формою та розміром від решти труби. Це дозволяє відтворити розміри ливарного елемента з рівня техніки, який включає раму; таким чином, його може бути пристосовано до існуючих ливарних установок або пристроївманіпуляторів. [0022] На краю головка 14 труби закінчується плоскою контактною поверхнею 16. Ця поверхня 16 головним чином здатна стикуватися з вищерозташованим елементом установки і піддається розтягу, оскільки вона ковзає по вищерозташованому елементу. [0023] Далі, як видно з фігури, оболонка 17, виготовлена з цілого шматка, розташовується навколо кінцевої частини труби 12. Ця оболонка 17 виготовлена з металевого матеріалу, головним чином зі сталі, і покриває всю головку 14 та верхню частину трубчастої частини труби 12. [0024] Ця оболонка 17 включає кільцеву частину, яка утворює навколо оболонки пояс 18 більшої товщини, ніж решта оболонки. Товщина поясу 18 перевищує 10 міліметрів, переважно 14 міліметрів, тоді як решта оболонки має товщину від 2 до 7 міліметрів, переважно від 4 до 6 міліметрів. Пояс 18 металевої оболонки розташовується в частині, в якій ця оболонка покриває головку 14. [0025] Далі, оболонка 17 має засоби закріплення 20, наприклад, чотири пази, розташовані на поясі 18 оболонки, переважно у нижній частині пояса. Чотири пази однакові. Вони дозволяють прикріпити трубу до засобів для її пересування; ці засоби пересування являють собою головним чином руку-маніпулятор для труби або Η-подібну опору, що тримає трубу в установці. Кожен паз розташовано на окремій стороні головки 14, посередині сторони. [0026] Пази обмежуються опорними поверхнями, здатними стикуватися з комплементарними опорними поверхнями штифтів опори труби. Зокрема, два пази, розташовані з протилежних боків головки 14, стикуються з двома штифтами опори. Оскільки труба має чотири пази, можна надавати їй різних кутових положень по осі каналу відносно опори, і в результаті цього, щодо вищерозташованого елемента установки. У дійсності, тоді як пази однакові і розподілені рівномірно по головці, труба може бути поставлена на опору в чотирьох різних положеннях. [0027] Далі, металева оболонка 17 має в частині, яка покриває трубчасту частину труби, чотири однакових ребра 22 з трикутним поперечним перерізом, які простягаються переважно вздовж осі каналу. Кожне ребро 22 знаходиться під одним з пазів; таким чином ребра рознесені на 90°. Ребра 22 дозволяють встановити трубу в бажаному положенні в маніпуляторний пристрій, який дозволяє переміщувати трубу 12 до опори. [0028] Ребра 22 призначені переважно для стикування з пазами комплементарної форми маніпуляторного пристрою, і складають засоби керування трубою. Оскільки труба має чотири ребра 22, її можна вставити в маніпуляторний пристрій у декількох положеннях на осі каналу відносно цього пристрою, таким чином, щоб встановлювати трубу на опорі в різних положеннях. [0029] Так труба, як вищеописана, дозволяє обійтися без рами навколо неї, що полегшує встановлення труби в ливарну установку, надаючи трубу, що має достатню жорсткість, щоб витримувати умови, в яких її поміщають. [0030] Тепер опишемо процес виробництва труби. [0031] Передусім, виготовляють корпус труби 12 за допомогою екструзії, лиття або пресування. Потім, як тільки це зроблено, надягають металеву оболонку 17 на крайню частину корпусу 12. Тепер в кінцевій частині труби є простір між корпусом труби 12 та оболонкою 17. [0032] Потім заливають між корпусом труби 12 та оболонкою 17, другий матеріал; цей матеріал заповнює простір між корпусом труби 12 та оболонкою 17. 3 UA 100608 C2 5 10 15 [0033] Вигода такого процесу виробництва полягає в тому, щоб виготовляти трубу з квадратною головкою, або зовсім іншої форми, яка пристосована до існуючих установок; при цьому процес виробництва залишається досить простим. [0034] Слід відмітити, що винахід не обмежується способом реалізації, представленим вище. [0035] Наприклад, корпус труби та оболонка можуть бути виготовлені з інших матеріалів, ніж описано. Так само головка труби може мати інший переріз, ніж описано. [0036] Так само, засоби кріплення 20 до засобів переміщення або засобів керування трубою можуть мати іншу форму та розташування. Наприклад, труба може мати лише два пази, або, в певних випадках, замість цих пазів кілька штифтів, які розташовуються на металевій оболонці та дозволяють прикріпити трубу до засобів переміщення. [0037] Далі, труба з перерізом іншої форми може бути виготовлена без заливки другого матеріалу, навіть якщо це більш складно. [0038] Товщина та форма оболонки також можуть відрізнятись від вищеописаних, до тих пір поки труба є достатньо жорсткою, щоб протистояти процесу лиття. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 1. Труба для ковша (10) для лиття рідкого металу, яка містить канал (11) для проходження металу, який простягається головним чином уздовж осі, та металеву оболонку (17), розміщену на крайній частині труби, яка відповідає кінцеві каналу, яка відрізняється тим, що оболонка (17) включає щонайменше один пояс (18) товщини, більшої або рівної 10 міліметрам, переважно 14 міліметрам, а труба (10) має засоби кріплення (20) до засобів для переміщення труби, причому засоби кріплення розташовано на поясі (18) оболонки (17). 2. Труба (10) за попереднім пунктом, яка має у крайній частині щонайменше один поперечний переріз (14), перпендикулярний до осі каналу, іншої форми та/або відмінних розмірів, ніж поперечний переріз іншої частини труби; переріз у крайній частині є, зокрема, квадратним. 3. Труба (10) за будь-яким з попередніх пунктів, в якій металева оболонка (17) виготовлена з цілого шматка. 4. Труба (10) за будь-яким з попередніх пунктів, яка включає трубчатий корпус (12), виготовлений з першого матеріалу, а другий матеріал наплавлений на корпус у крайній частині труби, зокрема, між корпусом (12) та оболонкою (17). 5. Труба (10) за будь-яким з попередніх пунктів, в якій пояс (18) оболонки (17) простягається щонайменше до однієї окружності труби. 6. Труба (10) за будь-яким з попередніх пунктів, яка в крайній частині закінчується плоскою поверхнею (16), яка дозволяє встановлювати її в ливарну установку за допомогою ковзання. 7. Процес виробництва труби для ковша (10) за п. 4, в якому: виготовляють корпус труби (12) з першого матеріалу, надягають на корпус труби металеву оболонку (17), так щоб остання встановилась на кінцевій частині труби, відливають між оболонкою (17) та корпусом труби (12) частину, виготовлену з другого матеріалу. 4 UA 100608 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюLadle pipe for liquid metal casting
Автори англійськоюCollura, Mariano
Назва патенту російськоюЛитейная труба для установки для литья жидкого металла
Автори російськоюКоллура Мариано
МПК / Мітки
МПК: B22D 41/50, B22D 11/106
Мітки: рідкого, ливарна, лиття, установки, металу, труба
Код посилання
<a href="https://ua.patents.su/7-100608-livarna-truba-dlya-ustanovki-dlya-littya-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Ливарна труба для установки для лиття рідкого металу</a>
Розливальний стакан для введення рідкого металу в кристалізатор установки безперервного лиття
Номер патенту: 41991
Опубліковано: 15.10.2001
Автори: Гаше Лоран, ДАМАСС Жан-Мішель, Рессон Жерар
МПК: B22D 11/10
Мітки: металу, безперервного, установки, лиття, рідкого, розливальний, кристалізатор, введення, стакан
Формула / Реферат:
1. Разливочный стакан для введения жидкого металла в кристализатор установки непрерывного литья плоских металлических изделий, имеющий две длинных и две коротких стороны и содержащий на своем нижнем конце два основных разливочных отверстия, выполненных в боковой стенке этого разливочного стакана друг против друга и предназначенных для направления потоков жидкого металла в направлении каждой из коротких сторон кристаллизатора, и по меньшей...
Розливний стакан для введення рідкого металу до кристалізатора установки безперервного лиття металів
Номер патенту: 42764
Опубліковано: 15.11.2001
Автори: Гаше Лоран, Рессон Жерар, ВЕНДЕВІЛЛЬ Люк, ДАМАСС Жан-Мішель
МПК: B22D 11/04
Мітки: установки, металу, стакан, безперервного, лиття, металів, розливний, рідкого, кристалізатора, введення
Формула / Реферат:
1. Разливочный стакан (1) для введения жидкого металла в кристаллизатор установки непрерывного литья металлов, содержащий первую трубчатую часть (2), один из концов которой предназначен для присоединения к промежуточному ковшу, содержащему упомянутый жидкий металл, а другой конец которой (4) открывается во вторую полую часть (6) этого разливочного стакана, по меньшей мере часть (29) внутреннего пространства которой (7) ориентирована строго...
Ливарна машина безперервної дії і спосіб лиття металу
Номер патенту: 48259
Опубліковано: 15.08.2002
Автори: КІМ Санг Йоон, Конеліссен Маркус Корнеліс Марія, КІМ Йонг Кеун, ФРІНКІНГ Фердінанд Хендрік
МПК: B22D 11/16, B22D 11/115, B22D 11/14, B22D 11/10
Мітки: безперервної, лиття, дії, машина, ливарна, спосіб, металу
Формула / Реферат:
1. Ливарна машина безперервної дії для безперервного відливання лиття металу, зокрема розплавленої сталі, в ливарний сляб, що включає мульду з довгими сторонами і короткими сторонами, в яку розплавлений метал заливають через вихідний отвір розливного пристрою, з утворенням ванни розплавленого металу, в якій принаймні частина металу твердне, а також що включає принаймні один магнітний гальмовий пристрій, який містить на одній з довгих сторін...
Занурена розливна труба для лиття потоку розплаву металу та спосіб її використання
Номер патенту: 85179
Опубліковано: 12.01.2009
Автори: Ксу Донг, Рішо Йохан, Доррікотт Джеймс, Хісліп Лоуренс
МПК: B22D 11/00, B22D 35/00, B22D 37/00, B22D 41/50, B22D 11/10
Мітки: потоку, використання, розплаву, розливна, спосіб, металу, лиття, труба, занурена
Формула / Реферат:
1. Занурена розливна труба для лиття потоку розплаву металу з верхнього отвору у нижній отвір, що включає зовнішню та внутрішню поверхні, вхідний отвір, принаймні один вихідний отвір, канал для руху розплаву металу крізь занурену розливну трубу, що функціонально зв'язує вхідний отвір з принаймні одним вихідним отвором, яка відрізняється тим, що вихідний отвір містить принаймні один язичок, що відходить від краю, та утворює принаймні дві...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: НАДІФ Мішель, ДРЮО Жоель, МУШЕТТ Алан, ДЮССЕ Ерве, ТОМАРДЕЛЬ Оділь, БЕКЛЕ Дід'є, МАРТАН Жан-Франсуа, БАННІ Т'єрі
МПК: F03B 15/00, B22D 11/14, B22D 11/16
Мітки: рівня, установки, меніска, рідкого, спосіб, металу, кристалізаторі, розливання, металів, безперервного, регулювання, пристрій
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Попередній патент: Спосіб розробки пологих вугільних пластів
Наступний патент: Валковий млин для помелу сипучого матеріалу
Випадковий патент: Запобіжний клапан акумулятора