Ливарна машина безперервної дії і спосіб лиття металу
Номер патенту: 48259
Опубліковано: 15.08.2002
Автори: КІМ Йонг Кеун, ФРІНКІНГ Фердінанд Хендрік, Конеліссен Маркус Корнеліс Марія, КІМ Санг Йоон
Формула / Реферат
1. Ливарна машина безперервної дії для безперервного відливання лиття металу, зокрема розплавленої сталі, в ливарний сляб, що включає мульду з довгими сторонами і короткими сторонами, в яку розплавлений метал заливають через вихідний отвір розливного пристрою, з утворенням ванни розплавленого металу, в якій принаймні частина металу твердне, а також що включає принаймні один магнітний гальмовий пристрій, який містить на одній з довгих сторін мульди магнітні гальмові полюси у вигляді комплекту, працюючого в напрямі, в основному перпендикулярному напряму течії розплавленого металу, вхідної в мульду через вихідний отвір, яка відрізняється тим, що магнітний гальмовий пристрій (пристрої) розміщують таким чином, що він надає гальмуючий вплив на компоненти потоку розплавленого металу всередині мульди, які відхиляються від структури потоку розплавленого металу в мульді, що є в основному симетричною відносно площини симетрії мульди, поперечній до її довгих сторін, без істотного гальмування компонентів потоку з симетричною структурою.
2. Ливарна машина безперервної дії по п. 1, яка відрізняється тим, що магнітний гальмовий пристрій являє собою електромагнітний гальмовий пристрій.
3. Ливарна машина безперервної дії по п. 1 або 2, яка відрізняється тим, що магнітний гальмовий пристрій включає два комплекти магнітних гальмових полюсів, відділених один від одного і розміщених симетрично відносно вихідного отвору розливного пристрою.
4. Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій розміщений в напрямі, в основному перпендикулярному напрямі течії розплавленого металу, яка входить в мульду через вихідний отвір.
5. Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій функціонує в діапазоні 1/8 - 7/8 ширини мульди.
6. Ливарна машина безперервної дії по будь-якому з пп. 1-3, яка відрізняється тим, що магнітний гальмовий пристрій розміщений вдовж напряму течії розплавленого металу, який входить в мульду, таким чином діючи як розділовий пристрій для розділення потоку металу, який входить в мульду, на два субпотоки і для ускладнення течії від одного субпотоку до іншого субпотоку.
7. Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що вона додатково оснащена гальмовим пристроєм для зниження швидкості розплавленого металу, що проходить поблизу меніска ванни розплавленого металу в мульді.
8. Ливарна машина безперервної дії по п. 7, яка відрізняється тим, що гальмовий пристрій включає принаймні два магнітних гальма, переважно два електромагнітних гальма, розташованих симетрично відносно принаймні однієї площини симетрії мульди і що впливають на потік металу, направлений до меніска розплавленого металу.
9. Ливарна машина безперервної дії по будь-якому з п. 7 або 8, яка відрізняється тим, що гальмовий пристрій встановлений з можливістю зміни його положення відносно мульди.
10. Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій встановлений з можливістю зміни його положення відносно мульди.
11. Спосіб лиття металу, такого як сталь, в якому використовують ливарну машину безперервної дії по будь-якому з пп. 1-10.
12. Спосіб по п. 11, який відрізняється тим, що функціонування і/або розташування магнітного гальмового пристрою вибирають в залежності від температури розплавленого металу в області меніска.
Текст
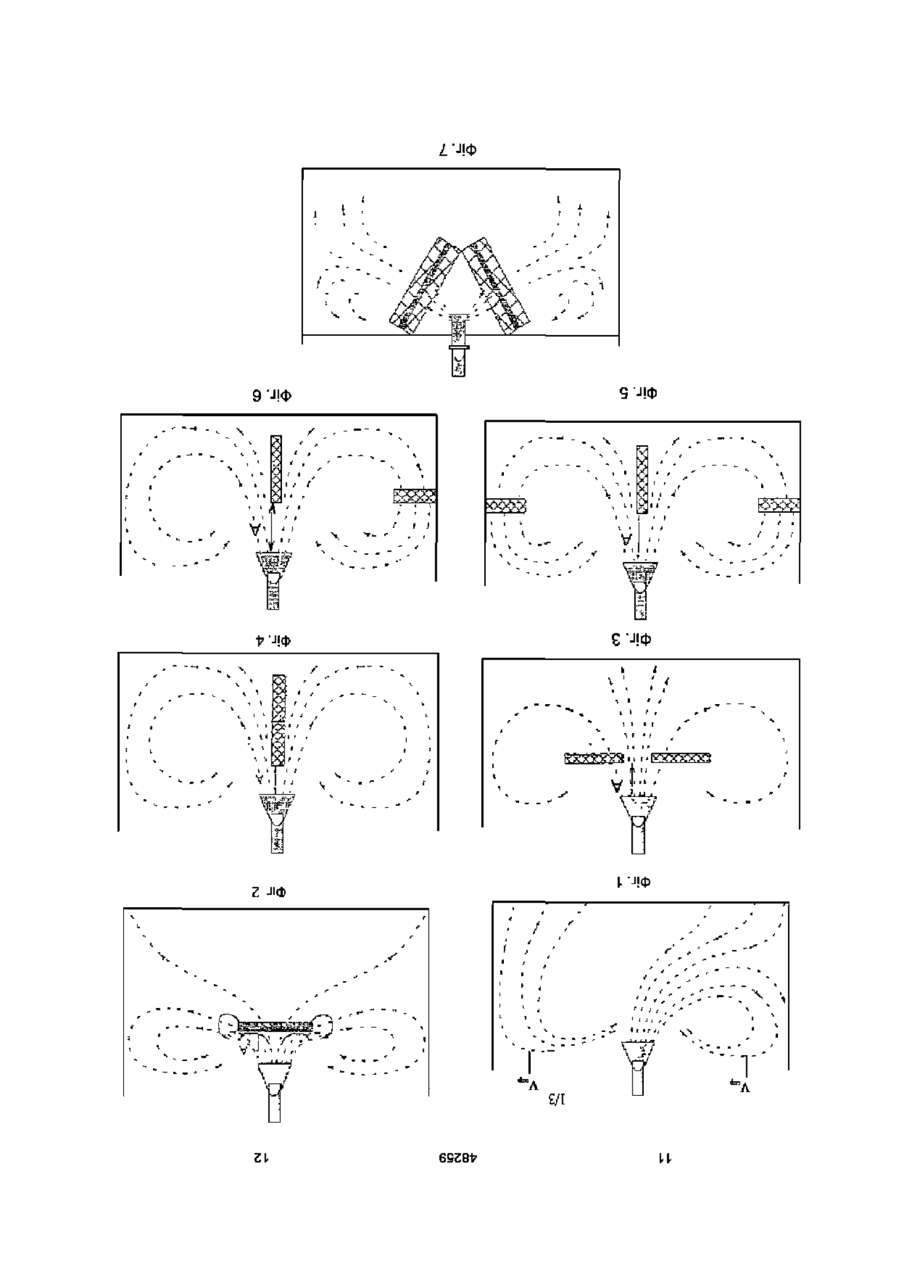
1 Ливарна машина безперервної дм для безперервного відливання лиття металу, зокрема розплавленої сталі, в ливарний сляб, що включає мульду з довгими сторонами і короткими сторонами, в яку розплавлений метал заливають через вихідний отвір розливного пристрою, з утворенням ванни розплавленого металу, в якій принаймні частина металу твердне, а також що включає принаймні один магнітний гальмовий пристрій, який містить на одній з довгих сторін мульди магнітні гальмові полюси у вигляді комплекту, працюючого в напрямі, в основному перпендикулярному напряму течи розплавленого металу, вхідної в мульду через вихідний отвір, яка відрізняється тим, що магнітний гальмовий пристрій (пристрої} розміщують таким чином, що він надає гальмуючий вплив на компоненти потоку розплавленого металу всередині мульди, які відхиляються від структури потоку розплавленого металу в мульді, що є в основному симетричною відносно площини симетрії мульди, поперечній до її довгих сторін, без істотного гальмування компонентів потоку з симетричною структурою 2 Ливарна машина безперервної дм по п 1, яка відрізняється тим, що магнітний гальмовий пристрій являє собою електромагнітний гальмовий пристрій 3 Ливарна машина безперервної дм по п 1 або 2, яка відрізняється тим, що магнітний гальмовий пристрій включає два комплекти магнітних гальмових полюсів, відділених один від одного і розміщених симетрично відносно вихідного отвору розливного пристрою 4 Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій розміщений в напрямі, в основному перпендикулярному напрямі течи розплавленого металу, яка входить в мульду через вихідний отвір 5 Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій функціонує в діапазоні 1/8 - 7/8 ширини мульди 6 Ливарна машина безперервної дії по будь-якому з пп 1-3, яка відрізняється тим, що магнітний гальмовий пристрій розміщений вдовж напряму течи розплавленого металу, який входить в мульду, таким чином діючи як розділовий пристрій для розділення потоку металу, який входить в мульду, на два субпотоки і для ускладнення течи від одного субпотоку до іншого субпотоку 7 Ливарна машина безперервної дії по будь-якому з попередніх пунктів, яка відрізняється тим, що вона додатково оснащена гальмовим пристроєм для зниження швидкості розплавленого металу, що проходить поблизу меніска ванни розплавленого металу в мульді 8 Ливарна машина безперервної дм по п 7, яка відрізняється тим, що гальмовий пристрій включає принаймні два магнітних гальма, переважно два електромагнітних гальма, розташованих симетрично відносно принаймні однієї площини симетрії мульди і що впливають на потік металу, направлений до меніска розплавленого металу 9 Ливарна машина безперервної дії по будь-якому з п 7 або 8, яка відрізняється тим, що гальмовий пристрій встановлений з можливістю зміни його положення відносно мульди 10 Ливарна машина безперервної дії по будьякому з попередніх пунктів, яка відрізняється тим, що магнітний гальмовий пристрій встановлений з можливістю зміни його положення відносно мульди 11 Спосіб лиття металу, такого як сталь, в якому використовують ливарну машину безперервної дії по будь-якому з пп 1-10 о ю 00 З 48259 4 12 Спосіб по п 11, який відрізняється тим, що температури розплавленого металу в області мефункцюнування і/або розташування магнітного ніска гальмового пристрою вибирають в залежності від Винахід відноситься до ливарної машини безперервної дії для безперервного відливання розплавленого металу, зокрема, розплавленої сталі, в ливарний сляб, що включає мульду, в яку розплавлений метал заливають через вихідний отвір розливного пристрою, з утворенням ванни розплавленого металу, і в якій принаймні частина металу затвердіває, до мульді, придатної для такої ливарної машини безперервної дії і до способу м функціонування Ливарна машина безперервної дії, що згадується в даному описі, може являти собою будь-яку з відомих ливарних машин безперервної дії, таку як звичайна ливарна машина для лиття слябів товщиною близько 250мм або ливарна машина для лиття тонких слябів товщиною близько 150мм і менш, наприклад, в діапазоні 50 100мм Хоч винахід не обмежується ливарними машинами для лиття тонких слябів, саме в таких машинах, в яких висока швидкість входу металу в мульду, виникає проблема нестабільного і/або несиметричного потоку розплавленого металу, який входить в мульду Частіше за все розплавлений метал заливають в мульду з проміжного ковша через заглибне вхідне сопло, коли розливний пристрій приєднують до проміжного ковша і вводять в мульду Осьова ЛІНІЯ сопла, як правило, відповідає осьовій лінії мульди Ливарна машина безперервної дії такого типу добре відома в даній технологи, наприклад, з WO 95/20445 Мульда і сопло, придатні для такої ливарної машини безперервної дії, ВІДОМІ З WO 95/20443 Інший варіант сопла відомий з ЕР 0 685 282 Досвід показав, що розплавлений метал після входу в мульду утворює рециркуляційні потоки різних розмірів і форм У разі одного вихідного отвору в соплі у вертикальній площині з кожної сторони сопла розвивається рециркуляційний потік з одного боку - менший, з іншого - більший Рециркуляційні потоки поширюються до меніска і спричиняють його збурення, яке різне для кожного з двох рециркуляційних потоків Теплопередача циркулюючим розплавленим металом до ливарного порошку, що спливає на поверхню ванни розплаву, і, отже, температура ливарного порошку для двох рециркуляційних потоків різна Таким чином, вплив ливарного порошку на теплопередачу розплавленого металу до стінок, що охолоджуються, нерівномірний Те ж саме відноситься до мастильної дії ливарного порошку між стінками мульди і металом Рециркуляційні потоки можуть також привести до залучення ливарного порошку і інших добавок у ванну розплавленого металу У результаті, крім поверхневих і внутрішніх дефектів, може виникнути температурна нерівномірність тонкого сляба, що відпивається, а через непередбачуваність положення кожного з рециркуляційних по токів непередбачувано і температурний розподіл, що приводить до нерівномірної товщини, іншими словами - дефектам форми сляба, що відпивається У сучасному сталеплавильному виробництві, де сталь зазнає гарячого плющення і в деяких випадках феритового плющення безперервним або полубезперервним способом, не існує можливості (або ця можливість дуже обмежена) корекції форми сляба, що відпивається Тому регулювання форми у виробництві такого типу являє собою особливу проблему Хоч проблема нестабільної і несиметричної течи в мульді описана для процесу лиття тонких слябів, ця проблема виникає також в ливарних машинах для лиття товстих слябів Напрям, в якому робилися пошуки рішення у ВІДОМІЙ технологи, зводився до зміни форми сопла і його вихідного отвору Були внесені численні пропозиції, що стосуються форми вихідного отвору, кута його нахилу до подовжньої осі сопла і форми дна сопла Для лиття тонких слябів використовувалася мульда в формі воронки Цей спосіб не привів до задовільного розв'язання вищезазначених проблем, зокрема, не дав рішення для різних умов лиття, пов'язаних з різними марками стали і розмірами продукту, що відпивається Опис винаходу Задачею винаходу є створення ливарної машини безперервної дії, за допомогою якої ці проблеми усуваються повністю або принаймні частково і яка може також мати ІНШІ переваги Ця задача вирішується за допомогою ливарної машини безперервної дії, яка відрізняється тим, що вона оснащена засобом регулювання для контролю і/або управління течією розплавленого металу, що впливає на розплавлений метал після його входження в мульду таким чином, щоб структура потоку розплавленого металу в мульді була в основному симетричною відносно принаймні однієї площини симетрії мульди Винахід виходить з концепції, що бажана симетрія і стабільність важкодосягнені потій причині, що течія розплавленого металу і його поведінка в мульді залежать від багатьох чинників, таких як температура і ХІМІЧНИЙ склад розплавленого металу, нерівності в конфігурації сопла і зміни в процесі його експлуатації через знос і засмічення, градієнти температури вдовж стінок, мульди яка охолоджуються, відхилення в конфігурації мульди Всі ЦІ ЧИННИКИ впливають на течію в мульді і, оскільки кожний з цих чинників важко передбачити або регулювати, важко також передбачити або регулювати характер течи шляхом вибору форми сопла ВІДПОВІДНО ДО винаходу, запропонований засіб регулювання, який зумовлює симетричну течію, 48259 іншими словами, викликають симетричні і в основному ідентичні рециркуляціині потоки в мульді і, зрештою, в нествердженій частині сляба, що відпивається, шляхом регулювання або управління течією розплавленого металу після його входження в мульду через сопло ВІДПОВІДНО ДО винаходу, несиметричну або нестабільну поведінку потоку розплавленого металу треба насамперед виправляти не за рахунок вибору форми сопла і його вихідного отвору, ашляхом впливу на сам потік металу в мульді і, зрештою, в нествердженій частині сляба, що відпивається Простий, безконтактний і надійний варіант здійснення винаходу відрізняється тим, що засіб регулювання включає принаймні один магнітний гальмовий пристрій, переважно один електромагнітний гальмовий пристрій Електромагнітні гальма для здійснення перемішуючої або гальмуючої дії на потік розплавленого металу добре ВІДОМІ В даній технології і показали себе надійною частиною обладнання Відомо, наприклад, застосування електромагнітних гальм для перемішування ванни розплавленого металу, як це описане в ЕР 0 040 383 і ЕР 0 092 126 Електромагнітні мішалки використовують для перемішування рідкого металу з стверділими дендритними твердими кристалами, щоб знов локально розплавити ці кристали вдовж довгих осей і отримати стверділі кристали рівноважної форми Швидкість рідкого металу, що виходить з вихідного отвору впускного сопла, в 10 - 100 раз більше швидкості лиття Електромагнітні гальма використовують для гальмування потоку рідкого металу, який входить в мульду з такою високою швидкістю, щоб запобігти глибокому проникненню вхідного рідкого металу, таким чином запобігаючи глибокому проникненню небажаних включень Незважаючи на відому ефективність електромагнітних мішалок або гальм, течія рідкого металу в мульді має незадовільний характер через нестабільність і асиметрію Ці небажані явища не можуть бути усунені електромагнітними мішалками і гальмами при їх звичному використанні Хоч можливо застосування і статичних магнітних гальм, однак переважно використовують електромагнітні гальма, зокрема, електромагнітні гальма постійного струму або електромагнітні гальма з низькочастотним приводом, що забезпечує можливість отримання більш високої магнітної індукції і дозволяє регулювати магнітну індукцію шляхом зміни струму в індукційних котушках ВІДПОВІДНО ДО винаходу, засіб регулювання, в даному варіанті - за рахунок генерування електромагнітного силового поля, ефективно придушує явище періодичних коливань і асиметричної течи рідкого металу в мульді, внаслідок чого утворюються дуже стабільна поверхня ванни розплаву навіть в умовах високої швидкості лиття - 2 Ом/хв і більш для звичайної ливарної машини безперервної дії і 4 Ом/хв і більш при литті тонких слябів, що приводить до утворення дуже міцної і рівномірної ствердженої кірки металу в мульді Якщо по якійсь причині в потоці формується асиметрія, виникає нерівність швидкості поточного металу Оскільки гальмуючий вплив залежить від швидкості, цей вплив повинен компенсувати асиметрію, загальмовуючи потік з більш високою швидкістю Завдяки цьому засіб регулювання робить рециркуляціині потоки практично рівними і стабільними Продуктивність ливарної машини безперервної дії, іншими словами, її економічність, залежить від швидкості лиття і може бути істотно збільшена при використанні винаходу Вельми ефективний варіант здійснення винаходу відрізняється тим, що магнітний гальмовий пристрій включає два комплекти магнітних гальмівних полюсів, відділених один від одного і працюючих в напрямі, в основному перпендикулярному напряму течи розплавленого металу, який входить в мульду через вихідний отвір У цьому варіанті здійснення основна частина головного потоку може безперешкодно пройти через простір між двома комплектами полюсів ЗОВНІШНІ ДІЛЬНИЦІ потоку проходять через магнітні гальма і загальмовуються Оскільки несиметричність в потоці викликає нерівність швидкості, і оскільки гальмуючий ефект залежить від швидкості розплавленого металу, що проходить через гальмо, гальмо надає вирівнюючий ефект, який запобігає появі несиметричності, а також переборює виникаючу несиметричність Завдяки простоті конструкції, цей варіант винаходу простий для монтажу і експлуатації Переважно кожний комплект полюсів має головний розподіл магнітних полів, перпендикулярний потоку розплавленого металу, який входить в мульду Простий і застосовний в загальному випадку варіант винаходу відрізняється тим, що засіб регулювання розміщують симетрично відносно вихідного отвору розливного пристрою Засіб регулювання працює вельми ефективно у варіанті здійснення винаходу, який відрізняється тим, що засіб регулювання розташовують в напрямі, в основному перпендикулярному напряму потоку розплавленого металу, який входить в мульду через вихідний отвір Наступний варіант, який допускає наявність деякої КІЛЬКОСТІ рециркуляційних потоків і течію вдовж бокових стінок мульди, відрізняється тим, що засіб регулювання функціонує в діапазоні між 1/8 і 7/8 ширини мульди Цей варіант допускає достатню течію розплавленого металу до меніска з одночасною стабілізацією іншого потоку Несподівані позитивні ефекти можуть бути отримані у варіанті винаходу, який відрізняється тим, що засіб регулювання включає розділовий пристрій для розділення потоку металу, який входить в мульду, принаймні на два субпотока і для ускладнення течи від одного субпотока до іншого субпотоку, як в паралельній мульді, так і в мульді в формі воронки У принципі, засіб регулювання ділить головний потік розплавленого металу на два однакових по величині субпотока, в основному рециркуляційної форми Несиметричність означає, що один рециркуляційний потік відрізняється по величині від іншого рециркуляційного потоку, при наявності несиметричності розплавлений метал повинен пройти через засіб регулювання Оскільки несиметричне проходження утруднене засобом регулювання, рециркуляціині потоки і, отже, течія ме 48259 талу в мульді будуть в основному рівномірними і стабільними Переважно, розділовий пристрій включає принаймні один комплект магнітних полюсів, більш переважно набір комплектів електромагнітних полюсів У вельми ефективному варіанті розділовий пристрій в 1,5 -10 раз довше в напрямі лиття, чим в перпендикулярному напрямі, тобто, по ширині мульди Переважно, засіб регулювання розташований в основному перпендикулярно потоку розплавленого металу Засіб регулювання переважно працює лише вдовж частини самої довгої сторони, тобто, ширини мульди, переважно між 1/8 і 7/8 ширини, при цьому кожний полюс дає головний розподіл напруженості магнітного поля перпендикулярно потоку розплавленого металу, який входить в мульду Такий засіб регулювання, як магнітне гальмо, завдяки залежності гальмуючого впливу від швидкості, гальмує і вирівнює основний потік і одночасно дозволяє циркулюючому потоку досягати меніска для забезпечення бажаної теплопередачі Збурюючі рециркуляційні потоки високої швидкості, які виникають у зоні ЗОВНІШНІХ КІНЦІВ магнітних гальм, проходять через гальма і ефективно загальмовуються і придушуються Загалом, внаслідок симетричного характеру течи в мульді, швидкість виникаючих рециркуляційних потоків і швидкість у меніска мульди відносно низки в порівнянні з швидкостями, які спостерігаються у ВІДОМІЙ технології Для додаткового зниження швидкості у меніска інший варіант ливарної машини безперервної дії по винаходу відрізняється тим, що ливарна машина безперервної дії оснащена пристроєм гальмування, що знижує швидкість розплавленого металу, що протікає у меніска ванни розплавленого металу в мульді У деяких випадках потрібно ще більше зниження швидкості у меніска, головним чином для зменшення збурювання меніска і залучення частинок ливарного порошку в розплавлений метал У цьому варіанті швидкість у меніска може бути знижена без істотного впливу на вирівнюючий і стабілізуючий ефект засобу регулювання Дуже ефективний, надійний і простий в експлуатації пристрій гальмування відрізняється тим, що пристрій гальмування включає принаймні два магнітних гальма, переважно два електромагнітних гальма, розміщених симетрично відносно принаймні однієї площини симетрії мульди і що впливають на потік металу, направлений до меніска розплавленого металу Рециркуляційні потоки, які виникають в мульді, направлені вгору у коротких стінок мульди Розміщення пристрою гальмування в цьому МІСЦІ, де швидкість відносно висока, дає особливо помітний ефект гальмування за допомогою магнітного гальма Переважно, місцезнаходження засобу регулювання змінюється в кожній конкретній мульді У такому варіанті здійснення забезпечується можливість оптимального розміщення засобу регулювання в залежності від мульди і сопла, що використовуються Можна навіть адаптувати місцезнаходження до тих умов, що змінюються під час лиття технологічно 8 Переважно, місцезнаходження пристрою гальмування різне в кожній конкретній мульді У цьому варіанті оптимальне положення пристрою гальмування також може бути вибране в залежності від мульди, сопла і технологічних умов, навіть якщо технологічні умови змінюються Винахід також відноситься до мульди, оснащеної засобом регулювання по винаходу і його додатковим варіантам, а також до мульди, придатної для роботи з таким засобом регулювання Винахід також відноситься до способу лиття стали з використанням ливарної машини безперервної дії по винаходу і його варіантам У переважному варіанті цей спосіб відрізняється тим, що характер функціонування і/або місцезнаходження засобу регулювання і/або пристрої гальмування вибирають в залежності від температури розплавленого металу в області меніска Наступний варіант відрізняється тим, що параметри роботи і/або місцезнаходження засобу регулювання і/або пристрої гальмування вибирають в залежності від характеристик потоку, що йде з сопла в мульду Опис прикладів і малюнків Задача і ІНШІ переваги даного винаходу будуть проілюстровані далі за допомогою опису різних варіантів його здійснення і результатів випробувань, які не є обмежувальними і приводяться з посиланнями на ВІДПОВІДНІ малюнки У таблицях \/СЄр означає середню швидкість, виміряну у меніска На всіх малюнках однакові цифри означають однакові об'єкти або об'єкти з ВІДПОВІДНИМИ функціями На всіх малюнках пунктирні лінії і стрілки в них означають напрям потоку розплавленого металу Малюнки показують результати ДОСЛІДІВ, що проводяться на водяній моделі мульди, де вода служила моделлю розплавленого металу У даній технології відомо, що таке моделювання дає дуже хороше уявлення про дійсну поведінку розплавленої сталі в мульді Водяна модель, показана на фіг 1 - 6, має прямокутний поперечний перетин шириною 1500мм і завтовшки 100мм Фіг 1 показує структуру потоку в пристрої, який застосовувався раніше Потік володіє великою несиметричністю Виміряні швидкості приведені в наступній таблиці А мм Vceo (СМ/С) ліворуч праворуч зо 7 Фіг 2 показує структуру потоку у випадку, коли мульда оснащена засобом регулювання, де засіб регулювання являє собою, наприклад, магнітне гальмо, що моделюється обмежувачем сітчастого типу Буквою А позначено відстань між вихідним отвором впускного сопла і засобом регулювання Частина води проходить з гальмуванням через засіб регулювання, а частина відхиляється вгору і забезпечує бажаний потік тепла до поверхні ванни У КІНЦІ засобу регулювання виникають невеликі рециркуляційні потоки, які ефективно загальмовуються засобом регулювання 48259 Результати, приведеш в наступній таблиці, показують, що було отримане значне поліпшення симетричності А мм 100 200 300 400 Veep (СМ/С) ліворуч 15 16 19 22 праворуч 13 15 16 18 Фіг 3 показує структуру потоку, отриману в іншому варіанті здійснення винаходу Магнітні гальма включають два комплекти полюсів, відділених один від одного в напрямі, в основному перпендикулярному напряму течи розплавленого металу Центральна частина потоку проходить гальмо безперешкодно Бокова частина, яка зумовлює рециркуляцію, загальмовується і вирівнюється, що приводить до симетричної конфігурації і відносно низької швидкості рециркуляційних потоків Результати вимірювань приведені в наступній табли А мм 200 Veep (СМ/С) ліворуч 10 праворуч 9 Фіг 4 показує наступний варіант, в якому засіб регулювання включає розділовий пристрій, що являє собою вертикально розташоване магнітне гальмо, що моделюється обмежувачем сітчастого типу, який діє як перешкода Несподівано цей варіант виявився дуже ефективним Функціонування відбувається таким чином засіб регулювання розщеплює головний потік на два субпотока У кожному субпотоці утворюється рециркуляція Оскільки ГОЛОВНИЙ ПОТІК був розщеплений на два симетричних рециркуляційних потоки, нестабільність і асиметрія запобігаються за рахунок гальмуючої дії засобу регулювання Розщеплюючий ефект ІНІЦІЮЄ рециркуляційні потоки, які перешкоджають глибокому проникненню головного потоку у ванну, яке викликає введення небажаних включень глибоко у ванну, де вони можуть бути залучені в затверділий метал, наприклад, сталь Таке залучення включень може привести до серйозних дефектів в кінцевому продукті Виявилося, що цей варіант винаходу при функціонуванні порівняно нечутливий до місцезнаходження засобу регулювання відносно впускного сопла в будь-якому напрямі Це також сприяє високій ефективності даного варіанту Отримані результати приведені в наступній таблиці 10 А мм 150 300 Veep (СМ/С) ліворуч 42 42 праворуч 38 37 Додаткове поліпшення може бути отримане у варіанті винаходу, представленому на Фіг 5, де показаний пристрій гальмування для зниження швидкості течи води у меніска ванни Як видно з фіг 4, швидкість у поверхні відносно висока Така висока швидкість може викликати збурення меніска, що веде до захвата частинок ливарного порошку, як у разі стальної ванни У варіанті по фіг 5 швидкість у поверхні ванни може бути знижена до безпечних величин без ризику затвердження меніска Результати вимірювань приведені в наступнійтаблиці А мм 300 Veep (СМ/С) ліворуч 18 праворуч 19 Несподіваний ефект варіанту по фіг 4 може бути продемонстрований за допомогою результатів, отриманих у варіанті по фіг 6 На фіг 6 працює тільки одне гальмо варіанту, показаного на фіг 5, що приводить до великої ВІДМІННОСТІ умов між лівою стороною і правою стороною мульди Незважаючи на це сильне збурення, два рециркуляційних потоки циркулюють симетрично відносно площини симетрії, що проходить через осьову ЛІНІЮ сопла і мульди Швидкості, виміряні у поверхні ванни, приведені в наступній таблиці А мм 300 Veep (СМ/С) ліворуч 16 праворуч 36 Фіг 7 показує інший варіант винаходу, в цьому випадку застосований до роздвоєного сопла і мульді в формі воронки Швидкість ЛИТТЯ була збільшена до 8м/хв Для кожного з двох головних потоків, що виходять з сопла, встановлене магнітне гальмо, що моделюється засобом регулювання сітчастого типу Шляхом вибору кута засобу регулювання відносно напряму головного потоку може бути вибрана відносна величина направленого вгору і направленого вниз компонентів потоку Крім того, регулювання потоку можливе за рахунок вибору гальмуючого впливу магнітного гальма Ця характеристика даного варіанту винаходу вимірюється шляхом вимірювання висоти хвилі меніска Значення висоти хвилі рівні для лівої сторони і правої сторони і можуть становити всього лише Змм 9-НФ 9-НФ \
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous casting machine and method of metal casting
Назва патенту російськоюЛитейная машина непрерывного действия и способ литья металла
МПК / Мітки
МПК: B22D 11/14, B22D 11/115, B22D 11/16, B22D 11/10
Мітки: спосіб, металу, машина, дії, лиття, ливарна, безперервної
Код посилання
<a href="https://ua.patents.su/7-48259-livarna-mashina-bezperervno-di-i-sposib-littya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ливарна машина безперервної дії і спосіб лиття металу</a>
Відцентрова ливарна машина

Номер патенту: 41540
Опубліковано: 17.06.2002
Автори: Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
МПК: B22D 13/04
Мітки: машина, ливарна, відцентрова
Формула / Реферат:
Відцентрова ливарна машина, що містить основу, виливницю, системи верхніх і нижніх котків з опорними каблучками і плитами, гумопневматичними, гумовими і гумометалічними амортизаторами, яка відрізняється тим, що системи котків мають додаткові ролики з вертикальною віссю обертання.
Машина для відцентрового лиття

Номер патенту: 46449
Опубліковано: 15.05.2002
Автори: Адегов Олексій Валерійович, Хорліков Едуард Васильович
МПК: B22D 13/00
Мітки: лиття, відцентрового, машина
Формула / Реферат:
Машина для відцентрового лиття, що містить станину, механізм переміщення кокілів з приводом повороту, заливальний пристрій, механізм видалення виливків та пристрій для фарбування кокілів, яка відрізняється тим, що механізм переміщення кокілів виконаний у вигляді горизонтального поворотного багатококільного стола-каруселі, а кокілі встановлені у корпусі каруселі з можливістю обертання навколо вертикальної осі.
Пристрій для неперервного лиття вузької смуги металу (його варіанти), електромагнітний обмежувальний засіб і спосіб неперервного лиття вузької смуги металу
Номер патенту: 37223
Опубліковано: 15.05.2001
Автори: Ховард Л. Гербер, Ісмаел Г. Сауседо
МПК: B22D 11/06
Мітки: засіб, металу, варіанти, електромагнітний, лиття, пристрій, обмежувальний, його, неперервного, спосіб, смуги, вузької
Формула / Реферат:
1. Устройство для непрерывного литья узкой полосы металла, содержащее два противоположно вращающихся горизонтальных вала, установленных с вертикально ориентированным зазором, участок которого открыт со стороны торцов валов, и электромагнитное ограничивающее средство, включающее ограничивающую катушку, состоящую из двух частей, первая из которых своей фронтальной поверхностью обращена к зазору, а между первой и второй частями ограничивающей...
Відцентрова ливарна машина з горизонтальною віссю обертання
Номер патенту: 894
Опубліковано: 16.07.2001
Автори: Галабурда Іван Йосипович, Костенко Георгій Дмитрович, Зац Володимир Манусович, Каричковський Петро Микитович, Морозовський Всеволод Віталієвич
МПК: B22D 13/02
Мітки: віссю, обертання, ливарна, горизонтальною, машина, відцентрова
Формула / Реферат:
1. Відцентрова ливарна машина з горизонтальною віссю обертання, яка містить станину, відцентрову та кокільну головки, виштовхувач відливків, яка відрізняється тим, що штовхаюча штанга виконана з можливістю обертання разом зі шпинделем, з'єднана з нерухомим штоком виштовхувача відливків через комбінований підшипниковий вузол.2. Відцентрова ливарна машина по п. 1, яка відрізняється тим, що вона обладнана ввернутою в тарілку кокільної...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Пелліссетті Стефано, Тонеллі Ріккардо, Капотості Ромео, Хохенбіхлер Геральд
МПК: B22D 11/06
Мітки: кисню, запобігання, металу, розплавом, пристрій, спосіб, безперервного, контакту, здійснення, лиття, процесі
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Попередній патент: Композиція для стимуляції репараційно-регенераційних процесів “альгофіт” /”algophyt”/
Наступний патент: Склад для виготовлення печива
Випадковий патент: Склад мафіну шоколадного