Пристрій для фінішної антифрикційної безабразивної обробки поверхонь деталей
Номер патенту: 103119
Опубліковано: 10.09.2013
Автори: Бурда Юрій Мирославович, Шинкар Тарас Михайлович, Бурда Мирослав Йосипович

Формула / Реферат
1. Пристрій для фінішної антифрикційної безабразивної обробки поверхонь деталей, який містить корпус, циліндричний натираючий елемент з зовнішньою робочою поверхнею, виконаний з мідьвмісного сплаву, який встановлений на осьовій опорі з можливістю обертання відносно осі, паралельній осі оброблюваної деталі, приводу переміщення натираючого елемента, відносно оброблюваної циліндричної поверхні деталі та засобу для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею, який відрізняється тим, що він додатково містить кулачковий механізм для забезпечення зворотно-поступального переміщення натираючого елемента, причому кулачковий механізм складається з розміщеної на осьовій опорі втулки, на зовнішній поверхні якої закріплено натираючий елемент, виконаний у вигляді кільця, та штовхача, виконаного у вигляді ролика з віссю обертання, перпендикулярною до осі осьової опори, крім цього на внутрішній циліндричній поверхні втулки виконана похила до осі обертання канавка прямокутного перерізу, яка своїми бічними поверхнями взаємодіє з штовхачем, а сам штовхач встановлений на осьовій опорі через радіальний отвір втулки.
2. Пристрій за п. 1, який відрізняється тим, що натираючий елемент містить додаткові кільця, які виготовлені з матеріалу, компонентний склад якого відрізняється від компонентного складу матеріалу основного кільця натираючого елемента.
Текст
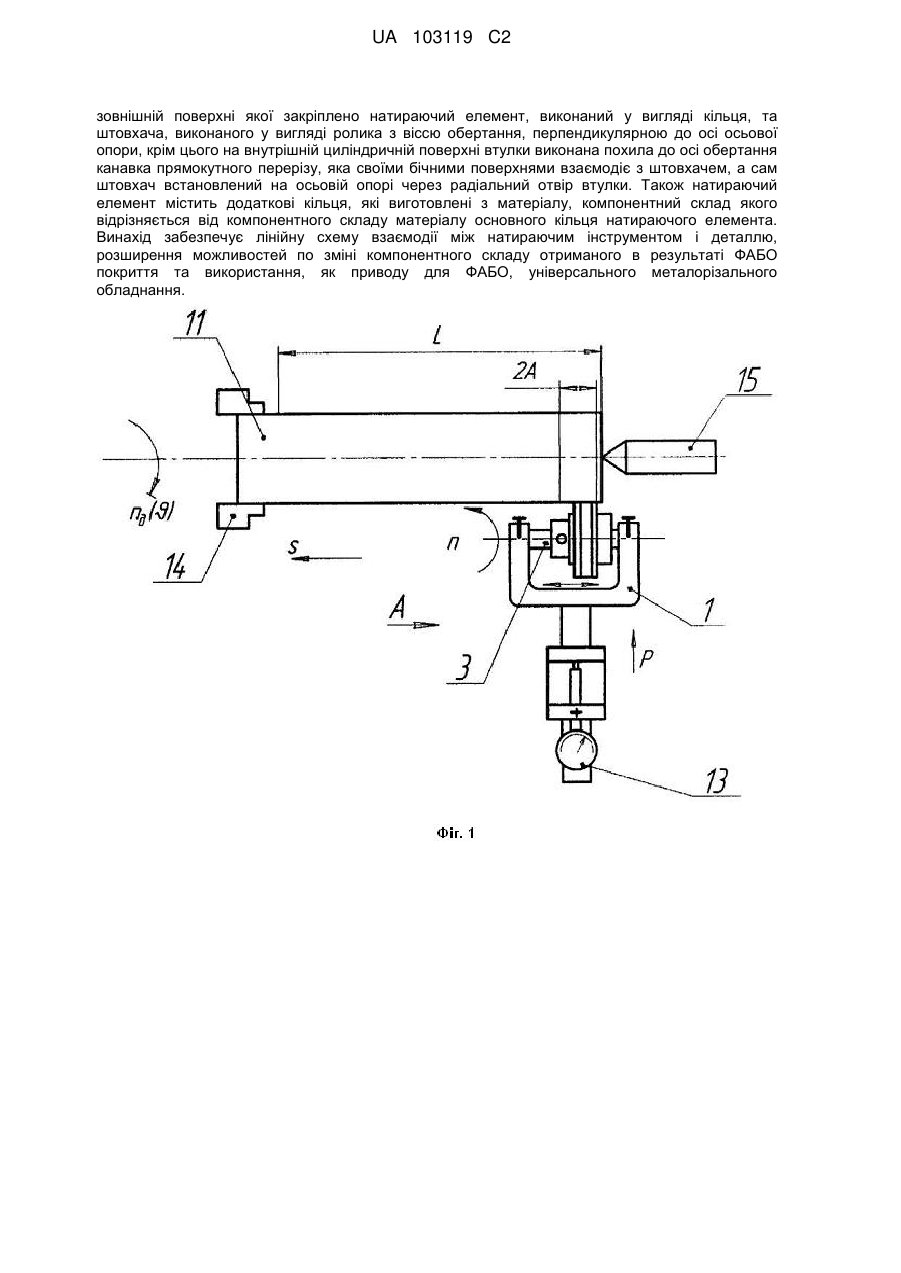
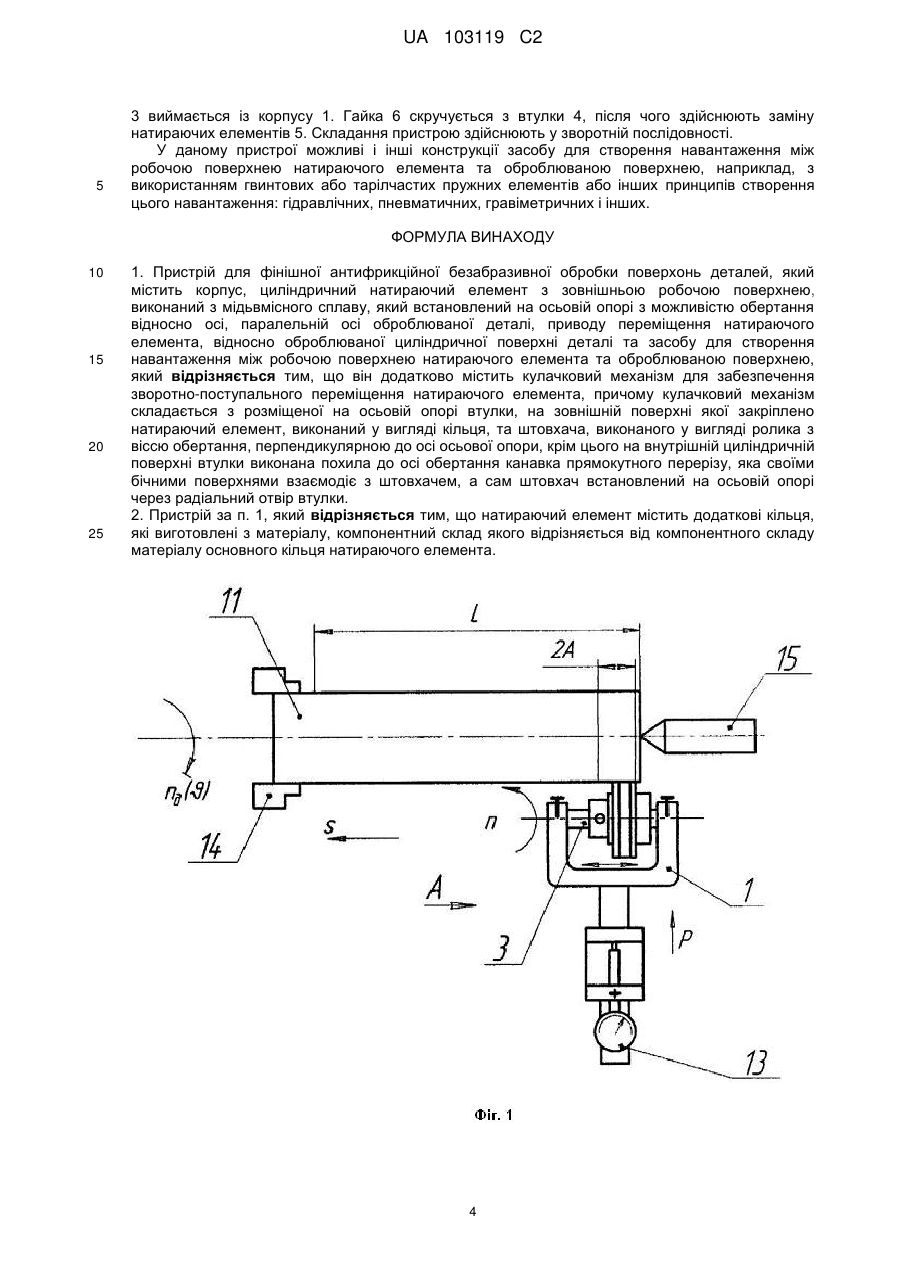
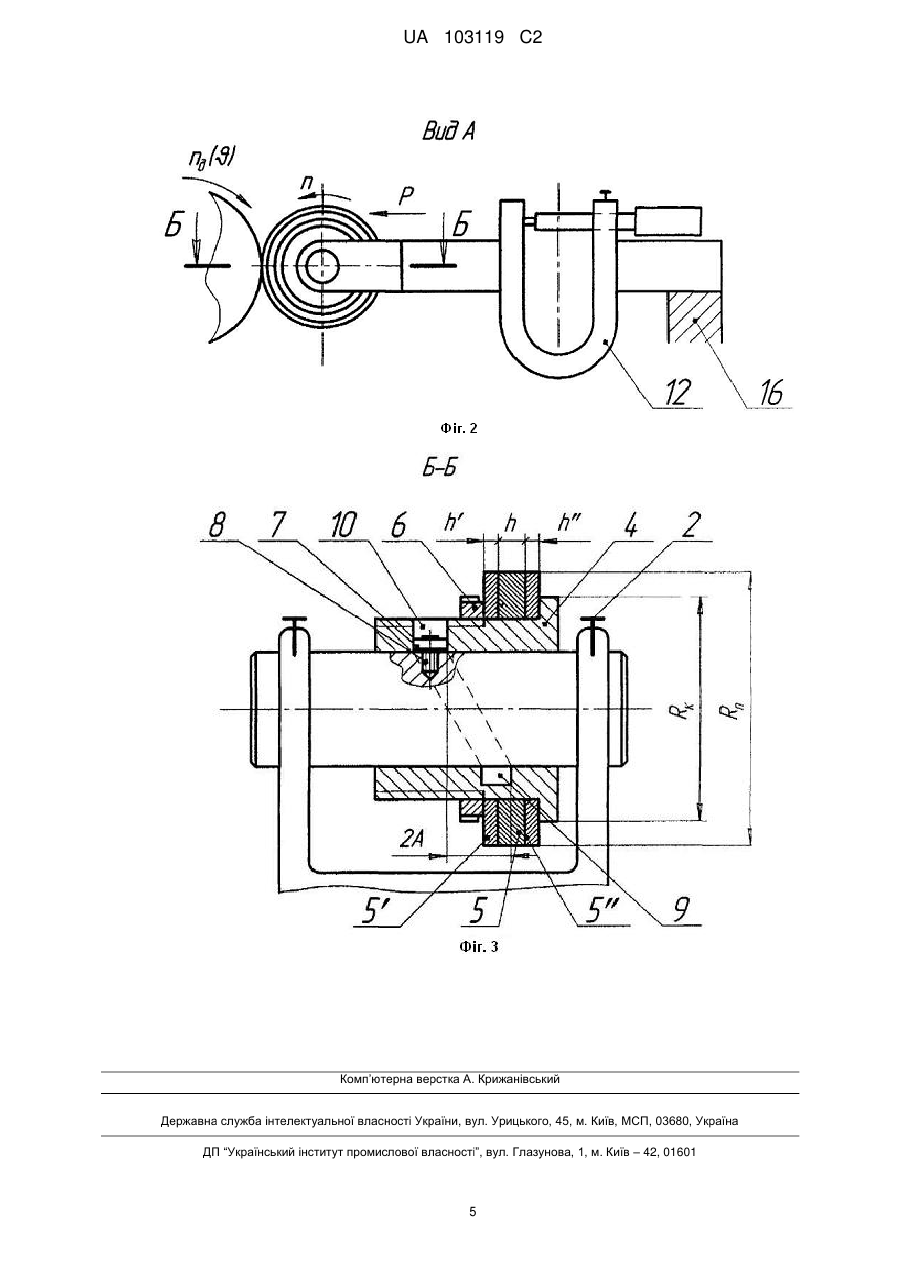
Реферат: Винахід належить до галузі машинобудування, а саме - до конструкції пристрою для фінішної антифрикційної безабразивної обробки поверхонь деталей (ФАБО). Пристрій містить корпус, натираючий елемент з зовнішньою робочою поверхнею, виконаною з мідьвмісного сплаву, що встановлений на осьовій опорі з можливістю обертання відносно осі, паралельнsq осі оброблюваної деталі, привід переміщення натираючого елемента, відносно оброблюваної циліндричної поверхні деталі та засіб для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею деталі. Пристрій додатково містить кулачковий механізм для забезпечення зворотно-поступального переміщення натираючого елемента, причому кулачковий механізм складається з розміщеної на осьовій опорі втулки, на UA 103119 C2 (12) UA 103119 C2 зовнішній поверхні якої закріплено натираючий елемент, виконаний у вигляді кільця, та штовхача, виконаного у вигляді ролика з віссю обертання, перпендикулярною до осі осьової опори, крім цього на внутрішній циліндричній поверхні втулки виконана похила до осі обертання канавка прямокутного перерізу, яка своїми бічними поверхнями взаємодіє з штовхачем, а сам штовхач встановлений на осьовій опорі через радіальний отвір втулки. Також натираючий елемент містить додаткові кільця, які виготовлені з матеріалу, компонентний склад якого відрізняється від компонентного складу матеріалу основного кільця натираючого елемента. Винахід забезпечує лінійну схему взаємодії між натираючим інструментом і деталлю, розширення можливостей по зміні компонентного складу отриманого в результаті ФАБО покриття та використання, як приводу для ФАБО, універсального металорізального обладнання. UA 103119 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі машинобудування, а саме до конструкції пристрою для нанесення покрить м'яких металів на робочі поверхні деталей вузлів тертя шляхом фінішної антифрикційної безабразивної обробки (ФАБО). Відомий пристрій для ФАБО - фрикційного латунювання циліндричних поверхонь [Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн. 2./Под ред. И.В. Крагельского. -М.: Машиностроение, 1979. - С. 45-46, рис. 16], який містить корпус з боковим виступом для закріплення у різцетримачі верстату, натираючий вузол, виконаний у вигляді штока, що має можливість осьового переміщення відносно корпусу, на робочій частині штока закріплений гвинтом інструмент - стрижень (пруток) із мідьвмісного сплаву. Крім того, пристрій містить вузол навантаження, за допомогою якого торець інструменту притискається до оброблюваної поверхні, який складається з пружного елемента - відтарованої гвинтової циліндричної пружини, розміщеної між неробочою торцевою поверхнею штоку та гвинтом, загвинченим у корпус і призначеним для стискання пружини. В зону обробки подається поверхнево-активне технологічне середовище - гліцерин або суміш гліцерину з кислотами, спиртами, хлористим цинком і т.д. До недоліків використання пристрою відноситься те, що контакт між інструментом та оброблюваною поверхнею здійснюється на певній площі і для створення необхідного 2 нормального питомого навантаження (р=10-12 кгс/см [Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн. 2./Под ред. И.В. Крагельского. - М.: Машиностроение, 1979. - стр. 46]) вимагає прикладення значних зусиль. Ця обставина може перешкодити використанню пристрою, наприклад при ФАБО легко деформованих або тонкостінних деталей. Крім того, процес ФАБО за допомогою відомого пристрою супроводжується зносом інструменту, в результаті чого формується щільне прилягання інструменту і оброблюваною поверхнею. Проникнення технологічного середовища в зону обробки технологічно ускладнюється, що у кінцевому підсумку знижує якість ФАБО. З зростанням діаметра інструменту-стрижня ця проблема загострюється. Відомий також пристрій для фінішної антифрикційної безабразивної обробки [Намаконов Б.В., Кисель В.В., Лялякин В.П. Повышение долговечности гильз цилиндров двигателей внутреннего сгорания способом ФАБО// Долговечность трущихся деталей машин. Сборник научных статей. Вып. 4., М.: Машиностроение, 1990, - С. 141-143], який вибраний як найближчий аналог винаходу, що заявляється. Він містить корпус, натираючий елемент у вигляді втулки з робочою циліндричною поверхнею, виконаною з мідьвмісного сплаву, який встановлений на осьовій опорі з можливістю обертання відносно осі, паралельній осі оброблюваної деталі, приводу переміщення натираючих елементів відносно оброблюваної циліндричної поверхні деталі та засобу для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею деталі. Пристрій призначений для обробки внутрішніх циліндричних поверхонь деталей і встановлюється на хонінгувальному верстаті, який слугує приводом основних рухів пристрою. Створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею деталі у відомому пристрої здійснюється від штатної системи хонінгувального верстату через проміжний клиновий механізм. Під час обробки пристрій здійснює одночасно обертовий і зворотно-поступальний рухи, як при хонінгуванні отворів. В результаті такого поєднання рухів, натираючі елементи проковзують вздовж оброблюваної поверхні і одночасно обкочуються по ній. Проковзуючий рух забезпечує перенесення мідьвмісного сплаву з зовнішньої поверхні натираючого елемента, а обкочування забезпечує, за рахунок введення в зону обробки (тертя) нової поверхні, рівномірність зносу натираючого елемента, збереження його правильної циліндричної форми і, тим самим, постійність лінійного контакту в зоні обробки. Лінійність контакту забезпечує, в свою чергу, високий контактний тиск у сполученні інструмент (натираючий елемент) - деталь, необхідний для отримання покриття високої якості. Принципова особливість відомого пристрою полягає у тому, що контакт між натираючим елементом і оброблюваною поверхнею є лінійним, що дозволяє створювати значні питомі навантаження передбачені технологією ФАБО без прикладення великих зусиль. Крім того, така схема взаємодії створює сприятливі умови для попадання технологічного середовища у зону обробки. Суттєвим обмеженням у застосуванні відомого пристрою є достатньо вузькі технологічні можливості: на ньому можна обробляти тільки внутрішні циліндричні поверхні; як привід пристрою використовується хонінгувальний верстат, який мало поширений в умовах відновлюваного виробництва; 1 UA 103119 C2 5 10 15 20 25 30 35 40 45 50 55 60 наявність проміжного клинового механізму в засобі для створення навантаження при його зворотно-поступальних переміщеннях впливає на стабільність прикладеного навантаження, а отже і на стабільність процесу формування покриття при ФАБО; при використанні відомого пристрою формується покриття, компонентний склад якого визначається матеріалом натираючого елемента. В зв'язку з цим, для того, щоби отримати покриття з наперед заданим складом легуючих елементів необхідно виготовити матеріал відповідного компонентного складу для натираючого елемента (методами плавлення, порошкової металургії і т. п.). Це значно ускладнює процес технологічної підготовки ФАБО. В основу винаходу поставлена задача створення конструкції пристрою для ФАБО з лінійною схемою взаємодії між інструментом і деталлю та розширеними можливостями по зміні компонентного складу отриманого в результаті ФАБО покриття з можливістю використання, як приводу для ФАБО, універсального металорізального обладнання. Поставлена задача вирішується тим, що у пристрої для фінішної антифрикційної безабразивної обробки поверхонь, який містить корпус, циліндричний натираючий елемент з зовнішньою робочою поверхнею виконаний з мідьвмісного сплаву, який встановлений на осьовій опорі з можливістю обертання відносно осі, паралельній осі оброблюваної деталі, приводу переміщення натираючого елемента, відносно оброблюваної циліндричної поверхні деталі та засобу для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею, новим є те, що згідно з винаходом, у конструкцію пристрою додатково введено кулачковий механізм, що складається з розміщеної на осьовій опорі втулки, на зовнішній поверхні якої закріплено натираючий елемент, виконаний у вигляді кільця, та штовхача, виконаного у вигляді ролика з віссю обертання, перпендикулярною до осі осьової опори, крім цього на внутрішній циліндричній поверхні втулки виконана похила до осі обертання канавка прямокутного перерізу, яка своїми бічними поверхнями взаємодіє з штовхачем, а сам штовхач встановлений на осьовій опорі через радіальний отвір втулки. Крім того, згідно з винаходом натираючий елемент містить додаткові кільця, які виготовлені із матеріалу, компонентний склад якого відрізняється від компонентного складу матеріалу основного кільця натираючого елемента. Причинно-наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом, що досягається, полягає у наступному. Особливістю пристрою, що заявляється, є використання основного руху обробки (обертання оброблюваної деталі) для генерування робочого руху натираючого елемента - ковзання твірною по оброблюваній поверхні. Ковзання реалізується осьовим зворотно-поступальним переміщенням натираючого елемента. Саме використання кулачкового механізму у пристрої для ФАБО дозволяє перетворити обертальний рух натираючого елемента, отриманий шляхом фрикційної взаємодії від обертання оброблюваної деталі, у його зворотно-поступальне переміщення відносно оброблюваної поверхні. Додаткова втулка, яка є складовою кулачкового механізму, розміщена на осьовій опорі, і забезпечує основні рухи, що необхідні для реалізації ФАБО на пристрої: зворотно-поступальне переміщення вздовж осьової опори і обертання навколо неї. Перший рух забезпечує поступове зношування натираючого елемента та перенесення зношеного матеріалу на оброблювану поверхню, другий рух необхідний для збереження циліндричної форми робочої поверхні натираючого елемента за рахунок колової рівномірності зносу натираючого елемента. Будь-який кулачковий механізм містить два обов'язкові елементи: кулачок та штовхач. Стосовно пристрою, що заявляється, похила канавка прямокутного перерізу на внутрішній циліндричній поверхні втулки є кулачком, а ролик із віссю обертання, перпендикулярною до осі осьової опори, - штовхачем. Встановлення ролика на осьовій опорі через радіальний отвір втулки спрощує конструкцію кулачкового механізму, підвищує технологічність виготовлення його елементів та спрощує процес складання. Наявність додаткових кілець у натираючому елементі, які виготовлені із матеріалу, склад якого відрізняється від складу матеріалу основного кільця натираючого елемента, дозволяє розширити технологічні можливості ФАБО за рахунок формування покрить з компонентним складом проміжним між складом кілець, що входять у натираючий елемент. Суть запропонованого винаходу пояснюється кресленням, де на Фіг. 1 зображено схему ФАБО циліндричної поверхні за допомогою пристрою, що патентується, на Фіг. 2 - вигляд А на Фіг. 1, на Фіг. 3 - місцевий осьовий розріз Б-Б Фіг. 2. Пристрій складається із корпусу 1, в якому нерухомо, наприклад, за допомогою гвинтових фіксаторів 2 (Фіг. 3), закріплена осьова опора 3 (Фіг. 1), на якій з можливістю зворотнопоступального переміщення та обертання, встановлена втулка 4 (Фіг. 3). Натираючий елемент 2 UA 103119 C2 5 10 15 20 25 30 35 40 45 50 55 складається з одного 5 або декількох кілець 5', 5" (товщиною h, h', h", відповідно), які виготовлені із мідьвмісних сплавів - міді, латуні, бронзи і т.д., встановлюються на зовнішній поверхні втулки 4 і закріплюються на ній за допомогою гайки 6. Пристрій містить також штовхач, виконаний у вигляді ролика 7, що встановлений із можливістю обертання навколо осі, перпендикулярної до осі осьової опори 2 за допомогою гвинта 8. Ролик взаємодіє із бічними поверхнями канавки 9 прямокутного перерізу, яка виконана на внутрішній циліндричній поверхні втулки 4. Ролик 7 встановлюється на гвинті 8, що вкручується у радіальний різьбовий отвір на осьову опору 2 через радіальний отвір 10 у втулці 4 при складанні пристрою. Пристрій містить також засіб для створення навантаження між натираючим елементом 5 та оброблюваною поверхнею деталі 11, який може бути виконаний, наприклад, у вигляді відтарованого Uподібного пружного елемента 12, деформацію, а отже і притискаюче зусилля Р якого фіксується індикатором 13. ФАБО циліндричних та конічних поверхонь проводиться на універсальному токарно-гвинторізному верстаті (на Фіг. не показано). При цьому оброблювана деталь 11 закріплюється, наприклад, у трикулачковому патроні 14 та задньому центрі 15, а сам пристрій на супорті верстата за допомогою різцетримача 16 (Фіг. 2). ФАБО за допомогою пристрою здійснюється наступним чином. Циліндрична деталь 11 встановлюється і закріплюється у трикулачковому патроні 14 та задньому центрі 15 токарно-гвинторізного верстату. На цьому ж верстаті може виконуватися і попередня механічна обробка. Пристрій виставляють відносно оброблюваної деталі таким чином, щоби права торцева поверхня (4" на Фіг. 3) натираючого елемента 5 при крайньому правому положенні втулки 4 на осьовій опорі 3 знаходилася у одній площині із правою торцевою поверхнею деталі 11. За рахунок ручної поперечної подачі верстата, шляхом стискання U-подібного пружного елемента 12, забезпечують необхідне технологічне навантаження між натираючим елементом 5 та оброблюваною деталлю 11. Зусилля Р, необхідне для створення заданого навантаження контролюється індикатором 13. На оброблювану поверхню за допомогою пензлика або тампона наноситься технологічне середовище - гліцерин або його суміш із кислотами. Вмикається привід верстату, деталь 11 починає обертатися із заданою частотою обертання - nд (лінійна швидкість - ). Оскільки натираючий елемент 5 знаходиться у контакті із оброблюваною деталлю 11 він починає обертатися з частотою n (Фіг.1 і 2). Обертання натираючого елемента 5 викликає його зворотно-поступальне переміщення з амплітудою 2А вздовж осьової опори 3. Осьовий рух обумовлюється взаємодією ролика-штовхача 7 із бічною поверхнею канавки 9. Величина нахилу канавки 9 відносно осі визначає величину амплітуди переміщення 2А. Вмикається поздовжня подача переміщення супорта верстату і здійснюється ФАБО циліндричної поверхні деталі 11. При необхідності обробки на довжину L пристрій переміщується на величину L-2A. Для якісного нанесення покриття виконують декілька проходів натираючого елемента 5 вздовж деталі 11 [Восстановление деталей машин: Справочник / Под ред. В.П. Иванова. -М.: Машиностроение, 2003. - С. 523-526, табл. 5.2]. Натираючий елемент 5 виготовляється з стандартного мідьвмісного сплаву (міді, латуні, бронзи і т.д.) з певним компонентним складом, який визначатиме склад отриманого в результаті ФАБО покриття. При необхідності отримання покриття з відмінним складом натираючий елемент виконують із декількох кілець 5, 5', 5", які встановлюють на зовнішній поверхні втулки 3 і фіксують гайкою 6. Наприклад, можливий варіант виконання натираючого елемента, у якому кільце 5 виготовлене з технічно чистої міді, а бокові кільця 5' і 5" з латуні Л63. Тоді при ФАБО поверхні деталі 11 на ній сформується покриття із компонентним складом проміжним між міддю і латунню, причому процентний склад можна змінювати шляхом вибору товщини h, h', h", кілець 5 5' 5". Даний пристрій можна використовувати і для обробки зовнішніх конічних поверхонь. При цьому деталь закріплюється у центрах, а задній центр зміщується у вертикальній площині. Величина цього зміщення визначається конусністю оброблюваної поверхні. Можлива обробка за допомогою патентованого пристрою і плоских поверхонь. При цьому, як привід, використовується стругальний верстат. Під час ФАБО натираючий елемент 5 зношується, що призводить до зміни його радіусу від початкового Rn до мінімального Rk (Фіг. 3), по досягненню якого необхідно провести заміну натираючого елемента 5. Для цього необхідно через отвір 10 (Фіг. 3) викрутити гвинт 8 з роликом-штовхачем 7. Наступні кроки по заміні натираючих елементів 5 полягають у вивільненні осьової опори 3 з корпусу 1. Здійснюють це шляхом викручування гвинтових фіксаторів 2, після чого осьова опора 3 UA 103119 C2 5 3 виймається із корпусу 1. Гайка 6 скручується з втулки 4, після чого здійснюють заміну натираючих елементів 5. Складання пристрою здійснюють у зворотній послідовності. У даному пристрої можливі і інші конструкції засобу для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею, наприклад, з використанням гвинтових або тарілчастих пружних елементів або інших принципів створення цього навантаження: гідравлічних, пневматичних, гравіметричних і інших. ФОРМУЛА ВИНАХОДУ 10 15 20 25 1. Пристрій для фінішної антифрикційної безабразивної обробки поверхонь деталей, який містить корпус, циліндричний натираючий елемент з зовнішньою робочою поверхнею, виконаний з мідьвмісного сплаву, який встановлений на осьовій опорі з можливістю обертання відносно осі, паралельній осі оброблюваної деталі, приводу переміщення натираючого елемента, відносно оброблюваної циліндричної поверхні деталі та засобу для створення навантаження між робочою поверхнею натираючого елемента та оброблюваною поверхнею, який відрізняється тим, що він додатково містить кулачковий механізм для забезпечення зворотно-поступального переміщення натираючого елемента, причому кулачковий механізм складається з розміщеної на осьовій опорі втулки, на зовнішній поверхні якої закріплено натираючий елемент, виконаний у вигляді кільця, та штовхача, виконаного у вигляді ролика з віссю обертання, перпендикулярною до осі осьової опори, крім цього на внутрішній циліндричній поверхні втулки виконана похила до осі обертання канавка прямокутного перерізу, яка своїми бічними поверхнями взаємодіє з штовхачем, а сам штовхач встановлений на осьовій опорі через радіальний отвір втулки. 2. Пристрій за п. 1, який відрізняється тим, що натираючий елемент містить додаткові кільця, які виготовлені з матеріалу, компонентний склад якого відрізняється від компонентного складу матеріалу основного кільця натираючого елемента. 4 UA 103119 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюBurda Myroslav Yosypovych, Shynkar Taras Mykhailovych, Burda Yurii Myroslavovych
Автори російськоюБурда Мирослав Иосифович, Шинкар Тарас Михайлович, Бурда Юрий Мирославович
МПК / Мітки
МПК: C23C 18/38, C23C 18/16, C23C 18/48, C23C 26/00, C23C 18/31
Мітки: пристрій, антифрикційної, обробки, деталей, безабразивної, фінішної, поверхонь
Код посилання
<a href="https://ua.patents.su/7-103119-pristrijj-dlya-finishno-antifrikcijjno-bezabrazivno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для фінішної антифрикційної безабразивної обробки поверхонь деталей</a>
Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь
Номер патенту: 98422
Опубліковано: 10.05.2012
Автори: Парайко Юрій Іванович, Бурда Юрій Мирославович, Бурда Мирослав Йосипович
МПК: C23C 18/16, C23C 18/31
Мітки: поверхонь, безабразивної, циліндричних, обробки, пристрій, антифрикційної, внутрішніх, фінішної
Формула / Реферат:
1. Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь, який містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані з можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, шток, встановлений у корпусі з можливістю осьового переміщення, вузол навантаження, який...
Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 73874
Опубліковано: 10.10.2012
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович, Лесик Дмитро Анатолійович
МПК: B03C 1/12
Мітки: поверхонь, обробки, оздоблювально-зміцнювальної, деталей, спосіб, безабразивної
Формула / Реферат:
Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей, при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухому контейнері тороїдальної форми надається рух по тороїду у тривимірному просторі, який відрізняється тим, що на робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Плошенко Іван Григорович, Ранський Анатолій Петрович, Панасюк Олександр Григорович, Гайдідей Ольга Владіславівна, Митрохін Олександр Анатолійович
МПК: C23C 22/02
Мітки: машин, обробки, металевих, поверхонь, спосіб, механізмів, фінішної, деталей
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Спосіб фінішної обробки поверхонь обертання деталей
Номер патенту: 90648
Опубліковано: 11.05.2010
Автори: Курило Михайло Федосійович, Усенко Володимир Васильович
Мітки: поверхонь, фінішної, обробки, спосіб, обертання, деталей
Формула / Реферат:
Спосіб фінішної обробки поверхонь обертання деталей, переважно циліндрових поверхонь шийок колінчастих валів, при якому встановленій на токарному верстаті деталі надають обертання щодо осі поверхні, що оброблюється, зі швидкістю колової подачі, а фрезерний інструмент встановлюють перпендикулярно до твірної поверхні, що оброблюється, надають йому обертання щодо власної осі зі швидкістю різання та забезпечують йому можливість поступального...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: зовнішніх, спосіб, деталей, сплавів, обробки, абразивної, фінішної, профільних, нікелевих, поверхонь
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Попередній патент: Фармацевтична композиція антимікробної дії для парентерального введення і спосіб її одержання
Наступний патент: Центрифуга фільтруюча
Випадковий патент: Спосіб стабільного регулювання чисельності шкідників